

低圧オーバーモールドは、従来の高圧射出成形やポッティングの制限を完全に取り除くエレクトロニクス製造業界の最先端のパッケージング技術です。
第一に、従来の射出成形では一般に非常に高い圧力(1000 バール以上)がかかり、最もデリケートな部品に損傷を与える可能性があります。第二に、ポッティングプロセスは本質的に時間がかかり、重いものであることがわかっています。
この点に関して、中国の大手カスタマイズ加工専門家である JS Precision は、精密 PCBA の保護とともに低圧オーバーモールディング ソリューションを提供しています。
この超低圧包装方法は、防水、絶縁、構造強化を同時に実現できるため、高精度電子製品に最適なソリューションとなります。
主要なコンテンツの概要
| 寸法 | 低圧成形 (LPM) テクノロジーのパラメータと利点 | 商業的価値 |
| 処理圧力 | 5 ~ 40 bar、従来の射出成形のわずか 2% ~ 5%。 | 壊れやすいコンポーネントを保護し、スクラップ率ゼロを実現します。 |
| サイクルタイム | 30 ~ 60 秒間の急速な物理的冷却と硬化。 | 24 時間の硬化待ち時間がなくなり、生産能力が大幅に向上します。 |
| 保護等級 | IP67/IP68の密閉規格に適合しています。 | 追加のシェルが不要なため、製品の軽量化が実現します。 |
| 材料特性 | 環境に優しいポリアミド素材、UL 94-V0 難燃性。 | サプライチェーンを簡素化し、総所有コストを 30% 削減します。 |
重要なポイント:
- 物理的安全性: 5 ~ 40 bar の超低圧力の金型は、はんだ接合部や金線に損傷を与える高圧成形のリスクを完全に排除します。
- コスト革命:シェルレスコンセプトにより、コンポーネントの数、組み立て労力、倉庫保管コスト、物流コストを最小限に抑えることができます。
- 効率の飛躍:アルミ金型技術のおかげで、 JSプレシジョン研究開発から納品までの期間をわずか 7 ~ 10 日に短縮できます。
- 信頼性の高いシール:この材料は分子レベルで PCB 基板と化学結合するため、最も過酷な環境でも安定した信号を提供します。
このガイドが信頼できる理由JS Precision の低圧オーバーモールディングの経験
エレクトロニクス パッケージング パートナーを選択する際、主な懸念点となるのは、パートナーの技術的能力、導入実績、品質保証対策でしょう。
JS Precision は 10 年半以上にわたって精密製造に継続的に取り組み、現在、最も評判の高い 3 レベルの認証、 ISO9001:2015、ISO13485、IATF16949 を取得しています。
当社は 300,000 個を超える精密部品のカスタマイズ生産を成功裡に完了し、世界中の 1,000 を超える顧客に対応し、納期厳守率 99.2% を維持しています。
当社は、低圧オーバーモールドの研究・実装や各種オーバーモールド作業を得意とし、DFM解析や迅速な金型製作から量産納品までの一貫したサービス体制を提供しています。
当社は、自動車エレクトロニクス、医療機器、家庭用電化製品、産業用センサーの 4 つの主要分野に取り組む500 以上の実際の低圧オーバーモールディング プロジェクトを作成してきました。
業界関係者によると、自動車用センサーパッケージの一般的なスクラップ率は 8% であるのに対し、当社ではお客様の製品のスクラップ率をわずか 0.02% まで下げることができます。
医療用エレクトロニクスのパッケージング プロジェクトは ISO 10993 生体適合性規格に準拠し、産業用エレクトロニクスのプロジェクトは IP68 保護を達成し、 -40℃ ~ 150℃ の極限環境テストを受けています。
当社は、品質検査基準を厳格に遵守しています。 IPC-A-610プロセス全体を通じて電子部品の検査を行っており、当社が納品する各製品には、完全な FAIR 初品検査報告書と材料証明書が付属しています。サードパーティのテストレポートがサポート文書として利用可能です。
一言で言えば、この実践的な経験は、コンポーネントの破損、密閉不良、高価なコスト、納期の遅さなどの主な懸念領域に対処するため、非常に役に立ちます。もうパッケージングプロセスの技術的なリスクを経験する必要はありません。当社のエンジニアチームがお客様のプロジェクトを最後までサポートします。
低圧オーバーモールド技術の重要なポイントをすぐにマスターしたいですか?今すぐ当社のエンジニアに連絡して、無料の業界ホワイトペーパーを入手し、プロセスの実装戦略を簡単に明確にし、最初の選択のリスクを回避してください。
低射出圧力オーバーモールディングが壊れやすいコンポーネントを保護するための最良の物理的解決策であるのはなぜですか?
低射出圧力のオーバーモールディングでは、圧力は5 ~ 40 bar のレベルで制御されます。高粘度の材料にはゆっくりとした充填技術が使用され、繊細な部品への損傷を物理的に最小限に抑えます。これは、オーバーモールドによって壊れやすい部品を保護する最良の方法です。
1000 bar vs. 40 bar: 射出圧力の物理的影響の比較
1000 bar での従来の射出成形では、最も高いクランプ力と材料流動衝撃力が発生し、これが PCB 基板に伝達され、マイクロクラックが容易に形成される可能性があります。
対照的に、最大圧力 40 bar の低射出圧力オーバーモールディングは、従来のプロセスのわずか 2% ~ 5% であり、構造的な変化や PCB 基板への損傷はまったくありません。簡単に言えば、そよ風がコンポーネントを包み込むようなもので、高圧による損傷を完全に回避します。
| プロセスの種類 | 処理圧力 | サイクルタイム | 保護等級 | 材料費(1個あたり) | 納期 |
| 従来の高圧射出成形 | 1000以上のバー | 120秒以上 | IP54 | $2.0 | 15日 |
| 伝統的なポッティングプロセス | 大気圧 | 24時間 | IP65 | $1.8 | 20日 |
| 低圧オーバーモールディング | 5~40バール | 30~60秒 | IP67/IP68 | $1.2 | 7~10日 |
ワイヤーボンディングの断線防止技術詳細
ミクロンレベルの金ワイヤボンド(高精度の電子コア接続構造、直径わずか 25μm)は、高速で流れる材料によって非常に破損しやすくなります。
低射出圧力オーバーモールドは、高粘度のホットメルト材料を使用し、流速を厳密に 0.5m/s 以下に保つことで、せん断応力を除去し、金ワイヤボンド構造の完全性を 100%維持することで、コア接続の損傷に関する懸念に対処します。
高圧にさらされたときのコンポーネントの流出の防止:
01005 などの非常に小さな表面実装コンポーネントは非常に軽量であり、通常、高圧射出成形によりコンポーネントの洗い出しが発生し、コンポーネントの位置ずれやはんだ付け不良が発生する可能性があります。
低射出圧力オーバーモールディングは、圧力が低く流速が遅いため、これらの小さな部品を迅速に固定することができ、部品の洗い出しの問題を完全に排除できます。
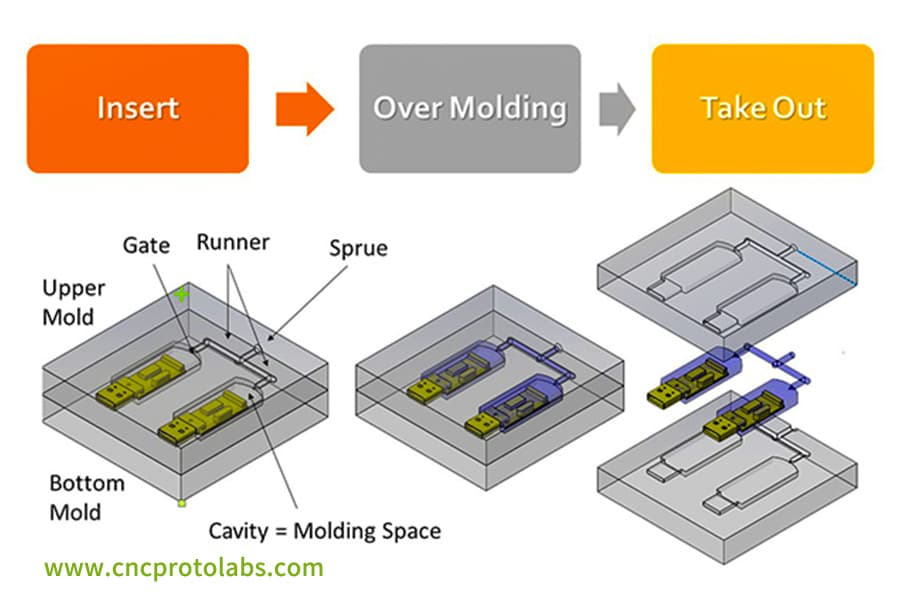
図 1: 低圧オーバーモールディング プロセスを示す 3 段階の図: コンポーネントの挿入、スプルー ランナー ゲート システムを介した材料の射出、完成したカプセル化された部品の取り出し。
低圧オーバーモールディング電子プロセスを実行する際に 100% のシール信頼性を達成するにはどうすればよいですか?
低圧オーバーモールド電子機器ポリアミド材料と PCB 基板間の分子レベルの結合と正確な温度制御を組み合わせることで、100% のシール信頼性と IP67/IP68 保護等級を提供できます。
ポリアミドと FR4 基材間の分子レベルの結合原理:
ホットメルト ポリアミド材料が溶けると、FR4 PCB ガラス繊維構造に浸透します。固化後、これは機械的にかみ合う構造を形成します。
この深い融合は、表面結合ではなく、レンガ積みに埋め込まれたセメントに似ており、その結果、従来のポッティングやシールリングよりもはるかに優れたシール効果が得られます。これが高い密閉性を得る主な秘密です。
IP68保護のための正確な温度と圧力制御
2 段階の射出成形を検討することもできます。第 1 段階では基本的な充填が行われ、第 2 段階では低圧保持が行われ、カプセル封止内の気泡が完全に解放されます。
これにより、材料と基材間の理想的なフィット感も保証されます。さらに、濡れを最適化するために±1℃の温度制御精度が得られ、これにより保護等級IP68を安定的に達成することができました。
限られた空間における高性能材料のバランスの取れた放熱経路
LPM ポリアミド材料は、熱伝導率が 0.5 W/mK の互換性のある材料であり、シール保護と熱放散のニーズのバランスが取れています。
この材料は、コンポーネントをカプセル化して保護し、コンポーネントからの熱を迅速に放出することができるため、熱の蓄積を軽減し、コンポーネントの寿命を延ばすことができます。
| 材質の種類 | 熱伝導率 | 難燃性評価 | 生体適合性 | 動作温度 | 収縮 |
| LPM-PA100 | 0.5W/m・K | UL 94-V0 | ISO10993に準拠 | -40℃~150℃ | 0.5% |
| LPM-PA200 | 0.6W/m・K | UL 94-V0 | 工業用グレード | -40℃~160℃ | 0.4% |
| LPM-PA300 | 0.45W/m・K | UL 94-V0 | 医療グレード | -45℃~145℃ | 0.3% |
低圧オーバーモールディング電子機器のシール効果について興味がありますか?実際のシーリング ケースを今すぐ確認して、IP68 保護の実装詳細を直感的に理解し、プロセスの互換性を迅速に判断します。
オーバーモールディング フレックス PCB プロセス中に回路の層間剥離やはんだ接合部の亀裂を効果的に防ぐにはどうすればよいですか?
オーバーモールディング フレックス PCB在庫の弾性材料と制限モールド技術を組み合わせて使用し、バッファを通じて CTE の位置ずれ応力を相殺することで、回路の剥離やはんだ接合部の亀裂を効果的に防止し、FPC の導電性を確保します。
FPC の変位しやすい特性を実現する正確なモールド制限設計:
スライダーの位置決めとベッドオブピン固定技術を採用して、金型内の FPC 位置を正確に固定できます。
パッケージング中に FPC がずれたりしわになったりすることがないため、はんだ接合とコンポーネントの正しい位置が保証されます。モールドは、プロセス全体を通じて FPC を固定するカスタム ブラケットのようなものです。
CTE のずれによる応力緩和における低弾性材料の機能:
弾性率100~300MPaの弾性ポリマー材料を選択可能です。 FPC基板とほぼ同等の柔軟性を有し、熱膨張係数の差も5ppm/℃以内に抑えられています。
熱サイクル中の位置ずれストレスが発生しないため、製品の回路剥離やはんだ接合部のクラックを根本的に防止できます。
動的曲げおよび信頼性試験からのデータサポート
パッケージ化されたFPCに対して数万回の曲げ試験を実施しました。
データによると、オーバーモールディング フレックス PCB テクノロジーを使用して製造された FPC は、100,000 回の曲げサイクルの後でも電気的性能の低下は 1% 未満にとどまり、業界平均の 3% よりもはるかに優れたレベルです。これは、製品が優れた動的性能を備えていることを証明します。
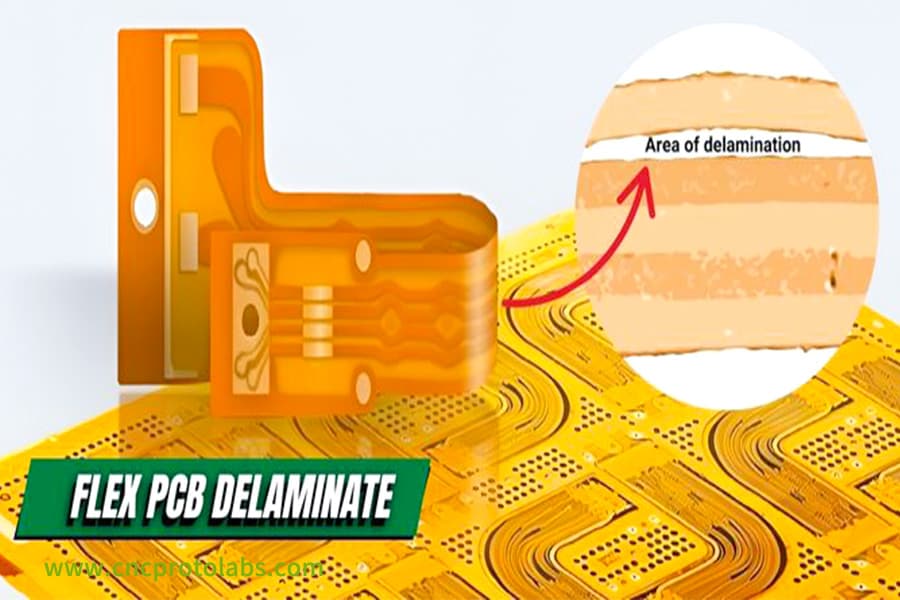
図 2: フレキシブル プリント基板 (Flex PCB) 上の「剥離領域」を示す拡大画像。オーバーモールド中に欠陥として発生する可能性のある層の剥離が強調表示されています。
オーバーモールドセンサーの精密パッケージングにおいて、知覚感度と極度の環境耐性のバランスをとるにはどうすればよいですか?
オーバーモールドセンサー選択的オーバーモールディング技術を使用して製造されており、パッケージングの境界が定義されているため、回路は保護されますが、信号伝送は妨げられません。
このようにして、感知感度と極端な環境耐性との間のバランスが達成される。
選択的オーバーモールディング境界シール
モールド封止構造により、センサプローブを回路部から正確に絶縁できます。
プローブ領域は信号伝送に対してオープンなままですが、回路領域は保護のために完全に覆われており、センサーにオーダーメイドの防護服を提供するようなもので、重要な部品を正確に保護します。
極端な熱サイクル(-40℃~150℃)下での応力疲労解析:
センサーと互換性のある LPM 材料は、-40℃ から 150℃ までの 500 サイクルの極端な熱サイクルに亀裂や剥離を起こすことなく耐えることができ、機械的特性の 95% 以上を維持します。
業界平均の 85% の保持率に対して、カプセル化センサーの寿命は 10 年を超える可能性があり、長期にわたる自動車および産業用途に最適です。
センサー信号の透過に対するカプセル化の壁の厚さの影響の評価:
テスト結果は、カプセル化の壁の厚さが0.8 ~ 1.5 mm に保たれる場合、電磁信号と圧力信号の減衰率が 3% 未満であることを示しています。
この範囲は、センサーの感知感度を損なうことなく構造的な保護を提供するため、妥協する必要がなくなります。
オーバーモールディング電子部品は医療および自動車分野の高集積ニーズにどのように対応するのでしょうか?
オーバーモールド電子部品により、外部ケーシングを不要にすることができます。このようにして、医療機器および自動車機器において高レベルの統合、軽量設計、および高度な信頼性を達成しながら、準拠した材料を使用することができます。
ケーシングからケーシングフリーへ: 軽量 PCBA への道
従来のケースアセンブリには、シェル、ネジ、その他のハードウェアなどの要素が含まれており、それらを合わせてもスペース使用率が 60% にすぎませんが、オーバーモールド電子コンポーネントでは、PCBA とパッケージ材料が直接統合され、95% 以上のスペース使用率が達成されます。
簡単に言うと、製品の体積は 40%、重量は 35% 以上削減できます。
医療グレードの生体適合性と自動車難燃性規格への準拠
お使いのデバイスが互換性のある素材は、次の規格に準拠したものです。 ISO 10993の医療生体適合性規格また、自動車用難燃性(UL 94-V0)および環境(ISO 16750)規格も満たしています。
有害物質が含まれていないだけでなく、コンプライアンスのリスクもなく埋め込み型医療機器や自動車のコックピット電子機器に直接使用できます。
50Gを超える機械的衝撃に耐えるための頑丈な梱包戦略
電子ビーム架橋低圧成形 (LPM) 材料は固体充填構造を備えており、PCBA 内の内部共振を減衰させることで 50G を超える機械的衝撃エネルギーを吸収します。
衝撃試験において、部品は変位を示さず、はんだ接合部は損傷を受けていないため、自動車および産業機器の両方の耐衝撃要件を完全に満たしています。

図 3: オーバーモールド プロセス中に半透明の茶色のプラスチック材料で部分的に封止された、さまざまなチップとコンポーネントを備えた緑色のプリント基板 (PCB)。
専門的な低圧オーバーモールディング サービスを選択すると、総所有コスト (TCO) が大幅に削減できるのはなぜですか?
専門的な低圧オーバーモールディング サービスを利用すると、生産サイクルを大幅に短縮し、住宅コストを削減し、欠陥率を下げることができます。これにより、総所有コストがほぼ半分になります。
射出成形ハウジング、ネジ、シールの材料コストを削減
たとえば、自動車用センサーの場合、従来のパッケージでは、センサーのほかにハウジング、ネジ、その他の材料を購入する必要があるため、各ユニットの材料費は約 2.50 ドルです。
もし低圧オーバーモールドサービスを使用すると、追加の構造コンポーネントが必要ないため、ユニットあたりの材料コストはわずか 1.30 ドルになり、これは 48% の削減に相当します。
硬化時間の短縮がキャッシュフローに与える影響
従来のポッティングでは硬化に 24 時間かかりますが、低圧オーバーモールドでは 30 ~ 60 秒で完了します。これにより、生産サイクルが2 日から 2 時間に短縮されます。その結果、プロジェクトの支払いサイクルが 70% 短縮されます。これにより、キャッシュフローが大幅に効率化されます。
サプライチェーンの簡素化による返品率の低下への貢献
従来、パッケージングには、調達、組み立て、テストなどのいくつかの段階が伴います。インターフェースの障害は返品の約 5% の原因となります。
LPM (低圧成形) 製品の供給により、サプライ チェーンの層の数が減り、返品率が 0.1% 未満に低下し、販売後のメンテナンス費用が実質的に 98% 削減されます。
| プロジェクト指標 | 梱包前 | 低圧成形後 | 改善率 |
| 製品の廃棄率 | 8% | 0.02% | 99.75%削減 |
| 生産効率 | 10個/時間 | 150個/時間 | 15 倍の改善 |
| 保護等級 | IP54 | IP69K | 軍用グレードにアップグレード |
| 全体のコスト | ベースライン | 35%削減 | 大幅なコスト削減 |
プロジェクトのコストを正確に管理したいですか?製品仕様を提供すると、低圧オーバーモールディング サービスのコスト計算が無料で受けられ、コスト削減の可能性を明確に特定し、プロジェクトの予算計画を支援します。
プロジェクトに低圧オーバーモールディングを導入する前に、DFM のどのような重要な問題に対処する必要がありますか?
低圧オーバーモールディングを実装する前に、マテリアル フロー シミュレーション、パッド間隔、 金型の選択設計のシームレスな大量生産を確実にするために対処する必要があります。
コンポーネントの高さのレイアウトと流路の動的シミュレーション
特殊なソフトウェアの助けを借りて、流路シミュレーションを実行して、ゲートが背の高い壊れやすいコンポーネントから離れた位置にあることを確認できます。
流路は最終的に敏感なコンポーネントの周りをスムーズに回り、コンポーネントの位置ずれを防ぎ、設計段階でのパッケージング欠陥の可能性も排除します。
パック間隔とフラッシュ防止の物理的制限
DFM 要件を満たすには、溶融した材料がパッド上に流れて短絡が生じるのを防ぐために、1.5 mm 以上のパッド間隔が必要です。精密な金型設計により、フラッシュ率を0.01%以下に抑えることができます。
アルミニウム製ラピッドツーリングの設計ライフサイクルに関する推奨事項
マルチレベルのツール オプションを提供できます。
100 個のプロトタイプ以内に、経済的なアルミ金型を使用コストを60%削減します。高級アルミニウム金型を使用し、最大 100,000 個の量産に対応し、寿命は 50,000 ~ 100,000 サイクルです。
自社の生産規模に基づいて最適なソリューションを選択し、金型投資コストを正確に管理できます。
設計における製造上のリスクが心配ですか? CAD ファイルをアップロードし、無料の低圧オーバーモールディング DFM 評価レポートを入手して、リスクを積極的に軽減し、設計が量産に適していることを確認します。
JS Precision のケーススタディ: 高振動環境における車載圧力センサーの LPM パッケージング
直面した課題
有名な自動車部品サプライヤーの自動車用圧力センサーは、従来のポッティング プロセスの問題に直面していました。硬化が不均一で、はんだ接合部の破損率が 8%に達し、生産ラインが広い面積を占め、納期が 15 日でした。
多くのサプライヤーは問題を解決できなかったため失格となり、最終的には JS Precision に低圧オーバーモールディング ソリューションを求めました。
解決:
1. DFM 分析:
エンジニアリング チームはすぐに対応し、お客様のセンサーが自動車産業の非常に高い振動環境で使用されており、これがはんだ接合部の剥離の主な原因であることを発見しました。
センサーの構造的特徴に基づいて、オーダーメイド低圧オーバーモールディング ソリューションプロセスが顧客の要件に沿っていることを確認するように設計されました。
2.カスタム金型:
カスタムのアルミニウム金型を使用して、正確に 12 bar の射出圧力が設定されました。これは、お客様のセンサーの内部コンポーネントが耐えられる容量と一致しており、圧力による損傷を回避できました。
3.最適化されたデザイン:
ゲート レイアウトは、溶融材料が非常にスムーズに移動して顧客のセンサーのカプセル化ゾーンを非常に効果的に充填できるようにするために、同じ注意深い原則に基づいて変更されましたが、最小限の体制がとられました。
4.特殊な素材:
チームは、非常に高い耐衝撃性を備えた医療グレードのポリアミド素材を選択しました。さらに、自動車分野の難燃性や耐振動性の要件も満たしており、お客様の過酷な自動車環境にも対応できます。
5.圧力保持プロセス:
2 段階の圧力保持設計を使用して、お客様のセンサーのカプセル化内部の気泡を完全に排除し、シールの安定性を高め、信頼性の高いセンサー保護を実現しました。
最終結果:
- プロジェクト実施後、お客様の製品のスクラップ率は即座に0.02%まで低下し、不良品生産はほぼゼロとなりました。
- 1 つの金型サイクル時間が 42 秒に短縮され、生産効率が 15 倍に向上し、顧客の生産ラインの設置面積が 70% 削減されました。
- 最終製品は、 IP69K 高圧スプレー、-40 ~ 150 の熱サイクル、および 50G の機械的衝撃という 3 つの極限環境認証に合格し、自動車規格に完全に準拠しました。
- お客様は全体の生産コストを 35% 削減し、納期は15 日から 7 日に短縮され、製品の競争力が大幅に向上しました。
- この例では、低圧オーバーモールドが高振動環境における電子部品のパッケージングの問題を完全に解決できることを確認しています。
センサーのパッケージングの課題を解決したいですか?センサー図面を送信すると、迅速で信頼性の高いパッケージングを実現するカスタマイズされた低圧オーバーモールディング サービス ソリューションが提供されます。
よくある質問
Q1: LPM 材料が耐えられる最大動作温度はどれくらいですか?
LPM は通常、 -40 ~ 150 の温度範囲に耐えることができます。これは、ほとんどの自動車および産業用電子デバイスの環境で動作できることを意味します。
Q2: 低圧成形金型はなぜ従来の金型よりも安価なのでしょうか?
低圧成形は極めて低い圧力下で作業を行うため、より加工しやすいアルミニウム製の金型を使用できるため、硬化鋼を使用する必要がなくなり、金型の材料費と加工コストが大幅に削減されます。
Q3: 通常の低圧射出サイクル時間はどれくらいですか?
低圧射出サイクル時間は製品の体積によって異なります。単一金型を生産する場合、サイクルタイムは 30 ~ 60 秒です。この方法は材料の冷却が速く、効率が高いのが特徴です。
Q4: 環境に優しい物質であり、RoHS に準拠していますか?
JS Precision が使用するポリアミド材料は、 RoHS 2.0 および REACH国際環境基準の要件を満たしており、有害物質を含まず、安全に使用できます。
Q5: LPM は金属シールド キャップの代わりに使用できますか?
LPM プロセスは物理的な保護のみを提供します。 EMI 電磁シールドが必須の場合は、カプセル化の前に金属シールドを追加するか、特別な導電性フィラーを使用する必要があります。
Q6: アルミ金型の寿命はどれくらいですか?
高品質のアルミニウム金型は、5 ~ 20 bar の通常の圧力で操作した場合、50,000 ~ 100,000 回の射出サイクルにわたってその性能を十分に維持することが証明されています。これは、小規模および中規模のバッチ製造に最適です。
Q7: LPMプロセスでは気泡が発生しますか?
JS Precision の優れた金型通気設計と 2 段階の圧力保持プロセスの使用により、製品の内部気孔率を1% 未満に低減でき、実質的に気泡がなくなりました。
Q8: 加工に中国の JS Precision を選択する理由は何ですか?
JS Precision を選ぶ主な理由としては、手頃な価格、7 日間のプロトタイプ製造、DFM エキスパート サービス、優れた品質管理システムなどが挙げられます。さらに、競合他社と比較して納期が 30% 速く、金型コストが 15% 安価です。したがって、当社はお客様の低圧オーバーモールディング要件を満たす最良のパートナーです。
まとめ
低圧オーバーモールディングは、電子パッケージングへの新しいアプローチであり、超低圧、効率的なサイクル タイム、および超低圧での良好なシールを実現します。
これは、繊細な部品を保護するだけでなく、コストを削減し、製品を小型化し、より統合化するための優れた方法でもあります。さらに、医療や自動車などの非常に困難な環境でも使用できます。
テクノロジーと実際の経験を組み合わせることで、JS Precision の低圧オーバーモールディング サービスは、お客様のパッケージングのニーズ全体に対応します。
電子パッケージング ソリューションをさらに改善したいですか?今すぐ 3D CAD モデルをアップロードしてください当社の経験豊富なエンジニアが詳細な DFM 評価を実行し、24 時間以内に見積もりを提供します。
より賢く、より予算に優しい高精度電子コンポーネントの総合的な保護を実現するには、JS Precision をお選びください。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

