

Sobremoldeo a baja presión es una técnica de envasado de vanguardia en la industria de fabricación de productos electrónicos que elimina por completo las limitaciones del moldeo por inyección y encapsulado de alta presión tradicionales.
En primer lugar, el moldeo por inyección tradicional generalmente aplica una presión muy alta (más de 1000 bar) que puede causar daños a las piezas más delicadas; en segundo lugar, se ha identificado que los procesos de encapsulado requieren mucho tiempo y son pesados por naturaleza.
En este sentido, JS Precision, un experto líder en procesamiento personalizado en China, ofrece soluciones de sobremoldeo de baja presión junto con la protección de PCBA de precisión.
Este método de envasado a presión extremadamente baja permite la impermeabilización, el aislamiento y el refuerzo estructural simultáneamente, convirtiéndose así en la solución perfecta para productos electrónicos de alta precisión.
Resumen de contenido clave
| Dimensiones | Parámetros y ventajas de la tecnología de moldeo a baja presión (LPM) | Valor Comercial |
| Presión de procesamiento | 5-40 bar, sólo el 2%-5% del moldeo por inyección tradicional. | Protege los componentes frágiles, logrando una tasa de desperdicio cero. |
| Tiempo de ciclo | 30-60 segundos de rápido enfriamiento físico y curado. | Elimina la espera de curado de 24 horas, aumentando significativamente la capacidad de producción. |
| Clasificación de protección | Cumple con los estándares de sellado IP67/IP68. | No requiere carcasa adicional , consiguiendo un aligeramiento del producto. |
| Propiedades de los materiales | Material de poliamida respetuoso con el medio ambiente, retardante de llama UL 94-V0. | Simplifica la cadena de suministro, reduciendo el costo total de propiedad en un 30%. |
Conclusiones clave:
- Seguridad física: El molde con presión ultrabaja de 5 a 40 bar elimina por completo el riesgo de que el moldeo a alta presión cause daños a las uniones de soldadura y a los alambres de oro.
- Revolución de costos: mediante el concepto de carcasa menos, puede ayudar a minimizar la cantidad de componentes, la mano de obra de ensamblaje, así como los costos de almacenamiento y logística.
- Salto de eficiencia: gracias a su tecnología de molde de aluminio, Precisión JS puede reducir el plazo desde la I+D hasta la entrega a sólo 7-10 días.
- Sellado confiable: el material se une químicamente a nivel molecular con el sustrato de PCB, proporcionando así señales estables incluso en los entornos más hostiles.
¿Por qué confiar en esta guía? La experiencia de JS Precision en sobremoldeo a baja presión
Al elegir un socio de embalaje de productos electrónicos, lo más probable es que sus principales puntos de preocupación sean las capacidades técnicas del socio, su historial de implementación y las medidas de garantía de calidad.
JS Precision ha estado expuesto continuamente a la fabricación de precisión durante más de una década y media y actualmente posee tres niveles de las certificaciones más reputadas: ISO9001:2015, ISO13485 e IATF16949.
Hemos completado con éxito la producción personalizada de más de 300.000 piezas de precisión y atendemos a más de 1.000 clientes en todo el mundo, manteniendo nuestra tasa de entrega a tiempo en un 99,2%.
Somos expertos en la investigación e implementación de sobremoldeado a baja presión, así como en diversas operaciones de sobremolde, y ofrecemos un sistema de servicio integral que comienza con el análisis DFM y la fabricación rápida de moldes y llega hasta la entrega de producción en masa.
Hemos creado más de 500 proyectos reales de sobremoldeo a baja presión que abordaron cuatro áreas principales: electrónica automotriz, dispositivos médicos, electrónica de consumo y sensores industriales.
Fuentes de la industria informan que la tasa típica de desperdicio de empaques de sensores automotrices es del 8 %, mientras que podemos reducir la tasa de desperdicio de su producto a solo el 0,02 %.
Los proyectos de embalaje de electrónica médica cumplen con los estándares de biocompatibilidad ISO 10993, los proyectos de electrónica industrial han alcanzado la protección IP68 y se han sometido a pruebas en entornos extremos de -40 ℃ a 150 ℃.
Seguimos estrictamente el estándar de inspección de calidad de IPC-A-610 para componentes electrónicos durante todo el proceso, y cada producto que entregamos va acompañado de un informe completo de inspección del primer artículo FAIR y una certificación de materiales. Los informes de pruebas de terceros están disponibles como documentos de respaldo.
En pocas palabras, esta experiencia práctica realmente funciona para usted al abordar las principales áreas de preocupación, como rotura de componentes, fallas de sellado, costos elevados y entrega lenta. Ya no tiene que experimentar los riesgos técnicos de los procesos de embalaje, nuestro equipo de ingenieros se encargará de su proyecto hasta el final.
¿Quiere dominar rápidamente los puntos clave de la tecnología de sobremoldeo a baja presión? Póngase en contacto con nuestros ingenieros ahora para obtener un documento técnico gratuito de la industria, aclarar fácilmente su estrategia de implementación de procesos y evitar riesgos de selección inicial.
¿Por qué el sobremoldeado con baja presión de inyección es la mejor solución física para proteger componentes frágiles?
En el sobremoldeado a baja presión de inyección, la presión se controlará a un nivel entre 5 y 40 bar. Se utilizará una técnica de llenado lento con materiales de alta viscosidad para minimizar el daño a las partes delicadas y, por lo tanto, físicamente, esta es la mejor manera de proteger las partes frágiles mediante sobremoldeo.
1000 bar frente a 40 bar: comparación del impacto físico de la presión de inyección
El moldeo por inyección tradicional a 1000 bar crea las fuerzas de impacto de flujo de material y sujeción más altas, que se transmiten a la placa PCB y pueden resultar fácilmente en la formación de microfisuras.
Por el contrario, el sobremoldeado a baja presión de inyección, con una presión máxima de 40 bar, representa solo entre el 2% y el 5% del proceso tradicional, lo que no produce absolutamente ningún cambio estructural ni daño a la placa PCB. En pocas palabras, es similar a una suave brisa que envuelve el componente, evitando por completo cualquier daño por alta presión.
| Tipo de proceso | Presión de procesamiento | Tiempo de ciclo | Clasificación de protección | Costo del material (por pieza) | El tiempo de entrega |
| Moldeo por inyección de alta presión tradicional | Más de 1000 barras | 120 segundos+ | IP54 | $2.0 | 15 dias |
| Proceso de encapsulado tradicional | Presión atmosférica | 24 horas | IP65 | $1.8 | 20 dias |
| Sobremoldeo a baja presión | 5-40 barras | 30-60 segundos | IP67/IP68 | $1.2 | 7-10 días |
Detalles técnicos para prevenir la rotura de la unión de cables
Las uniones de alambre de oro a nivel de micras (estructuras de conexión de núcleo electrónico de precisión, de solo 25 μm de diámetro) son muy propensas a romperse con el material que fluye a alta velocidad.
Sobremoldeado a baja presión de inyección utiliza materiales termofusibles de alta viscosidad, con un caudal que se mantiene estrictamente por debajo de 0,5 m/s, eliminando así el estrés cortante y manteniendo el 100% de la integridad de la estructura de unión del alambre de oro, abordando así su preocupación por los daños en la conexión del núcleo.
Prevención del lavado de componentes cuando se exponen a alta presión:
Los componentes de montaje en superficie muy pequeños, como el 01005, son extremadamente livianos y, por lo general, el moldeo por inyección a alta presión puede provocar el lavado de los componentes, lo que provoca su desplazamiento y una soldadura deficiente.
El sobremoldeo a baja presión de inyección, debido a su baja presión y su lento caudal, puede reparar esos pequeños componentes rápidamente y, por lo tanto, erradicar por completo los problemas de lavado de componentes.
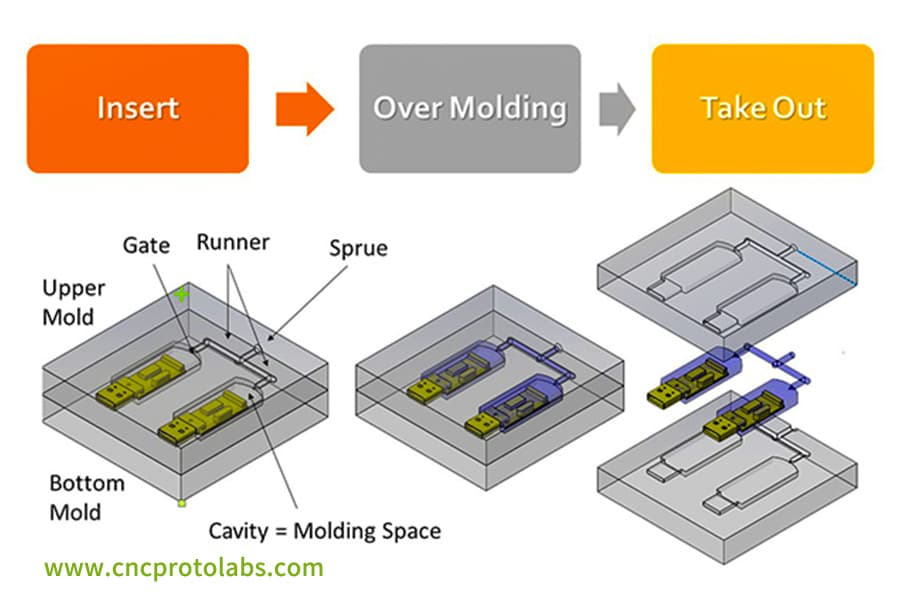
Figura 1: Un diagrama de tres etapas que ilustra el proceso de sobremoldeo a baja presión: insertar componentes, inyectar material a través del sistema de bebedero-corredor-compuerta y expulsar la pieza encapsulada terminada.
¿Cómo lograr una confiabilidad de sellado del 100 % al ejecutar el proceso de sobremoldeo electrónico de baja presión?
Electrónica de sobremoldeo de baja presión. puede proporcionar una confiabilidad de sellado del 100% y una clasificación de protección IP67/IP68 combinando la unión a nivel molecular entre el material de poliamida y el sustrato de PCB, con un control preciso de la temperatura.
El principio de unión a nivel molecular entre la poliamida y el sustrato FR4:
Cuando el material de poliamida termofusible se está derritiendo, penetra la estructura de fibra de vidrio de PCB FR4. Después de la solidificación se forma una estructura mecánicamente entrelazada.
Esta fusión profunda, en lugar de unión superficial, es como cemento incrustado en ladrillos, lo que da como resultado un efecto de sellado mucho mejor que el de los anillos de sellado y encapsulado tradicionales. Este es el principal secreto para obtener un alto índice de sellado.
Control preciso de temperatura y presión para protección IP68
Es posible que desee considerar el moldeo por inyección en dos etapas: la primera etapa implica el llenado básico y la segunda etapa mantiene la presión baja, liberando así completamente las burbujas de aire dentro de la encapsulación.
Esto también garantiza un ajuste ideal entre el material y el sustrato. Además, se obtiene una precisión de control de temperatura de ±1 ℃ para optimizar la humectación, y esto es lo que nos ha ayudado a lograr una clasificación de protección IP68 de manera constante.
Ruta equilibrada de disipación de calor para materiales de alto rendimiento en espacios confinados
El material de poliamida LPM es un material compatible con una conductividad térmica de 0,5 W/mK , lo que proporciona un buen equilibrio entre la protección del sellado y las necesidades de disipación de calor.
Este material es capaz de encapsular componentes para protección y liberar calor de los componentes rápidamente, reduciendo así la acumulación de calor y extendiendo la vida útil de los componentes.
| Tipo de material | Conductividad térmica | Calificación retardante de llama | Biocompatibilidad | Temperatura de funcionamiento | Contracción |
| LPM-PA100 | 0,5W/m·K | UL 94-V0 | Cumple con la norma ISO 10993 | -40 ℃ ~ 150 ℃ | 0,5% |
| LPM-PA200 | 0,6W/m·K | UL 94-V0 | Grado industrial | -40 ℃ ~ 160 ℃ | 0,4% |
| LPM-PA300 | 0,45W/m·K | UL 94-V0 | Grado médico | -45 ℃ ~ 145 ℃ | 0,3% |
¿Tiene curiosidad sobre el efecto de sellado de la electrónica de sobremoldeado de baja presión? Vea casos de sellado del mundo real ahora para comprender intuitivamente los detalles de implementación de la protección IP68 y determinar rápidamente la compatibilidad del proceso.
¿Cómo prevenir eficazmente la delaminación del circuito y el agrietamiento de las juntas de soldadura durante el proceso de sobremoldeo de PCB flexible?
PCB flexible sobremoldeado utilice materiales elásticos inventariados junto con tecnología de molde limitante para compensar la tensión de desalineación de CTE a través de un amortiguador, evitando así eficazmente la delaminación del circuito y el agrietamiento de las uniones de soldadura, además de garantizar la conductividad del FPC.
Diseño preciso de restricción del molde para las características de fácil desplazamiento del FPC:
Puede emplear tecnología de posicionamiento deslizante y fijación de lecho de pasadores para fijar con precisión la posición del FPC dentro del molde.
Durante el embalaje, el FPC no se moverá ni se arrugará, lo que garantiza la correcta colocación de la junta de soldadura y del componente. El molde es como su soporte personalizado que mantiene fijo su FPC durante todo el proceso.
La función de los materiales de bajo módulo en el alivio de tensiones debido a la desalineación del CTE:
Puede elegir entre materiales poliméricos elásticos con un módulo de 100-300 MPa . Su flexibilidad es casi la misma que la del sustrato FPC y la diferencia en el coeficiente de expansión térmica se controla dentro de 5 ppm/℃.
No habrá ninguna tensión de desalineación durante el ciclo térmico, lo que permite prevenir la delaminación del circuito y el agrietamiento de las uniones de soldadura en sus productos a un nivel fundamental.
Soporte de datos de pruebas de confiabilidad y flexión dinámica
Hemos realizado decenas de miles de pruebas de flexión en el FPC empaquetado.
Según los datos, su FPC, fabricado con la tecnología de PCB flexible de sobremoldeo, solo sufre una degradación del rendimiento eléctrico de menos del 1% después de 100.000 ciclos de flexión, un nivel mucho mejor que el promedio de la industria que es del 3%. Esto demuestra que su producto tiene un excelente rendimiento dinámico.
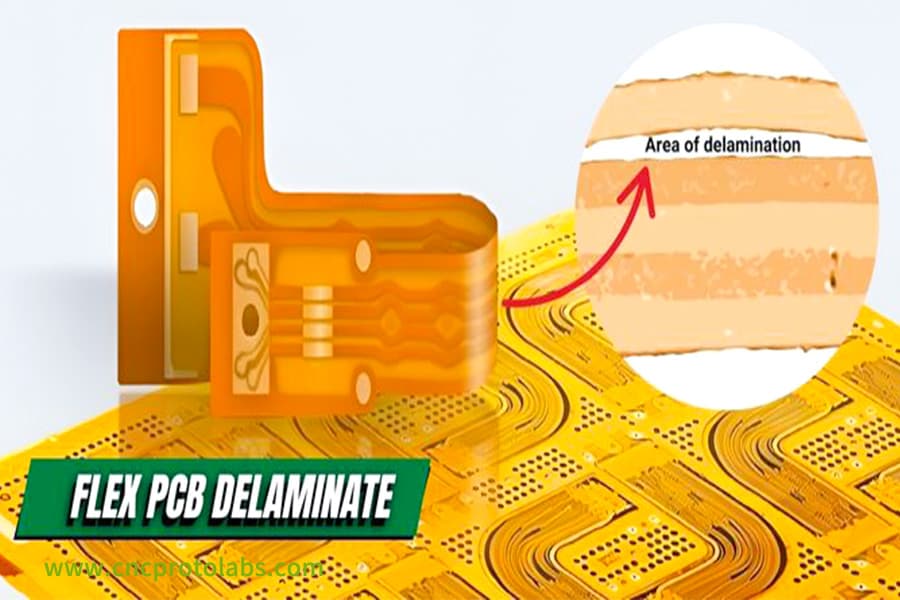
Figura 2: Una imagen en primer plano que muestra el "Área de delaminación" en una placa de circuito impreso flexible (Flex PCB), destacando la separación de capas que puede ocurrir como un defecto durante el sobremoldeo.
¿Cómo equilibrar la sensibilidad perceptiva y la tolerancia ambiental extrema en envases de precisión para sensores sobremoldeados?
Sensores sobremoldeados se fabrican mediante el uso de tecnología de sobremoldeo selectivo en la que los límites del embalaje se definen para que los circuitos estén protegidos pero no se obstaculice la transmisión de la señal.
De esta manera se consigue el equilibrio entre la sensibilidad sensorial y la tolerancia ambiental extrema.
Sellado de límites de sobremoldeo selectivo
Con una estructura de sellado de molde, la sonda del sensor se puede aislar con precisión del área del circuito.
El área de la sonda se deja abierta a la transmisión de la señal, mientras que el área del circuito está completamente cubierta para su protección, lo que es como proporcionar al sensor un traje protector hecho a medida, protegiendo con precisión las partes esenciales.
Análisis de fatiga por tensión bajo ciclos térmicos extremos (-40 ℃ a 150 ℃):
Su material LPM compatible con el sensor tiene la capacidad de ser sometido a 500 ciclos de ciclos térmicos extremos de -40 ℃ a 150 ℃ sin agrietarse ni despegarse, y aún mantener más del 95 % de sus propiedades mecánicas.
En comparación con el promedio de retención del 85 % de la industria, su sensor encapsulado puede tener una vida útil que supera los 10 años, lo que lo hace ideal para aplicaciones industriales y automotrices a largo plazo.
Evaluación del impacto del espesor de la pared de encapsulación en la penetración de la señal del sensor:
Los resultados de la prueba indican que cuando el espesor de la pared de la encapsulación se mantiene entre 0,8 y 1,5 mm, las tasas de atenuación de la señal electromagnética y de presión están por debajo del 3%.
Esta gama proporciona protección estructural sin comprometer la sensibilidad de detección del sensor, por lo que se elimina la necesidad de hacer concesiones.
¿Cómo el sobremoldeado de componentes electrónicos satisface las necesidades de alta integración en el sector médico y automotriz?
Los componentes electrónicos sobremoldeados son capaces de prescindir de la carcasa externa. De esta manera, se pueden utilizar materiales compatibles y, al mismo tiempo, lograr un alto nivel de integración, un diseño liviano y un alto grado de confiabilidad en dispositivos médicos y automotrices.
De carcasa en carcasa sin carcasa: el camino hacia los PCBA ligeros
Mientras que el ensamblaje de carcasa tradicional implica elementos como carcasas, tornillos y otro hardware que juntos solo logran una utilización del 60 % del espacio, el sobremoldeo de componentes electrónicos significa que la PCBA y los materiales de embalaje se integran directamente, logrando una utilización del espacio superior al 95 %.
En pocas palabras, el volumen de su producto se puede reducir en un 40% y su peso en más del 35%.
Cumplimiento de estándares de biocompatibilidad de grado médico y retardantes de llama automotrices
Los materiales con los que son compatibles sus dispositivos son aquellos que se ajustan a estándares de biocompatibilidad médica de ISO 10993 y también cumple con los estándares automotrices retardantes de llama (UL 94-V0) y ambientales (ISO 16750) .
Además de estar libres de sustancias peligrosas, también se pueden utilizar directamente en sus dispositivos médicos implantables y en la electrónica de la cabina del automóvil sin ningún riesgo de cumplimiento.
Estrategias de embalaje resistentes para resistir impactos mecánicos superiores a 50 G
El material de moldeo de baja presión (LPM) reticulado por haz de electrones posee una estructura sólida que, al amortiguar la resonancia interna dentro de su PCBA, conduce a la absorción de energía de choque mecánico por encima de 50G.
Tras las pruebas de impacto, sus piezas no presentan desplazamiento y las uniones de soldadura están intactas, satisfaciendo así completamente los requisitos de resistencia a los golpes de los equipos industriales y automotrices.

Figura 3: Una placa de circuito impreso (PCB) verde con varios chips y componentes parcialmente encapsulados por un material plástico marrón translúcido durante el proceso de sobremoldeo.
¿Por qué elegir un servicio profesional de sobremoldeo a baja presión puede reducir significativamente su costo total de propiedad (TCO)?
Un servicio profesional de sobremoldeo a baja presión puede reducir drásticamente los ciclos de producción, recortar los costos de alojamiento y reducir las tasas de defectos. Esto, a su vez, ayuda a reducir casi a la mitad el coste total de propiedad.
Eliminación de costos de materiales para carcasas, tornillos y sellos moldeados por inyección
En los sensores de automóviles, por ejemplo, con embalaje convencional el coste del material por cada unidad es de unos 2,50 dólares, ya que además del sensor hay que comprar las carcasas, los tornillos y otros materiales.
si un servicio de sobremoldeo a baja presión se utiliza, ya que no se requerirán componentes estructurales adicionales, el costo del material por unidad será de sólo $1,30, lo que corresponde a una reducción del 48%.
Impacto del tiempo de curado reducido en el flujo de caja
Mientras que el encapsulado convencional necesita 24 horas para curarse, en el sobremoldeado a baja presión solo ocurre en 30 a 60 segundos. De esta forma el ciclo de producción se acorta de 2 días a 2 horas. En consecuencia, el ciclo de pago de un proyecto es un 70% más corto. Esto hace que el flujo de caja sea mucho más eficiente.
Contribución de la cadena de suministro simplificada a la reducción de las tasas de retorno
Tradicionalmente, el embalaje implica varias fases, como la adquisición, el montaje y las pruebas. Los fallos de las interfaces son responsables de aproximadamente el 5% de las devoluciones.
El suministro de productos LPM (moldeo a baja presión) reduce la cantidad de capas en la cadena de suministro, lo que resulta en una reducción de la tasa de retorno a menos del 0,1% y los costos de mantenimiento posventa esencialmente caen en un 98%.
| Indicadores del proyecto | Antes del embalaje | Después del moldeo a baja presión | Tasa de mejora |
| Tasa de desperdicio de producto | 8% | 0,02% | Reducción del 99,75% |
| Eficiencia de producción | 10 piezas/hora | 150 piezas/hora | Mejora 15x |
| Clasificación de protección | IP54 | IP69K | Ascendido al grado militar |
| Costo total | Base | Reducción del 35% | Ahorros de costos significativos |
¿Quiere controlar con precisión los costos del proyecto? Proporcione las especificaciones de su producto para recibir un cálculo de costos gratuito para el servicio de sobremoldeo a baja presión, identificando claramente el potencial de reducción de costos y ayudando con la planificación del presupuesto del proyecto.
¿Qué cuestiones clave del DFM deben abordarse antes de implementar el sobremoldeado a baja presión en su proyecto?
Antes de implementar el sobremoldeado a baja presión, se deben resolver cuestiones clave del DFM, como la simulación del flujo de material, el espaciado de las almohadillas y la selección de moldes deben abordarse para garantizar una producción en masa perfecta del diseño.
Simulación dinámica de diseño de altura de componentes y ruta de flujo
Con la ayuda de un software especializado, se puede realizar la simulación de la trayectoria del flujo asegurando que la compuerta esté ubicada lejos de los componentes altos y frágiles.
El recorrido del flujo acaba rodeando suavemente los componentes sensibles, evitando así su desplazamiento y eliminando también la posibilidad de defectos de embalaje en la fase de diseño.
Limitaciones físicas de espaciado de paquetes y prevención de destellos
Para cumplir con los requisitos de DFM, es necesario un espacio entre las almohadillas de más de 1,5 mm para poder evitar que el material fundido fluya sobre las almohadillas y cree cortocircuitos. Utilizando un diseño de molde de precisión, la tasa de evaporación se puede mantener por debajo del 0,01%.
Recomendaciones de diseño del ciclo de vida para herramientas rápidas de aluminio
Permítanos ofrecerle opciones de herramientas de múltiples niveles:
Dentro de 100 prototipos, utilizar moldes de aluminio económicos para reducir costos en un 60%. Los moldes de aluminio de alta calidad se utilizan para la producción en masa de hasta 100.000 piezas, con una vida útil de 50.000 a 100.000 ciclos.
Puede elegir la solución óptima según su propia escala de producción y controlar con precisión el costo de la inversión en moldes.
¿Preocupado por los riesgos de fabricación en su diseño? Cargue sus archivos CAD y obtenga un informe de evaluación DFM de sobremoldeo a baja presión gratuito para mitigar los riesgos de forma proactiva y garantizar que su diseño sea adecuado para la producción en masa.
Estudio de caso de JS Precision: empaquetado LPM de sensores de presión integrados en entornos de alta vibración
Desafíos encontrados
Los sensores de presión para automóviles de un famoso proveedor de repuestos para automóviles enfrentaron problemas con los procesos de encapsulado tradicionales: el curado desigual resultó en una tasa de rotura de juntas de soldadura del 8% , la línea de producción ocupaba un área grande y el ciclo de entrega era de 15 días.
Muchos proveedores fueron descalificados porque no podían solucionar el problema y, finalmente, optaron por JS Precision para obtener una solución de sobremoldeado de baja presión.
Solución:
1. Análisis DFM:
El equipo de ingeniería actuó de inmediato y descubrió que el sensor del cliente se utilizaba en un entorno de muy alta vibración de la industria automotriz, lo que era la principal causa del desprendimiento de las uniones soldadas.
Basado en las características estructurales del sensor, se puede diseñar un modelo hecho a medida. solución de sobremoldeo a baja presión fue diseñado para garantizar que el proceso estuviera en línea con los requisitos del cliente.
2. Molde personalizado:
Se ajustó una presión de inyección de exactamente 12 bar utilizando el molde de aluminio personalizado, que coincidía con la capacidad que podían soportar los componentes internos del sensor del cliente, evitando así cualquier daño por presión.
3.Diseño optimizado:
El diseño de la puerta se cambió sobre la base de los mismos principios cuidadosos pero con el régimen mínimo para permitir que el material fundido se mueva de una manera muy suave para llenar de manera notablemente efectiva la zona de encapsulación del sensor del cliente.
4.Materiales especializados:
El equipo optó por material de poliamida de grado médico porque tenía propiedades de resistencia al impacto extremadamente altas. Además, también satisfizo los requisitos de resistencia a las vibraciones y retardantes de llama del sector automotriz, por lo que es capaz de soportar el entorno automotriz extremo del cliente.
5.Proceso de retención de presión:
Se utilizó un diseño de retención de presión de dos etapas para eliminar por completo las burbujas de aire dentro de la encapsulación del sensor del cliente, mejorando así la estabilidad del sellado y brindando una protección confiable al sensor.
Resultados finales:
- Después de implementar el proyecto, la tasa de desperdicio de los productos del cliente se redujo inmediatamente al 0,02%, lo que indica una producción con casi cero defectos.
- El tiempo del ciclo de un solo molde se redujo a 42 segundos, la eficiencia de producción se multiplicó por 15 y el espacio ocupado por la línea de producción del cliente se redujo en un 70 %.
- El producto final pasó tres certificaciones para entornos extremos: pulverización a alta presión IP69K , ciclos térmicos de -40 a 150 y choque mecánico 50G, por lo que cumplía totalmente con los estándares automotrices.
- El cliente redujo los costos generales de producción en un 35 %, el tiempo de entrega se redujo de 15 a 7 días y la competitividad del producto mejoró enormemente.
- Este ejemplo confirma que el sobremoldeo a baja presión es capaz de resolver por completo los problemas de embalaje de componentes electrónicos en entornos de alta vibración.
¿Quiere resolver los desafíos del empaquetado de sensores? Envíe los dibujos de sus sensores para recibir una solución personalizada de servicio de sobremoldeo a baja presión para un embalaje rápido y de alta confiabilidad.
Preguntas frecuentes
P1: ¿Cuál es la temperatura máxima de funcionamiento que puede soportar el material LPM?
LPM generalmente es capaz de soportar temperaturas que oscilan entre -40 y 150ºC, lo que significa que puede funcionar en los entornos de la mayoría de los dispositivos electrónicos industriales y automotrices.
P2: ¿Por qué las matrices de moldeo a baja presión son menos costosas que las tradicionales?
El moldeo a baja presión funciona bajo una presión extremadamente baja y, por lo tanto, se pueden usar moldes hechos de aluminio más mecanizable , eliminando la necesidad de usar acero endurecido y reduciendo significativamente el material del molde y los costos de procesamiento.
P3: ¿Cuál es el tiempo habitual del ciclo de inyección de baja presión?
El tiempo del ciclo de inyección a baja presión depende del volumen del producto. Si se producen moldes individuales, el tiempo del ciclo es de 30 a 60 segundos. Este método presenta un enfriamiento rápido del material y es altamente eficiente.
P4: ¿Las sustancias son respetuosas con el medio ambiente y cumplen con RoHS?
Los materiales de poliamida que utiliza JS Precision cumplen con los requisitos de los estándares ambientales internacionales RoHS 2.0 y REACH , no contienen sustancias nocivas y son seguros de usar.
P5: ¿Puede LPM sustituir las tapas protectoras metálicas?
El proceso LPM sólo puede ofrecer protección física. Si es imprescindible un blindaje electromagnético EMI, es necesario agregar un blindaje metálico antes de la encapsulación o utilizar un relleno conductor especial.
P6: ¿Cuál es la vida útil de los moldes de aluminio?
Se ha demostrado que los moldes de aluminio de alta calidad conservan bien sus capacidades durante 50.000 a 100.000 ciclos de inyección si se operan a una presión regular de 5 a 20 bar. Esto es perfectamente adecuado para la fabricación de lotes pequeños y medianos.
P7: ¿El proceso LPM genera burbujas?
Gracias al excelente diseño de ventilación del molde de JS Precision y al uso de un proceso de mantenimiento de presión de dos etapas, la porosidad interna del producto se puede reducir a menos del 1%, lo que prácticamente no contiene burbujas de aire.
P8: ¿Por qué elegir JS Precision en China para su procesamiento?
Algunas de las principales razones para optar por JS Precision son el precio asequible, la fabricación de prototipos en 7 días, el servicio experto de DFM y el buen sistema de control de calidad. Además de eso, somos un 30% más rápidos en la entrega y un 15% más baratos en costos de moldes en comparación con nuestros competidores. Por lo tanto, somos el mejor socio para sus requisitos de sobremoldeo a baja presión.
Resumen
El sobremoldeado a baja presión es un nuevo enfoque para el embalaje electrónico, que ofrece una presión ultrabaja, un tiempo de ciclo eficiente y un buen sellado a una presión muy baja.
No solo protege sus piezas delicadas, sino que también es una excelente manera de reducir costos, hacer productos más pequeños e integrados . Además, se puede utilizar en entornos muy desafiantes como el médico y el automotriz.
Al combinar tecnología y experiencia del mundo real, el servicio de sobremoldeo a baja presión de JS Precision se encargará de todas sus necesidades de embalaje.
¿Quiere mejorar aún más su solución de embalaje electrónico? Simplemente cargue su modelo CAD 3D ahora , y nuestros ingenieros experimentados realizarán una evaluación DFM detallada y proporcionarán una cotización dentro de las 24 horas.
Seleccione JS Precision para obtener una protección total más inteligente y económica de sus componentes electrónicos de alta precisión.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

