

低压包覆成型是电子制造业的尖端封装技术,完全消除了传统高压注塑和灌封的局限性。
首先,传统的注塑成型通常会施加非常高的压力(超过 1000 巴),这可能会对最精密的部件造成损坏;其次,灌封工艺被认为既耗时又繁重。
对此,中国领先的定制加工专家JS Precision提供低压包覆成型解决方案以及精密PCBA的保护。
这种极低压封装方法可以同时实现防水、绝缘和结构加固,成为高精度电子产品的完美解决方案。
关键内容摘要
| 方面 | 低压成型(LPM)技术参数及优势 | 商业价值 |
| 加工压力 | 5-40 bar,仅为传统注塑的2%-5%。 | 保护易损部件,实现零废品率。 |
| 周期 | 30-60秒快速物理冷却固化。 | 消除24小时固化等待,显着提高产能。 |
| 防护等级 | 符合IP67/IP68密封标准。 | 无需额外外壳,实现产品轻量化。 |
| 材料特性 | 环保聚酰胺材质,UL 94-V0阻燃。 | 简化供应链,将总拥有成本降低 30%。 |
要点:
- 物理安全: 5-40巴超低压模具,彻底消除高压成型造成焊点和金线损坏的风险。
- 成本革命:通过无壳概念,有助于最大限度地减少零部件数量、装配劳动力以及仓储和物流成本。
- 效率飞跃:得益于其铝模技术, JS精密可以将从研发到交付的时间缩短至仅7-10天。
- 可靠的密封:该材料与 PCB 基板在分子水平上发生化学键合,从而即使在最恶劣的环境下也能提供稳定的信号。
为什么相信本指南? JS Precision 在低压包覆成型方面的经验
在选择电子封装合作伙伴时,您最关心的主要问题很可能是合作伙伴的技术能力、实施记录和质量保证措施。
JS Precision 十多年来一直致力于精密制造,目前拥有三个最负盛名的认证级别: ISO9001:2015、ISO13485 和 IATF16949。
我们已成功完成超过300,000件精密零件的定制生产,服务于全球1,000多家客户,准时交货率保持在99.2%。
我们擅长低压包覆成型研究和实施以及各种包覆成型操作,提供从DFM分析和快速模具制造一直到批量生产交付的全面服务体系。
我们已经创建了500 多个真正的低压包覆成型项目,涉及四个主要领域:汽车电子、医疗设备、消费电子和工业传感器。
据业内人士报道,汽车传感器包装的典型废品率为 8%,而我们能够将您产品的废品率降至仅 0.02%。
医疗电子封装项目符合ISO 10993生物相容性标准,工业电子项目已实现IP68防护并经过-40℃至150℃的极端环境测试。
我们严格遵循质量检验标准IPC-A-610对电子元件进行全程检测,我们交付的每件产品都附有完整的FAIR首件检验报告和材料证明。第三方测试报告可作为支持文件。
简而言之,这种实践经验确实对您有用,可以解决组件破损、密封故障、昂贵的成本和交货缓慢等主要问题。您不必再经历包装过程的技术风险,我们的工程师团队将全程照顾您的项目。
想快速掌握低压包覆成型技术要点吗?立即联系我们的工程师,获取免费的行业白皮书,轻松阐明您的流程实施策略,并避免初始选择风险。
为什么低注射压力包覆成型是保护易碎部件的最佳物理解决方案?
采用低注射压力包覆成型时,压力将控制在5 至 40 bar 之间。高粘度材料将采用缓慢填充技术,以最大限度地减少对脆弱部件的物理损坏,这是通过包覆成型保护易碎部件的最佳方法。
1000 bar 与 40 bar:注射压力的物理影响比较
1000 bar 的传统注塑会产生最高的夹紧力和材料流动冲击力,这些力会传递到 PCB 板上,很容易导致微裂纹的形成。
相反,低注射压力二次注塑,最大压力为40巴,仅为传统工艺的2%-5%,绝对不会导致PCB板结构发生变化或损坏。简而言之,就像微风吹过组件一样,完全避免了任何高压损坏。
| 工艺类型 | 加工压力 | 周期 | 防护等级 | 材料成本(每件) | 交货时间 |
| 传统高压注塑 | 1000+ 酒吧 | 120秒+ | IP54 | 2.0 美元 | 15天 |
| 传统灌封工艺 | 气压 | 24小时 | IP65 | 1.8 美元 | 20天 |
| 低压包覆成型 | 5-40巴 | 30-60秒 | IP67/IP68 | 1.2 美元 | 7-10天 |
防止引线键合断裂的技术细节
微米级金线键合(精密电子核心连接结构,直径仅25μm)极易被高速流动的材料破坏。
低注射压力包覆成型采用高粘度热熔材料,流速严格控制在0.5m/s以下,消除剪切应力,保持金线键合结构100%的完整性,解决您对芯线连接损坏的担忧。
防止组件在高压下被冲刷:
01005 等非常小的表面贴装元件重量极轻,通常高压注塑会导致元件冲刷,从而导致元件移位和焊接不良。
低注射压力包覆成型由于其压力低且流速慢,能够快速修复那些微小的部件,从而彻底消除部件冲刷的问题。
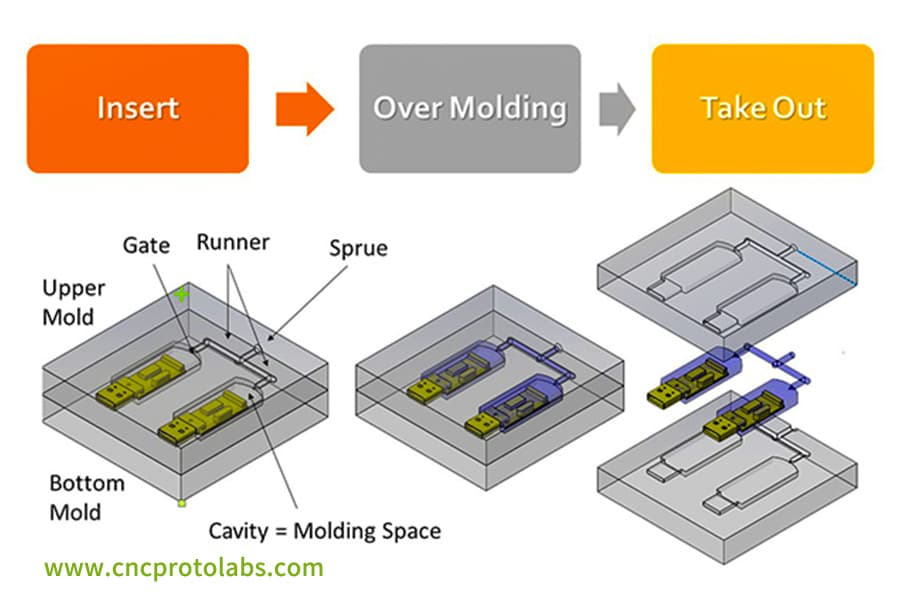
图 1:展示低压包覆成型工艺的三阶段图:插入组件、通过浇道-流道-浇口系统注射材料,以及顶出成品封装部件。
执行低压包覆成型电子工艺时如何实现 100% 的密封可靠性?
低压包覆成型电子产品通过将聚酰胺材料和 PCB 基板之间的分子级粘合与精确的温度控制相结合,可以提供 100% 的密封可靠性和 IP67/IP68 防护等级。
聚酰胺与FR4基材分子级键合原理:
当热熔聚酰胺材料熔化时,它会穿透FR4 PCB玻璃纤维结构。凝固后,形成机械联锁结构。
这种深度融合,而不是表面粘合,就像水泥嵌入砖砌体中一样,从而产生比传统灌封和密封圈更好的密封效果。这是获得高密封等级的主要秘诀。
精确的温度和压力控制,实现 IP68 防护等级
您可能需要考虑两阶段注塑:第一阶段涉及基本填充,第二阶段低压保持,从而完全释放封装内的气泡。
这也保证了材料和基材之间的理想配合。此外,还获得了±1℃的温度控制精度以优化润湿,这帮助我们始终如一地实现了IP68防护等级。
密闭空间中高性能材料的平衡散热路径
LPM聚酰胺材料是一种导热系数为0.5 W/mK的兼容材料,在密封保护和散热需求之间提供了良好的平衡。
该材料能够对元件进行封装保护,并快速释放元件的热量,从而减少热量积聚,延长元件的使用寿命。
| 材料类型 | 导热系数 | 阻燃等级 | 生物相容性 | 工作温度 | 收缩率 |
| LPM-PA100 | 0.5W/米·K | UL 94-V0 | 符合 ISO 10993 | -40℃~150℃ | 0.5% |
| LPM-PA200 | 0.6W/米·K | UL 94-V0 | 工业级 | -40℃~160℃ | 0.4% |
| LPM-PA300 | 0.45W/m·K | UL 94-V0 | 医疗级 | -45℃~145℃ | 0.3% |
对低压包覆成型电子产品的密封效果感到好奇吗?立即查看现实世界的密封案例,直观地了解 IP68 防护的实施细节并快速确定工艺兼容性。
如何有效防止包覆成型柔性PCB过程中的电路分层和焊点开裂?
包覆成型柔性 PCB采用库存弹性材料配合限位模具技术,通过缓冲器抵消CTE错位应力,有效防止电路分层和焊点开裂,保证FPC导电性。
精准的限模设计,满足FPC易位移特性:
您可以采用滑块定位和针床固定技术来精确固定FPC在模具内的位置。
在封装过程中,FPC 不会移位或起皱,从而确保正确的焊点和元件定位。模具就像您的定制支架,可在整个过程中固定 FPC。
低模量材料通过 CTE 错位消除应力的功能:
模量100-300MPa的弹性高分子材料可供您选择。其柔性与FPC基板几乎相同,热膨胀系数差异控制在5ppm/℃以内。
热循环过程中不会出现任何错位应力,这使得可以从根本上防止产品中的电路分层和焊点开裂。
动态弯曲和可靠性测试的数据支持
我们对封装好的FPC进行了数万次弯曲测试。
根据数据显示,采用包覆成型柔性 PCB 技术制造的 FPC 在经过 10 万次弯曲循环后,电气性能下降幅度仅为不到 1% ,远优于行业平均水平 3%。这证明您的产品具有出色的动态性能。
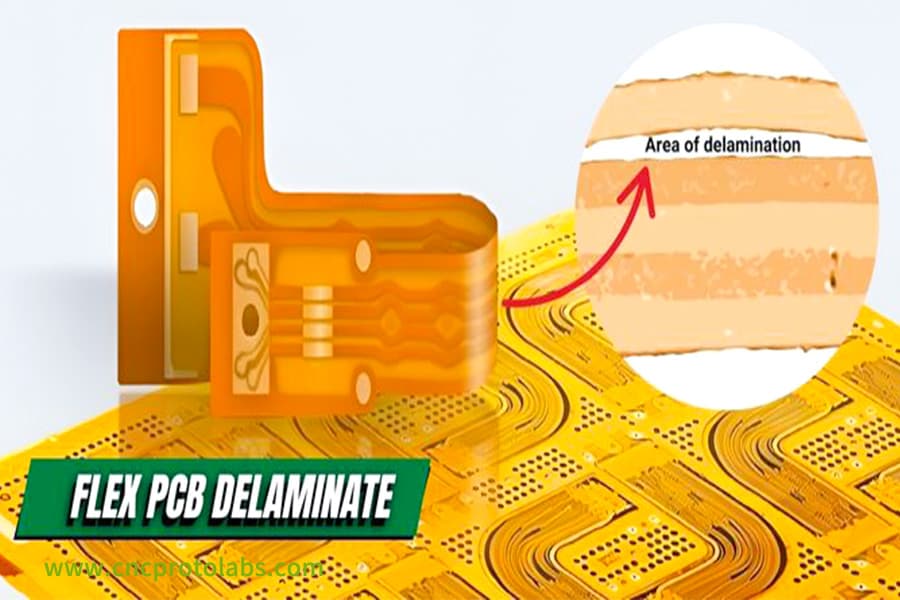
图 2:显示柔性印刷电路板 (Flex PCB) 上“分层区域”的特写图像,突出显示了包覆成型过程中可能出现的缺陷层分离。
如何在包覆成型传感器精密封装中平衡感知灵敏度和极端环境耐受性?
包覆成型传感器采用选择性包覆成型技术制成,定义了封装边界,从而保护电路但不妨碍信号传输。
这样就实现了传感灵敏度和极端环境耐受性之间的平衡。
选择性包覆成型边界密封
采用模封结构,可以将传感器探头与电路区域精确隔离。
探头区域对信号传输开放,而电路区域则完全覆盖进行保护,就像为传感器提供了一套量身定制的防护服,精确保护了关键部件。
极端热循环(-40℃至150℃)下的应力疲劳分析:
与传感器兼容的 LPM 材料能够承受 500 次从 -40℃ 到 150℃ 的极端热循环,而不会破裂或脱粘,并且仍然保持超过 95% 的机械性能。
与行业平均 85% 的保留率相比,您的封装传感器的使用寿命可以超过 10 年,非常适合长期汽车和工业应用。
封装壁厚对传感器信号穿透影响的评估:
测试结果表明,当封装壁厚保持在0.8~1.5mm时,电磁和压力信号衰减率均在3%以下。
该范围提供结构保护,而不会影响传感器的传感灵敏度,因此无需做出妥协。
包覆成型电子元件如何满足医疗和汽车领域的高集成度需求?
包覆成型电子元件能够取消外壳。这样,人们就可以使用合规材料,同时在医疗和汽车设备中实现高集成度、轻量化设计和高度可靠性。
从外壳到无外壳:轻量化 PCBA 之路
传统外壳组装涉及外壳、螺钉和其他硬件等元件,总共只能管理 60% 的空间利用率,而包覆成型电子元件意味着 PCBA 和封装材料直接集成,可实现超过 95% 的空间利用率。
简而言之,您的产品体积可减少 40%,重量可减少 35% 以上。
医疗级生物相容性和汽车阻燃标准合规性
您的设备兼容的材料是符合以下标准的材料ISO 10993 医疗生物相容性标准并且还满足汽车阻燃(UL 94-V0)和环境(ISO 16750)标准。
除了不含任何有害物质外,它们还可以直接用于您的植入式医疗设备和汽车驾驶舱电子设备,而不存在任何合规风险。
可承受 50G 以上机械冲击的坚固封装策略
电子束交联低压成型 (LPM) 材料拥有固体填充结构,可通过抑制 PCBA 内的内部共振来吸收 50G 以上的机械冲击能量。
经过冲击测试,您的零件没有出现位移,焊点完好无损,从而完全满足汽车和工业设备的抗冲击要求。

图 3:绿色印刷电路板 (PCB),其中包含各种芯片和组件,在包覆成型过程中部分由半透明棕色塑料材料封装。
为什么选择专业的低压包覆成型服务可以显着降低您的总拥有成本 (TCO)?
专业的低压包覆成型服务可以显着缩短生产周期、降低外壳成本并降低缺陷率。这反过来又有助于将总拥有成本降低近一半。
消除注塑外壳、螺钉和密封件的材料成本
例如,在汽车传感器中,采用传统封装,每个单元的材料成本约为 2.50 美元,因为除了传感器之外,还必须购买外壳、螺钉和其他材料。
如果一个低压包覆成型服务使用该材料后,由于不需要额外的结构部件,因此每单位的材料成本仅为 1.30 美元,相当于降低了 48%。
缩短固化时间对现金流的影响
传统灌封需要 24 小时才能固化,而低压包覆成型只需 30-60 秒即可固化。这样生产周期就从2天缩短到2小时。因此,项目付款周期缩短了 70%。这使得现金流更加高效。
简化供应链对降低退货率的贡献
传统上,封装需要几个阶段,例如采购、组装和测试。接口故障约占退货的 5%。
LPM(低压成型)产品供应减少了供应链层数,退货率降至0.1%以下,售后维护成本基本下降98%。
| 项目指标 | 包装前 | 低压成型后 | 改善率 |
| 产品废品率 | 8% | 0.02% | 减少 99.75% |
| 生产效率 | 10件/小时 | 150件/小时 | 15 倍改进 |
| 防护等级 | IP54 | IP69K | 升级为军用级 |
| 总体成本 | 基线 | 减少 35% | 显着节省成本 |
想精准控制项目成本?提供您的产品规格,以获得低压包覆成型服务的免费成本计算,清楚地识别成本降低潜力并协助项目预算规划。
在您的项目中实施低压包覆成型之前,必须解决哪些关键的 DFM 问题?
在实施低压包覆成型之前,关键的 DFM 问题(例如材料流动模拟、焊盘间距和模具选择需要解决这些问题,以确保设计的无缝批量生产。
构件高度布局及流路动态仿真
在专用软件的帮助下,可以进行流路模拟,确保浇口远离高而脆弱的部件。
流路最终顺利地绕过敏感元件,从而防止它们移位,并消除了设计阶段出现封装缺陷的可能性。
封装间距和防闪物理限制
满足您的 DFM 要求,焊盘间距必须超过 1.5 毫米,才能防止熔融材料流过焊盘并产生短路。采用精密模具设计,毛边率可保持在0.01%以下。
铝快速模具的设计生命周期建议
让我们为您提供多级工具选项:
在100个原型中,使用经济的铝模具降低60%的成本。采用高级铝模具,可批量生产多达 100,000 件,使用寿命为 50,000 至 100,000 次循环。
您可以根据自己的生产规模选择最优的解决方案,准确控制模具投资成本。
担心设计中的制造风险?上传您的 CAD 文件并获取免费的低压包覆成型 DFM 评估报告,以主动降低风险并确保您的设计适合批量生产。
JS Precision 案例研究:高振动环境下板载压力传感器的 LPM 封装
遇到的挑战
某著名汽车零部件供应商的汽车压力传感器面临传统灌封工艺的问题:固化不均匀导致焊点破损率高达8% ,产线占地面积大,交货周期为15天。
许多供应商因为无法解决问题而被取消资格,最后他们选择了 JS Precision 寻求低压包覆成型解决方案。
解决方案:
1、DFM分析:
工程团队立即采取行动,发现客户的传感器在汽车行业振动非常高的环境下使用,这是造成焊点脱落的主要原因。
根据传感器的结构特点,量身定制低压包覆成型解决方案旨在确保流程符合客户的要求。
2.定制模具:
使用定制铝模具将注射压力设置为 12 bar ,这与客户传感器内部组件的承受能力相匹配,从而避免任何压力损坏。
3.优化设计:
浇口布局根据相同的谨慎原则但最少的方式进行了更改,以便使熔融材料以非常平滑的方式移动,从而非常有效地填充客户传感器的封装区域。
4.专用材料:
该团队选择医用级聚酰胺材料,因为它具有极高的抗冲击性能。此外,它还满足汽车行业的阻燃和抗振要求,从而能够支持客户的极端汽车环境。
5.保压过程:
采用两级保压设计,完全消除客户传感器封装内的气泡,从而增强密封稳定性并提供可靠的传感器保护。
最终结果:
- 项目实施后,客户产品的废品率立即降至0.02%,实现了近乎零缺陷的生产。
- 单模周期时间缩短至42秒,生产效率飙升15倍,客户产线占地面积减少70%。
- 最终产品通过了IP69K高压喷涂、-40至150热循环、50G机械冲击三项极端环境认证,完全符合汽车标准。
- 客户整体生产成本降低了35%,交货期从15天缩短到7天,产品竞争力大幅增强。
- 这个例子证实了低压包覆成型能够完全解决高振动环境下电子元件的封装问题。
想要解决传感器封装挑战吗?提交您的传感器图纸以获得定制的低压包覆成型服务解决方案,以实现快速、高可靠性的封装。
常见问题解答
Q1:LPM材料能承受的最高工作温度是多少?
LPM通常能够承受-40℃到150℃的温度范围,这意味着它可以在大多数汽车和工业电子设备的环境中运行。
Q2: 低压成型模具为何比传统模具便宜?
低压成型在极低的压力下进行,因此可以使用更易于加工的铝制成的模具,无需使用硬化钢,并显着降低模具材料和加工成本。
Q3: 通常的低压注射周期时间是多少?
低压注射周期时间取决于产品体积。如果生产单个模具,周期时间为 30 至 60 秒。该方法具有材料冷却快、效率高的特点。
Q4: 这些物质是否环保且符合 RoHS 标准?
JS Precision使用的聚酰胺材料符合RoHS 2.0和REACH国际环保标准要求,不含任何有害物质,使用安全。
Q5:LPM可以替代金属屏蔽帽吗?
LPM 过程只能提供物理保护。如果必须进行 EMI 电磁屏蔽,则需要在封装之前添加金属屏蔽层或使用特殊的导电填料。
Q6: 铝模具的寿命是多少?
事实证明,如果在 5-20 bar 的常规压力下操作,高质量铝模具在 50,000 至 100,000 次注射循环中仍能很好地保持其性能。这非常适合中小批量生产。
Q7:LPM工艺会产生气泡吗?
通过JS Precision卓越的模具排气设计以及采用两级保压工艺,产品内部气孔率可降至1%以下,几乎无气泡。
Q8: 为什么选择中国JS Precision进行加工?
选择 JS Precision 的一些主要原因是实惠的价格、7 天的原型制造、DFM 专家服务和良好的质量控制体系。除此之外,与竞争对手相比,我们的交货速度快 30%,模具成本便宜 15% 。因此,我们是满足您低压包覆成型要求的最佳合作伙伴。
概括
低压包覆成型是一种新的电子封装方法,可提供超低压、高效的循环时间以及在极低压力下良好的密封性。
它不仅可以保护您的精密部件,而且还是削减成本、使产品更小、集成度更高的好方法。此外,它还可用于医疗和汽车等极具挑战性的环境中。
通过结合技术和实际经验,JS Precision 的低压包覆成型服务将满足您的整个包装需求。
想让您的电子封装解决方案变得更好吗?立即上传您的 3D CAD 模型,我们经验丰富的工程师将进行详细的DFM评估并在24小时内提供报价。
选择 JS Precision 为您的高精度电子元件提供更智能、更经济实惠的全面保护。

免责声明
本页内容仅供参考。 JS精密服务,对于信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 JS Precision Network 提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任需要零件报价确定这些部分的具体要求。请联系我们获取更多信息。
JS精密团队
JS Precision是行业领先的公司,专注于定制制造解决方案。我们拥有超过20年的经验,超过5000家客户,我们专注于高精度数控加工,钣金制造, 3D打印,注塑成型,金属冲压、等一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择JS精密这意味着选拔效率、质量和专业性。
要了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

