

Niederdruck-Überspritzen ist eine hochmoderne Verpackungstechnik in der Elektronikfertigungsindustrie, die die Einschränkungen des herkömmlichen Hochdruckspritzgusses und -vergusses vollständig beseitigt.
Erstens wird beim herkömmlichen Spritzgießen im Allgemeinen ein sehr hoher Druck (mehr als 1000 bar) angewendet, der zu Schäden an den empfindlichsten Teilen führen kann. Zweitens gelten Vergussprozesse als zeitaufwändig und schwer.
In diesem Zusammenhang bietet JS Precision, ein führender Experte für kundenspezifische Verarbeitung in China, Niederdruck-Umspritzlösungen sowie den Schutz von Präzisions-PCBAs an.
Diese Verpackungsmethode mit extrem niedrigem Druck ermöglicht gleichzeitig Wasserdichtigkeit, Isolierung und strukturelle Verstärkung und ist somit die perfekte Lösung für hochpräzise elektronische Produkte.
Zusammenfassung der wichtigsten Inhalte
| Abmessungen | Parameter und Vorteile der Low Pressure Moulding (LPM)-Technologie | Kommerzieller Wert |
| Verarbeitungsdruck | 5–40 bar, nur 2–5 % des herkömmlichen Spritzgusses. | Schützt empfindliche Komponenten und erreicht eine Ausschussrate von Null. |
| Zykluszeit | 30–60 Sekunden schnelle physikalische Abkühlung und Aushärtung. | Das 24-Stunden-Aushärten entfällt und die Produktionskapazität wird deutlich erhöht. |
| Schutzklasse | Erfüllt die Dichtungsstandards IP67/IP68. | Es ist keine zusätzliche Schale erforderlich , wodurch das Produkt leichter wird. |
| Materialeigenschaften | Umweltfreundliches Polyamidmaterial, UL 94-V0 flammhemmend. | Vereinfacht die Lieferkette und senkt die Gesamtbetriebskosten um 30 %. |
Wichtige Erkenntnisse:
- Physische Sicherheit: Die Form mit dem ultraniedrigen Druck von 5–40 bar eliminiert vollständig das Risiko , dass beim Hochdruckformen Schäden an Lötstellen und Golddrähten entstehen.
- Kostenrevolution: Durch das gehäuselose Konzept können die Anzahl der Komponenten, der Montageaufwand sowie die Lager- und Logistikkosten minimiert werden.
- Effizienzsprung: Dank der Aluminiumformtechnologie JS Präzision kann den Zeitrahmen von der Forschung und Entwicklung bis zur Lieferung auf nur 7–10 Tage verkürzen.
- Zuverlässige Abdichtung: Das Material verbindet sich auf molekularer Ebene chemisch mit dem PCB-Substrat und liefert so stabile Signale auch in den rauesten Umgebungen.
Warum diesem Leitfaden vertrauen? Die Erfahrung von JS Precision im Niederdruck-Umspritzen
Bei der Auswahl eines Partners für die Elektronikverpackung sind für Sie höchstwahrscheinlich vor allem die technischen Fähigkeiten des Partners, seine Erfolgsbilanz bei der Implementierung und die Maßnahmen zur Qualitätssicherung von Belang.
JS Precision ist seit mehr als anderthalb Jahrzehnten kontinuierlich in der Präzisionsfertigung tätig und verfügt derzeit über drei Stufen der renommiertesten Zertifizierungen: ISO9001:2015, ISO13485 und IATF16949.
Wir haben die kundenspezifische Produktion von über 300.000 Präzisionsteilen erfolgreich abgeschlossen und mehr als 1.000 Kunden weltweit beliefert, wobei wir unsere pünktliche Lieferquote bei 99,2 % halten konnten.
Wir verfügen über Fachkenntnisse in der Forschung und Umsetzung von Niederdruck-Umspritzverfahren sowie in verschiedenen Umspritzvorgängen und bieten ein umfassendes Servicesystem, das von der DFM-Analyse und dem schnellen Formenbau bis hin zur Lieferung in die Massenproduktion reicht.
Wir haben mehr als 500 echte Niederdruck-Umspritzprojekte erstellt, die sich auf vier Hauptbereiche konzentrierten: Automobilelektronik, medizinische Geräte, Unterhaltungselektronik und Industriesensoren.
Laut Branchenangaben liegt die typische Ausschussquote bei Automobilsensorverpackungen bei 8 %, während wir die Ausschussquote Ihres Produkts auf nur 0,02 % senken können.
Verpackungsprojekte für medizinische Elektronik entsprechen den Biokompatibilitätsstandards ISO 10993, Industrieelektronikprojekte haben die Schutzart IP68 erreicht und wurden extremen Umgebungstests von -40℃ bis 150℃ unterzogen.
Wir halten uns strikt an den Qualitätskontrollstandard von IPC-A-610 für elektronische Komponenten während des gesamten Prozesses, und jedes von uns gelieferte Produkt wird von einem vollständigen FAIR-Erstmusterprüfbericht und einer Materialzertifizierung begleitet. Als Belege stehen Prüfberichte Dritter zur Verfügung.
Kurz gesagt, diese praktische Erfahrung hilft Ihnen wirklich, indem sie die wichtigsten Problembereiche wie Komponentenbruch, Dichtungsfehler, hohe Kosten und langsame Lieferung angeht. Sie müssen sich nicht mehr mit den technischen Risiken von Verpackungsprozessen auseinandersetzen, unser Ingenieurteam kümmert sich von Anfang an um Ihr Projekt.
Möchten Sie schnell die wichtigsten Punkte der Niederdruck-Umspritztechnologie erlernen? Kontaktieren Sie jetzt unsere Ingenieure, um ein kostenloses Branchen-Whitepaper zu erhalten, Ihre Prozessimplementierungsstrategie einfach zu klären und anfängliche Auswahlrisiken zu vermeiden.
Warum ist das Umspritzen mit niedrigem Einspritzdruck die beste physikalische Lösung zum Schutz zerbrechlicher Komponenten?
Beim Überspritzen mit niedrigem Einspritzdruck wird der Druck auf ein Niveau zwischen 5 und 40 bar geregelt. Bei Materialien mit hoher Viskosität wird eine langsame Fülltechnik verwendet, um die Beschädigung der empfindlichen Teile physikalisch zu minimieren. Dies ist die beste Möglichkeit, die empfindlichen Teile durch Umspritzen zu schützen.
1000 bar vs. 40 bar: Vergleich der physikalischen Auswirkungen des Einspritzdrucks
Beim herkömmlichen Spritzgießen mit 1000 bar entstehen höchste Klemm- und Materialfluss-Stoßkräfte, die auf die Leiterplatte übertragen werden und leicht zur Bildung von Mikrorissen führen können.
Im Gegensatz dazu macht das Umspritzen mit niedrigem Einspritzdruck und einem Maximaldruck von 40 bar nur 2–5 % des herkömmlichen Prozesses aus, was zu keinerlei strukturellen Veränderungen oder Schäden an der Leiterplatte führt. Vereinfacht ausgedrückt ist es so, als ob eine sanfte Brise das Bauteil umhüllt und Schäden durch hohen Druck völlig vermeidet.
| Prozesstyp | Verarbeitungsdruck | Zykluszeit | Schutzklasse | Materialkosten (pro Stück) | Lieferzeit |
| Traditionelles Hochdruckspritzgießen | 1000+ Balken | 120 Sekunden+ | IP54 | 2,0 $ | 15 Tage |
| Traditioneller Vergussprozess | Atmosphärendruck | 24 Stunden | IP65 | 1,8 $ | 20 Tage |
| Niederdruck-Umspritzung | 5-40 bar | 30-60 Sekunden | IP67/IP68 | 1,2 $ | 7-10 Tage |
Technische Details zur Verhinderung von Drahtbondbrüchen
Golddrahtbonds im Mikrometerbereich (präzise elektronische Kernverbindungsstrukturen, nur 25 μm (Durchmesser)) neigen sehr dazu, durch schnell fließendes Material zu brechen.
Überspritzen mit niedrigem Einspritzdruck verwendet hochviskose Heißschmelzmaterialien, wobei die Fließgeschwindigkeit streng unter 0,5 m/s gehalten wird, wodurch Scherspannungen beseitigt werden und die Integrität der Golddraht-Bondstruktur zu 100 % erhalten bleibt, sodass Sie sich keine Sorgen über Schäden an der Kernverbindung machen müssen.
Verhinderung des Auswaschens von Bauteilen bei Einwirkung von hohem Druck:
Sehr kleine oberflächenmontierte Komponenten wie 01005 sind extrem leicht, und typischerweise kann das Hochdruckspritzgießen zum Auswaschen von Komponenten führen, was zu einer Verschiebung der Komponenten und einer schlechten Lötung führt.
Das Umspritzen mit niedrigem Einspritzdruck ist aufgrund des niedrigen Drucks und der langsamen Fließgeschwindigkeit in der Lage, diese winzigen Komponenten schnell zu fixieren und dadurch die Probleme des Auswaschens der Komponenten vollständig zu beseitigen.
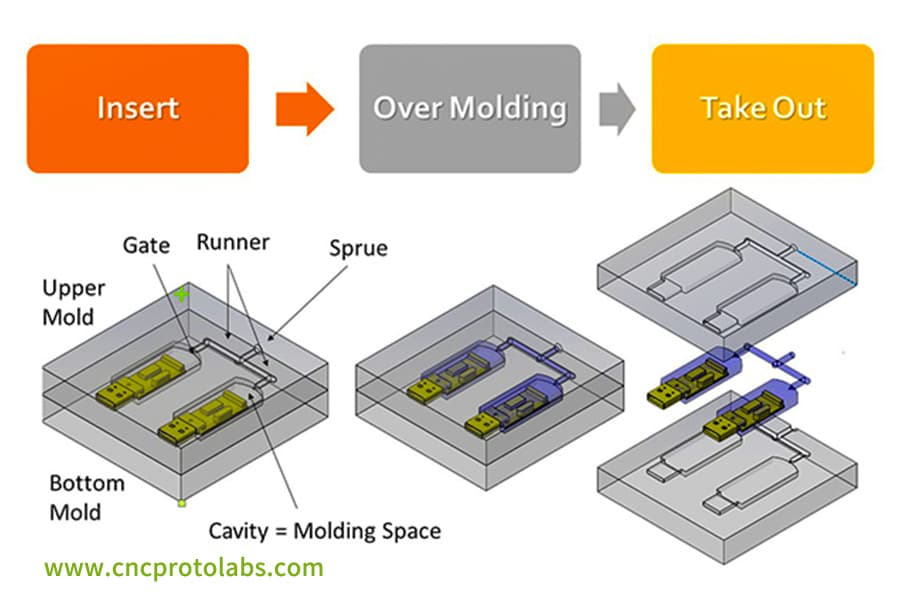
Abbildung 1: Ein dreistufiges Diagramm, das den Niederdruck-Umspritzprozess veranschaulicht: Einlegen von Komponenten, Einspritzen von Material durch das Anguss-Anguss-Anguss-System und Auswerfen des fertigen, eingekapselten Teils.
Wie kann eine 100-prozentige Dichtungszuverlässigkeit bei der Durchführung des Niederdruck-Umspritzprozesses für Elektronik erreicht werden?
Elektronik zum Niederdruck-Umspritzen kann eine 100-prozentige Dichtungszuverlässigkeit und Schutzart IP67/IP68 bieten, indem es die Verbindung auf molekularer Ebene zwischen Polyamidmaterial und dem PCB-Substrat mit präziser Temperaturkontrolle kombiniert.
Das Prinzip der molekularen Bindung zwischen Polyamid und FR4-Substrat:
Wenn das Hotmelt-Polyamid schmilzt, dringt es in die Glasfaserstruktur der FR4-Leiterplatte ein. Nach dem Erstarren bildet sich eine mechanisch ineinandergreifende Struktur.
Diese tiefe Verschmelzung und nicht die oberflächliche Verklebung ähnelt Zement, der in Mauerwerk eingebettet ist, und führt so zu einer Dichtungswirkung, die viel besser ist als bei herkömmlichen Verguss- und Dichtungsringen. Dies ist das Hauptgeheimnis für die Erzielung einer hohen Dichtigkeitsbewertung.
Präzise Temperatur- und Druckregelung für IP68-Schutz
Möglicherweise möchten Sie ein zweistufiges Spritzgießen in Betracht ziehen: In der ersten Stufe erfolgt die Grundbefüllung und in der zweiten Stufe das Halten bei niedrigem Druck, wodurch Luftblasen in der Verkapselung vollständig freigesetzt werden.
Dadurch ist auch eine optimale Passung zwischen Material und Untergrund gewährleistet. Darüber hinaus wird eine Temperaturregelgenauigkeit von ±1℃ zur Optimierung der Benetzung erreicht, was uns dabei geholfen hat, durchweg die Schutzart IP68 zu erreichen.
Ausgewogener Wärmeableitungspfad für Hochleistungsmaterialien auf engstem Raum
LPM-Polyamidmaterial ist ein kompatibles Material mit einer Wärmeleitfähigkeit von 0,5 W/mK und bietet ein gutes Gleichgewicht zwischen Dichtungsschutz und Wärmeableitungsanforderungen.
Dieses Material ist in der Lage, Komponenten zum Schutz einzukapseln und Wärme schnell von den Komponenten abzugeben, wodurch die Wärmeansammlung reduziert und die Lebensdauer der Komponenten verlängert wird.
| Materialtyp | Wärmeleitfähigkeit | Flammhemmende Bewertung | Biokompatibilität | Betriebstemperatur | Schwindung |
| LPM-PA100 | 0,5W/m·K | UL 94-V0 | Entspricht ISO 10993 | -40℃~150℃ | 0,5 % |
| LPM-PA200 | 0,6W/m·K | UL 94-V0 | Industriequalität | -40℃~160℃ | 0,4 % |
| LPM-PA300 | 0,45 W/m·K | UL 94-V0 | Medizinische Qualität | -45℃~145℃ | 0,3 % |
Sind Sie neugierig auf die Dichtungswirkung von Niederdruck-Umspritzelektronik? Sehen Sie sich jetzt reale Dichtungsfälle an, um die Implementierungsdetails des IP68-Schutzes intuitiv zu verstehen und schnell die Prozesskompatibilität zu bestimmen.
Wie können Schaltkreisdelaminationen und Lötstellenrisse während des Umspritzens von Flex-PCB wirksam verhindert werden?
Umspritzen von Flex-Leiterplatten Verwenden Sie vorrätige elastische Materialien zusammen mit der begrenzenden Formtechnologie, um CTE-Fehlausrichtungsspannungen durch einen Puffer auszugleichen und so effektiv die Delamination von Schaltkreisen und Risse in den Lötverbindungen zu verhindern und die FPC-Leitfähigkeit sicherzustellen.
Präzises Formbegrenzungsdesign für die einfachen Verdrängungseigenschaften von FPC:
Sie können die Schieberpositionierung und die Pin-Bed-Fixierungstechnologie nutzen, um die FPC-Position innerhalb der Form genau zu fixieren.
Beim Verpacken verschiebt sich das FPC nicht und knittert nicht, sodass eine korrekte Lötverbindung und Bauteilpositionierung gewährleistet ist. Die Form ist wie Ihre individuelle Halterung, die Ihr FPC während des gesamten Prozesses fixiert.
Die Funktion von Materialien mit niedrigem Modul beim Spannungsabbau durch WAK-Fehlausrichtung:
Zur Auswahl stehen Ihnen elastische Polymerwerkstoffe mit einem Modul von 100-300MPa . Ihre Flexibilität ist fast die gleiche wie die des FPC-Substrats und der Unterschied im Wärmeausdehnungskoeffizienten wird auf 5 ppm/℃ begrenzt.
Während des Temperaturwechsels treten keine Fehlausrichtungsspannungen auf, wodurch eine Delaminierung der Schaltkreise und Risse in den Lötstellen in Ihren Produkten grundsätzlich verhindert werden können.
Datenunterstützung durch dynamische Biege- und Zuverlässigkeitstests
Wir haben Zehntausende Biegetests am verpackten FPC durchgeführt.
Den Daten zufolge weist Ihr FPC, das mit der Overmolding-Flex-PCB-Technologie hergestellt wurde, nach 100.000 Biegezyklen nur einen elektrischen Leistungsabfall von weniger als 1 % auf, ein Wert, der weit über dem Branchendurchschnitt von 3 % liegt. Dies beweist, dass Ihr Produkt über eine hervorragende dynamische Leistung verfügt.
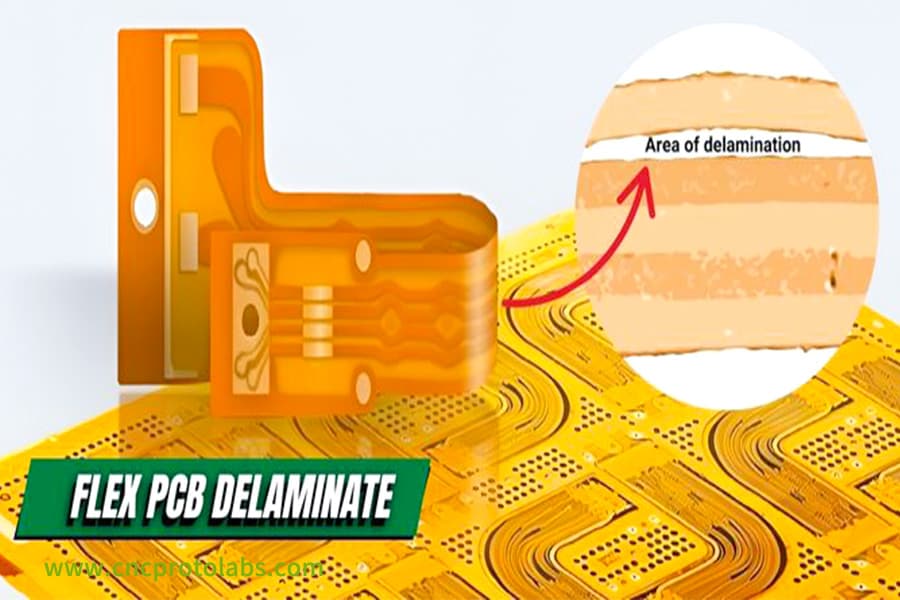
Abbildung 2: Eine Nahaufnahme, die den „Bereich der Delaminierung“ auf einer flexiblen Leiterplatte (Flex PCB) zeigt und die Trennung von Schichten hervorhebt, die beim Umspritzen als Defekt auftreten kann.
Wie lassen sich Wahrnehmungsempfindlichkeit und extreme Umwelttoleranz bei Präzisionsverpackungen für umspritzte Sensoren in Einklang bringen?
Umspritzte Sensoren werden mithilfe der selektiven Umspritzungstechnologie hergestellt, bei der die Grenzen der Verpackung so definiert werden, dass die Schaltkreise geschützt sind, die Signalübertragung jedoch nicht behindert wird.
Auf diese Weise wird das Gleichgewicht zwischen der Sensorempfindlichkeit und der extremen Umgebungstoleranz erreicht.
Selektive Grenzabdichtung durch Umspritzen
Mit einer Formdichtungsstruktur kann die Sensorsonde präzise vom Schaltkreisbereich isoliert werden.
Der Sondenbereich bleibt für die Signalübertragung offen, während der Schaltkreisbereich zum Schutz vollständig abgedeckt ist. Dies gleicht der Ausstattung des Sensors mit einem maßgeschneiderten Schutzanzug, der die wesentlichen Teile präzise schützt.
Spannungsermüdungsanalyse unter extremen Temperaturwechseln (-40℃ bis 150℃):
Ihr mit dem Sensor kompatibles LPM-Material kann 500 Zyklen extremer Temperaturwechsel von -40 °C bis 150 °C ohne Rissbildung oder Ablösung ausgesetzt werden und behält dabei über 95 % seiner mechanischen Eigenschaften bei.
Gegenüber dem Branchendurchschnitt von 85 % Retention kann Ihr gekapselter Sensor eine Lebensdauer von mehr als 10 Jahren haben, was ihn ideal für langfristige Automobil- und Industrieanwendungen macht.
Bewertung des Einflusses der Wandstärke der Kapselung auf die Signaldurchdringung des Sensors:
Die Testergebnisse deuten darauf hin, dass bei einer Wandstärke der Kapselung von 0,8 bis 1,5 mm die Dämpfungsraten des elektromagnetischen Signals und des Drucksignals unter 3 % liegen.
Dieser Bereich bietet strukturellen Schutz, ohne die Erfassungsempfindlichkeit des Sensors zu beeinträchtigen, sodass keine Kompromisse mehr eingegangen werden müssen.
Wie erfüllt das Umspritzen elektronischer Komponenten die hohen Integrationsanforderungen in der Medizin- und Automobilindustrie?
Durch das Umspritzen elektronischer Komponenten kann auf ein externes Gehäuse verzichtet werden. Auf diese Weise kann man nachgiebige Materialien verwenden und gleichzeitig ein hohes Maß an Integration, ein leichtes Design und ein hohes Maß an Zuverlässigkeit in Medizin- und Automobilgeräten erreichen.
Von Gehäuse zu Gehäusefrei: Der Weg zu leichten PCBAs
Während die herkömmliche Gehäusemontage Elemente wie Schalen, Schrauben und andere Hardware umfasst, die zusammen nur eine Raumausnutzung von 60 % erreichen, bedeutet das Umspritzen elektronischer Komponenten, dass die PCBA und die Verpackungsmaterialien direkt integriert werden, wodurch eine Raumausnutzung von über 95 % erreicht wird.
Einfach ausgedrückt: Das Volumen Ihres Produkts kann um 40 % und das Gewicht um über 35 % reduziert werden.
Einhaltung medizinischer Biokompatibilitäts- und Automobil-Flammschutznormen
Die Materialien, mit denen Ihre Geräte kompatibel sind, entsprechen denen medizinische Biokompatibilitätsstandards der ISO 10993 Außerdem erfüllen sie die Flammschutznormen (UL 94-V0) und Umweltnormen (ISO 16750) für die Automobilindustrie.
Sie sind nicht nur frei von gefährlichen Substanzen, sondern können auch ohne Compliance-Risiken direkt in Ihren implantierbaren medizinischen Geräten und der Elektronik im Automobil-Cockpit verwendet werden.
Robuste Verpackungsstrategien, um mechanischen Stößen über 50 G standzuhalten
Das elektronenstrahlvernetzte Niederdruckformmaterial (LPM) verfügt über eine solide gefüllte Struktur, die durch Dämpfung der internen Resonanz innerhalb Ihrer PCBA zur Absorption mechanischer Stoßenergie über 50 G führt.
Bei der Schlagprüfung zeigen Ihre Teile keine Verschiebungen und die Lötverbindungen sind intakt, wodurch die Anforderungen an die Stoßfestigkeit sowohl von Automobil- als auch von Industriegeräten vollständig erfüllt werden.

Abbildung 3: Eine grüne Leiterplatte (PCB) mit verschiedenen Chips und Komponenten, teilweise eingekapselt von einem durchscheinenden braunen Kunststoffmaterial während des Umspritzvorgangs.
Warum kann die Wahl eines professionellen Niederdruck-Umspritzservices Ihre Gesamtbetriebskosten (TCO) erheblich senken?
Ein professioneller Niederdruck-Umspritzservice kann die Produktionszyklen drastisch verkürzen, die Unterbringungskosten senken und die Fehlerquote senken. Dies wiederum trägt dazu bei, die Gesamtbetriebskosten nahezu zu halbieren.
Eliminierung der Materialkosten für spritzgegossene Gehäuse, Schrauben und Dichtungen
Bei Automobilsensoren beispielsweise betragen die Materialkosten für jede Einheit bei herkömmlicher Verpackung etwa 2,50 US-Dollar, da neben dem Sensor auch Gehäuse, Schrauben und andere Materialien gekauft werden müssen.
Wenn ein Niederdruck-Umspritzservice Da keine zusätzlichen Strukturkomponenten erforderlich sind, betragen die Materialkosten pro Einheit nur 1,30 US-Dollar, was einer Reduzierung um 48 % entspricht.
Auswirkungen einer verkürzten Aushärtezeit auf den Cashflow
Während beim herkömmlichen Vergießen die Aushärtung 24 Stunden dauert, dauert die Aushärtung beim Niederdruck-Umspritzen nur 30–60 Sekunden. Dadurch verkürzt sich der Produktionszyklus von 2 Tagen auf 2 Stunden. Folglich ist der Zahlungszyklus eines Projekts um 70 % kürzer. Dadurch wird der Cashflow deutlich effizienter.
Beitrag einer vereinfachten Lieferkette zu geringeren Retourenquoten
Traditionell umfasst die Verpackung mehrere Phasen wie Beschaffung, Montage und Prüfung. Ausfälle von Schnittstellen sind für etwa 5 % der Retouren verantwortlich.
Durch die Bereitstellung von LPM-Produkten (Low Pressure Moulding) wird die Anzahl der Schichten in der Lieferkette reduziert, was zu einer Senkung der Rücklaufquote auf weniger als 0,1 % führt und die Wartungskosten nach dem Verkauf im Wesentlichen um 98 % sinken.
| Projektindikatoren | Vor dem Verpacken | Nach dem Niederdruckformen | Verbesserungsrate |
| Produktausschussrate | 8 % | 0,02 % | 99,75 % Reduzierung |
| Produktionseffizienz | 10 Stück/Stunde | 150 Stück/Stunde | 15-fache Verbesserung |
| Schutzklasse | IP54 | IP69K | Auf Militärqualität aufgerüstet |
| Gesamtkosten | Grundlinie | 35 % Ermäßigung | Erhebliche Kosteneinsparungen |
Möchten Sie die Projektkosten genau kontrollieren? Geben Sie Ihre Produktspezifikationen an, um eine kostenlose Kostenberechnung für den Niederdruck-Umspritzservice zu erhalten, die Kostensenkungspotenziale klar identifiziert und Sie bei der Projektbudgetplanung unterstützt.
Welche wichtigen DFM-Probleme müssen angegangen werden, bevor Sie Niederdruck-Umspritzung in Ihrem Projekt implementieren?
Vor der Implementierung des Niederdruck-Umspritzens müssen wichtige DFM-Themen wie Materialflusssimulation, Pad-Abstand usw. berücksichtigt werden Formenauswahl müssen angegangen werden, um eine reibungslose Massenproduktion des Designs zu gewährleisten.
Dynamische Simulation der Komponentenhöhenanordnung und des Fließwegs
Mit Hilfe spezieller Software kann die Strömungspfadsimulation durchgeführt werden, um sicherzustellen, dass sich der Anschnitt entfernt von den hohen und zerbrechlichen Komponenten befindet.
Der Flussweg verläuft schließlich reibungslos um die empfindlichen Komponenten herum, wodurch deren Verschiebung verhindert und auch die Möglichkeit von Verpackungsfehlern in der Designphase ausgeschlossen wird.
Physikalische Einschränkungen bei Packabständen und Flash-Prävention
Um Ihren DFM-Anforderungen gerecht zu werden, ist ein Pad-Abstand von mehr als 1,5 mm erforderlich, um zu verhindern, dass geschmolzenes Material über die Pads fließt und Kurzschlüsse verursacht. Durch den Einsatz präziser Formenkonstruktion kann die Gratrate unter 0,01 % gehalten werden.
Empfehlungen zum Design-Lebenszyklus für Aluminium-Rapid-Tooling
Erlauben Sie uns, Ihnen mehrstufige Werkzeugoptionen anzubieten:
Innerhalb von 100 Prototypen Verwenden Sie kostengünstige Aluminiumformen um die Kosten um 60 % zu senken. Für die Massenproduktion von bis zu 100.000 Stück werden hochwertige Aluminiumformen mit einer Lebensdauer von 50.000 bis 100.000 Zyklen verwendet.
Sie können die optimale Lösung basierend auf Ihrem eigenen Produktionsmaßstab auswählen und die Kosten für die Forminvestition genau kontrollieren.
Sind Sie besorgt über Herstellungsrisiken in Ihrem Design? Laden Sie Ihre CAD-Dateien hoch und erhalten Sie einen kostenlosen DFM-Bewertungsbericht zum Niederdruck-Umspritzen, um Risiken proaktiv zu mindern und sicherzustellen, dass Ihr Design für die Massenproduktion geeignet ist.
JS Precision-Fallstudie: LPM-Gehäuse von Onboard-Drucksensoren in Umgebungen mit hohen Vibrationen
Aufgetretene Herausforderungen
Die Drucksensoren eines bekannten Automobilzulieferers hatten mit herkömmlichen Vergussverfahren Probleme: Ungleichmäßiges Aushärten führte zu einer Bruchrate der Lötstellen von 8 % , die Produktionslinie nahm eine große Fläche ein und der Lieferzyklus betrug 15 Tage.
Viele Lieferanten wurden disqualifiziert, weil sie das Problem nicht beheben konnten, und entschieden sich schließlich für JS Precision wegen einer Niederdruck-Umspritzungslösung.
Lösung:
1. DFM-Analyse:
Das Ingenieurteam handelte sofort und stellte fest, dass der Sensor des Kunden in einer Umgebung mit sehr hohen Vibrationen der Automobilindustrie eingesetzt wurde, was die Hauptursache für die Ablösung der Lötverbindung war.
Basierend auf den strukturellen Merkmalen des Sensors wird eine maßgeschneiderte Lösung erstellt Niederdruck-Überformungslösung wurde entwickelt, um sicherzustellen, dass der Prozess den Anforderungen des Kunden entspricht.
2. Benutzerdefinierte Form:
Mit der speziell angefertigten Aluminiumform wurde ein Einspritzdruck von genau 12 bar eingestellt, der der Belastbarkeit der internen Komponenten des Sensors des Kunden entsprach und so Druckschäden verhinderte.
3.Optimiertes Design:
Die Anschnittanordnung wurde auf der Grundlage der gleichen sorgfältigen Prinzipien, jedoch mit minimalem Aufwand, geändert, um eine sehr gleichmäßige Bewegung des geschmolzenen Materials zu ermöglichen und so die Einkapselungszone des Sensors des Kunden bemerkenswert effektiv zu füllen .
4. Spezialmaterialien:
Das Team entschied sich für Polyamidmaterial in medizinischer Qualität, da es eine extrem hohe Schlagfestigkeit aufweist. Darüber hinaus erfüllte es auch die Flammschutz- und Vibrationsfestigkeitsanforderungen des Automobilsektors und war somit in der Lage, die extremen Automobilumgebungen des Kunden zu unterstützen.
5.Druckhalteprozess:
Ein zweistufiges Druckhaltedesign wurde verwendet, um Luftblasen in der Kapselung des Kundensensors vollständig zu eliminieren und so die Dichtungsstabilität zu verbessern und einen zuverlässigen Sensorschutz zu gewährleisten.
Endgültige Ergebnisse:
- Nach der Umsetzung des Projekts konnte die Ausschussquote der Kundenprodukte sofort auf 0,02 % gesenkt werden, was auf eine nahezu fehlerfreie Produktion schließen lässt.
- Die Zykluszeit einer einzelnen Form wurde auf 42 Sekunden verkürzt, die Produktionseffizienz stieg um das 15-fache und die Stellfläche der Produktionslinie des Kunden wurde um 70 % reduziert.
- Das Endprodukt bestand drei Zertifizierungen für extreme Umgebungen: IP69K-Hochdruckspritzen , -40 bis 150 Temperaturwechsel und 50 G mechanische Stöße und entsprach daher vollständig den Automobilstandards.
- Der Kunde senkte die Gesamtproduktionskosten um 35 %, die Lieferzeit verkürzte sich von 15 Tagen auf 7 Tage und die Wettbewerbsfähigkeit der Produkte wurde erheblich verbessert.
- Dieses Beispiel bestätigt, dass Niederdruck-Umspritzung die Verpackungsprobleme elektronischer Komponenten in Umgebungen mit hohen Vibrationen vollständig lösen kann.
Möchten Sie Herausforderungen bei der Sensorverpackung lösen? Reichen Sie Ihre Sensorzeichnungen ein, um eine maßgeschneiderte Niederdruck-Umspritzservice-Lösung für eine schnelle, hochzuverlässige Verpackung zu erhalten.
FAQs
F1: Was ist die maximale Betriebstemperatur, der LPM-Material standhalten kann?
LPM hält im Allgemeinen Temperaturen zwischen -40 und 150 °C stand, was bedeutet, dass es in den Umgebungen der meisten elektronischen Geräte im Automobil- und Industriebereich eingesetzt werden kann.
F2: Inwiefern sind Niederdruck-Formwerkzeuge günstiger als herkömmliche Formen?
Beim Niederdruckformen wird mit extrem niedrigem Druck gearbeitet, sodass Formen aus besser bearbeitbarem Aluminium verwendet werden können, wodurch die Verwendung von gehärtetem Stahl überflüssig wird und die Formmaterial- und Verarbeitungskosten erheblich gesenkt werden.
F3: Was ist die übliche Zykluszeit für die Niederdruck-Einspritzung?
Die Zykluszeit der Niederdruckeinspritzung hängt vom Produktvolumen ab. Bei der Herstellung von Einzelformen beträgt die Zykluszeit 30 bis 60 Sekunden. Diese Methode zeichnet sich durch eine schnelle Abkühlung des Materials aus und ist hocheffizient.
F4: Sind die Stoffe umweltfreundlich und RoHS-konform?
Die von JS Precision verwendeten Polyamidmaterialien erfüllen die Anforderungen der internationalen Umweltstandards RoHS 2.0 und REACH , enthalten keine schädlichen Substanzen und sind sicher in der Verwendung.
F5: Kann LPM die Metallabschirmkappen ersetzen?
Der LPM-Prozess kann nur physischen Schutz bieten. Wenn eine elektromagnetische EMI-Abschirmung ein Muss ist, muss entweder vor der Einkapselung eine Metallabschirmung angebracht oder ein spezieller leitfähiger Füllstoff verwendet werden.
F6: Wie hoch ist die Lebensdauer von Aluminiumformen?
Es hat sich gezeigt, dass hochwertige Aluminiumformen ihre Leistungsfähigkeit über 50.000 bis 100.000 Einspritzzyklen gut behalten, wenn sie bei einem regulären Druck von 5–20 bar betrieben werden. Dies eignet sich hervorragend für die Fertigung kleiner und mittlerer Serien.
F7: Erzeugt der LPM-Prozess Blasen?
Durch das hervorragende Formentlüftungsdesign von JS Precision und den Einsatz eines zweistufigen Druckhalteverfahrens kann die innere Porosität des Produkts auf weniger als 1 % reduziert werden, was praktisch keine Luftblasen mehr darstellt.
F8: Warum sollten Sie sich für die Verarbeitung von JS Precision in China entscheiden?
Einige der Hauptgründe, sich für JS Precision zu entscheiden, sind der erschwingliche Preis, die 7-tägige Prototypenfertigung, der DFM-Expertenservice und ein gutes Qualitätskontrollsystem. Darüber hinaus sind wir im Vergleich zu unseren Mitbewerbern 30 % schneller in der Lieferung und 15 % günstiger in den Formkosten . Daher sind wir der beste Partner für Ihre Anforderungen an das Niederdruck-Umspritzen.
Zusammenfassung
Das Niederdruck-Umspritzen ist ein neuer Ansatz für die elektronische Verpackung, der einen extrem niedrigen Druck, eine effiziente Zykluszeit und eine gute Abdichtung bei sehr niedrigem Druck bietet.
Es schützt nicht nur Ihre empfindlichen Teile, sondern ist auch eine großartige Möglichkeit , Kosten zu senken, Produkte kleiner und integrierter zu machen . Darüber hinaus kann es in sehr anspruchsvollen Umgebungen wie der Medizin- und Automobilindustrie eingesetzt werden.
Durch die Kombination von Technologie und praktischer Erfahrung kümmert sich der Niederdruck-Umspritzservice von JS Precision um Ihre gesamten Verpackungsanforderungen.
Möchten Sie Ihre elektronische Verpackungslösung noch besser machen? Laden Sie jetzt einfach Ihr 3D-CAD-Modell hoch Unsere erfahrenen Ingenieure führen innerhalb von 24 Stunden eine detaillierte DFM-Bewertung durch und unterbreiten Ihnen ein Angebot.
Wählen Sie JS Precision für einen intelligenteren und budgetfreundlicheren Gesamtschutz Ihrer hochpräzisen elektronischen Komponenten.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

