

Sobremoldagem de baixa pressão é uma técnica de embalagem de ponta na indústria de fabricação de eletrônicos que elimina completamente as limitações da tradicional moldagem por injeção de alta pressão e encapsulamento.
Em primeiro lugar, a moldagem por injeção tradicional geralmente aplica uma pressão muito elevada (mais de 1000 bar) que pode causar danos às peças mais delicadas; em segundo lugar, os processos de encapsulamento foram identificados como demorados e pesados por natureza.
Nesse sentido, a JS Precision, especialista líder em processamento personalizado na China, oferece soluções de sobremoldagem de baixa pressão junto com a proteção de PCBAs de precisão.
Este método de embalagem de pressão extremamente baixa permite impermeabilização, isolamento e reforço estrutural simultaneamente, tornando-se assim a solução perfeita para produtos eletrônicos de alta precisão.
Resumo do conteúdo principal
| Dimensões | Parâmetros e vantagens da tecnologia de moldagem de baixa pressão (LPM) | Valor Comercial |
| Pressão de Processamento | 5-40 bar, apenas 2%-5% da moldagem por injeção tradicional. | Protege componentes frágeis, atingindo taxa zero de sucata. |
| Tempo de ciclo | 30-60 segundos de rápido resfriamento físico e cura. | Elimina a espera de cura de 24 horas, aumentando significativamente a capacidade de produção. |
| Classificação de proteção | Atende aos padrões de vedação IP67/IP68. | Não é necessária casca adicional , proporcionando leveza ao produto. |
| Propriedades dos materiais | Material de poliamida ecologicamente correto, retardador de chama UL 94-V0. | Simplifica a cadeia de abastecimento, reduzindo o custo total de propriedade em 30%. |
Principais vantagens:
- Segurança Física: O molde com pressão ultrabaixa de 5-40 bar elimina completamente o risco de moldagem de alta pressão causando danos às juntas de solda e fios de ouro.
- Revolução de Custos: Pelo conceito shell less, pode ajudar a minimizar o número de componentes, mão de obra de montagem, bem como custos de armazenamento e logística.
- Salto de eficiência: Graças à sua tecnologia de molde de alumínio, Precisão JS pode reduzir o prazo desde a pesquisa e desenvolvimento até a entrega para apenas 7 a 10 dias.
- Vedação confiável: O material se liga quimicamente em nível molecular ao substrato PCB, fornecendo assim sinais estáveis mesmo nos ambientes mais adversos.
Por que confiar neste guia? A experiência da JS Precision em sobremoldagem de baixa pressão
Ao escolher um parceiro de embalagens eletrônicas, seus principais pontos de preocupação provavelmente serão as capacidades técnicas do parceiro, o histórico de implementação e as medidas de garantia de qualidade.
A JS Precision tem exposição contínua à fabricação de precisão há mais de uma década e meia e atualmente possui três níveis das certificações mais conceituadas: ISO9001:2015, ISO13485 e IATF16949.
Concluímos com sucesso a produção personalizada de mais de 300.000 peças de precisão e atendemos mais de 1.000 clientes em todo o mundo, mantendo nossa taxa de entrega no prazo em 99,2%.
Somos especializados em pesquisa e implementação de sobremoldagem de baixa pressão, bem como em diversas operações de sobremoldagem, oferecendo um sistema de serviço abrangente que começa na análise DFM e na fabricação rápida de moldes e vai até a entrega da produção em massa.
Criamos mais de 500 projetos reais de sobremoldagem de baixa pressão que abordaram quatro áreas principais: eletrônica automotiva, dispositivos médicos, eletrônicos de consumo e sensores industriais.
Fontes da indústria relataram que a taxa típica de descarte de embalagens de sensores automotivos é de 8%, enquanto podemos diminuir a taxa de descarte do seu produto para apenas 0,02%.
Os projetos de embalagens de eletrônicos médicos estão em conformidade com os padrões de biocompatibilidade ISO 10993, os projetos de eletrônicos industriais alcançaram proteção IP68 e foram submetidos a testes ambientais extremos de -40°C a 150°C.
Seguimos rigorosamente o padrão de inspeção de qualidade de IPC-A-610 para componentes eletrônicos durante todo o processo, e cada produto que entregamos é acompanhado por um relatório completo de inspeção do primeiro artigo FAIR e certificação de material. Os relatórios de testes de terceiros estão disponíveis como documentos de apoio.
Resumindo, esta experiência prática realmente funciona para você, abordando as principais áreas de preocupação, como quebra de componentes, falha de vedação, custos elevados e entrega lenta. Você não precisa mais enfrentar os riscos técnicos dos processos de embalagem, nossa equipe de engenheiros cuidará do seu projeto durante todo o processo.
Quer dominar rapidamente os pontos-chave da tecnologia de sobremoldagem de baixa pressão? Entre em contato com nossos engenheiros agora para obter um white paper gratuito do setor, esclarecer facilmente sua estratégia de implementação de processos e evitar riscos de seleção inicial.
Por que a sobremoldagem com baixa pressão de injeção é a melhor solução física para proteger componentes frágeis?
Com sobremoldagem com baixa pressão de injeção, a pressão será controlada em um nível entre 5 e 40 bar. Uma técnica de enchimento lento será utilizada com materiais de alta viscosidade para minimizar danos às peças delicadas, portanto, fisicamente, esta é a melhor forma de proteger as peças frágeis por sobremoldagem.
1000 bar vs. 40 bar: comparação do impacto físico da pressão de injeção
A moldagem por injeção tradicional a 1000 bar cria as mais altas forças de fixação e impacto no fluxo de material, que são transmitidas ao PCB e podem facilmente resultar na formação de microfissuras.
Pelo contrário, a sobremoldagem com baixa pressão de injeção, com pressão máxima de 40 bar, representa apenas 2% -5% do processo tradicional, resultando em absolutamente nenhuma alteração estrutural ou dano ao PCB. Simplificando, é semelhante a uma brisa suave envolvendo o componente, evitando totalmente qualquer dano por alta pressão.
| Tipo de processo | Pressão de Processamento | Tempo de ciclo | Classificação de proteção | Custo do material (por peça) | Prazo de entrega |
| Moldagem por injeção tradicional de alta pressão | Mais de 1000 barras | 120 segundos + | IP54 | US$ 2,0 | 15 dias |
| Processo de envasamento tradicional | Pressão atmosférica | 24 horas | IP65 | US$ 1,8 | 20 dias |
| Sobremoldagem de Baixa Pressão | 5-40 barras | 30-60 segundos | IP67/IP68 | US$ 1,2 | 7 a 10 dias |
Detalhes técnicos para prevenir quebra de ligação de fios
Ligações de fio de ouro em nível de mícron (estruturas de conexão de núcleo eletrônico de precisão, apenas 25 μm pol. (diâmetro) são altamente propensas a serem quebradas por material que flui em alta velocidade.
Sobremoldagem com baixa pressão de injeção usa materiais hot melt de alta viscosidade, com a vazão mantida estritamente abaixo de 0,5 m/s, removendo assim a tensão de cisalhamento e mantendo 100% a integridade da estrutura de ligação do fio de ouro, abordando assim sua preocupação com danos à conexão do núcleo.
Evitando a lavagem de componentes quando expostos a alta pressão:
Componentes de montagem em superfície muito pequenos, como 01005, são extremamente leves e, normalmente, a moldagem por injeção de alta pressão pode causar lavagem do componente, resultando em deslocamento do componente e soldagem deficiente.
A sobremoldagem com baixa pressão de injeção, devido à sua baixa pressão e vazão lenta, é capaz de consertar esses pequenos componentes rapidamente e, assim, erradicar completamente os problemas de lavagem dos componentes.
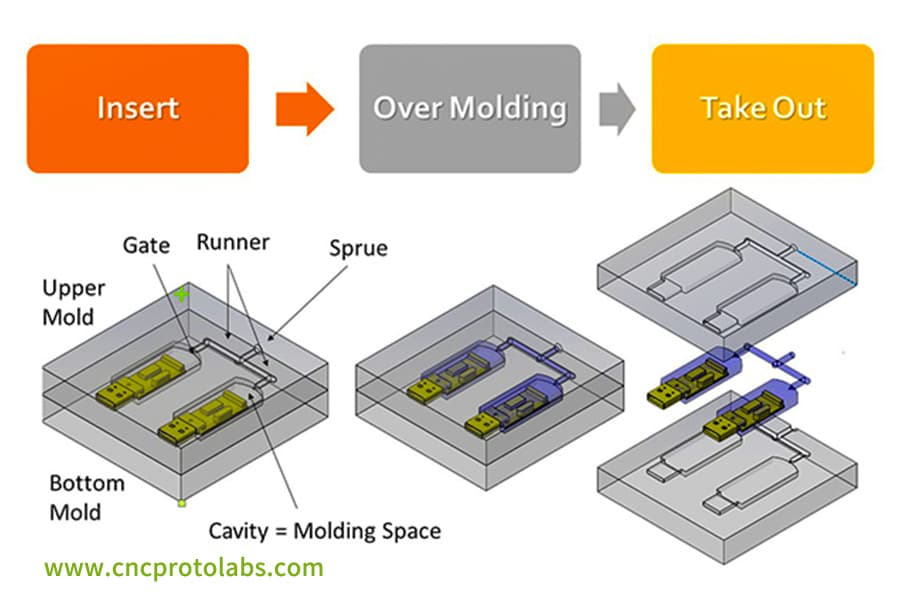
Figura 1: Diagrama de três estágios ilustrando o processo de sobremoldagem de baixa pressão: inserção de componentes, injeção de material através do sistema sprue-runner-gate e ejeção da peça acabada e encapsulada.
Como obter 100% de confiabilidade de vedação ao executar o processo eletrônico de sobremoldagem de baixa pressão?
Eletrônica de sobremoldagem de baixa pressão pode fornecer 100% de confiabilidade de vedação e classificação de proteção IP67/IP68, combinando ligação de nível molecular entre o material de poliamida e o substrato PCB, com controle preciso de temperatura.
O princípio de ligação em nível molecular entre poliamida e substrato FR4:
Quando o material de poliamida termofusível está derretendo, ele penetra na estrutura de fibra de vidro FR4 PCB. Após a solidificação, forma-se uma estrutura mecanicamente interligada.
Esta fusão profunda, em vez de ligação superficial, é como o cimento embutido na alvenaria, resultando assim num efeito de vedação que é muito melhor do que os tradicionais anéis de vedação e envasamento. Este é o principal segredo para obter um alto índice de vedação.
Controle preciso de temperatura e pressão para proteção IP68
Você pode considerar a moldagem por injeção em dois estágios: o primeiro estágio envolve o enchimento básico e o segundo estágio envolve a retenção de baixa pressão, liberando completamente as bolhas de ar dentro do encapsulamento.
Isto também garante um ajuste ideal entre o material e o substrato. Além disso, é obtida uma precisão de controle de temperatura de ±1°C para otimizar a umectação, e foi isso que nos ajudou a alcançar uma classificação de proteção IP68 de forma consistente.
Caminho de dissipação de calor balanceado para materiais de alto desempenho em espaços confinados
O material de poliamida LPM é um material compatível com condutividade térmica de 0,5 W/mK , proporcionando um bom equilíbrio entre proteção de vedação e necessidades de dissipação de calor.
Este material é capaz de encapsular componentes para proteção e liberar calor dos componentes rapidamente, reduzindo assim o acúmulo de calor e prolongando a vida útil dos componentes.
| Tipo de material | Condutividade Térmica | Classificação retardante de chama | Biocompatibilidade | Temperatura operacional | Encolhimento |
| LPM-PA100 | 0,5 W/m·K | UL 94-V0 | Em conformidade com ISO 10993 | -40℃~150℃ | 0,5% |
| LPM-PA200 | 0,6 W/m·K | UL 94-V0 | Grau Industrial | -40℃~160℃ | 0,4% |
| LPM-PA300 | 0,45 W/m·K | UL 94-V0 | Grau Médico | -45℃~145℃ | 0,3% |
Curioso sobre o efeito de vedação dos componentes eletrônicos de sobremoldagem de baixa pressão? Veja agora os casos de vedação do mundo real para compreender intuitivamente os detalhes de implementação da proteção IP68 e determinar rapidamente a compatibilidade do processo.
Como prevenir eficazmente a delaminação do circuito e rachaduras nas juntas de solda durante o processo de sobremoldagem Flex PCB?
Sobremoldagem Flex PCB use materiais elásticos inventariados juntamente com tecnologia de molde limitante para compensar a tensão de desalinhamento CTE através de um buffer, evitando assim a delaminação do circuito e rachaduras nas juntas de solda, além de garantir a condutividade do FPC.
Projeto preciso de restrição de molde para características de fácil deslocamento do FPC:
Você pode empregar o posicionamento do controle deslizante e a tecnologia de fixação de base de pinos para fixar com precisão a posição do FPC dentro do molde.
Durante a embalagem, o FPC não se deslocará nem enrugará, garantindo assim a junta de solda e o posicionamento correto dos componentes. O molde é como um suporte personalizado que mantém o FPC fixo durante todo o processo.
A função dos materiais de baixo módulo no alívio de tensões através do desalinhamento CTE:
Materiais poliméricos elásticos com módulo de 100-300MPa estão disponíveis para seleção. Sua flexibilidade é quase a mesma do substrato FPC, e a diferença no coeficiente de expansão térmica é controlada dentro de 5ppm/℃.
Não haverá nenhuma tensão de desalinhamento durante o ciclo térmico, o que torna possível evitar a delaminação do circuito e rachaduras nas juntas de solda em seus produtos em um nível fundamental.
Suporte de dados de flexão dinâmica e testes de confiabilidade
Realizamos dezenas de milhares de testes de flexão no FPC embalado.
De acordo com os dados, seu FPC, feito com a tecnologia overmolding flex PCB, só sofre uma degradação de desempenho elétrico inferior a 1% após 100.000 ciclos de dobra, nível muito melhor que a média da indústria que é de 3%. Isso prova que seu produto tem excelente desempenho dinâmico.
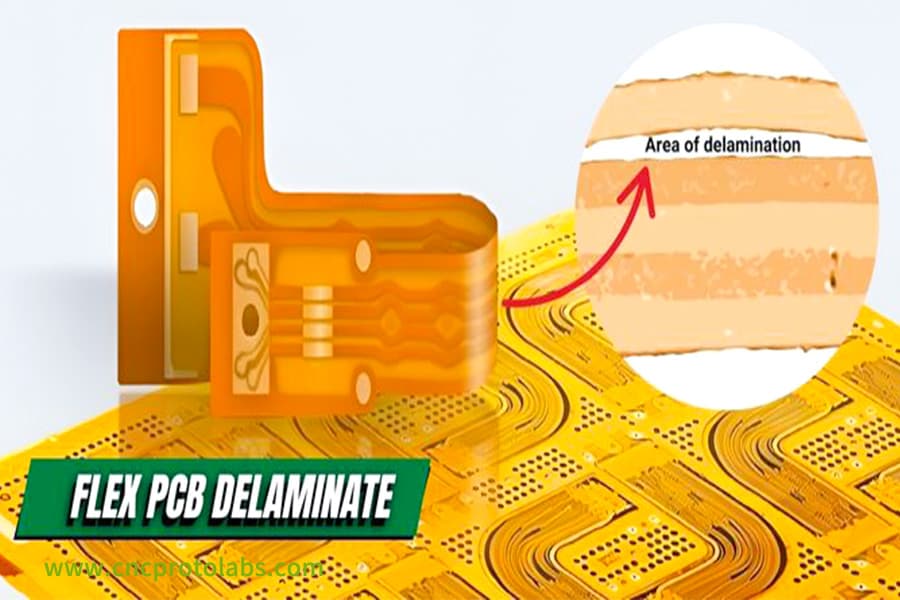
Figura 2: Imagem em close mostrando a “Área de delaminação” em uma placa de circuito impresso flexível (Flex PCB), destacando a separação de camadas que pode ocorrer como defeito durante a sobremoldagem.
Como equilibrar a sensibilidade perceptiva e a tolerância ambiental extrema em embalagens de precisão para sensores sobremoldados?
Sensores sobremoldados são feitos com tecnologia de sobremoldagem seletiva, onde o limite da embalagem é definido para que o circuito fique protegido, mas a transmissão do sinal não seja prejudicada.
Desta forma, é alcançado o equilíbrio entre a sensibilidade de detecção e a extrema tolerância ambiental.
Vedação seletiva de limite de sobremoldagem
Com uma estrutura de vedação de molde, a sonda do sensor pode ser isolada com precisão da área do circuito.
A área da sonda fica aberta para a transmissão do sinal, enquanto a área do circuito é completamente coberta para proteção, o que equivale a fornecer ao sensor uma roupa de proteção feita sob medida, guardando com precisão as partes essenciais.
Análise de fadiga por estresse sob ciclagem térmica extrema (-40°C a 150°C):
Seu material LPM compatível com o sensor tem a capacidade de ser submetido a 500 ciclos de ciclagem térmica extrema de -40°C a 150°C sem rachar ou desgrudar, e ainda manter mais de 95% de suas propriedades mecânicas.
Contra a média da indústria de 85% de retenção, seu sensor encapsulado pode ter uma vida útil superior a 10 anos, tornando-o ideal para aplicações automotivas e industriais de longo prazo.
Avaliação do impacto da espessura da parede do encapsulamento na penetração do sinal do sensor:
Os resultados dos testes indicam que quando a espessura da parede do encapsulamento é mantida entre 0,8 e 1,5 mm, as taxas de atenuação do sinal eletromagnético e de pressão ficam abaixo de 3%.
Esta faixa fornece proteção estrutural sem comprometer a sensibilidade de detecção do sensor, eliminando assim a necessidade de fazer concessões.
Como a sobremoldagem de componentes eletrônicos atende às necessidades de alta integração na área médica e automotiva?
A sobremoldagem de componentes eletrônicos é capaz de eliminar o invólucro externo. Dessa forma, é possível usar materiais compatíveis e, ao mesmo tempo, alcançar um alto nível de integração, um design leve e um alto grau de confiabilidade em dispositivos médicos e automotivos.
Do invólucro ao invólucro livre: o caminho para PCBAs leves
Onde a montagem tradicional de invólucros envolve elementos como invólucros, parafusos e outros hardwares que juntos gerenciam apenas 60% de utilização do espaço, a sobremoldagem de componentes eletrônicos significa que o PCBA e os materiais de embalagem são integrados diretamente, alcançando mais de 95% de utilização do espaço.
Simplificando, o volume do seu produto pode ser reduzido em 40% e o seu peso em mais de 35%.
Conformidade com padrões de biocompatibilidade de grau médico e retardante de chama automotivo
Os materiais com os quais seus dispositivos são compatíveis são aqueles que estão em conformidade com padrões de biocompatibilidade médica da ISO 10993 e também atende aos padrões automotivos de retardante de chama (UL 94-V0) e ambientais (ISO 16750) .
Além de estarem isentos de quaisquer substâncias perigosas, eles também podem ser utilizados diretamente em seus dispositivos médicos implantáveis e na eletrônica da cabine automotiva, sem quaisquer riscos de conformidade.
Estratégias de embalagens robustas para resistir a choques mecânicos acima de 50G
O material de moldagem de baixa pressão (LPM) reticulado por feixe de elétrons possui uma estrutura sólida preenchida que, ao amortecer a ressonância interna dentro do seu PCBA, leva à absorção de energia de choque mecânico acima de 50G.
Após o teste de impacto, suas peças não apresentam deslocamento e as juntas de solda estão intactas, satisfazendo completamente os requisitos de resistência ao choque de equipamentos automotivos e industriais.

Figura 3: Uma placa de circuito impresso (PCB) verde com vários chips e componentes parcialmente encapsulados por um material plástico marrom translúcido durante o processo de sobremoldagem.
Por que escolher um serviço profissional de sobremoldagem de baixa pressão pode reduzir significativamente seu custo total de propriedade (TCO)?
Um serviço profissional de sobremoldagem de baixa pressão pode reduzir drasticamente os ciclos de produção, reduzir os custos de habitação e diminuir as taxas de defeitos. Isto, por sua vez, ajuda a reduzir quase pela metade o custo total de propriedade.
Eliminando custos de materiais para caixas moldadas por injeção, parafusos e vedações
Em sensores automotivos, por exemplo, com embalagem convencional o custo do material por unidade é de cerca de US$ 2,50, pois além do sensor é necessário adquirir as carcaças, parafusos e outros materiais.
Se um serviço de sobremoldagem de baixa pressão for utilizado, uma vez que não serão necessários componentes estruturais adicionais, o custo do material por unidade será de apenas US$ 1,30, o que corresponde a uma redução de 48%.
Impacto da redução do tempo de cura no fluxo de caixa
Enquanto o envasamento convencional precisa de 24 horas para curar, na sobremoldagem de baixa pressão isso só acontece em 30-60 segundos. Desta forma o ciclo de produção é reduzido de 2 dias para 2 horas. Consequentemente, o ciclo de pagamento de um projeto é 70% mais curto. Isso torna o fluxo de caixa muito mais eficiente.
Contribuição da cadeia de abastecimento simplificada para taxas de retorno reduzidas
Tradicionalmente, a embalagem envolve diversas fases, como aquisição, montagem e testes. Falhas de interfaces são responsáveis por cerca de 5% dos retornos.
O fornecimento de produtos LPM (Moldagem de Baixa Pressão) reduz o número de camadas na cadeia de abastecimento, o que resulta na redução da taxa de retorno para menos de 0,1% e os custos de manutenção pós-venda caem essencialmente em 98%.
| Indicadores do Projeto | Antes da embalagem | Após moldagem de baixa pressão | Taxa de melhoria |
| Taxa de sucata de produto | 8% | 0,02% | Redução de 99,75% |
| Eficiência de Produção | 10 peças/hora | 150 peças/hora | Melhoria de 15x |
| Classificação de proteção | IP54 | IP69K | Atualizado para nível militar |
| Custo geral | Linha de base | Redução de 35% | Economia de custos significativa |
Quer controlar com precisão os custos do projeto? Forneça as especificações do seu produto para receber um cálculo de custo gratuito para serviço de sobremoldagem de baixa pressão, identificando claramente o potencial de redução de custos e auxiliando no planejamento do orçamento do projeto.
Quais são os principais problemas de DFM que devem ser resolvidos antes de implementar a sobremoldagem de baixa pressão em seu projeto?
Antes de implementar a sobremoldagem de baixa pressão, os principais problemas do DFM, como simulação de fluxo de material, espaçamento entre almofadas e seleção de molde precisam ser resolvidos para garantir a produção em massa contínua do design.
Simulação dinâmica de layout de altura de componente e caminho de fluxo
Com a ajuda de software especializado, a simulação do caminho do fluxo pode ser feita garantindo que a comporta esteja localizada longe dos componentes altos e frágeis.
O caminho do fluxo acaba contornando suavemente os componentes sensíveis, evitando seu deslocamento e também eliminando a possibilidade de defeitos de embalagem na fase de projeto.
Limitações físicas de espaçamento entre pacotes e prevenção de flash
Atendendo aos requisitos do DFM, é necessário um espaçamento entre as pastilhas de mais de 1,5 mm para evitar que o material fundido flua sobre as pastilhas e crie curtos-circuitos. Usando um projeto de molde de precisão, a taxa de flash pode ser mantida abaixo de 0,01%.
Recomendações de ciclo de vida de projeto para ferramentas rápidas de alumínio
Permita-nos oferecer opções de ferramentas de vários níveis:
Dentro de 100 protótipos, use moldes de alumínio econômicos reduzir custos em 60%. Moldes de alumínio de alta qualidade são usados para produção em massa de até 100.000 peças, com vida útil de 50.000 a 100.000 ciclos.
Você pode escolher a solução ideal com base em sua própria escala de produção e controlar com precisão o custo do investimento em moldes.
Preocupado com os riscos de fabricação em seu projeto? Carregue seus arquivos CAD e obtenha gratuitamente um relatório de avaliação DFM de sobremoldagem de baixa pressão para mitigar proativamente os riscos e garantir que seu projeto seja adequado para produção em massa.
Estudo de caso JS Precision: Embalagem LPM de sensores de pressão integrados em ambientes de alta vibração
Desafios encontrados
Os sensores de pressão automotiva de um famoso fornecedor de peças automotivas enfrentaram problemas com os processos tradicionais de encapsulamento: a cura irregular resultou em uma taxa de quebra da junta de solda de 8% , a linha de produção ocupava uma grande área e o ciclo de entrega era de 15 dias.
Muitos fornecedores foram desqualificados porque não conseguiram resolver o problema e, finalmente, optaram pela JS Precision para uma solução de sobremoldagem de baixa pressão.
Solução:
1. Análise DFM:
A equipe de engenharia agiu imediatamente e constatou que o sensor do cliente era utilizado em um ambiente de altíssima vibração da indústria automotiva, o que foi a principal causa do desprendimento da junta de solda.
Com base nas características estruturais do sensor, um modelo feito sob medida solução de sobremoldagem de baixa pressão foi projetado para garantir que o processo estivesse alinhado com os requisitos do cliente.
2. Molde personalizado:
Uma pressão de injeção de exatamente 12 bar foi definida usando o molde de alumínio personalizado, que correspondia à capacidade que os componentes internos do sensor do cliente podiam suportar, evitando assim qualquer dano por pressão.
3.Design Otimizado:
O layout da porta foi alterado com base nos mesmos princípios cuidadosos, mas com regime mínimo, a fim de permitir que o material fundido se movesse de maneira muito suave, de modo a preencher de forma notavelmente eficaz a zona de encapsulamento do sensor do cliente.
4.Materiais especializados:
A equipe optou por material de poliamida de qualidade médica porque tinha propriedades de resistência ao impacto extremamente altas. Além disso, também atendeu aos requisitos de retardador de chama e resistência à vibração do setor automotivo, sendo assim capaz de suportar o ambiente automotivo extremo do cliente.
5. Processo de retenção de pressão:
Um projeto de retenção de pressão de dois estágios foi usado para eliminar completamente as bolhas de ar dentro do encapsulamento do sensor do cliente, melhorando assim a estabilidade da vedação e proporcionando proteção confiável ao sensor.
Resultados Finais:
- Após a implementação do projeto, a taxa de refugo dos produtos do cliente caiu imediatamente para 0,02%, indicando uma produção com quase zero defeitos.
- O tempo de ciclo do molde único foi reduzido para 42 segundos, a eficiência da produção aumentou 15 vezes e a área ocupada pela linha de produção do cliente foi reduzida em 70%.
- O produto final passou por três certificações ambientais extremas: pulverização de alta pressão IP69K , ciclagem térmica de -40 a 150 e choque mecânico 50G, portanto, estava totalmente em conformidade com os padrões automotivos.
- O cliente reduziu os custos gerais de produção em 35%, o prazo de entrega caiu de 15 para 7 dias e a competitividade do produto melhorou bastante.
- Este exemplo confirma que a sobremoldagem de baixa pressão é capaz de resolver totalmente os problemas de empacotamento de componentes eletrônicos em ambientes de alta vibração.
Quer resolver desafios de empacotamento de sensores? Envie os desenhos do seu sensor para receber uma solução personalizada de serviço de sobremoldagem de baixa pressão para embalagem rápida e de alta confiabilidade.
Perguntas frequentes
Q1: Qual é a temperatura operacional máxima que o material LPM pode suportar?
O LPM geralmente é capaz de suportar temperaturas que variam de -40 a 150, o que significa que pode operar nos ambientes da maioria dos dispositivos eletrônicos automotivos e industriais.
Q2: Como as matrizes de moldagem de baixa pressão são mais baratas do que as tradicionais?
A moldagem de baixa pressão opera sob pressão extremamente baixa e, portanto, moldes feitos de alumínio mais usinável podem ser usados, eliminando a necessidade de usar aço endurecido e reduzindo significativamente o material do molde e os custos de processamento.
Q3: Qual é o tempo normal do ciclo de injeção de baixa pressão?
O tempo do ciclo de injeção de baixa pressão depende do volume do produto. Se forem produzidos moldes individuais, o tempo de ciclo é de 30 a 60 segundos. Este método apresenta um resfriamento rápido do material e é altamente eficiente.
Q4: As substâncias são ecologicamente corretas e estão em conformidade com a RoHS?
Os materiais de poliamida usados pela JS Precision atendem aos requisitos dos padrões ambientais internacionais RoHS 2.0 e REACH , não contêm substâncias nocivas e são seguros para uso.
Q5: O LPM pode substituir as tampas de blindagem metálica?
O processo LPM pode oferecer apenas proteção física. Se a blindagem eletromagnética EMI for obrigatória, uma blindagem metálica precisa ser adicionada antes do encapsulamento ou um preenchimento condutor especial deve ser usado.
Q6: Qual é a vida útil dos moldes de alumínio?
Foi evidenciado que os moldes de alumínio de alta qualidade mantêm bem as suas capacidades durante 50.000 a 100.000 ciclos de injeção se operados a uma pressão regular de 5-20 bar. Isso é perfeitamente adequado para fabricação de lotes pequenos e médios.
Q7: O processo LPM gera bolhas?
Através do excelente design de ventilação do molde da JS Precision e do uso do processo de retenção de pressão em dois estágios, a porosidade interna do produto pode ser reduzida para menos de 1%, o que é praticamente livre de bolhas de ar.
Q8: Por que escolher JS Precision na China para processamento?
Alguns dos principais motivos para optar pelo JS Precision são preço acessível, fabricação de protótipos em 7 dias, serviço especializado em DFM e sistema de controle de boa qualidade. Além disso, somos 30% mais rápidos na entrega e 15% mais baratos no custo dos moldes em relação aos nossos concorrentes. Portanto, somos o melhor parceiro para suas necessidades de sobremoldagem de baixa pressão.
Resumo
A sobremoldagem de baixa pressão é uma nova abordagem para embalagens eletrônicas, oferecendo pressão ultrabaixa, tempo de ciclo eficiente e boa vedação a uma pressão muito baixa.
Ele não apenas protege suas peças delicadas, mas também é uma ótima maneira de reduzir custos e tornar os produtos menores e mais integrados . Além disso, pode ser usado em ambientes muito desafiadores, como médico e automotivo.
Ao combinar tecnologia e experiência do mundo real, o serviço de sobremoldagem de baixa pressão da JS Precision atenderá a todas as suas necessidades de embalagem.
Quer tornar sua solução de embalagem eletrônica ainda melhor? Basta enviar seu modelo CAD 3D agora , e nossos engenheiros experientes realizarão uma avaliação detalhada do DFM e fornecerão um orçamento em 24 horas.
Selecione JS Precision para proteção total mais inteligente e econômica de seus componentes eletrônicos de alta precisão.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

