

Формование под низким давлением — это передовая технология упаковки в электронной промышленности, которая полностью устраняет ограничения традиционного литья под высоким давлением и заливки.
Во-первых, при традиционном литье под давлением обычно применяется очень высокое давление (более 1000 бар), что может привести к повреждению самых хрупких деталей, во-вторых, процессы заливки считаются трудоемкими и тяжелыми по своей природе.
В связи с этим компания JS Precision, ведущий эксперт в области индивидуальной обработки в Китае, предлагает решения для формования под низким давлением, а также защиту прецизионных печатных плат.
Этот метод упаковки под чрезвычайно низким давлением обеспечивает одновременно гидроизоляцию, изоляцию и усиление конструкции, что делает его идеальным решением для высокоточной электронной продукции.
Краткое содержание основного содержания
| Размеры | Параметры и преимущества технологии литья под низким давлением (LPM) | Коммерческая ценность |
| Давление обработки | 5-40 бар, всего 2-5% от традиционного литья под давлением. | Защищает хрупкие компоненты, обеспечивая нулевой уровень брака. |
| Время цикла | 30-60 секунд быстрого физического охлаждения и отверждения. | Устраняет 24-часовое ожидание отверждения, значительно увеличивая производственную мощность. |
| Рейтинг защиты | Соответствует стандартам герметичности IP67/IP68. | Никакой дополнительной оболочки не требуется , что обеспечивает легкий вес продукта. |
| Свойства материала | Экологически чистый полиамидный материал, огнестойкий UL 94-V0. | Упрощает цепочку поставок, снижая общую стоимость владения на 30%. |
Ключевые выводы:
- Физическая безопасность: форма со сверхнизким давлением 5-40 бар полностью исключает риск литья под высоким давлением, вызывающего повреждение паяных соединений и золотых проводов.
- Революция затрат: благодаря концепции «без оболочки» она может помочь свести к минимуму количество компонентов, трудозатраты на сборку, а также затраты на складирование и логистику.
- Скачок эффективности: благодаря технологии алюминиевых форм, JS Точность может сократить сроки от НИОКР до поставки всего до 7-10 дней.
- Надежное уплотнение: материал химически связывается на молекулярном уровне с подложкой печатной платы, обеспечивая тем самым стабильные сигналы даже в самых суровых условиях.
Почему стоит доверять этому руководству? Опыт JS Precision в области формования под низким давлением
При выборе партнера по упаковке электроники вашими основными вопросами, скорее всего, будут технические возможности партнера, опыт внедрения и меры по обеспечению качества.
JS Precision постоянно занимается прецизионным производством уже более полутора десятилетий и в настоящее время имеет три уровня наиболее авторитетных сертификатов: ISO9001:2015, ISO13485 и IATF16949.
Мы успешно завершили производство более 300 000 прецизионных деталей по индивидуальному заказу и обслужили более 1000 клиентов по всему миру, сохранив уровень своевременных поставок на уровне 99,2%.
Мы обладаем опытом в исследованиях и внедрении формования под низким давлением, а также в различных операциях по формованию, предлагая комплексную систему обслуживания, которая начинается с анализа DFM и быстрого изготовления пресс-форм и заканчивается поставкой массового производства.
Мы создали более 500 реальных проектов по формованию под низким давлением , которые охватывают четыре основные области: автомобильная электроника, медицинское оборудование, бытовая электроника и промышленные датчики.
Как сообщают отраслевые источники, типичный процент брака упаковки автомобильных датчиков составляет 8%, тогда как мы можем снизить процент брака вашего продукта всего до 0,02%.
Проекты упаковки медицинской электроники соответствуют стандартам биосовместимости ISO 10993, проекты промышленной электроники достигли защиты IP68 и прошли испытания в экстремальных условиях окружающей среды от -40 ℃ до 150 ℃.
Мы строго следуем стандарту проверки качества МПК-А-610 для электронных компонентов на протяжении всего процесса, и каждый поставляемый нами продукт сопровождается полным отчетом о проверке первого изделия FAIR и сертификацией материала. Отчеты сторонних испытаний доступны в качестве подтверждающих документов.
Короче говоря, этот практический опыт действительно полезен для вас, поскольку он позволяет решить основные проблемы, такие как поломка компонентов, нарушение герметичности, высокая стоимость и медленная доставка. Вам больше не придется сталкиваться с техническими рисками процессов упаковки: наша команда инженеров позаботится о вашем проекте на всем пути.
Хотите быстро освоить ключевые моменты технологии наплавки низким давлением? Свяжитесь с нашими инженерами прямо сейчас, чтобы получить бесплатный отраслевой информационный документ, легко уточнить стратегию внедрения вашего процесса и избежать первоначальных рисков выбора.
Почему формование под низким давлением впрыска является лучшим физическим решением для защиты хрупких компонентов?
При литье с низким давлением впрыска давление будет контролироваться на уровне от 5 до 40 бар. Техника медленного заполнения будет использоваться с материалами высокой вязкости, чтобы свести к минимуму повреждение хрупких деталей, поэтому с физической точки зрения это лучший способ защитить хрупкие детали путем формования.
1000 бар против 40 бар: сравнение физического воздействия давления впрыска
Традиционное литье под давлением 1000 бар создает самые высокие ударные силы зажима и потока материала, которые передаются на печатную плату и могут легко привести к образованию микротрещин.
Напротив, повторное формование при низком давлении впрыска с максимальным давлением 40 бар составляет всего 2–5% от традиционного процесса и не приводит к абсолютно никаким структурным изменениям или повреждениям печатной платы. Проще говоря, это похоже на легкий ветерок, окутывающий компонент, полностью исключающий повреждение под высоким давлением.
| Тип процесса | Давление обработки | Время цикла | Рейтинг защиты | Стоимость материала (за штуку) | Срок поставки |
| Традиционное литье под высоким давлением | 1000+ бар | 120 секунд+ | IP54 | 2,0 доллара США | 15 дней |
| Традиционный процесс заливки | Атмосферное давление | 24 часа | IP65 | 1,8 доллара США | 20 дней |
| Формование под низким давлением | 5-40 бар | 30-60 секунд | IP67/IP68 | 1,2 доллара США | 7-10 дней |
Технические детали по предотвращению разрыва соединения проводов
Соединения золотой проволоки микронного уровня (прецизионные структуры соединения электронных сердечников диаметром всего 25 мкм) очень склонны к разрушению высокоскоростным потоком материала.
Формование при низком давлении впрыска использует высоковязкие термоплавкие материалы со скоростью потока строго ниже 0,5 м/с, тем самым устраняя напряжение сдвига и сохраняя 100% целостность структуры соединения золотой проволоки, тем самым избавляя вас от беспокойства по поводу повреждений соединений жил.
Предотвращение вымывания компонентов при воздействии высокого давления:
Очень маленькие компоненты для поверхностного монтажа, такие как 01005, чрезвычайно легкие, и, как правило, литье под высоким давлением может вызвать вымывание компонентов, что приводит к их смещению и плохой пайке.
Формование под низким давлением впрыска благодаря низкому давлению и низкой скорости потока позволяет быстро отремонтировать эти крошечные компоненты и тем самым полностью устранить проблемы вымывания компонентов.
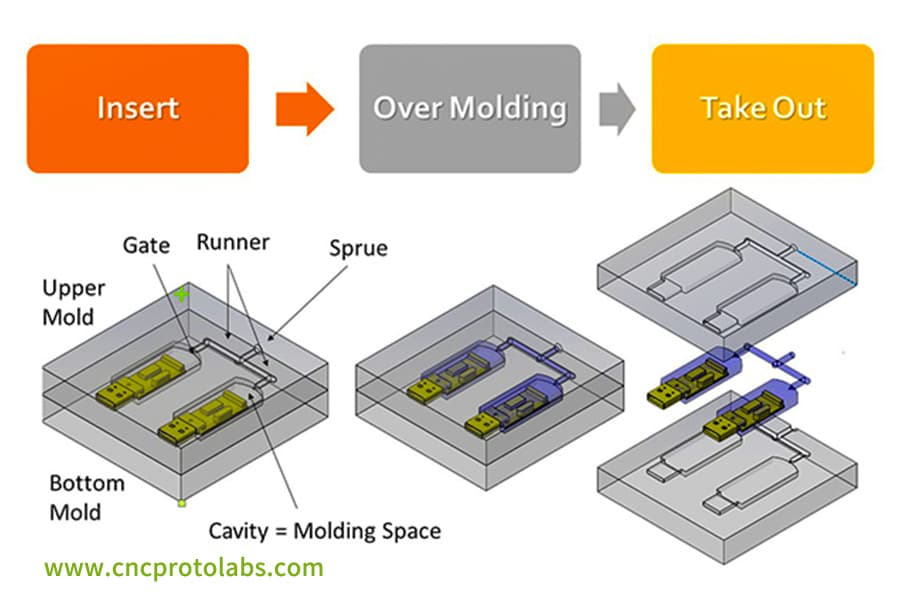
Рисунок 1: Трехэтапная диаграмма, иллюстрирующая процесс формования под низким давлением: вставка компонентов, впрыск материала через систему литник-литник-литник и извлечение готовой герметизированной детали.
Как добиться 100% надежности уплотнения при выполнении процесса формования электроники под низким давлением?
Электроника для формования под низким давлением может обеспечить 100% надежность герметизации и степень защиты IP67/IP68 за счет сочетания связи на молекулярном уровне между полиамидным материалом и подложкой печатной платы с точным контролем температуры.
Принцип связи на молекулярном уровне между полиамидом и подложкой FR4:
Когда термоплавкий полиамид плавится, он проникает в структуру стекловолокна печатной платы FR4. После затвердевания образуется механически взаимосвязанная структура.
Это глубокое сплавление, а не поверхностное соединение, похоже на цемент, залитый в кирпичную кладку, что приводит к гораздо лучшему герметизирующему эффекту, чем традиционные заливочные и уплотнительные кольца. Это главный секрет получения высокой степени герметизации.
Точный контроль температуры и давления для защиты IP68
Вы можете рассмотреть возможность двухэтапного литья под давлением: первый этап включает базовое заполнение, а второй этап выдерживание под низким давлением, что позволяет полностью высвободить пузырьки воздуха внутри капсулы.
Это также гарантирует идеальное прилегание материала к основанию. Кроме того, для оптимизации смачивания достигается точность контроля температуры ±1 ℃ , и именно это помогло нам постоянно достигать степени защиты IP68.
Сбалансированный путь рассеивания тепла для высокоэффективных материалов в ограниченном пространстве
Полиамидный материал LPM — это совместимый материал с теплопроводностью 0,5 Вт/мК , обеспечивающий хороший баланс между защитой уплотнений и потребностями в отводе тепла.
Этот материал способен герметизировать компоненты для защиты и быстро отводить тепло от компонентов, тем самым уменьшая накопление тепла и продлевая срок службы компонентов.
| Тип материала | Теплопроводность | Рейтинг огнестойкости | Биосовместимость | Рабочая температура | Усадка |
| ЛПМ-ПА100 | 0,5 Вт/м·К | УЛ 94-В0 | Соответствует ISO 10993 | -40℃~150℃ | 0,5% |
| ЛПМ-ПА200 | 0,6 Вт/м·К | УЛ 94-В0 | Промышленный класс | -40℃~160℃ | 0,4% |
| ЛПМ-ПА300 | 0,45 Вт/м·К | УЛ 94-В0 | Медицинский класс | -45℃~145℃ | 0,3% |
Хотите узнать об эффекте герметизации электроники при заливке под низким давлением? Ознакомьтесь с реальными примерами уплотнений прямо сейчас, чтобы интуитивно понять детали реализации защиты IP68 и быстро определить совместимость процессов.
Как эффективно предотвратить расслоение схемы и растрескивание паяных соединений в процессе формования гибкой печатной платы?
Гибкая печатная плата для формования использовать имеющиеся эластичные материалы вместе с технологией ограничивающей пресс-формы для компенсации напряжения несоосности КТР через буфер, тем самым эффективно предотвращая расслоение схемы и растрескивание паяных соединений, а также обеспечивая проводимость FPC.
Точная конструкция, ограничивающая пресс-форму, для легкого перемещения FPC:
Вы можете использовать технологию позиционирования ползунка и фиксации штифта , чтобы точно зафиксировать положение FPC внутри формы.
Во время упаковки FPC не смещается и не сминается, что обеспечивает правильное расположение паяных соединений и компонентов. Форма похожа на ваш индивидуальный кронштейн, который удерживает ваш FPC на протяжении всего процесса.
Функция низкомодульных материалов в снятии напряжений за счет смещения КТР:
Вам доступны для выбора эластичные полимерные материалы с модулем упругости 100-300МПа . Их гибкость почти такая же, как у подложки FPC, а разница в коэффициенте теплового расширения контролируется в пределах 5 ppm/℃.
Во время термоциклирования не возникает никаких напряжений, связанных с перекосом, что позволяет предотвратить расслоение цепи и растрескивание паяных соединений в ваших продуктах на фундаментальном уровне.
Поддержка данных в результате динамических испытаний на изгиб и надежность
Мы провели десятки тысяч испытаний на изгиб упакованного FPC.
Согласно данным, ваш FPC, изготовленный с использованием технологии наплавки гибких печатных плат, имеет ухудшение электрических характеристик менее чем на 1% после 100 000 циклов изгиба, что намного лучше, чем в среднем по отрасли, который составляет 3%. Это доказывает, что ваш продукт имеет отличные динамические характеристики.
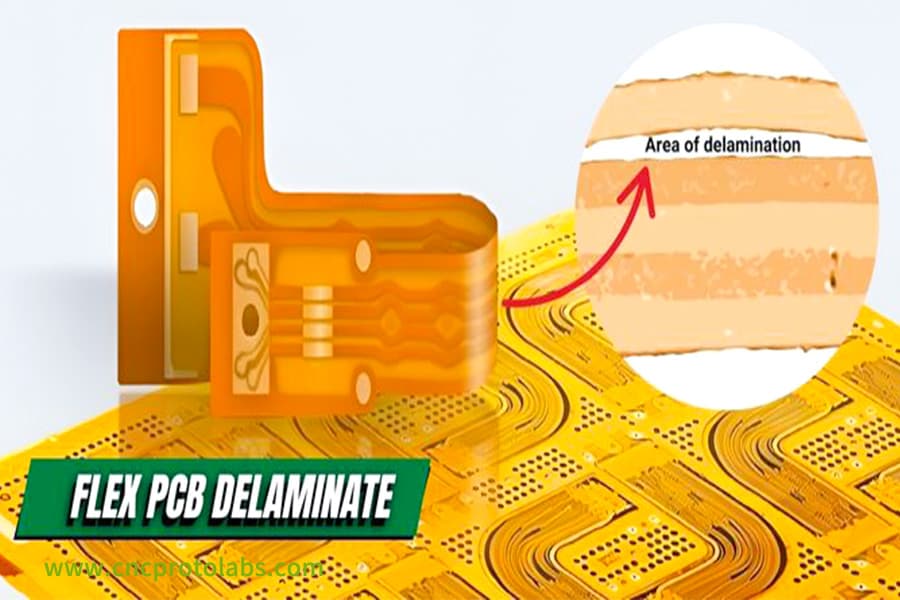
Рисунок 2: Изображение крупным планом, показывающее «Область расслоения» на гибкой печатной плате (Flex PCB), подчеркивающее разделение слоев, которое может возникнуть в результате дефекта во время наложения.
Как сбалансировать чувствительность восприятия и чрезвычайную устойчивость к воздействию окружающей среды в прецизионной упаковке для формованных датчиков?
Литые датчики изготавливаются с использованием технологии селективного наложения, при которой границы упаковки определяются так, что схема защищена, но передача сигнала не затруднена.
Таким образом достигается баланс между сенсорной чувствительностью и предельной устойчивостью к окружающей среде.
Селективное уплотнение границ формования
Благодаря конструкции уплотнения формы датчик датчика можно точно изолировать от области схемы.
Зона датчика остается открытой для передачи сигнала, в то время как область схемы полностью закрыта для защиты, что похоже на обеспечение датчика индивидуально сшитым защитным костюмом, точно защищающим основные части.
Анализ стресс-усталости при экстремальных термических циклах (от -40 ℃ до 150 ℃):
Ваш материал LPM, совместимый с датчиком, способен выдерживать 500 циклов экстремальных температурных циклов от -40 ℃ до 150 ℃ без растрескивания или разрушения сцепления и при этом сохранять более 95 % своих механических свойств.
При среднем по отрасли уровне удержания 85% срок службы вашего инкапсулированного датчика может превышать 10 лет, что делает его идеальным для долгосрочного автомобильного и промышленного применения.
Оценка влияния толщины стенок герметика на проникновение сигнала датчика:
Результаты испытаний показывают, что при толщине стенок капсулы от 0,8 до 1,5 мм степень затухания электромагнитного сигнала и сигнала давления составляет менее 3%.
Этот диапазон обеспечивает структурную защиту без ущерба для чувствительности датчика, поэтому необходимость идти на компромисс устраняется.
Как формование электронных компонентов отвечает потребностям высокой степени интеграции в медицине и автомобилестроении?
Формование электронных компонентов позволяет отказаться от внешнего корпуса. Таким образом, можно использовать совместимые материалы, достигая при этом высокого уровня интеграции, легкой конструкции и высокой степени надежности в медицинских и автомобильных устройствах.
От корпуса к отказу от корпуса: путь к облегченным печатным платам
В то время как традиционная сборка корпуса включает в себя такие элементы, как корпуса, винты и другое оборудование, которые вместе занимают только 60% пространства, наложение электронных компонентов означает, что печатная плата и упаковочные материалы напрямую интегрируются, обеспечивая использование пространства более 95%.
Проще говоря, объем вашего продукта можно уменьшить на 40%, а его вес – более чем на 35%.
Биосовместимость медицинского уровня и соответствие стандартам автомобильной огнестойкости
Ваши устройства совместимы с материалами, которые соответствуют медицинские стандарты биосовместимости ISO 10993 а также соответствуют автомобильным стандартам огнестойкости (UL 94-V0) и экологическим стандартам (ISO 16750) .
Помимо того, что они не содержат каких-либо опасных веществ, они также могут напрямую использоваться в ваших имплантируемых медицинских устройствах и автомобильной электронике без каких-либо рисков соблюдения требований.
Стратегии надежной упаковки, выдерживающие механические удары силой более 50G
Материал для формования под низким давлением, сшитый электронным лучом (LPM), обладает твердой заполненной структурой, которая за счет гашения внутреннего резонанса внутри вашей печатной платы приводит к поглощению энергии механического удара выше 50G.
При испытании на удар ваши детали не смещаются, а паяные соединения целы, что полностью удовлетворяет требованиям ударостойкости как автомобильного, так и промышленного оборудования.

Рисунок 3: Зеленая печатная плата (PCB) с различными микросхемами и компонентами, частично инкапсулированная полупрозрачным коричневым пластиком в процессе формования.
Почему выбор профессиональной услуги по формованию под низким давлением может значительно снизить общую стоимость владения (TCO)?
Профессиональные услуги по формованию под низким давлением могут значительно сократить производственные циклы, сократить расходы на жилье и снизить уровень брака. Это, в свою очередь, помогает почти вдвое снизить общую стоимость владения.
Устранение материальных затрат на корпуса, винты и уплотнения, отлитые под давлением
В автомобильных датчиках, например, в обычной упаковке стоимость материала для каждой единицы составляет около 2,50 долларов США, так как помимо датчика необходимо приобрести корпуса, винты и другие материалы.
Если услуги литья под низким давлением Поскольку никаких дополнительных конструктивных элементов не потребуется, стоимость материала за единицу составит всего $1,30, что соответствует снижению на 48%.
Влияние сокращения времени отверждения на денежный поток
В то время как при обычной заливке требуется 24 часа для отверждения, при формовании под низким давлением это происходит всего за 30-60 секунд. Таким образом производственный цикл сокращается с 2 дней до 2 часов. Следовательно, цикл оплаты проекта сокращается на 70%. Это делает денежный поток намного более эффективным.
Вклад упрощенной цепочки поставок в снижение нормы возврата
Традиционно упаковка включает в себя несколько этапов, таких как закупка, сборка и тестирование. На сбои интерфейсов приходится около 5% возвратов.
Поставка продукции LPM (литье под низким давлением) сокращает количество слоев в цепочке поставок, что приводит к снижению уровня возврата до менее 0,1% , а затраты на послепродажное обслуживание существенно снижаются на 98%.
| Показатели проекта | Перед упаковкой | После литья под низким давлением | Скорость улучшения |
| Уровень брака продукта | 8% | 0,02% | Снижение 99,75% |
| Эффективность производства | 10 штук/час | 150 штук/час | 15-кратное улучшение |
| Рейтинг защиты | IP54 | IP69К | Повышен до военного уровня. |
| Общая стоимость | Базовый уровень | Скидка 35% | Значительная экономия средств |
Хотите точно контролировать затраты на проект? Предоставьте технические характеристики вашего продукта, чтобы получить бесплатный расчет стоимости услуг по формованию под низким давлением, четко определяющий потенциал снижения затрат и помогающий в планировании бюджета проекта.
Какие ключевые проблемы DFM необходимо решить, прежде чем реализовывать в своем проекте формовку под низким давлением?
Прежде чем приступить к формованию под низким давлением, необходимо решить ключевые вопросы DFM, такие как моделирование потока материала, расстояние между контактными площадками и выбор формы необходимо решить, чтобы обеспечить бесперебойное массовое производство конструкции.
Динамическое моделирование расположения компонентов по высоте и пути потока
С помощью специализированного программного обеспечения можно смоделировать путь потока, гарантируя, что затвор будет расположен вдали от высоких и хрупких компонентов.
Путь потока плавно огибает чувствительные компоненты, предотвращая тем самым их смещение, а также исключая возможность возникновения дефектов упаковки на этапе проектирования.
Физические ограничения между упаковками и предотвращением вспышки
В соответствии с требованиями DFM расстояние между контактными площадками более 1,5 мм необходимо для предотвращения перетекания расплавленного материала по контактным площадкам и возникновения коротких замыканий. Используя прецизионную конструкцию пресс-формы, скорость вспышки можно поддерживать на уровне ниже 0,01%.
Рекомендации по жизненному циклу проектирования быстродействующей оснастки для алюминия
Позвольте нам предложить вам многоуровневые варианты инструментов:
В течение 100 прототипов, используйте экономичные алюминиевые формы сократить расходы на 60%. Формы из высококачественного алюминия используются для массового производства до 100 000 штук со сроком службы от 50 000 до 100 000 циклов.
Вы можете выбрать оптимальное решение, исходя из собственного масштаба производства, и точно контролировать стоимость инвестиций в пресс-формы.
Беспокоитесь о производственных рисках в вашей конструкции? Загрузите свои файлы САПР и получите бесплатный отчет об оценке DFM для формования под низким давлением, чтобы заранее снизить риски и убедиться, что ваша конструкция подходит для массового производства.
Пример использования JS Precision: упаковка LPM бортовых датчиков давления в условиях высокой вибрации
Возникшие проблемы
Автомобильные датчики давления известного поставщика автомобильных запчастей столкнулись с проблемами в традиционных процессах заливки: неравномерное отверждение привело к 8% поломок паяных соединений , производственная линия занимала большую площадь, а цикл поставки составлял 15 дней.
Многие поставщики были дисквалифицированы, поскольку не смогли решить проблему, и, в конце концов, они обратились к JS Precision за решением для формования под низким давлением.
Решение:
1. Анализ DFM:
Команда инженеров незамедлительно отреагировала и обнаружила, что датчик заказчика использовался в автомобильной промышленности в условиях очень высокой вибрации, что и было основной причиной отслоения паяных соединений.
С учетом конструктивных особенностей датчика был разработан индивидуальный решение для формования под низким давлением был разработан для обеспечения соответствия процесса требованиям заказчика.
2. Изготовленная на заказ форма:
Давление впрыска ровно 12 бар было установлено с помощью специальной алюминиевой формы, которая соответствовала мощности, которую могли выдержать внутренние компоненты датчика заказчика, что позволило избежать любого повреждения под давлением.
3.Оптимизированный дизайн:
Компоновка литника была изменена на основе тех же принципов осторожности, но с наименьшим режимом, чтобы позволить расплавленному материалу двигаться очень плавно и эффективно заполнять зону герметизации датчика заказчика.
4.Специализированные материалы:
Команда остановила свой выбор на полиамиде медицинского назначения, поскольку он обладал чрезвычайно высокими ударопрочностью. Кроме того, он также удовлетворяет требованиям автомобильного сектора к огнестойкости и виброустойчивости , тем самым способствуя работе в экстремальных автомобильных условиях клиента.
5. Процесс удержания давления:
Двухступенчатая конструкция удержания давления использовалась для полного устранения пузырьков воздуха внутри капсулы датчика заказчика, что повышало стабильность уплотнения и обеспечивало надежную защиту датчика.
Окончательные результаты:
- После реализации проекта процент брака продукции заказчика был сразу снижен до 0,02%, что свидетельствует о практически бездефектном производстве.
- Время цикла одной пресс-формы сократилось до 42 секунд, эффективность производства выросла в 15 раз, а занимаемая клиентом площадь производственной линии сократилась на 70%.
- Конечный продукт прошел три сертификации для работы в экстремальных условиях: распыление под высоким давлением IP69K , термоциклирование от -40 до 150 градусов и механический удар 50G, поэтому он полностью соответствует автомобильным стандартам.
- Заказчик снизил общие производственные затраты на 35%, время доставки сократилось с 15 до 7 дней, а конкурентоспособность продукции значительно повысилась.
- Этот пример подтверждает, что формование под низким давлением способно полностью решить проблемы упаковки электронных компонентов в условиях высокой вибрации.
Хотите решить проблемы с упаковкой датчиков? Отправьте чертежи датчиков, чтобы получить индивидуальное решение для обслуживания формования под низким давлением для быстрой и высоконадежной упаковки.
Часто задаваемые вопросы
Вопрос 1: Какова максимальная рабочая температура, которую может выдержать материал LPM?
LPM, как правило, способен выдерживать температуры от -40 до 150°С, что означает, что он может работать в среде большинства автомобильных и промышленных электронных устройств.
В2: Почему штампы для литья под низким давлением дешевле традиционных?
Формование под низким давлением происходит при чрезвычайно низком давлении, поэтому можно использовать формы из более поддающегося механической обработке алюминия , что устраняет необходимость использования закаленной стали и значительно снижает затраты на материал формы и затраты на обработку.
В3: Какова обычно продолжительность цикла впрыска под низким давлением?
Время цикла впрыска под низким давлением зависит от объема продукта. Если изготавливаются единичные формы, время цикла составляет от 30 до 60 секунд. Этот метод отличается быстрым охлаждением материала и высокой эффективностью.
В4: Являются ли вещества экологически чистыми и соответствуют ли они требованиям RoHS?
Полиамидные материалы, которые использует JS Precision, соответствуют требованиям международных экологических стандартов RoHS 2.0 и REACH , не содержат вредных веществ и безопасны в использовании.
В5: Может ли LPM заменить металлические защитные колпачки?
Процесс LPM может обеспечить только физическую защиту. Если электромагнитное экранирование от электромагнитных помех является обязательным, перед герметизацией необходимо либо добавить металлический экран, либо использовать специальный проводящий наполнитель.
В6: Каков срок службы алюминиевых форм?
Доказано, что высококачественные алюминиевые формы хорошо сохраняют свои свойства в течение 50 000–100 000 циклов впрыска при эксплуатации при обычном давлении 5–20 бар. Это идеально подходит для мелко- и среднесерийного производства.
Вопрос 7. Создает ли процесс LPM пузыри?
Благодаря превосходной конструкции вентиляции пресс-формы JS Precision и использованию двухэтапного процесса поддержания давления внутренняя пористость продукта может быть уменьшена до уровня менее 1%, что практически исключает пузырьки воздуха.
Вопрос 8: Почему для обработки следует выбирать JS Precision в Китае?
Одними из основных причин выбора JS Precision являются доступная цена, изготовление прототипа за 7 дней, экспертное обслуживание DFM и хорошая система контроля качества. Кроме того, мы осуществляем доставку на 30 % быстрее и стоимость пресс-форм на 15 % дешевле, чем у наших конкурентов. Следовательно, мы являемся лучшим партнером для удовлетворения ваших требований к формованию под низким давлением.
Краткое содержание
Формование под низким давлением — это новый подход к упаковке электронных устройств, обеспечивающий сверхнизкое давление, эффективное время цикла и хорошую герметизацию при очень низком давлении.
Это не только защищает ваши хрупкие детали, но и является отличным способом сократить расходы, сделать продукты меньшими и более интегрированными . Кроме того, его можно использовать в очень сложных условиях, таких как медицина и автомобилестроение.
Объединив технологии и реальный мировой опыт, услуги по формованию под низким давлением компании JS Precision позаботятся обо всех ваших потребностях в упаковке.
Хотите сделать свое решение для электронной упаковки еще лучше? Просто загрузите свою 3D-модель CAD прямо сейчас , и наши опытные инженеры проведут детальную оценку DFM и предоставят ценовое предложение в течение 24 часов.
Выберите JS Precision для более разумной и экономичной комплексной защиты ваших высокоточных электронных компонентов.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

