

Surmoulage basse pression est une technique d'emballage de pointe dans l'industrie de la fabrication électronique qui supprime complètement les limites du moulage par injection et de l'empotage traditionnels à haute pression.
Premièrement, le moulage par injection traditionnel applique généralement une pression très élevée (plus de 1 000 bars) qui peut endommager les pièces les plus délicates. Deuxièmement, les processus d'empotage ont été identifiés comme étant longs et lourds.
À cet égard, JS Precision, l'un des principaux experts en traitement personnalisé en Chine, propose des solutions de surmoulage à basse pression ainsi que la protection des PCBA de précision.
Cette méthode d'emballage à pression extrêmement basse permet simultanément l'imperméabilisation, l'isolation et le renforcement structurel, devenant ainsi la solution parfaite pour les produits électroniques de haute précision.
Résumé du contenu clé
| Dimensions | Paramètres et avantages de la technologie de moulage à basse pression (LPM) | Valeur commerciale |
| Pression de traitement | 5 à 40 bars, soit seulement 2 à 5 % du moulage par injection traditionnel. | Protège les composants fragiles, atteignant un taux de rebut nul. |
| Temps de cycle | 30 à 60 secondes de refroidissement physique et de durcissement rapides. | Élimine l'attente de durcissement de 24 heures, augmentant ainsi considérablement la capacité de production. |
| Indice de protection | Conforme aux normes d'étanchéité IP67/IP68. | Aucune coque supplémentaire n'est nécessaire , ce qui permet d'alléger le produit. |
| Propriétés des matériaux | Matériau polyamide respectueux de l'environnement, ignifuge UL 94-V0. | Simplifie la chaîne d'approvisionnement, réduisant le coût total de possession de 30 %. |
Points clés à retenir :
- Sécurité physique : le moule avec une pression ultra basse de 5 à 40 bars élimine complètement le risque de moulage à haute pression endommageant les joints de soudure et les fils d'or.
- Révolution des coûts : grâce au concept sans coque, cela peut aider à minimiser le nombre de composants, la main-d'œuvre d'assemblage, ainsi que les coûts d'entreposage et de logistique.
- Saut d'efficacité : grâce à sa technologie de moule en aluminium, Précision JS peut réduire le délai entre la R&D et la livraison à seulement 7 à 10 jours.
- Étanchéité fiable : le matériau se lie chimiquement au niveau moléculaire avec le substrat PCB, fournissant ainsi des signaux stables même dans les environnements les plus difficiles.
Pourquoi faire confiance à ce guide ? L'expérience de JS Precision dans le surmoulage basse pression
Lors du choix d'un partenaire de conditionnement électronique, vos principaux points de préoccupation seront probablement les capacités techniques du partenaire, ses antécédents en matière de mise en œuvre et les mesures d'assurance qualité.
JS Precision est exposé de manière continue à la fabrication de précision depuis plus d'une décennie et demie et détient actuellement trois niveaux de certifications les plus réputées : ISO9001:2015, ISO13485 et IATF16949.
Nous avons réalisé avec succès la production personnalisée de plus de 300 000 pièces de précision et servi plus de 1 000 clients dans le monde, maintenant notre taux de livraison à temps à 99,2 %.
Nous sommes compétents dans la recherche et la mise en œuvre du surmoulage à basse pression ainsi que dans diverses opérations de surmoulage, offrant un système de service complet qui commence par l'analyse DFM et la fabrication rapide de moules et va jusqu'à la livraison en production de masse.
Nous avons créé plus de 500 projets réels de surmoulage basse pression qui ont abordé quatre domaines principaux : l'électronique automobile, les dispositifs médicaux, l'électronique grand public et les capteurs industriels.
Des sources industrielles rapportent que le taux de rebut typique des emballages de capteurs automobiles est de 8 %, alors que nous sommes en mesure de réduire le taux de rebut de votre produit à seulement 0,02 %.
Les projets d'emballage d'électronique médicale sont conformes aux normes de biocompatibilité ISO 10993, les projets d'électronique industrielle ont atteint la protection IP68 et ont subi des tests dans des environnements extrêmes de -40 ℃ à 150 ℃.
Nous suivons strictement la norme d'inspection de qualité de IPC-A-610 pour les composants électroniques tout au long du processus, et chaque produit que nous livrons est accompagné d'un rapport d'inspection complet du premier article FAIR et d'une certification des matériaux. Des rapports de tests tiers sont disponibles comme pièces justificatives.
En un mot, cette expérience pratique fonctionne vraiment pour vous en abordant les principaux domaines de préoccupation tels que la casse des composants, la défaillance des joints, les coûts élevés et la lenteur des livraisons. Vous n'avez plus à subir les risques techniques des processus d'emballage, notre équipe d'ingénieurs s'occupera de votre projet jusqu'au bout.
Envie de maîtriser rapidement les points clés de la technologie de surmoulage basse pression ? Contactez nos ingénieurs dès maintenant pour obtenir un livre blanc gratuit sur l'industrie, clarifier facilement votre stratégie de mise en œuvre de processus et éviter les risques de sélection initiale.
Pourquoi le surmoulage à basse pression d’injection est-il la meilleure solution physique pour protéger les composants fragiles ?
Avec un surmoulage à faible pression d'injection, la pression sera contrôlée à un niveau compris entre 5 et 40 bars. Une technique de remplissage lent sera utilisée avec des matériaux à haute viscosité pour minimiser les dommages aux pièces délicates donc physiquement, c'est le meilleur moyen de protéger les pièces fragiles par surmoulage.
1 000 bar vs 40 bar : comparaison de l'impact physique de la pression d'injection
Le moulage par injection traditionnel à 1 000 bars crée des forces d'impact de serrage et de flux de matière les plus élevées, qui sont transmises au circuit imprimé et peuvent facilement entraîner la formation de microfissures.
Au contraire, le surmoulage à faible pression d'injection, avec une pression maximale de 40 bars, ne représente que 2 à 5 % du processus traditionnel, ce qui n'entraîne absolument aucun changement structurel ni dommage sur le circuit imprimé. En termes simples, cela s'apparente à une légère brise enveloppant le composant, évitant ainsi tout dommage dû à la haute pression.
| Type de processus | Pression de traitement | Temps de cycle | Indice de protection | Coût du matériel (par pièce) | Délai de livraison |
| Moulage par injection traditionnel à haute pression | 1000+ barres | 120 secondes+ | IP54 | 2,0 $ | 15 jours |
| Processus d'empotage traditionnel | Pression atmosphérique | 24 heures | IP65 | 1,8 $ | 20 jours |
| Surmoulage basse pression | 5-40 bars | 30-60 secondes | IP67/IP68 | 1,2 $ | 7-10 jours |
Détails techniques pour éviter la rupture des liaisons filaires
Les liaisons en fil d'or au niveau du micron (les structures de connexion de noyau électronique de précision, de seulement 25 μm de diamètre) sont très susceptibles d'être brisées par un matériau circulant à grande vitesse.
Surmoulage à basse pression d'injection utilise des matériaux thermofusibles à haute viscosité, avec un débit maintenu strictement inférieur à 0,5 m/s, éliminant ainsi les contraintes de cisaillement et maintenant 100 % de l'intégrité de la structure de liaison en fil d'or, répondant ainsi à vos inquiétudes concernant les dommages de connexion du noyau.
Prévention du lavage des composants lorsqu'ils sont exposés à une haute pression :
Les très petits composants montés en surface tels que le 01005 sont extrêmement légers et, généralement, le moulage par injection à haute pression peut provoquer un lessivage des composants, entraînant un déplacement des composants et une mauvaise soudure.
Le surmoulage à faible pression d'injection, en raison de sa faible pression et de son débit lent, est capable de réparer rapidement ces minuscules composants et d'éradiquer ainsi complètement les problèmes de délavage des composants.
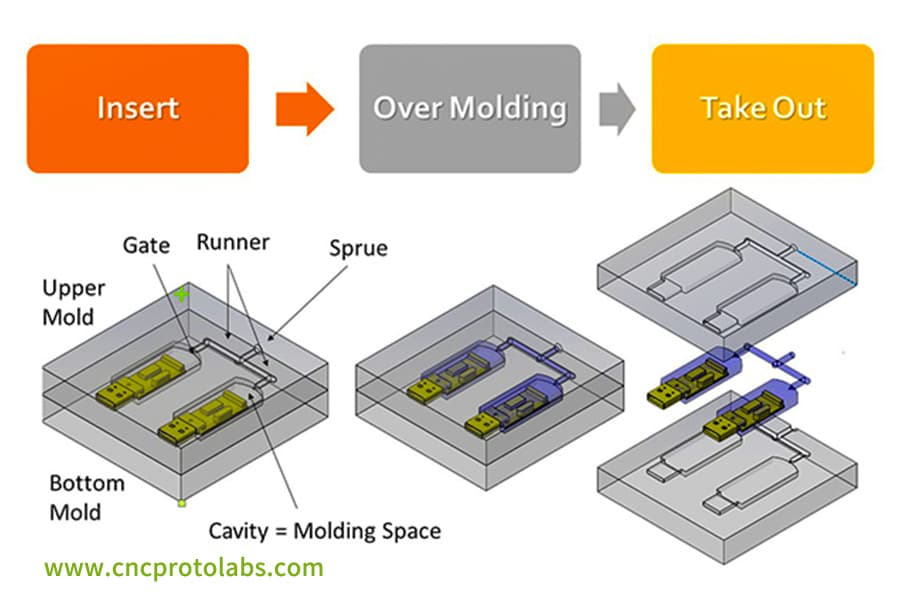
Figure 1 : Un diagramme en trois étapes illustrant le processus de surmoulage à basse pression : insertion des composants, injection de matériau à travers le système de coulée, d'injection et d'éjection de la pièce finie et encapsulée.
Comment obtenir une fiabilité d'étanchéité à 100 % lors de l'exécution du processus de surmoulage électronique à basse pression ?
Electronique de surmoulage basse pression peut fournir une fiabilité d'étanchéité à 100 % et un indice de protection IP67/IP68 en combinant une liaison au niveau moléculaire entre le matériau polyamide et le substrat PCB, avec un contrôle précis de la température.
Le principe de liaison au niveau moléculaire entre le polyamide et le substrat FR4 :
Lorsque le matériau polyamide thermofusible fond, il pénètre dans la structure en fibre de verre FR4 PCB. Après solidification, celui-ci forme une structure mécaniquement imbriquée.
Cette fusion profonde, plutôt que la liaison superficielle, est comme du ciment incorporé dans la maçonnerie, ce qui entraîne un effet d'étanchéité bien meilleur que celui des bagues d'enrobage et d'étanchéité traditionnelles. C’est le principal secret pour obtenir un indice d’étanchéité élevé.
Contrôle précis de la température et de la pression pour une protection IP68
Vous souhaiterez peut-être envisager un moulage par injection en deux étapes : la première étape implique un remplissage de base et la deuxième étape un maintien à basse pression, libérant ainsi complètement les bulles d'air à l'intérieur de l'encapsulation.
Cela garantit également une adaptation idéale entre le matériau et le support. De plus, une précision de contrôle de température de ±1 ℃ est obtenue pour optimiser le mouillage, et c'est ce qui nous a aidé à atteindre systématiquement un indice de protection IP68.
Chemin de dissipation thermique équilibré pour les matériaux hautes performances dans les espaces confinés
Le matériau polyamide LPM est un matériau compatible avec une conductivité thermique de 0,5 W/mK , offrant un bon équilibre entre la protection d'étanchéité et les besoins de dissipation thermique.
Ce matériau est capable d'encapsuler les composants pour les protéger et de libérer rapidement la chaleur des composants, réduisant ainsi l'accumulation de chaleur et prolongeant la durée de vie des composants.
| Type de matériau | Conductivité thermique | Indice ignifuge | Biocompatibilité | Température de fonctionnement | Rétrécissement |
| LPM-PA100 | 0,5 W/m·K | UL94-V0 | Conforme à la norme ISO 10993 | -40 ℃ ~ 150 ℃ | 0,5% |
| LPM-PA200 | 0,6 W/m·K | UL94-V0 | Qualité industrielle | -40 ℃ ~ 160 ℃ | 0,4% |
| LPM-PA300 | 0,45 W/m·K | UL94-V0 | Qualité médicale | -45 ℃ ~ 145 ℃ | 0,3% |
Curieux de connaître l'effet d'étanchéité des composants électroniques surmoulés à basse pression ? Consultez dès maintenant des cas d’étanchéité réels pour comprendre intuitivement les détails de mise en œuvre de la protection IP68 et déterminer rapidement la compatibilité des processus.
Comment prévenir efficacement le délaminage des circuits et la fissuration des joints de soudure pendant le processus de surmoulage des PCB flexibles ?
PCB flexible surmoulé utiliser des matériaux élastiques inventoriés ainsi qu'une technologie de moule limitante pour compenser la contrainte de désalignement CTE à travers un tampon, empêchant ainsi efficacement le délaminage du circuit et la fissuration des joints de soudure tout en garantissant la conductivité FPC.
Conception précise de restriction du moule pour les caractéristiques de déplacement faciles du FPC :
Vous pouvez utiliser la technologie de positionnement du curseur et de fixation du lit de broches pour fixer avec précision la position du FPC à l'intérieur du moule.
Pendant l'emballage, le FPC ne se déplacera ni ne se froissera, garantissant ainsi le bon positionnement du joint de soudure et des composants. Le moule est comme votre support personnalisé qui maintient votre FPC fixe tout au long du processus.
La fonction des matériaux à faible module dans la réduction des contraintes grâce au désalignement du CTE :
Des matériaux polymères élastiques avec un module de 100 à 300 MPa sont à votre disposition pour la sélection. Leur flexibilité est presque la même que celle du substrat FPC, et la différence de coefficient de dilatation thermique est contrôlée dans la limite de 5 ppm/℃.
Il n'y aura aucune contrainte de désalignement pendant le cycle thermique, ce qui permet d'éviter le délaminage des circuits et la fissuration des joints de soudure dans vos produits à un niveau fondamental.
Prise en charge des données issues des tests de flexion dynamique et de fiabilité
Nous avons effectué des dizaines de milliers de tests de flexion sur le FPC emballé.
Selon les données, votre FPC, fabriqué à l'aide de la technologie de surmoulage de PCB flexibles, ne subit qu'une dégradation des performances électriques de moins de 1 % après 100 000 cycles de pliage, un niveau bien meilleur que la moyenne de l'industrie qui est de 3 %. Cela prouve que votre produit a d’excellentes performances dynamiques.
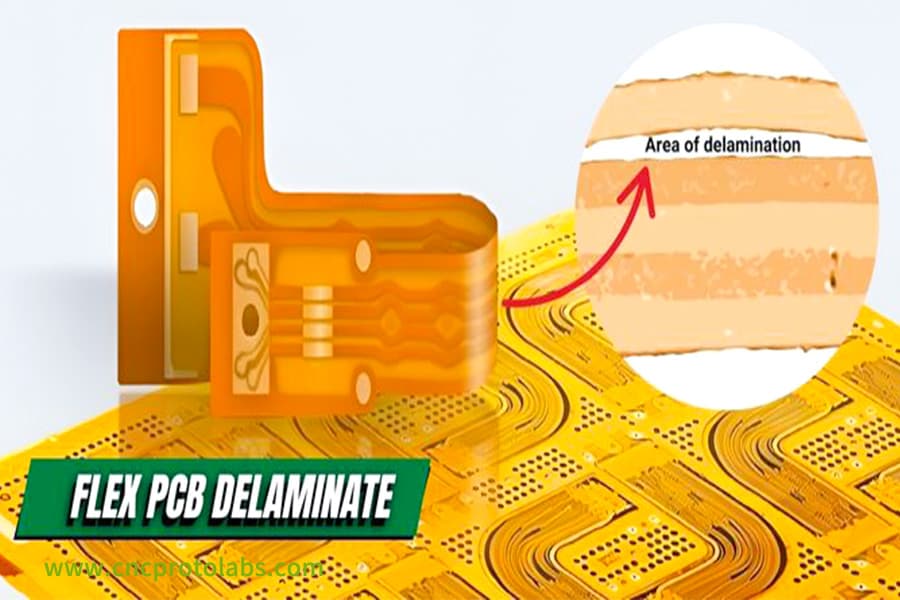
Figure 2 : Une image en gros plan montrant la « Zone de délaminage » sur une carte de circuit imprimé flexible (Flex PCB), mettant en évidence la séparation des couches qui peut se produire comme un défaut lors du surmoulage.
Comment équilibrer la sensibilité perceptuelle et la tolérance environnementale extrême dans un emballage de précision pour capteurs surmoulés ?
Capteurs surmoulés sont fabriqués à l'aide d'une technologie de surmoulage sélectif où la limite de l'emballage est définie de manière à ce que les circuits soient protégés mais que la transmission du signal ne soit pas gênée.
De cette manière, l'équilibre entre la sensibilité de détection et la tolérance environnementale extrême est atteint.
Scellement des limites par surmoulage sélectif
Grâce à une structure d'étanchéité du moule, la sonde du capteur peut être isolée avec précision de la zone du circuit.
La zone de la sonde est laissée ouverte à la transmission du signal, tandis que la zone du circuit est entièrement recouverte pour la protection, ce qui revient à doter le capteur d' une combinaison de protection sur mesure, protégeant avec précision les parties essentielles.
Analyse de fatigue sous contrainte sous cyclage thermique extrême (-40 ℃ à 150 ℃) :
Votre matériau LPM compatible avec le capteur a la capacité d'être soumis à 500 cycles de cycles thermiques extrêmes de -40 ℃ à 150 ℃ sans fissuration ni décollement, tout en conservant plus de 95 % de ses propriétés mécaniques.
Par rapport à la moyenne du secteur de 85 % de rétention, votre capteur encapsulé peut avoir une durée de vie supérieure à 10 ans, ce qui le rend idéal pour les applications automobiles et industrielles à long terme.
Évaluation de l'impact de l'épaisseur de la paroi d'encapsulation sur la pénétration du signal du capteur :
Les résultats des tests indiquent que lorsque l'épaisseur de paroi de l'encapsulation est maintenue entre 0,8 et 1,5 mm, les taux d'atténuation des signaux électromagnétiques et de pression sont inférieurs à 3 %.
Cette gamme offre une protection structurelle sans compromettre la sensibilité de détection du capteur, ce qui élimine la nécessité de faire un compromis.
Comment le surmoulage de composants électroniques répond aux besoins d’intégration élevés dans le secteur médical et automobile ?
Le surmoulage de composants électroniques permet de supprimer le boîtier externe. De cette façon, il est possible d'utiliser des matériaux conformes tout en atteignant un niveau élevé d'intégration, une conception légère et un degré élevé de fiabilité dans les dispositifs médicaux et automobiles.
Du boîtier au sans boîtier : la voie vers des PCBA légers
Alors que l'assemblage de boîtiers traditionnel implique des éléments tels que des coques, des vis et d'autres matériels qui, ensemble, ne gèrent qu'une utilisation de 60 % de l'espace, le surmoulage de composants électroniques signifie que le PCBA et les matériaux d'emballage sont directement intégrés, atteignant plus de 95 % d'utilisation de l'espace.
En termes simples, le volume de votre produit peut être réduit de 40 % et son poids de plus de 35 %.
Biocompatibilité de qualité médicale et conformité aux normes ignifuges automobiles
Les matériaux avec lesquels vos appareils sont compatibles sont ceux conformes à normes de biocompatibilité médicale ISO 10993 et répondent également aux normes automobiles ignifuges (UL 94-V0) et environnementales (ISO 16750) .
En plus d'être exempts de toute substance dangereuse, ils sont également directement utilisables dans vos dispositifs médicaux implantables et l'électronique de cockpit automobile sans aucun risque de non-conformité.
Stratégies d'emballage robustes pour résister aux chocs mécaniques supérieurs à 50G
Le matériau de moulage à basse pression (LPM) réticulé par faisceau d'électrons possède une structure remplie solide qui, en atténuant la résonance interne au sein de votre PCBA, conduit à l'absorption de l'énergie de choc mécanique supérieure à 50G.
Lors des tests d'impact, vos pièces ne présentent aucun déplacement et les joints de soudure sont intacts, satisfaisant ainsi pleinement aux exigences de résistance aux chocs des équipements automobiles et industriels.

Figure 3 : Un circuit imprimé (PCB) vert avec diverses puces et composants partiellement encapsulés par un matériau plastique marron translucide pendant le processus de surmoulage.
Pourquoi choisir un service professionnel de surmoulage à basse pression peut réduire considérablement votre coût total de possession (TCO) ?
Un service professionnel de surmoulage à basse pression peut réduire considérablement les cycles de production, réduire les coûts de logement et réduire les taux de défauts. Cela permet de réduire de près de moitié le coût total de possession.
Élimination des coûts de matériaux pour les boîtiers, vis et joints moulés par injection
Dans les capteurs automobiles, par exemple, avec un emballage conventionnel, le coût du matériel pour chaque unité est d'environ 2,50 dollars, car outre le capteur, il faut acheter les boîtiers, les vis et d'autres matériaux.
Si un service de surmoulage basse pression est utilisé, puisqu'aucun composant structurel supplémentaire ne sera requis, le coût du matériau par unité sera de seulement 1,30 $, ce qui correspond à une réduction de 48 %.
Impact de la réduction du temps de durcissement sur les flux de trésorerie
Alors que l'enrobage conventionnel nécessite 24 heures pour durcir, dans le surmoulage à basse pression, cela ne prend que 30 à 60 secondes. Le cycle de production est ainsi raccourci de 2 jours à 2 heures. Par conséquent, le cycle de paiement d’un projet est 70 % plus court. Cela rend la trésorerie beaucoup plus efficace.
Contribution d'une chaîne d'approvisionnement simplifiée à des taux de retour réduits
Traditionnellement, l'emballage comporte plusieurs phases telles que l'approvisionnement, l'assemblage et les tests. Les pannes d'interfaces sont responsables d'environ 5% des retours.
L'approvisionnement en produits LPM (Low Pressure Moulding) réduit le nombre de couches dans la chaîne d'approvisionnement, ce qui entraîne une baisse du taux de retour à moins de 0,1 % et les coûts de maintenance après-vente diminuent essentiellement de 98 %.
| Indicateurs du projet | Avant l'emballage | Après moulage à basse pression | Taux d'amélioration |
| Taux de rebut des produits | 8% | 0,02% | 99,75 % de réduction |
| Efficacité de production | 10 pièces/heure | 150 pièces/heure | Amélioration 15x |
| Indice de protection | IP54 | IP69K | Amélioré au niveau militaire |
| Coût global | Référence | 35% de réduction | Des économies importantes |
Vous souhaitez contrôler précisément les coûts d’un projet ? Fournissez les spécifications de votre produit pour recevoir un calcul gratuit des coûts pour le service de surmoulage à basse pression, identifiant clairement le potentiel de réduction des coûts et aidant à la planification budgétaire du projet.
Quels problèmes clés de DFM doivent être résolus avant de mettre en œuvre le surmoulage à basse pression dans votre projet ?
Avant de mettre en œuvre le surmoulage à basse pression, les problèmes clés du DFM tels que la simulation du flux de matériaux, l'espacement des tampons et sélection de moule doivent être résolus pour garantir une production de masse transparente de la conception.
Simulation dynamique de la disposition en hauteur des composants et du chemin d'écoulement
À l'aide d'un logiciel spécialisé, la simulation du chemin d'écoulement peut être effectuée en garantissant que la porte est située à l'écart des composants hauts et fragiles.
Le chemin d'écoulement finit par contourner en douceur les composants sensibles, empêchant ainsi leur déplacement et éliminant également la possibilité de défauts d'emballage lors de la phase de conception.
Espacement des packs et limitations physiques de la prévention des flashs
Répondant à vos exigences DFM, un espacement des plaquettes supérieur à 1,5 mm est nécessaire pour pouvoir empêcher le matériau fondu de couler sur les plaquettes et de créer des courts-circuits. Grâce à une conception de moule de précision, le taux d'éclair peut être maintenu en dessous de 0,01 %.
Recommandations sur le cycle de vie de conception pour les outils rapides en aluminium
Permettez-nous de vous proposer des options d’outillage à plusieurs niveaux :
Au sein de 100 prototypes, utiliser des moules en aluminium économiques pour réduire les coûts de 60 %. Des moules en aluminium de haute qualité sont utilisés pour une production en série allant jusqu'à 100 000 pièces, avec une durée de vie de 50 000 à 100 000 cycles.
Vous pouvez choisir la solution optimale en fonction de votre propre échelle de production et contrôler avec précision le coût de l'investissement dans le moule.
Vous vous inquiétez des risques de fabrication liés à votre conception ? Téléchargez vos fichiers CAO et obtenez un rapport d'évaluation DFM gratuit sur moulage à basse pression pour atténuer les risques de manière proactive et garantir que votre conception est adaptée à la production de masse.
Étude de cas JS Precision : Emballage LPM de capteurs de pression embarqués dans des environnements à fortes vibrations
Défis rencontrés
Les capteurs de pression automobiles d'un célèbre fournisseur de pièces automobiles étaient confrontés à des problèmes avec les processus d'enrobage traditionnels : un durcissement inégal entraînait un taux de rupture des joints de soudure de 8 % , la chaîne de production occupait une grande surface et le cycle de livraison était de 15 jours.
De nombreux fournisseurs ont été disqualifiés parce qu'ils ne parvenaient pas à résoudre le problème et ont finalement opté pour JS Precision pour une solution de surmoulage à basse pression.
Solution:
1. Analyse DFM :
L'équipe d'ingénierie a agi immédiatement et a découvert que le capteur du client était utilisé dans un environnement à très fortes vibrations de l'industrie automobile, ce qui était la principale cause du détachement des joints de soudure.
Basé sur les caractéristiques structurelles du capteur, une solution sur mesure solution de surmoulage basse pression a été conçu pour garantir que le processus était conforme aux exigences du client.
2. Moule personnalisé :
Une pression d'injection d'exactement 12 bars a été réglée à l'aide du moule en aluminium personnalisé, ce qui correspondait à la capacité que pouvaient supporter les composants internes du capteur du client, évitant ainsi tout dommage dû à la pression.
3. Conception optimisée :
La disposition des portes a été modifiée sur la base des mêmes principes minutieux mais avec le moins de régime possible afin de permettre au matériau en fusion de se déplacer de manière très fluide afin de remplir de manière remarquablement efficace la zone d'encapsulation du capteur du client.
4.Matériaux spécialisés :
L'équipe a opté pour un matériau polyamide de qualité médicale car il présente des propriétés de résistance aux chocs extrêmement élevées. En outre, il répond également aux exigences du secteur automobile en matière de retardateur de flamme et de résistance aux vibrations , capable ainsi de supporter l'environnement automobile extrême du client.
5. Processus de maintien de la pression :
Une conception de maintien de pression en deux étapes a été utilisée pour éliminer complètement les bulles d'air à l'intérieur de l'encapsulation du capteur client, améliorant ainsi la stabilité de l'étanchéité et offrant une protection fiable du capteur.
Résultats finaux :
- Après la mise en œuvre du projet, le taux de rebut des produits du client a été immédiatement ramené à 0,02 %, indiquant une production proche de zéro défaut.
- Le temps de cycle d'un seul moule a été réduit à 42 secondes, l'efficacité de la production a été multipliée par 15 et l'empreinte de la ligne de production du client a été réduite de 70 %.
- Le produit final a passé trois certifications pour environnements extrêmes : pulvérisation haute pression IP69K , cycles thermiques de -40 à 150 et choc mécanique 50G, il était donc entièrement conforme aux normes automobiles.
- Le client a réduit ses coûts de production globaux de 35 %, le délai de livraison est passé de 15 jours à 7 jours et la compétitivité des produits a été considérablement améliorée.
- Cet exemple confirme que le surmoulage basse pression est capable de résoudre entièrement les problèmes de packaging des composants électroniques dans des environnements à fortes vibrations.
Vous voulez résoudre les défis liés à l’emballage des capteurs ? Soumettez vos dessins de capteurs pour recevoir une solution de service de surmoulage basse pression personnalisée pour un emballage rapide et de haute fiabilité.
FAQ
Q1 : Quelle est la température de fonctionnement maximale à laquelle le matériau LPM peut résister ?
Le LPM est généralement capable de résister à des températures allant de -40 à 150 °C, ce qui signifie qu'il peut fonctionner dans les environnements de la plupart des appareils électroniques automobiles et industriels.
Q2 : En quoi les matrices de moulage basse pression sont-elles moins chères que les matrices traditionnelles ?
Le moulage à basse pression fonctionne sous une pression extrêmement basse et ainsi, des moules en aluminium plus usinable peuvent être utilisés, éliminant ainsi le besoin d'utiliser de l'acier trempé et réduisant considérablement les matériaux de moulage et les coûts de traitement.
Q3 : Quelle est la durée habituelle du cycle d’injection basse pression ?
La durée du cycle d’injection basse pression dépend du volume du produit. Si des moules uniques sont produits, le temps de cycle est de 30 à 60 secondes. Cette méthode permet un refroidissement rapide du matériau et est très efficace.
Q4 : Les substances sont-elles respectueuses de l'environnement et conformes à la directive RoHS ?
Les matériaux polyamide utilisés par JS Precision répondent aux exigences des normes environnementales internationales RoHS 2.0 et REACH , ne contiennent aucune substance nocive et sont sûrs à utiliser.
Q5 : Le LPM peut-il remplacer les capuchons de protection métalliques ?
Le processus LPM ne peut offrir qu’une protection physique. Si un blindage électromagnétique EMI est indispensable, un blindage métallique doit être ajouté avant l'encapsulation ou un matériau de remplissage conducteur spécial doit être utilisé.
Q6 : Quelle est la durée de vie des moules en aluminium ?
Il a été démontré que les moules en aluminium de haute qualité conservent bien leurs capacités pendant 50 000 à 100 000 cycles d'injection s'ils fonctionnent à une pression régulière de 5 à 20 bars. Ceci est parfaitement adapté à la fabrication de petites et moyennes séries.
Q7 : Le processus LPM génère-t-il des bulles ?
Grâce à l'excellente conception de ventilation du moule de JS Precision et à l'utilisation d'un processus de maintien de la pression en deux étapes, la porosité interne du produit peut être réduite à moins de 1 %, ce qui est pratiquement sans bulles d'air.
Q8 : Pourquoi choisir JS Precision en Chine pour le traitement ?
Certaines des principales raisons d'opter pour JS Precision sont le prix abordable, la fabrication de prototypes en 7 jours, le service expert DFM et un bon système de contrôle qualité. En plus de cela, nous sommes 30 % plus rapides en termes de livraison et 15 % moins chers en coûts de moulage par rapport à nos concurrents. Nous sommes donc le meilleur partenaire pour vos besoins de surmoulage basse pression.
Résumé
Le surmoulage à basse pression est une nouvelle approche du packaging électronique, offrant une pression ultra basse, un temps de cycle efficace et une bonne étanchéité à très basse pression.
Cela protège non seulement vos pièces délicates, mais constitue également un excellent moyen de réduire les coûts, de rendre les produits plus petits et plus intégrés . En outre, il peut être utilisé dans des environnements très difficiles comme le médical et l’automobile.
En combinant technologie et expérience du monde réel, le service de surmoulage basse pression de JS Precision prendra en charge l'ensemble de vos besoins en matière d'emballage.
Vous souhaitez améliorer encore davantage votre solution d’emballage électronique ? Téléchargez simplement votre modèle CAO 3D maintenant , et nos ingénieurs expérimentés effectueront une évaluation DFM détaillée et fourniront un devis dans les 24 heures.
Sélectionnez JS Precision pour une protection totale plus intelligente et plus économique de vos composants électroniques de haute précision.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

