

صب الحقن بمساعدة الغاز يساعد على إصلاح التزييف والتشوه في الأجزاء الكبيرة المصبوبة بالحقن. إن الاعوجاج ليس مجرد مشكلة تضر بالإنتاج، بل ربما يؤدي إلى تآكل الأرباح. وينطبق هذا بشكل خاص على تقليم السيارات، سواء في الداخل أو الخارج، وفي أغلفة الأجهزة المنزلية.
أو قد تشعر بالقلق من أنه إذا فشل تصميم مجرى الهواء، فهل سيتم إلغاء القالب الخاص بي؟
اليوم، سوف نتعمق في كيف يمكن لهذه التكنولوجيا الأساسية التي تم الاستهانة بها - القولبة بالحقن بمساعدة الغاز - أن تنهي بشكل منهجي هذه المشكلة الطويلة الأمد التي ابتليت بها الصناعة التحويلية من مصدر التصميم، وكيفية تجنب خطر فشل تصميم مجرى الهواء مقدمًا من خلال المحاكاة.
الإجابات الأساسية: ملخص
| البعد الأساسي | المحتوى الرئيسي والقيمة |
| نقطة الألم الأساسية | يمكن للأجزاء الكبيرة جدًا أن تتشوه كثيرًا في الأبعاد الثلاثية لأن المقاطع السميكة جدًا تسخن وتبرد بمعدلات مختلفة وهذا يسبب ضغوط انكماش غير منتظمة تؤدي إلى تزييف الأجزاء. |
| حل | يستخدم قولبة الحقن بمساعدة الغاز غاز النيتروجين عالي الضغط الذي ينتشر من خلال ذوبان السائل وفي نفس الوقت يعمل ضغط الغاز كضغط احتجاز، لذا فإن القولبة بمساعدة الغاز هي البديل لقولبة الحقن الصلبة. |
| مفتاح التصميم | يجب أن يتبع تخطيط قناة الغاز قاعدة "الغاز أولاً" والتي تعني أن المقاطع ذات الجدران السميكة هي التي سيتم تحويلها إلى قنوات غاز مجوفة. |
| جوهر العملية | يكمن مفتاح نتائج القولبة المستقرة والموحدة في المراقبة الدقيقة لوقت تأخير الغاز وضغط الحقن وضغط الضغط. |
| قيمة الأعمال | يقلل من متطلبات قوة المشبك، ويقلل أوقات دورات التشكيل بنسبة تزيد عن 30%، ويحسن بشكل كبير عائد الاستثمار (ROI) . |
الوجبات السريعة الرئيسية
- يحدد التصميم الحد الأقصى:
لجذب فوائد التقنية المدعومة بالغاز بشكل كامل، أول شيء يجب فعله هو تحويل الهياكل الصلبة التقليدية إلى هياكل محاكاة حيوية "للضلع وقناة الغاز".
- المعلمات تعني المال:
سيكون الحفاظ على وقت تأخير حقن الغاز وملف الضغط تحت رقابة صارمة من العوامل التي ستؤثر بشكل مباشر على أمان الجودة الداخلية للمنتج وكذلك مدة دورة التشكيل.
- تهدف إلى تحقيق أفضل النتائج وأعلى جودة:
يعد القولبة بمساعدة الغاز للهياكل المعقدة مسألة صعبة للغاية في ديناميكيات الموائع التي تتطلب الكثير من المحاكاة. اختيار ان خدمات صب الحقن يعد المزود الذي يتمتع بالمعرفة الشاملة بالموضوع أمرًا مهمًا للغاية لتجنب المخاطر وضمان إنتاج ضخم ناجح.
لماذا تثق بهذا الدليل؟ خبرة JS Precision في قولبة الحقن بمساعدة الغاز
إن العثور على خبير فني مختص وموثوق به هو الخطوة الأولى لحل مشاكل التشوه في الأجزاء الكبيرة المصبوبة بالحقن. لقد كانت JS Precision رائدة في مجال قولبة الحقن لسنوات عديدة.
فيما يتعلق بتكنولوجيا القولبة بالحقن بمساعدة الغاز، فإننا نحتفظ بقائمة من المشاريع الناجحة للمكونات الهيكلية الكبيرة والتي تبلغ ذروتها في العديد من قطاعات السيارات والأجهزة المنزلية والمعدات الصناعية وما إلى ذلك.
يدمج فريقنا تحليل تدفق القالب الخبير مع خبرة تنفيذ المعدات، وبالتالي نحن قادرون على تقديم حل شامل، بدءًا من تصميم قولبة الحقن، إلى التحكم الدقيق في عملية قولبة الحقن.
على سبيل المثال، أثناء معالجة دعامة ممتص الصدمات للسيارة بطول 1.2 متر، وجدنا أن ضبط الضغط الأولي بمقدار 8 بار تسبب في حدوث ترقيع للغاز.
وبعد ذلك، قمنا بتعديل ضغط الحقن ووقت تأخير النيتروجين بشكل حاسم، مما أدى إلى زيادة معدل النجاح من 82% إلى 98%.
تعتمد خدماتنا على متطلبات معيار الأيزو 20457:2018 لتفاوتات الأجزاء البلاستيكية المقولبة، وهي إحدى الطرق التي نضمن بها جودة منتجاتنا لتتوافق مع المعايير الدولية.
بالاعتماد على مهاراتنا التقنية القوية وخبرتنا العملية الطويلة، فإن JS Precision قادرة على توفير حلول قولبة الحقن بمساعدة الغاز الجاهزة للتنفيذ، وكذلك فعالة من حيث التكلفة، من أجل القضاء على التزييف في الأجزاء المقولبة الكبيرة تمامًا. وبهذه الطريقة، نساعد عملائنا على خفض تكاليفهم وزيادة كفاءتهم.
هل تريد أن تكتشف بسرعة كيف يمكن لقولبة الحقن بمساعدة الغاز أن تفيد مشروعك؟ اتصل اليوم بمهندس JS Precision لتحصل على استشارة فنية مجانية وشخصية وتكتشف الحل الأمثل لمشروعك.
لماذا تواجه الأجزاء المقولبة بالحقن كبيرة الحجم دائمًا مشكلة التشوه؟
الأجزاء الكبيرة المصبوبة بالحقن قادرة في الغالب على تغيير الشكل نظرًا لأن انكماش المادة ليس هو نفسه في جميع الأماكن. وهذا يخلق الضغوط داخل المادة. تعد تقنية القولبة بالحقن بمساعدة الغاز إحدى الطرق التي يمكنها حل هذه المشكلة.
العوامل الرئيسية التي تساهم في هذه المشكلة هي:
سمك الجدار غير موحد
عادة، يتم تصميم الأجزاء الكبيرة بميزات مثل الأضلاع والتركيبات المفاجئة لغرض التقوية مما يؤدي إلى اختلافات كبيرة جدًا في سمك الجدار. تستغرق الأجزاء السميكة وقتًا أطول لتبرد وتنكمش أكثر من الأجزاء الرقيقة التي تبرد بسرعة وتنكمش بشكل أقل . يؤدي الانكماش المختلف إلى ضغوط الشد التي تتسبب في تغيير شكل الجزء.
الإجهاد المتبقي
في قوالب الحقن التقليدية، على الرغم من استخدام ضغط الإمساك للتعويض عن الانكماش، فإنه يدفع أيضًا المادة المنصهرة إلى تجويف القالب مما يتسبب في خلق ضغوط توجيهية "مجمدة".
تخرج هذه الضغوطات بعد تفكيك الجزء وهي من الأسباب الرئيسية لتشوه الأجزاء وتشققها، وفي حالة الأجزاء الكبيرة فإن عواقب هذه الضغوطات تزداد بشكل كبير.
هل تتساءل عما إذا كان تشوه منتجك ناتجًا عن سمك الجدار غير المتساوي أو الضغط المتبقي؟ قم بتنزيل المستند التقني المجاني لـ JS Precision لمعرفة المزيد حول كيفية القيام بذلك صب حقن مساعدة الغاز يوفر حلولاً فعالة.
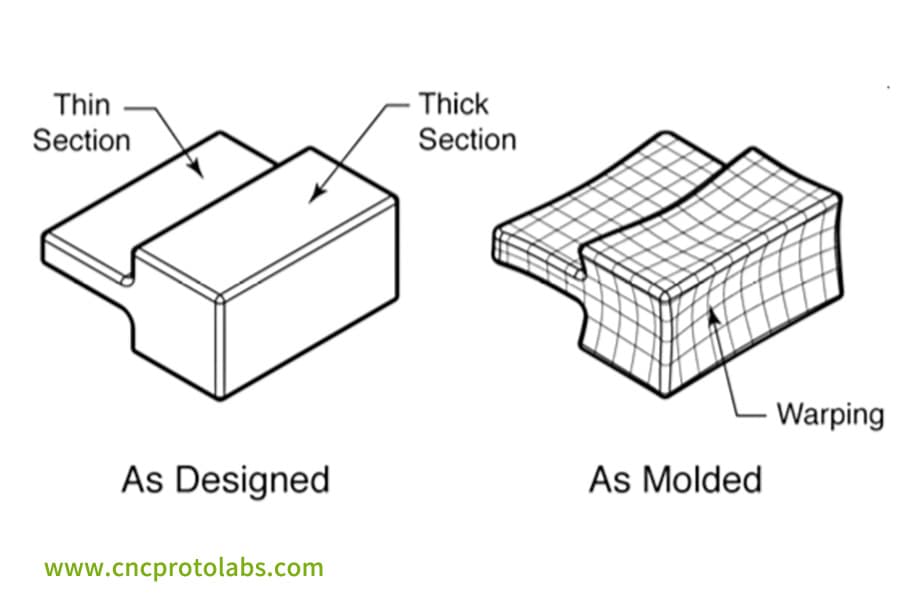
الشكل 1: يُظهر مخطط المقارنة جزءًا مصممًا (يسارًا) بجوار نسخة مشوهة (يمينًا) مع النص "كما تم تصميمه" و"كما تم تشكيله"، مع تسليط الضوء على مشكلات التشوه.
ما هو قولبة الحقن بمساعدة الغاز وكيف يحل مشاكل التشوه؟
قولبة الحقن بمساعدة الغاز هي عملية حقن غاز النيتروجين عالي الضغط في البلاستيك المنصهر لتشكيل هيكل مجوف ونقل ضغط الإمساك. يمكنه تغيير توزيع الضغط من الجذر وحل مشكلة تزييف الأجزاء الكبيرة بكفاءة.
تحليل المبدأ: استبدال الغاز بالضغط لضمان الانكماش الموحد
بمجرد أن تملأ المادة المنصهرة تجويف القالب إلى حد ما فقط، تقوم الآلة بضخ غاز النيتروجين عالي الضغط. يجد الغاز طريقًا عبر المناطق ذات الجدران السميكة ويدفع الصهر إلى أعلى على جدران القالب، وبالتالي يخلق هيكلًا مجوفًا.
بهذه الطريقة، يتم حل مشكلة توزيع الضغط غير المتساوي ويتم تقليل الضغط الداخلي بشكل كبير بسبب طبيعة الطريقة حيث يتم الحفاظ على ضغط ثابت طوال العملية.
المزايا الأساسية: حل مشكلات التوتر من المصدر
- القضاء على علامات الانكماش والانخفاضات: تحل الهياكل المجوفة محل الجدران السميكة الصلبة، مما يحل تمامًا عيوب السطح الناتجة عن انكماش الحجم ويحسن مظهر المنتج.
- انخفاض قوة التثبيت: ينتشر الضغط داخل القالب، مما يؤدي إلى قطع قوة التثبيت بنسبة 30% إلى 50%. وهذا يساعد على الاستمرار لفترة أطول ويقلل من التكاليف الأولية.
- أوقات دورة مختصرة: هذا يعني أن وقت دورة مشروعك سيتم تقصيره بنسبة 20% -40%، مما يقلل بشكل كبير من تكاليف العنصر الواحد ويسرع وقت الوصول إلى السوق.
| نوع العملية | تخفيض قوة التثبيت | تخفيض وقت الدورة | معدل إزالة علامة الغرق | معدل تحسين الاعوجاج |
| صب الحقن التقليدي | 0% | 0% | 30% | 25% |
| صب حقن بمساعدة الغاز | 30%-50% | 20%-40% | 98% | > 85% |
| صب الحقن بمساعدة الغاز (الأمثل) | 40%-55% | 30%-45% | 100% | > 90% |
هل ترغب في الحصول على تقدير مجاني للتوفير في التكاليف الذي يمكن أن تحققه قوالب الحقن بمساعدة الغاز لمشروعك؟ اتصل بـ JS Precision ما عليك سوى تقديم معلومات المنتج الأساسية للحصول على تقرير دقيق لتحليل التكلفة.
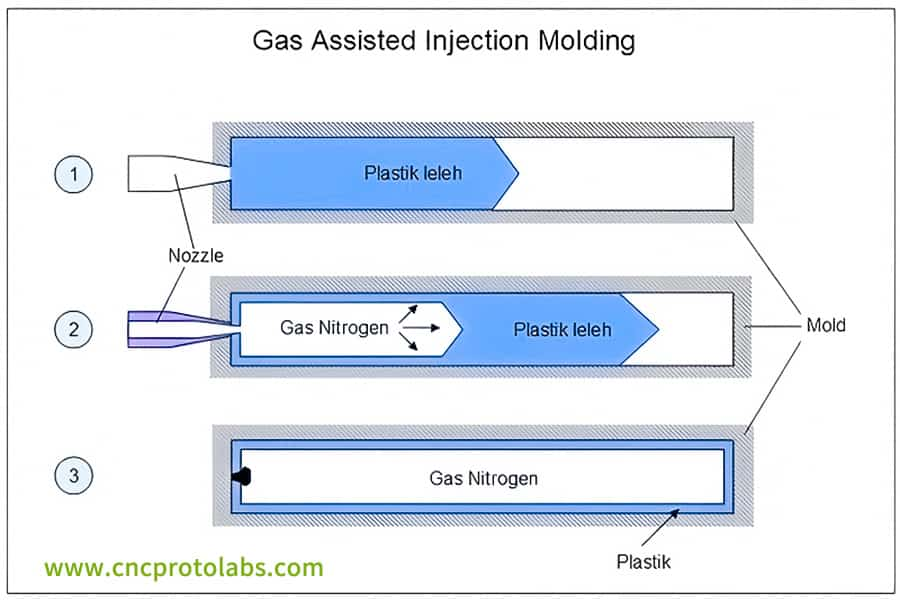
الشكل 2: رسم تخطيطي فني يوضح عملية قولبة الحقن بمساعدة الغاز، حيث يتم حقن غاز النيتروجين في ذوبان البلاستيك داخل تجويف القالب.
كيفية تحسين تخطيط مجرى الهواء من خلال تصميم قوالب الحقن؟
غالبًا ما تكون النتائج دون المستوى الأمثل في القوالب المدعومة بالغاز نتيجة لتخطيطات قنوات الغاز سيئة التصميم. إذا اتبعت قاعدة "أولوية الغاز"، أي أنك تخطط لقنوات الغاز كجزء أساسي من تصميم المنتج، فستكون قادرًا على تحسين التخطيط وبالتالي الاستفادة الكاملة من عملية التشكيل المتقدمة هذه.
القواعد الذهبية لتخطيط قناة الغاز
يجب أن تتم محاذاة قنوات الغاز مع اتجاه تدفق الذوبان لتجنب "قصر دائرة" الغاز أو "الإصبع". يُنصح باستخدام المقاطع العرضية المشابهة لـ "الدمعة" أو "على شكل حرف U". عادة، يجب أن يكون قطر قناة الغاز 1.5 إلى 2 ضعف سمك الجدار المجاور بحيث يكون اختراق الغاز ثابتًا وسمك الجدار متساويًا.
التصميم التآزري للأضلاع وقنوات الغاز
من خلال الجمع بين الأضلاع وقنوات الغاز، يتم تشكيل نواة مجوفة في الأضلاع باستخدام الغاز. مع هذا النهج، لا يتم ضمان صلابة الأجزاء فحسب، بل يتم أيضًا التخلص من علامات الحوض، ويمكن تقليل وزن المنتج بنسبة 15% إلى 25% بينما يتم الحفاظ على القوة الهيكلية أو تحسينها.
| نوع الجزء | وزن التصميم التقليدي | وزن تصميم مساعدة الغاز | تخفيض الوزن | تغيير الصلابة | حالة علامة الغرق |
| مقبض باب السيارات | 280 جرام | 218 جرام | 22% | +5% | لا توجد علامات بالوعة |
| إسكان الأجهزة | 560 جرام | 420 جرام | 25% | دون تغيير | لا توجد علامات بالوعة |
| قوس صناعي | 420 جرام | 357 جرام | 15% | +8% | لا توجد علامات بالوعة |
| لوحة العدادات | 850 جرام | 680 جرام | 20% | دون تغيير | لا توجد علامات بالوعة |
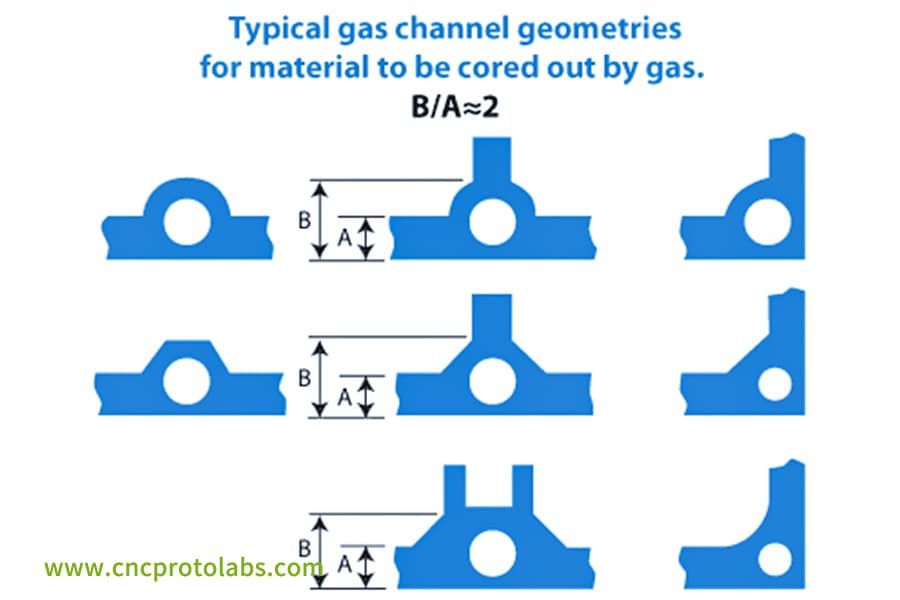
الشكل 3: رسم تخطيطي بعنوان "هندسة قنوات الغاز النموذجية" يُظهر تصميمات مقطعية مختلفة لقنوات الغاز المستخدمة في قولبة الحقن، مُصنفة بالأبعاد A وB.
كيف يمكن التحكم بدقة في معلمات العملية في عملية التشكيل بالحقن؟
يستلزم التصميم الممتاز لقولبة الحقن تحكمًا دقيقًا للغاية في معلمات العملية. المبدأ الرئيسي لتكنولوجيا مساعدة الغاز هو الفهم الدقيق لـ "النافذة الزمنية" و"مجال الضغط" لتحقيق الإنتاج الضخم المستقر.
وقت تأخير الغاز: النافذة الزمنية الأساسية للنتيجة النهائية
يشير وقت تأخير الغاز إلى الفترة الزمنية الممتدة من نهاية حقن الذوبان حتى بدء حقن الغاز.
قد يؤدي التأخير القصير جدًا إلى دخول الغاز إلى الأجزاء الرقيقة من المادة المنصهرة المتصلبة جزئيًا فقط، بينما التأخير الطويل جدًا يعني أن المنصهر قد تصلب، ولن يكون للغاز أي تأثير. عادة، يتم الاحتفاظ بهذا التأخير خلال فترة تتراوح من 0.1 إلى 2 ثانية ويجب تعديله لكل مادة وتغيير في سمك الجدار.
ضغط الغاز مقابل الضغط القابضة
يجب أن يكون ضغط الغاز أعلى بدرجة كافية من ضغط الذوبان (عادة 200300 بار) حتى يخترق الغاز بشكل فعال وفقًا لـ معايير ASTM D882 . أيضًا، يكون ضغط الضغط عادةً من 50% إلى 70% من الحد الأقصى لضغط الحقن.
لماذا تتطلب الأجزاء الهيكلية المعقدة المزيد من خدمات قولبة الحقن الاحترافية؟
أجزاء الهيكل المعقدة معرضة بدرجة كبيرة للتشويه، وبالتالي تتطلب نافذة عملية ضيقة جدًا لتصنيعها. تقدم خدمات القولبة بالحقن المتخصصة الدعم الفني الكامل لنجاح تنفيذ تقنيات القولبة بمساعدة الغاز.
العمق الفني: من الخبرة المدفوعة إلى البيانات
باستخدام تحليل تدفق القالب، يمكن للمتخصصين الذين يقدمون الخدمات في هذا المجال محاكاة المسارات التي تسلكها الغازات وتحسين القنوات الهوائية مسبقًا. يؤدي هذا إلى تقليل عدد تجارب القالب بنسبة 50% تقريبًا، ويقلل الوقت والتكاليف ويخفف بدقة من صعوبات التشكيل التي تمثل خصائص الأشكال الهندسية المعقدة للأجزاء.
قدرات التكامل: المعدات والعملية
يعد القولبة بمساعدة الغاز طريقة رائعة تتطلب عمليات سريعة جدًا ومنسقة بإحكام آلة صب الحقن ووحدة التحكم بمساعدة الغاز والعفن.
يلجأ متخصصو الخدمة إلى تحديث الآلات واستخدام أنظمة تحكم دقيقة للغاية بحيث تتم عملية حقن الغاز بدقة. وبالتالي، فإن تحقيق مزيج مثالي من التصميم والعملية والآلات يعد عاملاً مهمًا للغاية في تجنب فشل الإنتاج أثناء التصنيع الضخم.
هل تشعر بالقلق إزاء حالات الفشل المحتملة عند تطبيق القوالب بمساعدة الغاز على الأجزاء المعقدة؟ اختر خدمات قولبة الحقن من JS Precision للوصول إلى الدعم الشامل - بدءًا من تحليل التصميم من أجل التصنيع (DFM) وحتى الإنتاج الضخم على نطاق واسع - مما يضمن أن تكنولوجيا قولبة الحقن بمساعدة الغاز مصممة بشكل مثالي لمنتجك.
ما هي المخاطر الشائعة لقولبة حقن مساعدة الغاز في تطبيق المكونات الهيكلية الكبيرة؟ كيفية حلها؟
يمكن اعتبار عملية حقن الغاز بمساعدة الغاز عملية جذابة حيث أن معظم الفوائد الموعودة ستكون قادرة عليها عمليًا. ومع ذلك، فإن التنفيذ العملي له يؤدي إلى ثلاثة تحديات تقنية نموذجية تحتاج الشركات المصنعة إلى الكثير من الوقت لمواجهتها وحلها.
إذا تم فهم هذه المشكلات وتم اتخاذ التدابير المضادة بشكل صحيح، فيمكن إكمال الإنتاج على نطاق واسع بأمان وبأقل قدر من المخاطر.
المشكلة 1: اختراق الغاز "بإشارة الإصبع".
مظهر:
يخترق الغاز كما لو كان يسبر بإصبعك مناطق ذات جدران رقيقة لا يتواجد فيها، وبالتالي قد تفتقر هذه المناطق إلى المادة مما يؤدي، على سبيل المثال، إلى إضعافها أو عدم اكتمال الهياكل.
ببساطة، الأمر يشبه اختيار الماء للطريق المختصر الأسهل، مما ينتج عنه مناطق فارغة لا ينبغي أن تكون مجوفة.
حل:
إعادة تصميم القالب ليشمل عائق التدفق عند أطراف قنوات الغاز أو تغيير انتقال سمك الجدران. قم بقياس وقت تأخير الغاز بدقة شديدة لتجنب الموقف الذي تنخفض فيه لزوجة الذوبان بسرعة كبيرة بعد إدخال الغاز إلى النظام. إن الاستمرار في العملية وجعلها مستقرة هو أحد المتطلبات.
المشكلة 2: نفخ الغاز أو ظهور تقرحات فيه
مظهر:
وينتج عن الغاز فقاعات كبيرة مترابطة في طريقه مما يؤدي إلى إضعاف المنتج بشكل كبير أو ظهور بثور سطحية.
حل:
تأكد من أن مساحة المقطع العرضي لقنوات الغاز كبيرة بما يكفي. إن استخدام ملف تعريف ضغط الغاز "المتدرج" - رفع الضغط بخطوات - وإطالة وقت حقن الغاز لمدة تصل إلى 1-3 ثوانٍ سيساعد في تجنب قوة تأثير الغاز الزائدة، والتي تعد السبب الرئيسي للنفخ أو التقرح.
المشكلة 3: نافذة العملية الضيقة
مظهر:
حتى التغييرات الصغيرة في دفعات المواد أو درجة حرارة الغرفة يمكن أن تتسبب في ارتفاع معدل الرفض بشكل كبير أثناء الإنتاج الضخم.
حل:
استخدم تقنيات تصميم التجارب (DOE) لتحديد المستويات القصوى والدنيا لمعلمات العملية التي تؤثر بشكل كبير على الجودة، ونتيجة لذلك، حدد نافذة عملية قوية ومستقرة.
ثم، أ مزود الخدمة المهنية يمكن أن تأخذ هذه النافذة المعترف بها كمبدأ توجيهي للإنتاج الضخم وتضمن باستمرار استقرار عملية التشكيل بمساعدة الغاز.
دراسة حالة لدقة JS: تقليل استواء مقابض أبواب السيارة من 2.5 مم إلى 0.3 مم
لن يكون أي قدر من المناقشة النظرية فعالاً مثل دراسة حالة العالم الحقيقي. نشارك أدناه القصة التفصيلية لأحد تطبيقاتنا العملية ، والتي توضح كيف تمكنا، باستخدام تقنية القولبة بالحقن بمساعدة الغاز، من حل مشكلة التشويه المستمر في مكونات السيارات واسعة النطاق.
التحديات التي واجهتها
كان العميل مصنعًا كبيرًا لسيارات الدفع الرباعي، وكان العميل مصنعًا كبيرًا لسيارات الدفع الرباعي، وكان يصنع مقابض الأبواب، باستخدام مادة PA6 المقواة بالألياف الزجاجية. بعد اتباع قالب الحقن الصلب القياسي، أظهرت المقابض الطويلة والنحيلة انحرافًا في التسطيح يصل إلى 2.5 مم عند نهاياتها - وهو ما يتجاوز مواصفات تحمل التجميع الصارمة للغاية للعميل والتي تبلغ 0.5 مم.
علاوة على ذلك، ونتيجة لعدم تساوي سماكة الجدار، تم تمييز الأجزاء بعلامات غرق. ولذلك فإن نسبة الأجزاء التي تمر بعملية الطلاء كانت أقل من 60%. وكان العميل يخسر أكثر من 80 ألف دولار شهرياً بسبب هذا الأمر، مما أدى إلى توقف المشروع بالكامل.
حل
بعد تدخل فريق JS Precision، كانت الخطوة الأولى هي تحسين تصميم صب الحقن من الأجزاء.
1. التعديل الهيكلي: قمنا بتغيير الجزء الداخلي من المقبض الصلب وتحويله إلى هيكل "قناة رئيسية + قنوات فرعية" . تم تقليل قطر قنوات الغاز تدريجيًا من 6 مم إلى 4 مم من أجل توفير اختراق موحد للغاز في الجزء بأكمله.
2. معلمات العملية: استخدمنا تدفق القالب لمساعدتنا في تحديد أفضل مكان لدبوس الغاز في نهاية المقبض. في واقع الأمر، اتبعنا نمطًا من "الإمساك بالضغط العالي لتأخير اللقطة القصيرة" حيث تم الاحتفاظ بضغط الغاز بمقدار 240 بار وتم تثبيت وقت التأخير بدقة عند 0.6 ثانية.
3. التحكم في العملية: في نفس الوقت، قمنا بتشغيل وحدة تحكم مساعدة الغاز ذات الحلقة المغلقة والتي تأكدت من أن حجم حقن الغاز لكل طلقة كان على مستوى التسامح بنسبة 1% ، وبالتالي ضمان عملية مستقرة.
النتائج النهائية
وبعد عدة تحسينات، تم التحكم في تباين تسطيح المنتج إلى 0.3 مم فقط ضمن نطاق متطلبات التجميع، علاوة على ذلك، تمت إزالة جميع علامات الحوض بالكامل.
تم اختصار زمن دورة التشكيل من 85 ثانية إلى 61 ثانية، وهو ما يعني زيادة في الكفاءة بنسبة 28%. بالإضافة إلى ذلك، انخفض وزن المنتج بنسبة 22% مما أدى إلى انخفاض كبير في تكلفة المادة، بالإضافة إلى حذف خطوة استقامة ما بعد القولبة.
ونتيجة لذلك، بلغ إجمالي التخفيض في التكلفة حوالي 15% مما أدى إلى توفير العميل بما يزيد عن 12,000 دولار شهريًا. تم الانتهاء من المشروع بأكمله بدءًا من تجارب القالب الأولى وحتى التسليم النهائي للإنتاج الضخم في ثلاثة أسابيع فقط، وهي حقيقة حظيت بتقدير وتقدير كبيرين من قبل العميل.
هل يواجه مشروعك تحديات مماثلة فيما يتعلق بالاعوجاج أو علامات الغرق؟ اتصل بـ JS Precision، وأرسل ملفات CAD ثلاثية الأبعاد الخاصة بك، واحصل على حل قولبة الحقن بمساعدة الغاز المخصص لتحقيق معايير الإنتاج الضخم بسرعة.

الشكل 4: خمسة مقابض لأبواب السيارة ذات شكل موحد، من المحتمل أنها مصنوعة من ألياف زجاجية معززة PA6، مرتبة في صف واحد على سطح رمادي، تعرض تناسق المنتج.
ما هو مقدار عائد الاستثمار (ROI) الذي يمكن أن تحققه عملية التشكيل بالحقن بمساعدة الغاز لمشروعك؟
يوفر القياس المالي الأساسي لعائد الاستثمار الإطار الأساسي الذي تستخدمه المنظمات لتحديد قرارات عمل المشروع.
توفر تقنية القولبة بالحقن بمساعدة الغاز مزايا مالية مستمرة طوال المشروع لأنها تحتاج إلى عدد أقل من الآلات للتشغيل كما أنها تقلل من وقت الإنتاج ووزن التصنيع مع تحقيق نتائج أكثر كفاءة.
يختار العملاء هذا بالذات عملية صب الحقن باعتباره الخيار الأنسب لهم لأنه يوفر لهم هذه الفوائد المحددة.
تخفيض التكاليف المباشرة
1. تكاليف المواد: إن تخفيض الوزن الجزئي بنسبة 15-25% يؤدي إلى توفير مباشر في المواد لأنه يقلل من كمية المواد الخام اللازمة للإنتاج. يمكن أن تتراوح الوفورات السنوية من تكاليف المواد بين 75000 دولار و125000 دولار عندما تنتج الشركة 100000 وحدة كل عام وتكاليف المواد 5 دولارات لكل وحدة.
2. تكاليف المعدات: يتطلب الإنتاج آلات ذات حمولة أصغر لأن الشركات يمكنها تقليل احتياجات قوة التثبيت بنسبة 30-50 بالمائة مما يؤدي إلى انخفاض تكاليف الاستثمار في المعدات.
3. تكاليف الطاقة: يؤدي تقليل دورات التشكيل مع انخفاض قوى التثبيت إلى انخفاض إجمالي استهلاك الطاقة بنسبة 20-30 بالمائة مما يساعد في الحفاظ على كفاءة التكلفة.
الفوائد المستمدة من تحسين الكفاءة والجودة
تحقق عملية الإنتاج مستويات إنتاج أعلى لأنها تقلل زمن دورة التشكيل بنسبة 20-40%. تعمل هذه العملية على زيادة معدلات الإنتاجية من 70-80% إلى أكثر من 95% مما يؤدي إلى توفير كبير في التكاليف من خلال تقليل نفقات الخردة وإعادة العمل.
فترة العائد على الاستثمار (ROI).
تتطلب القوالب المدعومة بالغاز استثمارًا يتجاوز القوالب التقليدية بنسبة 15-25% ولكن توفير المواد ودورات الإنتاج الأسرع ومعدلات الإنتاجية الأفضل تؤدي إلى عائد على فترة الاستثمار عادة ما تكون 6-12 شهرًا، كما أن الإنتاج السنوي لأكثر من 50000 قطعة يتمتع بمزايا كبيرة.
الأسئلة الشائعة
س 1: ما هي المواد المناسبة للقولبة بمساعدة الغاز؟
يمكن أن يعمل القالب بمساعدة الغاز بشكل جيد للغاية مع المواد البلاستيكية التي تتدفق بسهولة، مثل النايلون والبولي بروبيلين (PP) والبولي كربونات (PC) وABS وكذلك البلاستيك المقوى بالألياف الزجاجية. وعادة ما تستخدم هذه المواد لصنع مكونات هيكلية كبيرة.
س2: ما هو مقدار الوزن الذي يمكن أن يخفضه القالب بمساعدة الغاز في المنتج؟
يختلف مقدار الوزن الذي يمكن توفيره باستخدام القالب بمساعدة الغاز اعتمادًا على التصميم وتحسين تخطيط قناة الغاز، ولكن بشكل عام، يمكن تحقيق تخفيض بنسبة 15-25% في وزن المنتج.
س 3: هل تفرض العملية بمساعدة الغاز أي متطلبات خاصة على مواد القالب؟
في الواقع، فإن العملية المدعومة بالغاز تضع إملاءات معينة على مواد القولبة، حيث يعد استخدام الفولاذ عالي القوة مثل P20 أو H13 أمرًا ضروريًا إلى جانب البقع المحيطة بدبابيس الغاز التي تتطلب تصنيعًا دقيقًا للغاية من أجل منع تسرب الغاز تمامًا.
س4: هل هناك حد لمدة نفاذ الغاز؟
من الناحية النظرية، طول اختراق الغاز ليس له حدود، ولكن في ظروف العمل الفعلية، ينصح بعدم وجود قناة اختراق واحدة أطول من 1 متر . وإذا كانت هناك حاجة إلى طول أطول، فيجب أن يتضمن التصميم قنوات فرعية مساعدة.
س5: كيف يمكنني معرفة ما إذا كان منتجي يعمل بشكل جيد مع القوالب بمساعدة الغاز؟
يناسب بشكل أفضل عندما تكون الجدران سميكة أو تكون مسارات التدفق طويلة. المنتجات التي تحتاج إلى أن تكون أخف وزنًا أو تزييف الوجه أو علامات الحوض تعمل أيضًا بشكل جيد. يساعد التصميم القوي على تجنب هذه المشكلات. تعتبر هذه الطريقة رائعة للأجزاء التي لا تحتاج إلى أن تكون رفيعة جدًا.
س 6: هل تكاليف تجربة القالب للقولبة بمساعدة الغاز مرتفعة؟
نعم، ترتفع التكاليف بناءً على مدى تعقيد عملية الإعداد. إجراء تحليل تدفق القالب قبل خفض الإنتاج أثناء التشغيل التجريبي. إن الاستعانة بمزود ماهر يمكن أن يخفض إجمالي الإنفاق. ليس عليك اجتياز كل اختبار إذا كنت تخطط للمستقبل.
س7: هل ستظهر علامات دبوس الغاز بشكل واضح على المنتج؟
يمكن إخفاؤها بوضعها على الأسطح الخلفية أو الداخلية. لذلك غالبًا ما تتلاشى هذه العلامات أثناء خطوات التشطيب. يبقى المظهر النهائي نظيفًا وسلسًا مع التخطيط الدقيق والمعالجة اللاحقة.
س8: كيف أحافظ على ثبات القالب بمساعدة الغاز أثناء التشغيل على نطاق واسع؟
استخدم المعدات ذات التحكم في الحلقة المغلقة للبقاء متسقًا. قم بإقران ذلك بنافذة عملية تم اختبارها من تصميم دراسة التجارب. يجب أن تتطابق جميع الإعدادات تمامًا حتى يخرج كل جزء كما هو في كل مرة. تعتمد الدقة على مدى جودة مراقبة النظام وضبطه أثناء دورات التشغيل.
ملخص
يساعد القولبة بالحقن بمساعدة الغاز على إصلاح التشوه في الأجزاء الكبيرة المصبوبة. إذا لم تتم إدارة الضغط الداخلي بشكل جيد، فغالبًا ما تتشوه الأجزاء أو تتشوه. تستخدم هذه الطريقة التصميم العلمي والتحكم الدقيق في العملية لإزالة الضغط. إن اختيار JS Precision يعني الحصول على الدعم الكامل لتحسين نتائج استثمارك.
هل تستمر الأجزاء الكبيرة في التشوه أثناء الاستخدام؟ هل يمكنك تقليل الوزن دون فقدان القوة؟ تواصل مع JS Precision. يقدم فريقنا مساعدة فنية كاملة - تغطي تحليل سوق دبي المالي ودراسات تدفق القالب واختبار القالب وإنتاج الحجم.
أرسل ملفات CAD ثلاثية الأبعاد اليوم لتلقي تقرير جدوى شخصي حول كيفية تطبيق قوالب الحقن بمساعدة الغاز على منتجك المحدد!

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

