

Moulage par injection assisté par gaz aide à corriger la déformation et la déformation des grandes pièces moulées par injection. La déformation n’est pas seulement un problème qui nuit à la production : elle érode probablement les bénéfices. Cela est particulièrement vrai pour les garnitures automobiles, tant à l’intérieur qu’à l’extérieur, ainsi que dans les boîtiers d’appareils électroménagers.
Ou bien, vous craignez peut-être que si la conception des voies respiratoires échoue, mon moule sera mis au rebut ?
Aujourd'hui, nous allons examiner comment cette technologie de base sous-estimée - le moulage par injection assisté par gaz - peut systématiquement mettre fin à ce problème de longue date qui tourmente l'industrie manufacturière dès la conception, et comment éviter à l'avance le risque d'échec de la conception des voies respiratoires grâce à la simulation.
Réponses principales : un résumé
| Dimension centrale | Contenu et valeur clés |
| Point douloureux principal | Les très grandes pièces peuvent se déformer considérablement en 3D car les sections très épaisses se réchauffent et se refroidissent à des vitesses différentes, ce qui provoque des contraintes de retrait non uniformes conduisant à une déformation des pièces. |
| Solution | Le moulage par injection assisté par gaz utilise de l'azote gazeux à haute pression qui se propage à travers un liquide fondu et en même temps la pression du gaz agit comme pression de maintien, le moulage assisté par gaz est donc l'alternative au moulage par injection solide. |
| Clé de conception | La disposition des canaux de gaz doit suivre la règle « Gas First », ce qui signifie que les sections à parois épaisses sont celles qui doivent être transformées en canaux de gaz creux. |
| Noyau du processus | La clé pour obtenir des résultats de moulage stables et uniformes réside dans la surveillance étroite du temps de retard du gaz, de la pression d'injection et de la pression de maintien. |
| Valeur commerciale | Réduit les exigences en matière de force de serrage, réduit les temps de cycle de moulage de plus de 30 % et améliore considérablement le retour sur investissement (ROI) . |
Points clés à retenir
- La conception fixe la limite maximale :
Pour profiter pleinement des bénéfices de la technique assistée par gaz, la première chose à faire est de transformer les structures solides traditionnelles en structures biomimétiques « nervures et canaux de gaz ».
- Les paramètres signifient de l'argent :
Garder le temps de retard d'injection de gaz et le profil de pression sous un contrôle strict seront les mêmes facteurs qui influenceront directement la sécurité de la qualité interne du produit ainsi que la durée du cycle de moulage.
- Viser les meilleurs résultats et la meilleure qualité :
Le moulage assisté par gaz pour des structures complexes est un problème très délicat de la dynamique des fluides qui nécessite beaucoup de simulation. Le choix d'un services de moulage par injection Un fournisseur ayant une connaissance approfondie du sujet est très important pour éviter les risques et garantir une production de masse réussie.
Pourquoi faire confiance à ce guide ? L'expérience de JS Precision dans le moulage par injection assisté par gaz
Trouver un expert technique fiable et compétent est la première étape vers la résolution des problèmes de déformation des grandes pièces moulées par injection. JS Precision est un leader dans le domaine du moulage par injection depuis de nombreuses années.
En ce qui concerne la technologie de moulage par injection assistée par gaz, nous tenons une liste de projets réussis de grands composants structurels culminant dans plusieurs secteurs de l'automobile, de l'électroménager, de l'équipement industriel, etc.
Notre équipe intègre une analyse experte du flux de moule avec une expérience de mise en œuvre d'équipements, nous sommes ainsi en mesure d'offrir une solution complète, depuis la conception du moulage par injection jusqu'au contrôle strict du processus de moulage par injection.
Par exemple, lors du traitement d'un support de pare-chocs de voiture de 1,2 mètre de long, nous avons constaté que le réglage initial de la pression de 8 bars provoquait un patch de gaz.
Par la suite, nous avons ajusté de manière décisive la pression d’injection et le temps de retard de l’azote, augmentant ainsi le taux de réussite de 82 % à 98 %.
Nos services sont basés sur les exigences du Norme ISO 20457:2018 pour les tolérances des pièces moulées en plastique, ce qui est l'une des façons dont nous garantissons que la qualité de nos produits est conforme aux normes internationales.
S'appuyant sur nos solides compétences techniques et notre longue expérience pratique, JS Precision est en mesure de fournir des solutions de moulage par injection assistées par gaz, prêtes à être mises en œuvre et également rentables, afin d'éliminer complètement la déformation des grandes pièces moulées. De cette façon, nous aidons nos clients à réduire leurs coûts et à augmenter leur efficacité.
Vous souhaitez découvrir rapidement comment le moulage par injection assisté par gaz peut bénéficier à votre projet ? Contactez un ingénieur JS Precision dès aujourd'hui pour recevoir une consultation technique gratuite et personnalisée et découvrir la solution optimale pour votre projet.
Pourquoi les pièces moulées par injection de grande taille ont-elles toujours le problème de la déformation ?
Les grandes pièces moulées par injection sont pour la plupart capables de changer de forme car le retrait du matériau n'est pas le même partout. Cela crée des contraintes à l'intérieur du matériau. La technologie de moulage par injection assistée par gaz est l’une des méthodes permettant de résoudre ce problème.
Les principaux facteurs contribuant à ce problème sont :
Épaisseur de paroi non uniforme
Habituellement, les grandes pièces sont conçues avec des caractéristiques telles que des nervures, des ajustements par encliquetage à des fins de renforcement, ce qui entraîne des différences très considérables d'épaisseur de paroi. Les pièces plus épaisses mettent plus de temps à refroidir et rétrécissent davantage que les pièces minces qui refroidissent rapidement et rétrécissent moins . Les différents retraits entraînent des contraintes de traction qui provoquent un changement de forme de la pièce.
Stress résiduel
Dans le moulage par injection conventionnel, même si la pression de maintien est utilisée pour compenser le retrait, elle pousse également la substance fondue dans la cavité du moule, ce qui provoque la création de contraintes d'orientation, « figées ».
Ces contraintes apparaissent après le démoulage de la pièce et sont une des principales raisons de déformation et de fissuration des pièces, dans le cas de pièces de grande taille, les conséquences de ces contraintes sont fortement majorées.
Vous vous demandez si la déformation de votre produit est causée par une épaisseur de paroi inégale ou par une contrainte résiduelle ? Téléchargez le livre blanc gratuit de JS Precision pour en savoir plus sur la façon dont moulage par injection assisté par gaz apporte des solutions efficaces.
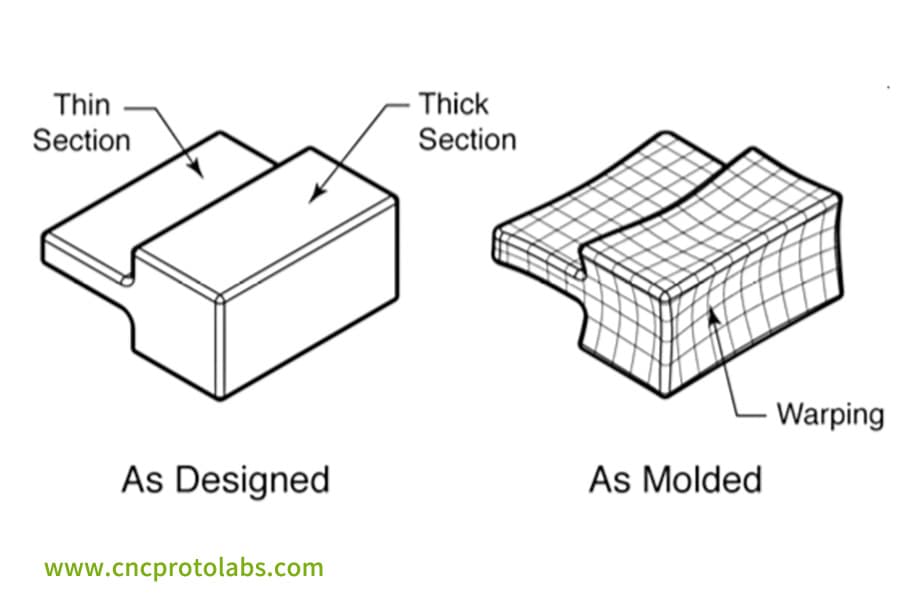
Figure 1 : Un diagramme comparatif montre une pièce conçue (à gauche) à côté d'une version déformée (à droite) avec le texte « Telle que conçue » et « Telle que moulée », mettant en évidence les problèmes de déformation.
Qu’est-ce que le moulage par injection assisté par gaz et comment résout-il les problèmes de déformation ?
Le moulage par injection assisté par gaz est un processus d'injection d'azote gazeux à haute pression dans du plastique fondu pour former une structure creuse et transférer la pression de maintien. Il peut modifier la répartition des contraintes depuis la racine et résoudre efficacement le problème de déformation des grandes pièces.
Analyse de principe : remplacement de la pression par du gaz pour garantir un retrait uniforme
Une fois que le matériau fondu remplit la cavité du moule dans une certaine mesure seulement, la machine injecte de l'azote gazeux à haute pression. Le gaz se fraye un chemin à travers les zones aux parois épaisses et pousse la matière fondue contre les parois du moule, créant ainsi une structure creuse.
De cette manière, le problème de répartition inégale de la pression est résolu et la contrainte interne est considérablement réduite par la nature même du procédé puisqu'une pression de maintien uniforme est maintenue tout au long du processus.
Principaux avantages : résoudre les problèmes de stress à la source
- Élimination des marques de retrait et des dépressions : les structures creuses remplacent les parois solides et épaisses, résolvant complètement les défauts de surface causés par le retrait du volume et améliorant l'apparence du produit.
- Force de serrage réduite : la pression se propage à l'intérieur du moule, réduisant la force de serrage de 30 % à 50 %. Cela permet de durer plus longtemps et de réduire les coûts initiaux.
- Temps de cycle raccourcis : cela signifie que le temps de cycle de votre projet sera raccourci de 20 à 40 %, ce qui réduira considérablement les coûts d'un article unique et accélérera la mise sur le marché.
| Type de processus | Réduction de la force de serrage | Réduction du temps de cycle | Taux d'élimination des marques d'évier | Taux d'amélioration de la déformation |
| Moulage par injection traditionnel | 0% | 0% | 30% | 25% |
| Moulage par injection assisté par gaz | 30 % à 50 % | 20 % à 40 % | 98% | >85% |
| Moulage par injection assisté par gaz (optimisé) | 40 % à 55 % | 30 % à 45 % | 100% | >90% |
Souhaitez-vous une estimation gratuite des économies que le moulage par injection assisté par gaz pourrait apporter à votre projet ? Contacter JS Précision , fournissez simplement des informations de base sur le produit pour recevoir un rapport d’analyse précis des coûts.
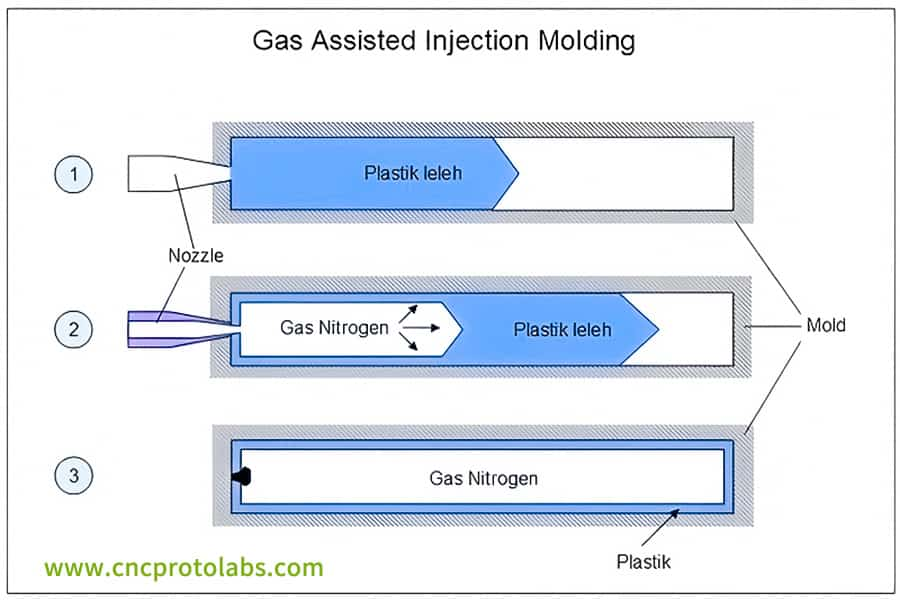
Figure 2 : Un schéma technique illustrant le processus de moulage par injection assisté par gaz, de l'azote gazeux étant injecté dans le plastique fondu dans une cavité de moule.
Comment optimiser la disposition des voies respiratoires grâce à la conception du moulage par injection ?
Les résultats sous-optimaux dans le moulage assisté par gaz sont souvent le résultat d’une disposition des canaux de gaz mal conçue. Si vous suivez la règle "Gas Priority", c'est-à-dire que vous planifiez les canaux de gaz comme un élément fondamental de la conception du produit, vous pourrez optimiser la disposition et ainsi profiter pleinement de ce processus de moulage avancé.
Les règles d’or de l’aménagement des canaux de gaz
Les canaux de gaz doivent être alignés avec la direction de l'écoulement de la matière fondue afin d' éviter un « court-circuit » ou un « doigté » du gaz. Des sections transversales similaires à celles en forme de « larme » ou « en forme de U » sont recommandées. Normalement, le diamètre du canal de gaz doit être 1,5 à 2 fois supérieur à l'épaisseur de la paroi contiguë afin que la pénétration du gaz soit ferme et que l'épaisseur de la paroi soit uniforme.
Conception synergique des nervures et des canaux de gaz
Grâce à la combinaison des nervures et des canaux de gaz, un noyau creux est formé dans les nervures à l'aide de gaz. Avec cette approche, non seulement la rigidité de la pièce est garantie, mais les traces d'enfoncement sont également éliminées et le poids du produit peut être réduit de 15 à 25 % tandis que la résistance structurelle est maintenue ou améliorée.
| Type de pièce | Poids de conception traditionnelle | Poids de conception à assistance au gaz | Réduction de poids | Changement de rigidité | Statut de la marque d'évier |
| Poignée de porte automobile | 280g | 218g | 22% | +5% | Aucune marque d'évier |
| Boîtier d'appareil électroménager | 560g | 420g | 25% | Inchangé | Aucune marque d'évier |
| Support industriel | 420g | 357g | 15% | +8% | Aucune marque d'évier |
| Tableau de bord | 850g | 680g | 20% | Inchangé | Aucune marque d'évier |
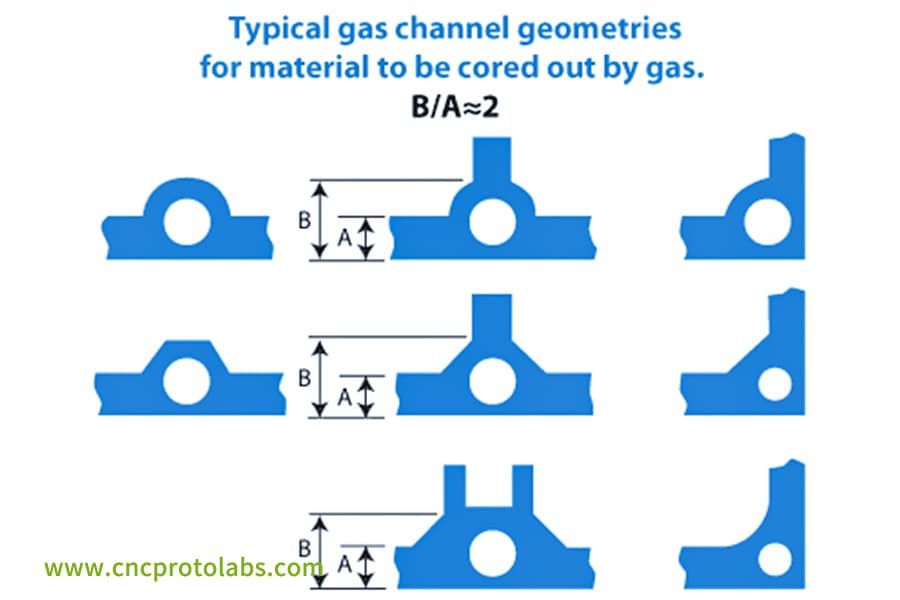
Figure 3 : Un diagramme intitulé « Géométries typiques des canaux de gaz » montrant diverses conceptions en coupe transversale de canaux de gaz pour le moulage par injection, étiquetées avec les dimensions A et B.
Comment contrôler avec précision les paramètres du processus dans le processus de moulage par injection ?
Une excellente conception de moulage par injection implique un contrôle très précis des paramètres du processus. Le principe principal de la technologie d'assistance au gaz est la compréhension précise de la « fenêtre de temps » et du « champ de pression » pour la réalisation d'une production de masse stable.
Temps de retard du gaz : la fenêtre de temps essentielle pour le résultat final
Le temps de retard du gaz fait référence à la période de temps entre la fin de l'injection de matière fondue et le début de l'injection de gaz.
Un délai très court peut conduire le gaz à pénétrer dans les parties minces de la masse fondue seulement partiellement solidifiée, tandis qu'un délai très long signifie que la masse fondue s'est solidifiée et que le gaz n'aura aucun effet. Normalement, ce délai est maintenu dans une fenêtre de 0,1 à 2 secondes et doit être modifié pour chaque matériau et changement d'épaisseur de paroi.
Pression du gaz par rapport à la pression de maintien
La pression du gaz doit être suffisamment supérieure à la pression de fusion (généralement 200 300 bars) pour que le gaz puisse pénétrer efficacement selon la Normes ASTM D882 . De plus, la pression de maintien est normalement comprise entre 50 % et 70 % de la pression d'injection maximale.
Pourquoi les pièces structurelles complexes nécessitent-elles des services de moulage par injection plus professionnels ?
Les pièces de structure complexe sont très susceptibles de se déformer, ce qui nécessite une fenêtre de processus très étroite pour leur fabrication. Les services spécialisés de moulage par injection étendent un support technique complet au succès de la mise en œuvre des techniques de moulage assisté par gaz.
Profondeur technique : de l'expérience à la gestion des données
Grâce à l’analyse des flux de moules, les professionnels proposant des services dans le domaine peuvent simuler les trajets empruntés par les gaz et optimiser au préalable les canaux d’air. Cela réduit le nombre d’essais de moule d’environ 50 %, réduit le temps et les coûts et atténue avec précision les difficultés de moulage qui sont caractéristiques des géométries de pièces complexes.
Capacités d'intégration : équipement et processus
Le moulage avec assistance au gaz est une méthode très exigeante pour les opérations très rapides et étroitement coordonnées du machine de moulage par injection , le contrôleur d'assistance au gaz et le moule.
Les professionnels des services ont recours à la mise à niveau des machines et emploient des systèmes de contrôle très précis pour que l'injection de gaz soit effectuée avec précision. Ainsi, une combinaison parfaite de conception, de processus et de machines constitue un facteur très important pour éviter les échecs de production lors de la fabrication de masse.
Vous vous inquiétez des échecs potentiels lors de l’application du moulage assisté par gaz à des pièces complexes ? Choisissez les services de moulage par injection de JS Precision pour accéder à une assistance de bout en bout, depuis l'analyse de conception pour la fabricabilité (DFM) jusqu'à la production de masse à grande échelle, en garantissant que la technologie de moulage par injection assistée par gaz est parfaitement adaptée à votre produit.
Quels sont les pièges courants du moulage par injection assisté par gaz dans l’application de grands composants structurels ? Comment le résoudre ?
Le moulage par injection assisté par gaz pourrait être considéré comme un processus attrayant car il offrira les avantages les plus promis en pratique. Cependant, sa mise en œuvre pratique se heurte à trois défis techniques typiques que les fabricants doivent affronter et résoudre pendant beaucoup de temps.
Si ces problèmes sont compris et que des contre-mesures sont correctement prises, la production à grande échelle peut être réalisée en toute sécurité et avec le moins de risques possible.
Problème 1 : Pénétration du gaz « pointée du doigt »
Manifestation:
Le gaz pénètre comme s'il palpait avec le doigt dans des zones de parois minces où il n'est pas présent, ces zones peuvent donc manquer de matière et, par exemple, elles s'affaiblissent ou les structures ne sont pas complètes.
En termes simples, c'est comme si l'eau choisissait le raccourci le plus simple à prendre, ce qui aboutissait à des zones vides qui ne devraient pas être creuses.
Solution:
Redessinez le moule pour inclure une obstruction de l'écoulement aux extrémités des canaux de gaz ou pour modifier la transition d'épaisseur des parois. Mesurez le temps de retard du gaz avec beaucoup de précision pour éviter la situation où, après l'introduction du gaz dans le système, la viscosité de la matière fondue diminuera très rapidement. Poursuivre et stabiliser le processus est une des exigences.
Problème 2 : souffle de gaz ou formation de cloques
Manifestation:
Le gaz produit sur son passage de grosses bulles interconnectées entraînant une fragilisation importante du produit ou la présence de cloques en surface.
Solution:
Assurez-vous que la section transversale des canaux de gaz est suffisamment grande. L'utilisation d'un profil de pression de gaz « échelonné » - augmentant la pression par étapes - et prolongeant le temps d'injection de gaz jusqu'à 1 à 3 secondes aidera à éviter une force d'impact excessive du gaz, qui est la principale cause de soufflage ou de cloquage.
Problème 3 : fenêtre de processus étroite
Manifestation:
Même de petits changements dans les lots de matériaux ou dans la température ambiante peuvent entraîner une augmentation considérable du taux de rejet lors de la production de masse.
Solution:
Utilisez les techniques de conception d'expériences (DOE) pour déterminer les niveaux maximum et minimum des paramètres de processus qui affectent le plus la qualité et, par conséquent, définir une fenêtre de processus robuste et stable.
Ensuite, un fournisseur de services professionnels peut prendre cette fenêtre reconnue comme ligne directrice de la production de masse et assurer en permanence la stabilité du processus de moulage assisté par gaz.
Étude de cas de JS Precision : réduire la planéité des poignées de porte de voiture de 2,5 mm à 0,3 mm
Aucune discussion théorique ne serait aussi efficace qu’une étude de cas réelle. Nous partageons ci-dessous l'histoire détaillée de l'une de nos applications pratiques , montrant comment, en utilisant la technologie de moulage par injection assistée par gaz, nous avons pu résoudre le problème de la déformation persistante des composants automobiles à grande échelle.
Défis rencontrés
Le client, un grand fabricant de SUV, fabriquait des poignées de porte en utilisant un matériau PA6 renforcé de fibre de verre. Après avoir suivi le moulage par injection solide standard, les poignées longues et fines ont présenté un écart de planéité atteignant 2,5 mm à leurs extrémités, ce qui est bien au-delà des spécifications très strictes de tolérance d'assemblage du client de 0,5 mm.
De plus, en raison d'une épaisseur de paroi inégale, les pièces présentaient des traces d'évier. Par conséquent, le pourcentage de pièces passant le processus de peinture était inférieur à 60 %. Le client perdait plus de 80 000 $ chaque mois à cause de cette affaire, entraînant l'arrêt de l'ensemble du projet.
Solution
Après l'intervention de l'équipe de JS Precision, la première étape a été d'optimiser le conception de moulage par injection des pièces.
1. Modification structurelle : La partie interne de la poignée solide a été modifiée par nos soins et transformée en une structure "canal principal + canaux de dérivation" . Le diamètre des canaux de gaz a été progressivement réduit de 6 mm à 4 mm afin d'assurer une pénétration uniforme du gaz dans toute la pièce.
2. Paramètres du processus : Nous avons utilisé Mold Flow pour nous aider à localiser le meilleur endroit pour la goupille de gaz à l’extrémité de la poignée. En fait, nous avons suivi un modèle de « maintien haute pression à retard de tir court » dans lequel la pression du gaz de 240 bars était maintenue et le temps de retard était fixé avec précision à 0,6 seconde.
3. Contrôle du processus : Dans le même temps, nous avons exécuté un contrôleur d'assistance au gaz en boucle fermée qui garantissait que le volume d'injection de gaz pour chaque tir était au niveau d'une tolérance de 1 % , garantissant ainsi un processus stable.
Résultats finaux
Après plusieurs optimisations, la variation de planéité du produit a été contrôlée à 0,3 mm seulement dans la plage des exigences d'assemblage, et de plus, toutes les traces d'évier ont été totalement supprimées.
La durée du cycle de moulage a été réduite de 85 secondes à 61 secondes, ce qui signifie une augmentation d'efficacité de 28 %. En outre, le poids du produit a été réduit de 22 %, ce qui a entraîné une réduction drastique du coût du matériau, et l'étape de redressage après moulage a été omise.
En conséquence, la réduction totale des coûts était d'environ 15 %, ce qui a permis au client d'économiser plus de 12 000 $ chaque mois. L'ensemble du projet, depuis les premiers essais de moule jusqu'à la remise finale pour la production en série, a été achevé en seulement trois semaines, un fait que le client a hautement apprécié et reconnu.
Votre projet est-il confronté à des défis similaires en matière de déformations ou de marques d'enfoncement ? Contactez JS Precision, soumettez vos fichiers CAO 3D et recevez une solution personnalisée de moulage par injection assistée par gaz pour atteindre rapidement les normes de production de masse.

Figure 4 : Cinq poignées de porte de voiture de forme uniforme, probablement en PA6 renforcé de fibre de verre, disposées en rangée sur une surface grise, mettant en valeur la cohérence du produit.
Quel retour sur investissement (retour sur investissement) le processus de moulage par injection assisté par gaz peut-il apporter à votre projet ?
La mesure financière fondamentale du retour sur investissement fournit le cadre essentiel que les organisations utilisent pour déterminer leurs décisions en matière de travail sur un projet.
La technologie de moulage par injection assistée par gaz offre des avantages financiers continus tout au long d'un projet car elle nécessite moins de machines pour fonctionner et elle réduit le temps de production et le poids de fabrication tout en produisant des résultats plus efficaces.
Les clients sélectionnent ce particulier processus de moulage par injection comme l’option la plus appropriée car elle leur offre ces avantages spécifiques.
Réduction des coûts directs
1. Coûts des matériaux : une réduction de 15 à 25 % du poids des pièces entraîne des économies directes de matériaux car elle diminue la quantité de matières premières nécessaires à la production. Les économies annuelles sur les coûts des matériaux peuvent varier entre 75 000 $ et 125 000 $ lorsqu'une entreprise produit 100 000 unités chaque année et que les matériaux coûtent 5 $ par unité.
2. Coûts d'équipement : la production nécessite des machines de plus petit tonnage, car les entreprises peuvent réduire les besoins en force de serrage de 30 à 50 %, ce qui entraîne une baisse des coûts d'investissement en équipement.
3. Coûts énergétiques : la réduction des cycles de moulage ainsi que la diminution des forces de serrage entraînent une diminution de 20 à 30 % de la consommation totale d'énergie, ce qui contribue à maintenir la rentabilité.
Avantages découlant d’une efficacité et d’une qualité améliorées
Le processus de production permet d'atteindre des niveaux de rendement plus élevés car il réduit les temps de cycle de moulage de 20 à 40 %. Le processus augmente les taux de rendement de 70 à 80 % à plus de 95 %, ce qui entraîne des économies substantielles grâce à la réduction des dépenses de rebut et de reprise.
Période de retour sur investissement (ROI)
Les moules assistés par gaz nécessitent un investissement qui dépasse de 15 à 25 % celui des moules traditionnels, mais les économies de matériaux, les cycles de production plus rapides et les meilleurs taux de rendement se traduisent par une période de retour sur investissement généralement de 6 à 12 mois, et la production annuelle de plus de 50 000 pièces présente des avantages significatifs.
FAQ
Q1 : Quels matériaux conviennent au moulage assisté par gaz ?
Le moulage assisté par gaz peut très bien fonctionner avec des plastiques qui s'écoulent facilement, tels que le nylon, le polypropylène (PP), le polycarbonate (PC), l'ABS et également les plastiques renforcés de fibres de verre. Ces matériaux sont généralement utilisés pour fabriquer de gros composants structurels.
Q2 : Quel poids le moulage assisté par gaz peut-il réduire dans un produit ?
La quantité de poids qui peut être économisée grâce à l'utilisation du moulage assisté par gaz varie en fonction de la conception et de l'optimisation de la disposition des canaux de gaz, mais en général, une réduction de 15 à 25 % du poids du produit est réalisable.
Q3 : Le processus assisté par gaz impose-t-il des exigences particulières aux matériaux de moulage ?
En effet, le processus assisté par gaz impose certaines exigences pour le moulage des matériaux, l'emploi d'aciers à haute résistance tels que le P20 ou le H13 est essentiel, et les endroits entourant les broches de gaz nécessitent un usinage très fin afin d'éviter totalement les fuites de gaz.
Q4 : Y a-t-il une limite à la longueur de pénétration du gaz ?
En théorie, la longueur de pénétration du gaz n'a pas de limite, mais dans les conditions réelles de travail, il est conseillé de ne pas avoir un seul canal de pénétration d'une longueur supérieure à 1 mètre . Si une longueur plus importante est requise, la conception doit inclure des canaux de dérivation auxiliaires.
Q5 : Comment puis-je savoir si mon produit fonctionne bien avec le moulage assisté par gaz ?
Il convient mieux lorsque les murs sont épais ou que les chemins d’écoulement sont longs. Les produits qui doivent être plus légers ou qui doivent être déformés ou marqués par des éviers fonctionnent également bien. Une conception solide permet d’éviter ces problèmes. Cette méthode est idéale pour les pièces qui n'ont pas besoin d'être ultra fines.
Q6 : Les coûts des essais de moule pour le moulage assisté par gaz sont-ils élevés ?
Oui, les coûts augmentent en fonction de la complexité de la configuration du processus. Effectuer une analyse du flux de moule avant que la production ne réduise les essais. L'embauche d'un fournisseur qualifié peut réduire les dépenses totales. Vous n'êtes pas obligé de passer tous les tests si vous planifiez à l'avance.
Q7 : Les marques des broches de gaz apparaîtront-elles clairement sur le produit ?
Ils peuvent être cachés en les plaçant sur des surfaces arrière ou intérieures. Ces marques s’estompent donc souvent lors des étapes de finition. L'apparence finale reste propre et lisse grâce à une mise en page et un post-traitement soignés.
Q8 : Comment puis-je maintenir un moulage assisté par gaz stable lors de tirages à grande échelle ?
Utilisez un équipement avec contrôle en boucle fermée pour rester cohérent. Associez cela à une fenêtre de processus testée à partir d’une étude de conception d’expériences. Tous les paramètres doivent correspondre exactement pour que chaque pièce soit identique à chaque fois. La précision dépend de la façon dont vous surveillez et ajustez le système pendant les cycles d'exécution.
Résumé
Le moulage par injection assisté par gaz aide à corriger la déformation des grosses pièces moulées. Si les contraintes internes ne sont pas bien gérées, les pièces se déforment ou se déforment souvent. Cette méthode utilise une conception scientifique et un contrôle strict des processus pour éliminer le stress. Choisir JS Precision, c'est bénéficier d'un accompagnement complet pour améliorer vos résultats d'investissement.
Les grandes pièces continuent-elles à se déformer pendant l'utilisation ? Peut-on perdre du poids sans perdre de force ? Contactez JS Precision. Notre équipe offre une aide technique complète - couvrant l'analyse DFM, les études de flux de moules, les tests de moules et la production en volume.
Soumettez vos fichiers CAO 3D dès aujourd'hui pour recevoir un rapport de faisabilité personnalisé sur la manière dont le moulage par injection assisté par gaz peut être appliqué à votre produit spécifique !

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

