

Gas assisted injection molding helps fix warping and deformation in big injection molded parts. Warping isn’t just a problem that hurts output - it probably eats into profits. This is especially true for auto trim, both inside and outside, and in home appliance casings.
Or, you may be worried that if the airway design fails, will my mold be scrapped?
Today, we will delve into how this underestimated core technology - gas assisted injection molding - can systematically end this long-standing problem that has plagued the manufacturing industry from the design source,and how to avoid the risk of airway design failure in advance through simulation.
Core Answers: A Summary
| Core Dimension | Key Content & Value |
| Core Pain Point | Very large parts can deform a lot in 3D because the very thick sections warm and cool at different rates and this causes non uniform shrinkage stresses leading to part warping. |
| Solution | Gas assisted injection molding uses high pressure nitrogen gas which propagates through a liquid melt and at the same time the gas pressure acts as the holding pressure so gas assisted molding is the alternative of solid injection molding. |
| Design Key | Gas channel layout should follow the "Gas First" rule which means the thick walled sections are the ones to be transformed into hollow gas channels. |
| Process Core | The key to stable and uniform molding results lies in the close monitoring of gas delay time, injection pressure, and holding pressure. |
| Business Value | Lessens the clamp force requirements, cuts molding cycle times by over 30%, and dramatically improves Return on Investment (ROI). |
Key Takeaways
- Design sets the maximum limit:
To entirely attract the benefits of the gas assisted technique, the first thing to do is to transform the traditional solid structures into "rib and gas channel" biomimetic structures.
- Parameters mean money:
Keeping the gas injection delay time and pressure profile under strict control will be the very factors that will directly influence the security of the internal quality of the product and also the duration of the molding cycle.
- Aiming at the best results and top quality:
Gas assisted molding for complex structures is a very tricky issue of fluid dynamics that requires a lot of simulation. The choice of an injection molding services provider with thorough knowledge of the subject is very important for the avoidance of risks and the guarantee of a successful mass production.
Why Trust This Guide? JS Precision's Experience In Gas Assisted Injection Molding
Finding a dependable and competent technical expert is the first move to solving deforming problems in large injection molded parts. JS Precision has been a leader in injection molding for many years.
As far as gas assisted injection molding technology is concerned, we keep a list of successful projects of large structural components culminating several sectors automotive, home appliances, industrial equipment, etc.
Our team integrates expert mold flow analysis with implementation experience of equipment, thus we are able to offer a total solution, starting from injection molding design, to tight injection molding process control.
For example, during a processing of a 1.2-meter-long car bumper bracket, we found that the initial pressure setting of 8 bar caused gas patching.
Subsequently, we decisively adjusted the injection pressure and nitrogen delay time, increasing the pass rate from 82% to 98%.
Our services are based on the requirements of the ISO 20457:2018 standard for tolerances of plastic molded parts, which is one of the ways we guarantee the quality of our products to be in line with international standards.
Drawing on our strong technical skills and long practical experience, JS Precision is able to provide gas assist injection molding solutions that are ready to be implemented, and also cost effective, in order to eliminate warping in large molded parts completely. This way, we help our clients to lower their costs and increase their efficiency.
Want to quickly find out how gas assisted injection molding can benefit your project? Contact a JS Precision engineer today to receive a free, personalized technical consultation and unlock the optimal solution for your project.
Why Do Large-Sized Injection Molded Parts Always Have The Problem Of Deformation?
Large injection molded parts are mostly capable of changing shape due to the fact that the shrinkage of the material is not the same in all places. This creates stresses inside the material. Gas assisted injection molding technology is one of the methods that can solve this problem.
The main factors contributing to this problem are:
Non Uniform Wall Thickness
Usually, large parts are designed with features like ribs, snap fits for the strengthening purpose which leads to very considerable differences in wall thickness. Thicker parts take longer to cool and shrink more than the thin parts which cool quickly and shrink less. The different shrinkage results in tensile stresses which cause the part to change shape.
Residual Stress
In conventional injection molding, even though holding pressure is used to compensate for shrinkage, it also pushes the molten substance into the mold cavity which causes the creation of orientation stresses, "frozen in".
These stresses come out after the part is demolded and are one of the main reasons for deformation and cracking of the parts, in the case of large parts, the consequences of these stresses are greatly increased.
Wondering if your product's deformation is caused by uneven wall thickness or residual stress? Download the free JS Precision white paper to learn more about how gas assist injection molding provides effective solutions.
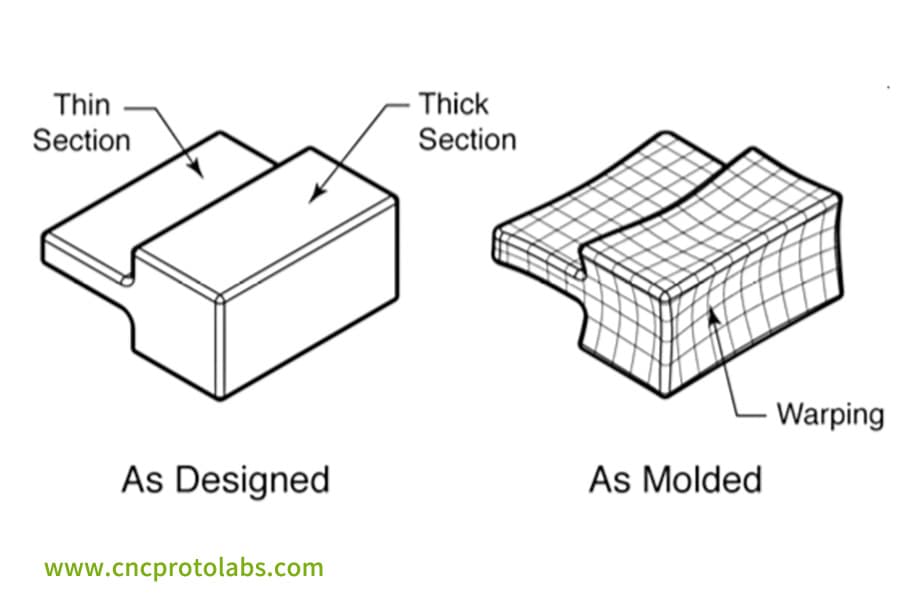
Figure 1: A comparison diagram shows a designed part (left) next to a warped version (right) with text “As Designed” and “As Molded,” highlighting deformation issues.
What Is Gas Assisted Injection Molding And How Does It Solve Deformation Problems?
Gas assisted injection molding is a process of injecting high-pressure nitrogen gas into molten plastic to form a hollow structure and transfer the holding pressure. It can change the stress distribution from the root and efficiently solve the problem of warping of large parts.
Principle Analysis: Substituting Gas for Pressure to Ensure Uniform Shrinkage
Once molten material fills a mold cavity to some extent only, the machine throws in high pressure nitrogen gas. The gas finds a way through the thick walled areas and drives the melt up against the mold walls, thereby creating a hollow structure.
In this way, the problem of uneven pressure distribution is solved and internal stress is greatly reduced by the very nature of the method since uniform holding pressure is maintained throughout the process.
Core Advantages: Resolving Stress Issues at the Source
- Eliminating Shrinkage Marks and Depressions: Hollow structures replace solid thick walls, completely solving surface defects caused by volume shrinkage and improving product appearance.
- Reduced Clamping Force: Pressure spreads out inside the mold, cutting clamping force by 30% to 50%. This helps last longer and reduces upfront costs.
- Shortened Cycle Times: This means that your project cycle time will be shortened by 20% -40%, significantly reducing single item costs and accelerating time to market.
| Process Type | Clamping Force Reduction | Cycle Time Reduction | Sink Mark Elimination Rate | Warping Improvement Rate |
| Traditional Injection Molding | 0% | 0% | 30% | 25% |
| Gas Assisted Injection Molding | 30%–50% | 20%–40% | 98% | >85% |
| Gas Assisted Injection Molding (Optimized) | 40%–55% | 30%–45% | 100% | >90% |
Would you like a free estimate of the cost savings that gas assist injection molding could bring to your project? Contact JS Precision, simply provide basic product information to receive a precise cost analysis report.
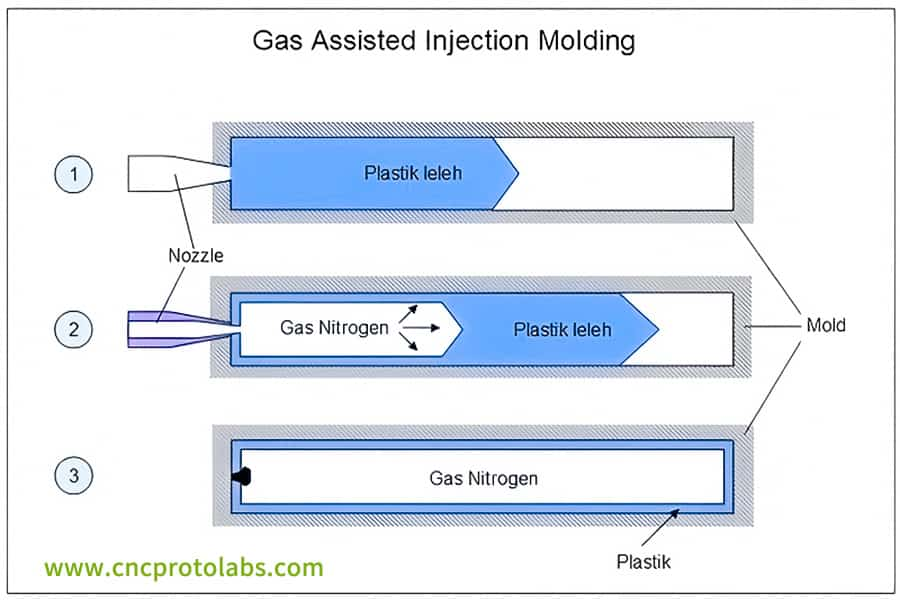
Figure 2: A technical diagram illustrating the gas assist injection molding process, with nitrogen gas being injected into the plastic melt within a mold cavity.
How To Optimize The Layout Of The Airway Through Injection Molding Design?
Suboptimal results in gas assisted molding are frequently the result of poorly designed gas channel layouts. If you follow the "Gas Priority" rule i.e. you plan the gas channels as a fundamental part of the product's design you'll be able to optimize the layout and thus take full advantage of this advanced molding process.
The Golden Rules of Gas Channel Layout
Gas channels should be aligned with the direction of the melt flow in order to avoid gas "short circuiting" or "fingering." Cross sections similar to "teardrop" or "U shaped" are advisable. Normally, the gas channel's diameter should be 1.5 to 2 times the thickness of the contiguous wall so that gas penetration is firm and the wall thickness is even.
Synergistic Design of Ribs and Gas Channels
Through the combination of ribs and gas channels, a hollow core is formed in the ribs using gas. With this approach, not only the part rigidity is guaranteed, but also the sink marks are disposed of, and the product weight can be reduced by 15% to 25% while the structural strength is either maintained or improved.
| Part Type | Traditional Design Weight | Gas Assist Design Weight | Weight Reduction | Stiffness Change | Sink Mark Status |
| Automotive Door Handle | 280g | 218g | 22% | +5% | No Sink Marks |
| Appliance Housing | 560g | 420g | 25% | Unchanged | No Sink Marks |
| Industrial Bracket | 420g | 357g | 15% | +8% | No Sink Marks |
| Instrument Panel | 850g | 680g | 20% | Unchanged | No Sink Marks |
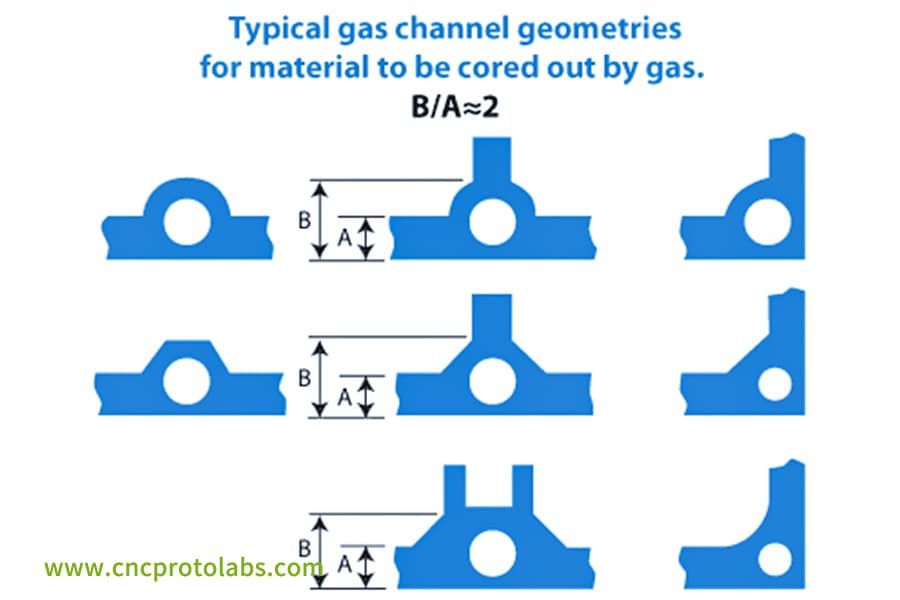
Figure 3: A diagram titled “Typical gas channel geometries” showing various cross-sectional designs of gas channels for injection molding, labeled with dimensions A and B.
How To Precisely Control The Process Parameters In The Injection Molding Process?
Excellent injection molding design entails very accurate control of process parameters. The main principle of gas assist technology is the precise understanding of "time window" and "pressure field" for the realization of stable mass production.
Gas Delay Time: The Essential Time Window for the Final Outcome
Gas delay time refers to the time span from the end of the melt injection until the gas injection begins.
A very short delay may lead to the gas entering the thin parts of the only partially solidified melt, while a very long delay means the melt has solidified, and the gas will not have any effect. Normally, this delay is kept within a 0.1 to 2-second window and has to be modified for each material and change in wall thickness.
Gas Pressure vs. Holding Pressure
The gas pressure needs to be sufficiently above the melt pressure (usually 200300 bar) for the gas to effectively penetrate according to the ASTM D882 standards. Also, holding pressure is normally at 50% to 70% of the maximum injection pressure.
Why Do Complex Structural Parts Require More Professional Injection Molding Services?
Complex structure parts are highly susceptible to warping, thus requiring a very narrow process window for their manufacturing. Specialized injection molding services extend complete technical support to the success of the implementation of gas assist molding techniques.
Technical depth: From experience driven to data driven
Utilizing mold flow analysis, professionals offering services in the field can simulate the routes taken by gases and optimize the air channels beforehand. This lowers the number of mold trials by about 50%, reduces time, costs, and accurately alleviates the molding difficulties that are the characteristics of complex part geometries.
Integration Capabilities: Equipment and Process
The molding with gas assist is a great demanding method for the very fast and tightly coordinated operations of the injection molding machine, the gas assist controller, and the mold.
Service professionals resort to the upgrading of machines and employ very accurate control systems so that the gas injection is done accurately. Thus, a perfect combination of design, process, and machinery is achieved a very important factor in avoiding production failures during mass manufacturing.
Concerned about potential failures when applying gas assisted molding to complex parts? Choose JS Precision's injection molding services to access end-to-end support—from Design for Manufacturability (DFM) analysis through to full scale mass production—ensuring that gas assisted injection molding technology is perfectly tailored to your product.
What Are The Common Pitfalls Of Gas Assist Injection Molding In The Application Of Large Structural Components? How To Solve It?
Gas assist injection molding could be considered an attractive process as it most promised benefits will be practically able to. However, its practical implementation is led to three typical technical challenges that a lot of time manufacturers need to face and solve.
If these issues are understood and countermeasures are properly taken, large scale production can be completed safely and with the least amount of risks.
Problem 1: Gas "finger pointing" penetration
Manifestation:
Gas penetrates as if probing with a finger into thin wall areas where it is not present, thus these areas may lack material with the result that, for example, they get weaker or the structures are not complete.
Simply put, it's like water choosing the easiest shortcut to take, resulting in empty areas that shouldn't be hollow.
Solution:
Redesign the mold to include flow obstruction at ends of the gas channels or to change the thickness transition of the walls. Measure the time of gas delay very accurately to avoid the situation where after introducing the gas to the system the melt viscosity will be going down very fast. Continuing and making the process stable is one of requirements.
Problem 2: Gas blow through or blistering
Manifestation:
The gas produces big interconnected bubbles in its path leading to a significant weakening of the product or the presence of surface blisters.
Solution:
Make sure that the cross sectional area of the gas channels is large enough. Utilizing a "stepped" gas pressure profile - raising the pressure in steps - and prolonging the gas injection time up to 1-3 seconds will help in avoiding over gas impact force, which is the main cause of blow through or blistering.
Problem 3: Narrow Process Window
Manifestation:
Even small changes in material batches or room temperature can cause the reject rate to go drastically high during mass production.
Solution:
Use Design of Experiments (DOE) techniques to determine the maximum and minimum levels for process parameters that affect quality most and, as a result, outline a robust and stable process window.
Then, a professional service provider can take this recognized window as the guideline of mass production and constantly ensure the stability of the gas assisted molding process.
Case Study Of JS Precision: Reducing The Flatness Of Car Door Handles From 2.5mm To 0.3mm
No amount of theoretical discussion would be as effective as a real world case study. We share below the detailed story of one of our practical applications, showing how by using gas assisted injection molding technology, we were able to solve the problem of persistent warping in large scale automotive components.
Challenges Encountered
The client a large SUV manufacturer the client was a large SUV manufacturer, was making door handles, using a glass fiber reinforced PA6 material. After following the standard solid injection molding, the long and slender handles showed a flatness deviation reaching 2.5 mm at their ends - which is way beyond the client's very stringent assembly tolerance specification of 0.5 mm.
On top of this, as a result of uneven wall thickness, the parts were marked with sink marks. Therefore, the percentage of the parts passing the painting process was less than 60%. The client was losing more than $80,000 every month due to this matter, leading to the stoppage of the entire project.
Solution
After the intervention of JS Precision team, the first step was to optimize the injection molding design of the parts.
1. Structural Modification: The internal part of the solid handle was altered by us and transformed it into a "main channel + branch channels" structure. The diameter of the gas channels was gradually reduced from 6mm to 4mm in order to provide uniform gas penetration in the entire part.
2. Process Parameters: We used Mold flow to help us locate the best spot for the gas pin at the very end of the handle. As a matter of fact, we followed a pattern of "short shot delay high pressure holding" in which the gas pressure of 240 bar was held and the delay time was accurately fixed at 0.6 seconds.
3. Process Control: At the same time, we ran a closed loop gas assist controller which made sure that the gas injection volume for every single shot was on the level of a tolerance of 1%, hence ensuring a stable process.
Final Results
After several optimizations, the product's flatness variation was controlled to 0.3mm only within the range of assembly requirements, and besides, all the sink marks were totally removed.
The molding cycle time was shortened from 85 seconds to 61 seconds, which means 28% efficiency increment. Besides, the product weight was dropped by 22% that led to a drastic reduction in the cost of the material, plus, the post molding straightening step was omitted.
As a result, the total cost reduction was around 15% which led to the client saving in excess of $12,000 each month. The whole project starting from the very first mold trials to the final handover for mass production was completed in only three weeks which is a fact that the client highly appreciated and recognized.
Is your project facing similar challenges regarding warping or sink marks? Contact JS Precision, submit your 3D CAD files, and receive a customized gas assisted injection molding solution to quickly achieve mass production standards.

Figure 4: Five uniformly shaped car door handles, likely made of fiberglass-reinforced PA6, arranged in a row on a gray surface, showcasing product consistency.
How Much ROI (Return On Investment) Can The Gas Assisted Injection Molding Process Bring To Your Project?
The fundamental financial measurement for return on investment provides the essential framework which organizations use to determine their project work decisions.
Gas assisted injection molding technology delivers continuous financial advantages throughout a project because it needs fewer machines to operate and it cuts down on production time and manufacturing weight while producing more efficient results.
Clients select this particular injection molding process as their most suitable option because it provides them with these specific benefits.
Direct Cost Reduction
1.Material Costs: A 15-25% reduction in part weight results in direct material savings because it decreases the quantity of raw materials needed for production. The annual savings from material costs can range between $75,000 and $125,000 when a company produces 100,000 units each year and material costs $5 per unit.
2.Equipment Costs: Production requires smaller tonnage machines because companies can reduce clamping force needs by 30-50 percent which results in lower equipment investment costs.
3.Energy Costs: The reduction of molding cycles together with lower clamping forces results in a 20-30 percent decrease in total energy consumption which helps maintain cost efficiency.
Benefits Derived from Improved Efficiency and Quality
The production process achieves higher output levels because it reduces molding cycle times by 20-40%. The process increases yield rates from 70-80% to more than 95% which leads to substantial cost savings through the reduction of scrap and rework expenses.
Return on Investment (ROI) Period
Gas assisted molds require an investment that exceeds traditional molds by 15-25% but the material savings and faster production cycles and better yield rates result in a return on investment period usually 6-12 months, and the annual output of over 50000 pieces has significant advantages.
FAQs
Q1: Which materials are suitable for gas assisted molding?
Gas assisted molding can work very well with plastics that flow easily, such as Nylon, Polypropylene (PP), Polycarbonate (PC), ABS, and also glass fiber reinforced plastics. These materials are typically used to make large structural components.
Q2: How much weight can gas assisted molding reduce in a product?
The amount of weight that can be saved by using gas assisted molding varies depending on the design and optimization of the gas channel layout, but generally, 15-25% reduction in product weight is achievable.
Q3: Does the gas assisted process impose any special requirements on mold materials?
Indeed, the gas assisted process does set certain dictates to mold materials, employing high strength steels such as P20 or H13 is essential besides the spots surrounding the gas pins call for very fine machining in order to totally ward off gas leakage.
Q4: Is there a limit to the length of gas penetration?
In theory, gas penetration length has no limit, but in actual working conditions, it is advised not to have a single penetration channel longer than 1 meter. If a longer length is required, the design should include auxiliary branch channels.
Q5: How can I tell if my product works well with gas assisted molding?
It fits best when walls are thick or flow paths are long. Products that need to be lighter or face warping or sink marks also work well. A solid design helps avoid these issues. This method is great for parts that don’t need to be ultra thin.
Q6: Are mold trial costs for gas assisted molding high?
Yes, costs rise based on how complicated the process setup is. Doing mold flow analysis before production cuts down on trial runs. Hiring a skilled provider can lower total spending. You don’t have to go through every test if you plan ahead.
Q7: Will gas pin marks show up clearly on the product?
They can be hidden by placing them on back or inside surfaces. So these marks often fade during finishing steps. Final appearance stays clean and smooth with careful layout and post processing.
Q8: How do I keep gas assisted molding steady during large scale runs?
Use equipment with closed loop control to stay consistent. Pair that with a tested process window from a design of experiments study. All settings must match exactly so each part comes out the same every time. Accuracy depends on how well you monitor and adjust the system during run cycles.
Summary
Gas assisted injection molding helps fix warping in big molded parts. If internal stress is not managed well, parts often warp or deform. This method uses scientific design and tight process control to remove stress. Choosing JS Precision means getting full support to improve your investment results.
Do large parts keep deforming during use? Can you reduce weight without losing strength? Reach out to JS Precision. Our team offers complete technical help - covering DFM analysis, mold flow studies, mold testing, and volume production.
Submit your 3D CAD files today to receive a personalized feasibility report on how gas assisted injection molding can be applied to your specific product!

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

