

Moldeo por inyección asistido por gas Ayuda a corregir deformaciones y deformaciones en piezas grandes moldeadas por inyección. La deformación no es sólo un problema que perjudica la producción: probablemente reduce las ganancias. Esto es especialmente cierto en el caso de molduras de automóviles, tanto interiores como exteriores, y en carcasas de electrodomésticos.
¿O quizás le preocupe que si el diseño de las vías respiratorias falla, mi molde será desechado?
Hoy, profundizaremos en cómo esta tecnología central subestimada (el moldeo por inyección asistido por gas) puede poner fin sistemáticamente a este problema de larga data que ha afectado a la industria manufacturera desde la fuente del diseño, y cómo evitar el riesgo de que el diseño de las vías respiratorias falle de antemano mediante la simulación.
Respuestas principales: un resumen
| Dimensión central | Contenido clave y valor |
| Punto de dolor central | Las piezas muy grandes pueden deformarse mucho en 3D porque las secciones muy gruesas se calientan y enfrían a diferentes velocidades y esto provoca tensiones de contracción no uniformes que provocan la deformación de la pieza. |
| Solución | El moldeo por inyección asistido por gas utiliza gas nitrógeno a alta presión que se propaga a través de un líquido fundido y, al mismo tiempo, la presión del gas actúa como presión de mantenimiento, por lo que el moldeo asistido por gas es la alternativa al moldeo por inyección de sólidos. |
| Clave de diseño | El diseño del canal de gas debe seguir la regla "El gas primero", lo que significa que las secciones de paredes gruesas son las que se transformarán en canales de gas huecos. |
| Núcleo del proceso | La clave para obtener resultados de moldeo estables y uniformes reside en el estrecho seguimiento del tiempo de retardo del gas, la presión de inyección y la presión de mantenimiento. |
| Valor empresarial | Reduce los requisitos de fuerza de sujeción, reduce los tiempos del ciclo de moldeo en más de un 30 % y mejora drásticamente el retorno de la inversión (ROI) . |
Conclusiones clave
- El diseño marca el límite máximo:
Para aprovechar plenamente los beneficios de la técnica asistida por gas, lo primero que hay que hacer es transformar las estructuras sólidas tradicionales en estructuras biomiméticas de "canales y canales de gas".
- Los parámetros significan dinero:
Mantener el tiempo de retardo de la inyección de gas y el perfil de presión bajo estricto control serán los factores que influirán directamente en la seguridad de la calidad interna del producto y también en la duración del ciclo de moldeo.
- Con el objetivo de obtener los mejores resultados y la máxima calidad:
El moldeo asistido por gas para estructuras complejas es una cuestión muy complicada de dinámica de fluidos que requiere mucha simulación. La elección de un servicios de moldeo por inyección Un proveedor con conocimientos profundos del tema es muy importante para evitar riesgos y garantizar una producción en masa exitosa.
¿Por qué confiar en esta guía? La experiencia de JS Precision en moldeo por inyección asistido por gas
Encontrar un experto técnico confiable y competente es el primer paso para resolver los problemas de deformación en piezas moldeadas por inyección de gran tamaño. JS Precision ha sido líder en moldeo por inyección durante muchos años.
En lo que a tecnología de moldeo por inyección asistida por gas se refiere, mantenemos una lista de proyectos exitosos de grandes componentes estructurales culminando en varios sectores de automoción, electrodomésticos, equipamiento industrial, etc.
Nuestro equipo integra un análisis experto del flujo de moldes con experiencia en la implementación de equipos, por lo que podemos ofrecer una solución total, desde el diseño del moldeo por inyección hasta un control estricto del proceso de moldeo por inyección.
Por ejemplo, durante el procesamiento de un soporte de parachoques de automóvil de 1,2 metros de largo, descubrimos que el ajuste de presión inicial de 8 bar provocaba parches de gas.
Posteriormente, ajustamos decisivamente la presión de inyección y el tiempo de retardo del nitrógeno, aumentando la tasa de aprobación del 82% al 98%.
Nuestros servicios se basan en los requisitos de la Norma ISO 20457:2018 para tolerancias de piezas moldeadas de plástico, que es una de las formas en que garantizamos que la calidad de nuestros productos esté en línea con los estándares internacionales.
Basándose en nuestras sólidas habilidades técnicas y nuestra larga experiencia práctica, JS Precision puede proporcionar soluciones de moldeo por inyección asistida por gas que están listas para implementarse y también son rentables para eliminar por completo la deformación en piezas moldeadas de gran tamaño. De esta manera ayudamos a nuestros clientes a reducir sus costes y aumentar su eficiencia.
¿Quiere descubrir rápidamente cómo el moldeo por inyección asistido por gas puede beneficiar su proyecto? Póngase en contacto con un ingeniero de JS Precision hoy para recibir una consulta técnica personalizada y gratuita y encontrar la solución óptima para su proyecto.
¿Por qué las piezas moldeadas por inyección de gran tamaño siempre tienen el problema de deformarse?
Las piezas grandes moldeadas por inyección son en su mayoría capaces de cambiar de forma debido a que la contracción del material no es la misma en todos los lugares. Esto crea tensiones dentro del material. La tecnología de moldeo por inyección asistida por gas es uno de los métodos que puede resolver este problema.
Los principales factores que contribuyen a este problema son:
Espesor de pared no uniforme
Por lo general, las piezas grandes se diseñan con características como nervaduras y ajustes a presión para reforzarlas, lo que genera diferencias muy considerables en el espesor de la pared. Las piezas más gruesas tardan más en enfriarse y se encogen más que las piezas delgadas que se enfrían rápidamente y se encogen menos . La diferente contracción da como resultado tensiones de tracción que hacen que la pieza cambie de forma.
Estrés residual
En el moldeo por inyección convencional, aunque se utiliza presión de retención para compensar la contracción, también empuja la sustancia fundida hacia la cavidad del molde, lo que provoca la creación de tensiones de orientación, "congeladas".
Estas tensiones surgen después de desmoldar la pieza y son una de las principales razones de deformación y agrietamiento de las piezas; en el caso de piezas grandes, las consecuencias de estas tensiones aumentan considerablemente.
¿Se pregunta si la deformación de su producto se debe a un espesor de pared desigual o a tensiones residuales? Descargue el documento técnico gratuito de JS Precision para obtener más información sobre cómo moldeo por inyección asistida por gas proporciona soluciones efectivas.
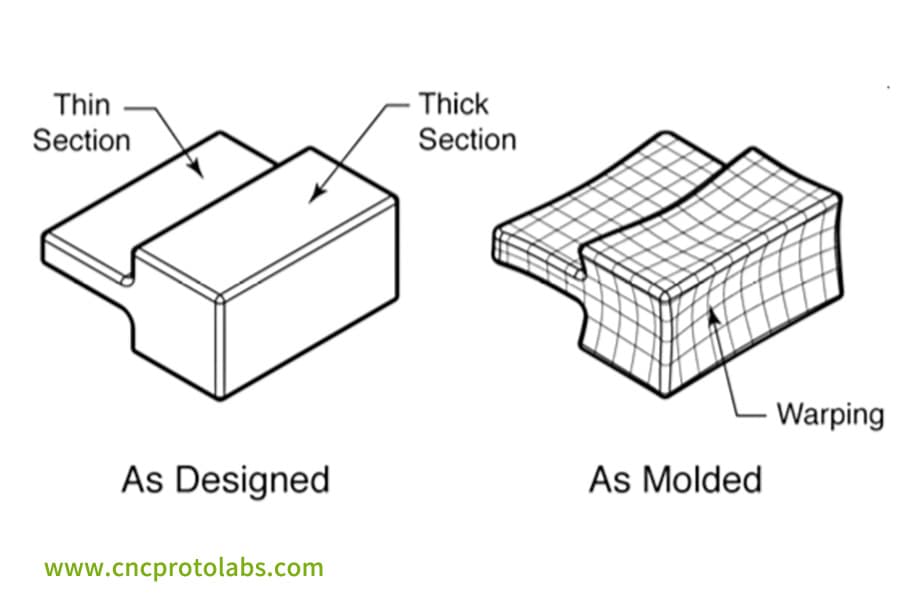
Figura 1: Un diagrama de comparación muestra una pieza diseñada (izquierda) junto a una versión deformada (derecha) con el texto "Tal como se diseñó" y "Tal como se moldeó", destacando los problemas de deformación.
¿Qué es el moldeo por inyección asistido por gas y cómo resuelve los problemas de deformación?
El moldeo por inyección asistido por gas es un proceso de inyección de gas nitrógeno a alta presión en plástico fundido para formar una estructura hueca y transferir la presión de retención. Puede cambiar la distribución de tensiones desde la raíz y resolver eficientemente el problema de deformación de piezas grandes.
Análisis de principios: sustitución de presión por gas para garantizar una contracción uniforme
Una vez que el material fundido llena la cavidad del molde solo hasta cierto punto, la máquina arroja gas nitrógeno a alta presión. El gas encuentra un camino a través de las áreas de paredes gruesas y empuja la masa fundida contra las paredes del molde, creando así una estructura hueca.
De esta manera, se resuelve el problema de la distribución desigual de la presión y la tensión interna se reduce en gran medida por la propia naturaleza del método, ya que se mantiene una presión de mantenimiento uniforme durante todo el proceso.
Ventajas principales: resolver los problemas de estrés desde el origen
- Eliminación de marcas de contracción y depresiones: las estructuras huecas reemplazan las paredes sólidas y gruesas, resolviendo por completo los defectos de la superficie causados por la contracción del volumen y mejorando la apariencia del producto.
- Fuerza de sujeción reducida: la presión se extiende dentro del molde, lo que reduce la fuerza de sujeción entre un 30% y un 50%. Esto ayuda a que dure más y reduce los costos iniciales.
- Tiempos de ciclo más cortos: esto significa que el tiempo del ciclo de su proyecto se reducirá entre un 20% y un 40%, lo que reducirá significativamente los costos de un solo artículo y acelerará el tiempo de comercialización.
| Tipo de proceso | Reducción de la fuerza de sujeción | Reducción del tiempo del ciclo | Tasa de eliminación de marcas de hundimiento | Tasa de mejora de deformación |
| Moldeo por inyección tradicional | 0% | 0% | 30% | 25% |
| Moldeo por inyección asistido por gas | 30%-50% | 20%–40% | 98% | >85% |
| Moldeo por inyección asistido por gas (optimizado) | 40%–55% | 30%–45% | 100% | >90% |
¿Le gustaría recibir una estimación gratuita del ahorro de costes que el moldeo por inyección asistida por gas podría aportar a su proyecto? Contacte con JS Precisión , simplemente proporcione información básica del producto para recibir un informe de análisis de costos preciso.
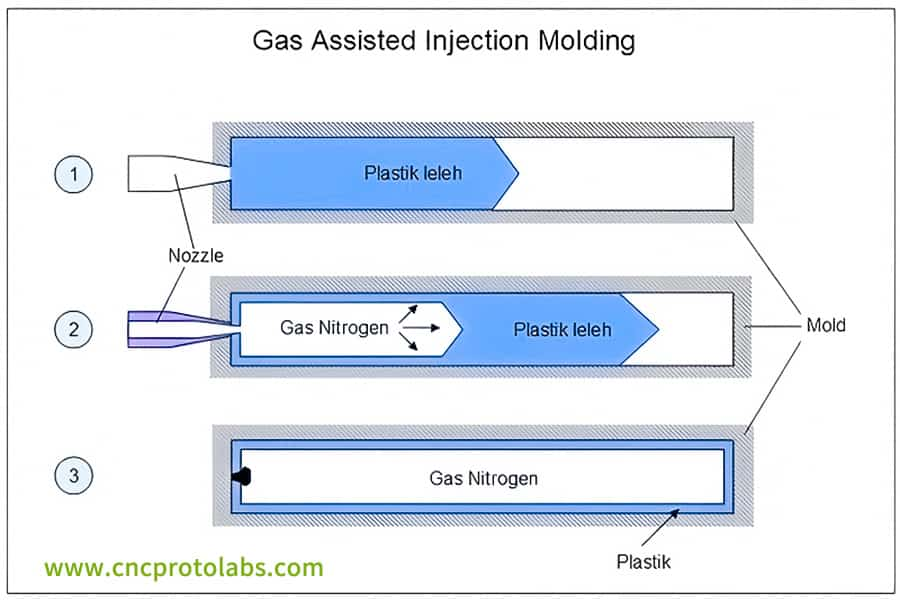
Figura 2: Un diagrama técnico que ilustra el proceso de moldeo por inyección asistida por gas, en el que se inyecta gas nitrógeno en el plástico fundido dentro de una cavidad del molde.
¿Cómo optimizar el diseño de las vías respiratorias mediante el diseño de moldeo por inyección?
Los resultados subóptimos en el moldeo asistido por gas son frecuentemente el resultado de diseños de canales de gas mal diseñados. Si sigue la regla de "Prioridad del gas", es decir, planifica los canales de gas como parte fundamental del diseño del producto, podrá optimizar el diseño y así aprovechar al máximo este avanzado proceso de moldeo.
Las reglas de oro del diseño de canales de gas
Los canales de gas deben estar alineados con la dirección del flujo de fusión para evitar "cortocircuitos" o "digitación" del gas. Se recomiendan secciones transversales similares a "lágrima" o "en forma de U". Normalmente, el diámetro del canal de gas debe ser de 1,5 a 2 veces el espesor de la pared contigua para que la penetración del gas sea firme y el espesor de la pared sea uniforme.
Diseño sinérgico de nervaduras y canales de gas.
Mediante la combinación de nervaduras y canales de gas se forma con gas un núcleo hueco en las nervaduras. Con este enfoque, no sólo se garantiza la rigidez de la pieza, sino que también se eliminan las marcas de hundimiento y el peso del producto se puede reducir entre un 15 % y un 25 % mientras se mantiene o mejora la resistencia estructural.
| Tipo de pieza | Peso de diseño tradicional | Peso del diseño de asistencia de gas | Reducción de peso | Cambio de rigidez | Estado de la marca de fregadero |
| Manija de puerta automotriz | 280g | 218g | 22% | +5% | Sin marcas de fregadero |
| Alojamiento para electrodomésticos | 560g | 420g | 25% | Sin alterar | Sin marcas de fregadero |
| Soporte industrial | 420g | 357g | 15% | +8% | Sin marcas de fregadero |
| Panel de instrumentos | 850g | 680g | 20% | Sin alterar | Sin marcas de fregadero |
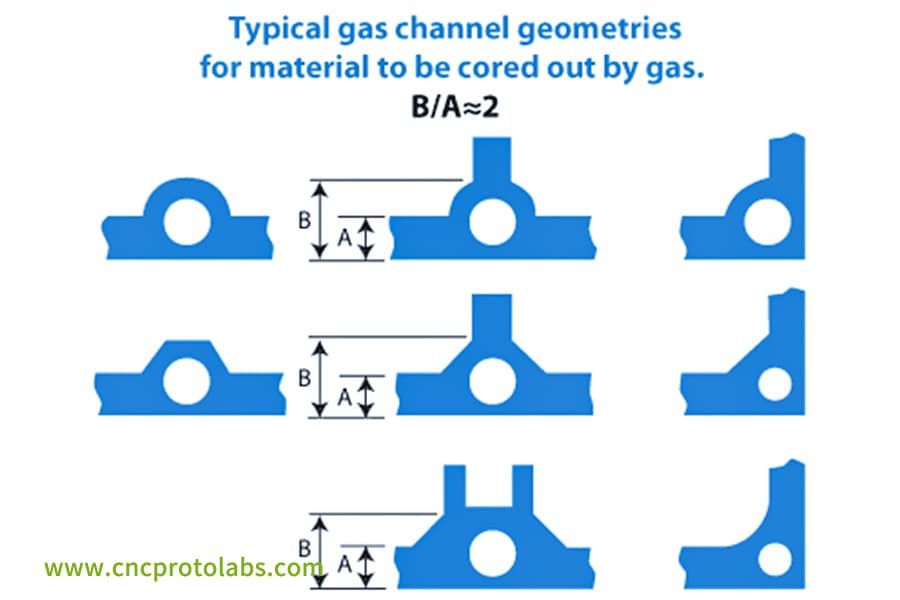
Figura 3: Un diagrama titulado "Geometrías típicas de canales de gas" que muestra varios diseños de secciones transversales de canales de gas para moldeo por inyección, etiquetados con las dimensiones A y B.
¿Cómo controlar con precisión los parámetros del proceso en el proceso de moldeo por inyección?
Un excelente diseño de moldeo por inyección implica un control muy preciso de los parámetros del proceso. El principio fundamental de la tecnología de asistencia de gas es la comprensión precisa de la "ventana de tiempo" y el "campo de presión" para realizar una producción en masa estable.
Tiempo de retardo del gas: la ventana de tiempo esencial para el resultado final
El tiempo de retardo de gas se refiere al lapso de tiempo desde el final de la inyección de masa fundida hasta que comienza la inyección de gas.
Un retraso muy corto puede hacer que el gas entre en las partes delgadas de la masa fundida parcialmente solidificada, mientras que una demora muy larga significa que la masa fundida se ha solidificado y el gas no tendrá ningún efecto. Normalmente, este retraso se mantiene dentro de un intervalo de 0,1 a 2 segundos y debe modificarse para cada material y cambio en el espesor de la pared.
Presión de gas frente a presión de mantenimiento
La presión del gas debe ser suficientemente superior a la presión de fusión (generalmente 200300 bar) para que el gas penetre efectivamente de acuerdo con las Normas ASTM D882 . Además, la presión de mantenimiento suele estar entre el 50% y el 70% de la presión máxima de inyección.
¿Por qué las piezas estructurales complejas requieren servicios de moldeo por inyección más profesionales?
Las piezas de estructura compleja son muy susceptibles a deformarse, por lo que requieren una ventana de proceso muy estrecha para su fabricación. Los servicios especializados de moldeo por inyección brindan soporte técnico completo para el éxito de la implementación de técnicas de moldeo asistido por gas.
Profundidad técnica: de la experiencia a los datos
Utilizando el análisis del flujo del molde, los profesionales que ofrecen servicios en el campo pueden simular las rutas tomadas por los gases y optimizar los canales de aire de antemano. Esto reduce el número de pruebas de molde en aproximadamente un 50 %, reduce el tiempo y los costos y alivia con precisión las dificultades de moldeo que son características de las geometrías de piezas complejas.
Capacidades de integración: equipos y procesos
El moldeo con asistencia de gas es un método muy exigente para las operaciones muy rápidas y estrechamente coordinadas del máquina de moldeo por inyección , el controlador de asistencia de gas y el molde.
Los profesionales del servicio recurren a la mejora de las máquinas y emplean sistemas de control muy precisos para que la inyección de gas se realice con precisión. De esta forma se consigue una combinación perfecta entre diseño, proceso y maquinaria, un factor muy importante para evitar fallos de producción durante la fabricación en masa.
¿Le preocupan posibles fallos al aplicar el moldeo asistido por gas a piezas complejas? Elija los servicios de moldeo por inyección de JS Precision para acceder a soporte integral, desde el análisis de Diseño para Manufacturabilidad (DFM) hasta la producción en masa a gran escala, garantizando que la tecnología de moldeo por inyección asistida por gas se adapte perfectamente a su producto.
¿Cuáles son los errores comunes del moldeo por inyección asistido por gas en la aplicación de componentes estructurales grandes? ¿Cómo solucionarlo?
El moldeo por inyección asistido por gas podría considerarse un proceso atractivo, ya que la mayoría de los beneficios prometidos serán prácticamente posibles. Sin embargo, su implementación práctica conlleva tres desafíos técnicos típicos que los fabricantes deben afrontar y resolver mucho tiempo.
Si se comprenden estos problemas y se toman las contramedidas adecuadas, la producción a gran escala se puede completar de forma segura y con la menor cantidad de riesgos.
Problema 1: Penetración del gas "señalando con el dedo"
Manifestación:
El gas penetra, como si se palpara con el dedo, en zonas de paredes finas en las que no está presente, por lo que estas zonas pueden carecer de material y, por ejemplo, debilitarse o las estructuras no están completas.
En pocas palabras, es como si el agua eligiera el atajo más fácil de tomar, lo que da como resultado áreas vacías que no deberían ser huecas.
Solución:
Rediseñe el molde para incluir obstrucciones del flujo en los extremos de los canales de gas o para cambiar la transición de espesor de las paredes. Mida el tiempo de retardo del gas con mucha precisión para evitar la situación en la que después de introducir el gas en el sistema, la viscosidad del fundido disminuya muy rápidamente. Continuar y estabilizar el proceso es uno de los requisitos.
Problema 2: escape de gas o formación de ampollas
Manifestación:
El gas produce a su paso grandes burbujas interconectadas que provocan un importante debilitamiento del producto o la presencia de ampollas en la superficie.
Solución:
Asegúrese de que el área de la sección transversal de los canales de gas sea lo suficientemente grande. Utilizar un perfil de presión de gas "escalonado" (aumentar la presión en pasos) y prolongar el tiempo de inyección de gas hasta 1 a 3 segundos ayudará a evitar una fuerza de impacto excesiva del gas, que es la principal causa de soplado o formación de ampollas.
Problema 3: ventana de proceso estrecha
Manifestación:
Incluso pequeños cambios en los lotes de material o en la temperatura ambiente pueden hacer que la tasa de rechazo aumente drásticamente durante la producción en masa.
Solución:
Utilice técnicas de Diseño de Experimentos (DOE) para determinar los niveles máximos y mínimos de los parámetros del proceso que más afectan la calidad y, como resultado, delinear una ventana de proceso sólida y estable.
Entonces, un proveedor de servicios profesionales puede tomar esta ventana reconocida como guía de producción en masa y garantizar constantemente la estabilidad del proceso de moldeo asistido por gas.
Estudio de caso de JS Precision: reducción de la planitud de las manijas de las puertas de los automóviles de 2,5 mm a 0,3 mm
Ninguna discusión teórica sería tan efectiva como un estudio de caso del mundo real. A continuación compartimos la historia detallada de una de nuestras aplicaciones prácticas , que muestra cómo mediante el uso de tecnología de moldeo por inyección asistida por gas, pudimos resolver el problema de la deformación persistente en componentes automotrices a gran escala.
Desafíos encontrados
El cliente, un gran fabricante de SUV, fabricaba manijas de puertas utilizando un material PA6 reforzado con fibra de vidrio. Después de seguir el moldeo por inyección sólido estándar, los mangos largos y delgados mostraron una desviación de planitud que alcanzó 2,5 mm en sus extremos, lo que está mucho más allá de la muy estricta especificación de tolerancia de ensamblaje del cliente de 0,5 mm.
Además, debido al espesor desigual de las paredes, las piezas estaban marcadas con marcas de hundimiento. Por tanto, el porcentaje de piezas que pasaron el proceso de pintura fue inferior al 60%. El cliente estaba perdiendo más de 80.000 dólares cada mes debido a este asunto, lo que provocó la paralización de todo el proyecto.
Solución
Después de la intervención del equipo de JS Precision, el primer paso fue optimizar el diseño de moldeo por inyección de las partes.
1. Modificación estructural: Nosotros modificamos la parte interna del mango sólido y la transformamos en una estructura de "canal principal + canales secundarios" . El diámetro de los canales de gas se redujo gradualmente de 6 mm a 4 mm para proporcionar una penetración uniforme del gas en toda la pieza.
2. Parámetros del proceso: utilizamos el flujo de molde para ayudarnos a ubicar el mejor lugar para el pasador de gas en el extremo del mango. De hecho, seguimos un patrón de "mantenimiento de alta presión con retardo de disparo corto" en el que se mantuvo la presión del gas de 240 bar y el tiempo de retardo se fijó con precisión en 0,6 segundos.
3. Control de proceso: Al mismo tiempo, ejecutamos un controlador de asistencia de gas de circuito cerrado que garantizaba que el volumen de inyección de gas para cada disparo estuviera en el nivel de tolerancia del 1 % , garantizando así un proceso estable.
Resultados finales
Después de varias optimizaciones, la variación de planitud del producto se controló a 0,3 mm solo dentro del rango de requisitos de ensamblaje y, además, se eliminaron por completo todas las marcas de hundimiento.
El tiempo del ciclo de moldeo se redujo de 85 segundos a 61 segundos, lo que significa un incremento de eficiencia del 28 %. Además, el peso del producto se redujo en un 22%, lo que llevó a una reducción drástica en el costo del material, además, se omitió el paso de enderezamiento posterior al moldeo.
Como resultado, la reducción total de costos fue de alrededor del 15%, lo que llevó al cliente a ahorrar más de $12,000 cada mes. Todo el proyecto, desde las primeras pruebas del molde hasta la entrega final para la producción en masa, se completó en sólo tres semanas , un hecho que el cliente apreció y reconoció mucho.
¿Su proyecto enfrenta desafíos similares con respecto a deformaciones o marcas de hundimiento? Póngase en contacto con JS Precision, envíe sus archivos CAD 3D y reciba una solución personalizada de moldeo por inyección asistida por gas para alcanzar rápidamente los estándares de producción en masa.

Figura 4: Cinco manijas de puertas de automóviles de forma uniforme, probablemente hechas de PA6 reforzada con fibra de vidrio, dispuestas en fila sobre una superficie gris, lo que muestra la consistencia del producto.
¿Cuánto retorno de la inversión (ROI) puede aportar el proceso de moldeo por inyección asistido por gas a su proyecto?
La medida financiera fundamental para el retorno de la inversión proporciona el marco esencial que las organizaciones utilizan para determinar las decisiones de trabajo de sus proyectos.
La tecnología de moldeo por inyección asistida por gas ofrece ventajas financieras continuas a lo largo de un proyecto porque necesita menos máquinas para funcionar y reduce el tiempo de producción y el peso de fabricación, al tiempo que produce resultados más eficientes.
Los clientes seleccionan este particular proceso de moldeo por inyección como su opción más adecuada porque les proporciona estos beneficios específicos.
Reducción de costos directos
1.Costos de materiales: una reducción del 15 al 25 % en el peso de la pieza da como resultado un ahorro directo de material porque disminuye la cantidad de materias primas necesarias para la producción. Los ahorros anuales en costos de materiales pueden oscilar entre $75 000 y $125 000 cuando una empresa produce 100 000 unidades cada año y el material cuesta $5 por unidad.
2. Costos de equipo: La producción requiere máquinas de menor tonelaje porque las empresas pueden reducir las necesidades de fuerza de sujeción entre un 30 y un 50 por ciento, lo que resulta en menores costos de inversión en equipos.
3. Costos de energía: la reducción de los ciclos de moldeo junto con fuerzas de sujeción más bajas dan como resultado una disminución del 20 al 30 por ciento en el consumo total de energía, lo que ayuda a mantener la eficiencia de costos.
Beneficios derivados de una mayor eficiencia y calidad
El proceso de producción logra niveles de producción más altos porque reduce los tiempos del ciclo de moldeo entre un 20% y un 40%. El proceso aumenta las tasas de rendimiento del 70-80% a más del 95%, lo que genera ahorros sustanciales de costos mediante la reducción de desechos y gastos de retrabajo.
Período de retorno de la inversión (ROI)
Los moldes asistidos por gas requieren una inversión que supera a los moldes tradicionales en un 15-25%, pero el ahorro de material, los ciclos de producción más rápidos y las mejores tasas de rendimiento dan como resultado un período de retorno de la inversión generalmente de 6 a 12 meses, y la producción anual de más de 50000 piezas tiene ventajas significativas.
Preguntas frecuentes
P1: ¿Qué materiales son adecuados para el moldeo asistido por gas?
El moldeo asistido por gas puede funcionar muy bien con plásticos que fluyen fácilmente, como nailon, polipropileno (PP), policarbonato (PC), ABS y también plásticos reforzados con fibra de vidrio. Estos materiales se utilizan normalmente para fabricar componentes estructurales grandes.
P2: ¿Cuánto peso puede reducir el moldeo asistido por gas en un producto?
La cantidad de peso que se puede ahorrar mediante el uso del moldeo asistido por gas varía según el diseño y la optimización del diseño del canal de gas, pero en general se puede lograr una reducción del 15 al 25 % en el peso del producto.
P3: ¿El proceso asistido por gas impone algún requisito especial a los materiales del molde?
De hecho, el proceso asistido por gas establece ciertos dictados para los materiales del molde; el empleo de aceros de alta resistencia como P20 o H13 es esencial, además de que los puntos que rodean los pasadores de gas requieren un mecanizado muy fino para evitar totalmente las fugas de gas.
P4: ¿Existe un límite en la duración de la penetración del gas?
En teoría, la longitud de penetración del gas no tiene límite, pero en condiciones de trabajo reales, se recomienda no tener un solo canal de penetración de más de 1 metro . Si se requiere una longitud mayor, el diseño debe incluir canales secundarios auxiliares.
P5: ¿Cómo puedo saber si mi producto funciona bien con el moldeo asistido por gas?
Se adapta mejor cuando las paredes son gruesas o los caminos de flujo largos. Los productos que deben ser más claros o que tengan deformaciones o marcas de hundimiento también funcionan bien. Un diseño sólido ayuda a evitar estos problemas. Este método es ideal para piezas que no necesitan ser ultradelgadas.
P6: ¿Son altos los costos de prueba de moldes para el moldeo asistido por gas?
Sí, los costos aumentan según lo complicada que sea la configuración del proceso. Realizar un análisis del flujo del molde antes de la producción reduce las tiradas de prueba. Contratar a un proveedor calificado puede reducir el gasto total. No es necesario que pase por todas las pruebas si planifica con anticipación.
P7: ¿Las marcas de los pines de gas aparecerán claramente en el producto?
Se pueden ocultar colocándolos en superficies traseras o interiores. Por lo tanto, estas marcas a menudo se desvanecen durante los pasos finales. La apariencia final se mantiene limpia y suave con un diseño y posprocesamiento cuidadosos.
P8: ¿Cómo puedo mantener estable el moldeo asistido por gas durante tiradas a gran escala?
Utilice equipos con control de circuito cerrado para mantener la coherencia. Combine eso con una ventana de proceso probada de un estudio de diseño de experimentos. Todas las configuraciones deben coincidir exactamente para que cada parte salga igual siempre. La precisión depende de qué tan bien monitoree y ajuste el sistema durante los ciclos de ejecución.
Resumen
El moldeo por inyección asistido por gas ayuda a corregir las deformaciones en piezas moldeadas de gran tamaño. Si la tensión interna no se maneja bien, las piezas a menudo se deforman o deforman. Este método utiliza un diseño científico y un estricto control del proceso para eliminar el estrés. Elegir JS Precision significa obtener soporte completo para mejorar los resultados de su inversión.
¿Las piezas grandes se siguen deformando durante el uso? ¿Se puede reducir peso sin perder fuerza? Comuníquese con JS Precision. Nuestro equipo ofrece ayuda técnica completa, que abarca análisis DFM, estudios de flujo de moldes, pruebas de moldes y producción en volumen.
Envíe sus archivos CAD 3D hoy para recibir un informe de viabilidad personalizado sobre cómo se puede aplicar el moldeo por inyección asistido por gas a su producto específico.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

