

Stampaggio ad iniezione assistita da gas aiuta a correggere deformazioni e deformazioni nelle parti stampate a iniezione di grandi dimensioni. La deformazione non è solo un problema che danneggia la produzione, ma probabilmente incide anche sui profitti. Ciò è particolarmente vero per le rifiniture delle auto, sia interne che esterne, e per gli involucri degli elettrodomestici.
Oppure potresti essere preoccupato che, se la progettazione delle vie aeree dovesse fallire, il mio stampo verrà scartato?
Oggi approfondiremo il modo in cui questa tecnologia di base sottovalutata, lo stampaggio a iniezione assistita da gas, può porre fine sistematicamente a questo problema di lunga data che ha afflitto l'industria manifatturiera fin dalla progettazione e come evitare in anticipo il rischio di fallimento della progettazione delle vie aeree attraverso la simulazione.
Risposte principali: una sintesi
| Dimensione fondamentale | Contenuti chiave e valore |
| Punto dolente fondamentale | Parti molto grandi possono deformarsi molto in 3D perché le sezioni molto spesse si riscaldano e si raffreddano a velocità diverse e questo causa sollecitazioni da ritiro non uniformi che portano alla deformazione della parte. |
| Soluzione | Lo stampaggio a iniezione assistita da gas utilizza azoto gassoso ad alta pressione che si propaga attraverso un liquido fuso e allo stesso tempo la pressione del gas agisce come pressione di mantenimento, quindi lo stampaggio assistito da gas è l'alternativa allo stampaggio a iniezione solida. |
| Chiave di progettazione | La disposizione dei canali del gas deve seguire la regola "Gas First" , il che significa che le sezioni con pareti spesse sono quelle da trasformare in canali del gas cavi. |
| Nucleo del processo | La chiave per ottenere risultati di stampaggio stabili e uniformi risiede nell'attento monitoraggio del tempo di ritardo del gas, della pressione di iniezione e della pressione di mantenimento. |
| Valore aziendale | Riduce i requisiti di forza di chiusura, riduce i tempi del ciclo di stampaggio di oltre il 30% e migliora notevolmente il ritorno sull'investimento (ROI) . |
Punti chiave
- Il design stabilisce il limite massimo:
Per sfruttare appieno i benefici della tecnica gas assistita, la prima cosa da fare è trasformare le tradizionali strutture solide in strutture biomimetiche “rib and gas channel”.
- I parametri significano denaro:
Mantenere sotto stretto controllo il tempo di ritardo dell'iniezione del gas e il profilo della pressione saranno proprio i fattori che influenzeranno direttamente la sicurezza della qualità interna del prodotto e anche la durata del ciclo di stampaggio.
- Puntando ai migliori risultati e alla massima qualità:
Lo stampaggio assistito da gas per strutture complesse è una questione molto complessa di fluidodinamica che richiede molta simulazione. La scelta di un servizi di stampaggio ad iniezione fornitore con una conoscenza approfondita della materia è molto importante per evitare rischi e garantire una produzione di massa di successo.
Perché fidarsi di questa guida? L'esperienza di JS Precision nello stampaggio a iniezione assistita da gas
Trovare un esperto tecnico affidabile e competente è il primo passo per risolvere i problemi di deformazione dei pezzi stampati ad iniezione di grandi dimensioni. JS Precision è da molti anni leader nello stampaggio ad iniezione.
Per quanto riguarda la tecnologia dello stampaggio ad iniezione assistita da gas, conserviamo un elenco di progetti di successo di componenti strutturali di grandi dimensioni che culminano in diversi settori automobilistico, elettrodomestici, attrezzature industriali, ecc.
Il nostro team integra l'analisi esperta del flusso dello stampo con l'esperienza nell'implementazione delle attrezzature, quindi siamo in grado di offrire una soluzione totale, a partire dalla progettazione dello stampaggio a iniezione, fino al rigoroso controllo del processo di stampaggio a iniezione.
Ad esempio, durante la lavorazione della staffa del paraurti di un'auto lunga 1,2 metri, abbiamo riscontrato che l'impostazione iniziale della pressione di 8 bar causava la formazione di gas.
Successivamente, abbiamo regolato in modo decisivo la pressione di iniezione e il tempo di ritardo dell'azoto, aumentando la velocità di passaggio dall'82% al 98%.
I nostri servizi si basano sui requisiti del Norma ISO 20457:2018 per le tolleranze delle parti stampate in plastica, che è uno dei modi in cui garantiamo che la qualità dei nostri prodotti sia in linea con gli standard internazionali.
Basandosi sulle nostre forti competenze tecniche e sulla lunga esperienza pratica, JS Precision è in grado di fornire soluzioni di stampaggio a iniezione assistita con gas pronte per essere implementate e anche convenienti, al fine di eliminare completamente la deformazione nelle parti stampate di grandi dimensioni. In questo modo aiutiamo i nostri clienti a ridurre i costi e ad aumentare la loro efficienza.
Vuoi scoprire rapidamente come lo stampaggio a iniezione assistita da gas può apportare vantaggi al tuo progetto? Contatta oggi stesso un ingegnere JS Precision per ricevere una consulenza tecnica gratuita e personalizzata e trovare la soluzione ottimale per il tuo progetto.
Perché i pezzi stampati ad iniezione di grandi dimensioni hanno sempre il problema della deformazione?
I pezzi stampati ad iniezione di grandi dimensioni sono nella maggior parte dei casi in grado di cambiare forma a causa del fatto che il ritiro del materiale non è lo stesso in tutti i punti. Ciò crea tensioni all'interno del materiale. La tecnologia di stampaggio a iniezione assistita da gas è uno dei metodi in grado di risolvere questo problema.
I principali fattori che contribuiscono a questo problema sono:
Spessore della parete non uniforme
Di solito, le parti di grandi dimensioni sono progettate con caratteristiche come nervature e accoppiamenti a scatto a scopo di rinforzo, il che porta a differenze considerevoli nello spessore delle pareti. Le parti più spesse impiegano più tempo a raffreddarsi e si restringono di più rispetto alle parti sottili che si raffreddano rapidamente e si restringono meno . Il diverso restringimento provoca sollecitazioni di trazione che fanno cambiare forma alla parte.
Stress residuo
Nello stampaggio a iniezione convenzionale, anche se la pressione di mantenimento viene utilizzata per compensare il ritiro, essa spinge anche la sostanza fusa nella cavità dello stampo provocando la creazione di tensioni di orientamento, "congelate".
Queste sollecitazioni emergono dopo che il pezzo è stato sformato e sono uno dei motivi principali della deformazione e della rottura dei pezzi; nel caso di pezzi di grandi dimensioni, le conseguenze di queste sollecitazioni sono notevolmente aumentate.
Ti chiedi se la deformazione del tuo prodotto è causata da uno spessore non uniforme delle pareti o da stress residui? Scarica il white paper gratuito di JS Precision per saperne di più su come stampaggio ad iniezione assistita da gas fornisce soluzioni efficaci.
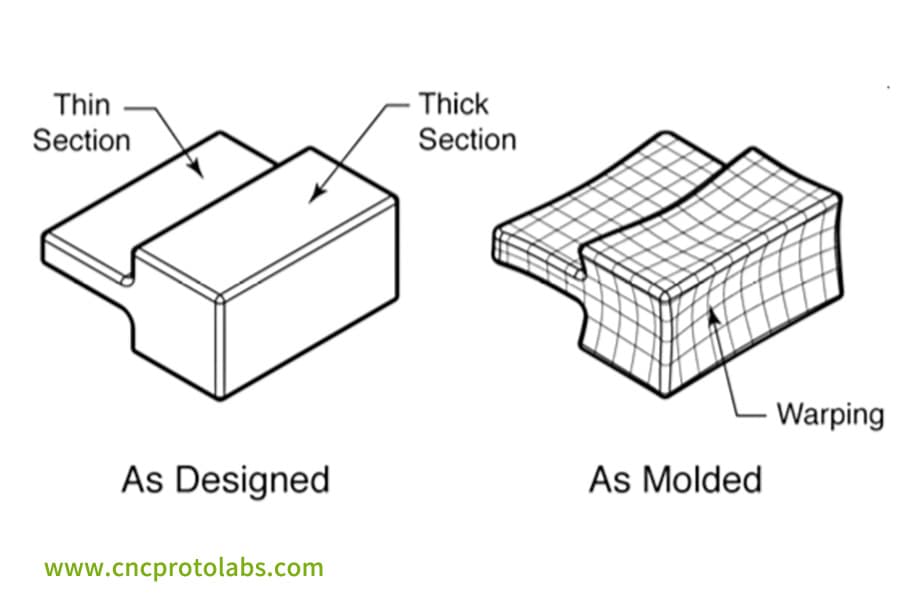
Figura 1: Un diagramma comparativo mostra una parte progettata (a sinistra) accanto a una versione deformata (a destra) con il testo "Come progettato" e "Come stampato", evidenziando i problemi di deformazione.
Che cos'è lo stampaggio a iniezione assistito da gas e come risolve i problemi di deformazione?
Lo stampaggio a iniezione assistita da gas è un processo di iniezione di azoto gassoso ad alta pressione nella plastica fusa per formare una struttura cava e trasferire la pressione di mantenimento. Può modificare la distribuzione dello stress dalla radice e risolvere efficacemente il problema della deformazione di parti di grandi dimensioni.
Analisi dei principi: sostituzione della pressione con gas per garantire un ritiro uniforme
Una volta che il materiale fuso riempie solo in una certa misura la cavità dello stampo, la macchina immette azoto gassoso ad alta pressione. Il gas riesce a farsi strada attraverso le pareti spesse e spinge la massa fusa contro le pareti dello stampo, creando così una struttura cava.
In questo modo, il problema della distribuzione non uniforme della pressione viene risolto e lo stress interno viene notevolmente ridotto grazie alla natura stessa del metodo poiché viene mantenuta una pressione di tenuta uniforme durante tutto il processo.
Vantaggi principali: risolvere i problemi di stress alla fonte
- Eliminazione di segni e avvallamenti da ritiro: le strutture cave sostituiscono le pareti spesse e solide, risolvendo completamente i difetti superficiali causati dal ritiro del volume e migliorando l'aspetto del prodotto.
- Forza di bloccaggio ridotta: la pressione si diffonde all'interno dello stampo, riducendo la forza di bloccaggio dal 30% al 50%. Ciò aiuta a durare più a lungo e riduce i costi iniziali.
- Tempi di ciclo ridotti: ciò significa che il tempo di ciclo del progetto sarà ridotto del 20% -40%, riducendo significativamente i costi del singolo articolo e accelerando il time-to-market.
| Tipo di processo | Riduzione della forza di serraggio | Riduzione del tempo di ciclo | Tasso di eliminazione dei segni di affondamento | Tasso di miglioramento della deformazione |
| Stampaggio ad iniezione tradizionale | 0% | 0% | 30% | 25% |
| Stampaggio ad iniezione assistita da gas | 30%–50% | 20%–40% | 98% | >85% |
| Stampaggio a iniezione assistita da gas (ottimizzato) | 40%–55% | 30%–45% | 100% | >90% |
Desideri una stima gratuita del risparmio sui costi che lo stampaggio a iniezione con gas assistito potrebbe apportare al tuo progetto? Contatta JS Precision , è sufficiente fornire le informazioni di base sul prodotto per ricevere un rapporto preciso sull'analisi dei costi.
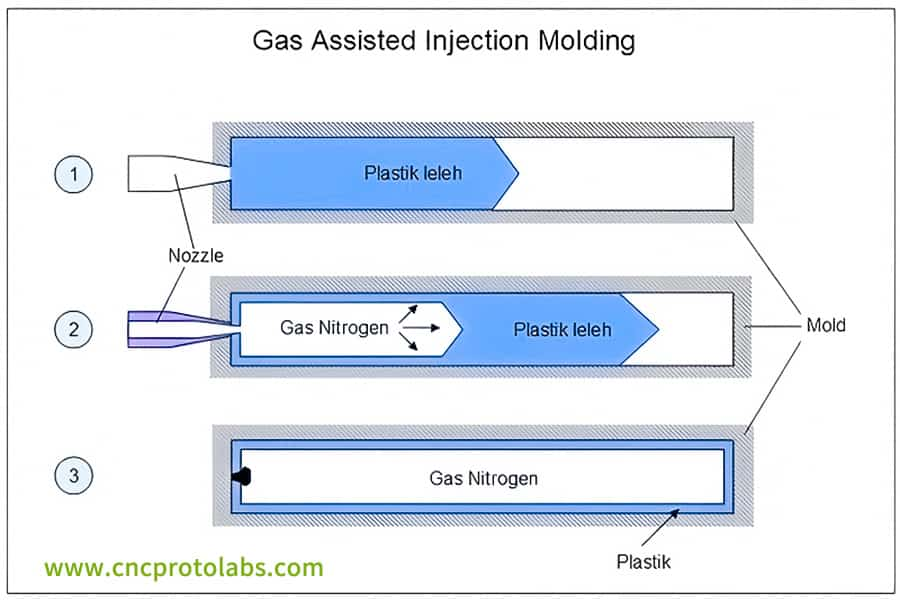
Figura 2: Un diagramma tecnico che illustra il processo di stampaggio a iniezione con gas assistito, con l'azoto gassoso iniettato nella plastica fusa all'interno di una cavità dello stampo.
Come ottimizzare il layout delle vie aeree attraverso la progettazione dello stampaggio a iniezione?
I risultati non ottimali nello stampaggio assistito da gas sono spesso il risultato di layout dei canali del gas mal progettati. Se segui la regola della “Gas Priority” , ovvero pianifichi i canali del gas come parte fondamentale della progettazione del prodotto, potrai ottimizzare il layout e sfruttare così appieno questo avanzato processo di stampaggio.
Le regole d'oro della disposizione dei canali del gas
I canali del gas devono essere allineati con la direzione del flusso del materiale fuso per evitare "cortocircuiti" o "distorsioni" del gas. Sono consigliabili sezioni trasversali simili a “goccia” o “a U”. Normalmente, il diametro del canale del gas dovrebbe essere da 1,5 a 2 volte lo spessore della parete contigua in modo che la penetrazione del gas sia stabile e lo spessore della parete sia uniforme.
Progettazione sinergica di nervature e canali del gas
Attraverso la combinazione di nervature e canali del gas, nelle nervature si forma un nucleo cavo utilizzando il gas. Con questo approccio, non solo è garantita la rigidità della parte, ma vengono eliminati anche i segni di avvallamento e il peso del prodotto può essere ridotto dal 15% al 25%, mantenendo o migliorando la resistenza strutturale.
| Tipo di parte | Peso del design tradizionale | Peso di progettazione del gas assistito | Riduzione del peso | Cambiamento di rigidità | Stato del contrassegno di sink |
| Maniglia per porta automobilistica | 280 g | 218 g | 22% | +5% | Nessun segno di lavandino |
| Alloggiamento dell'apparecchio | 560 g | 420 g | 25% | Invariato | Nessun segno di lavandino |
| Staffa industriale | 420 g | 357 g | 15% | +8% | Nessun segno di lavandino |
| Pannello strumenti | 850 g | 680 g | 20% | Invariato | Nessun segno di lavandino |
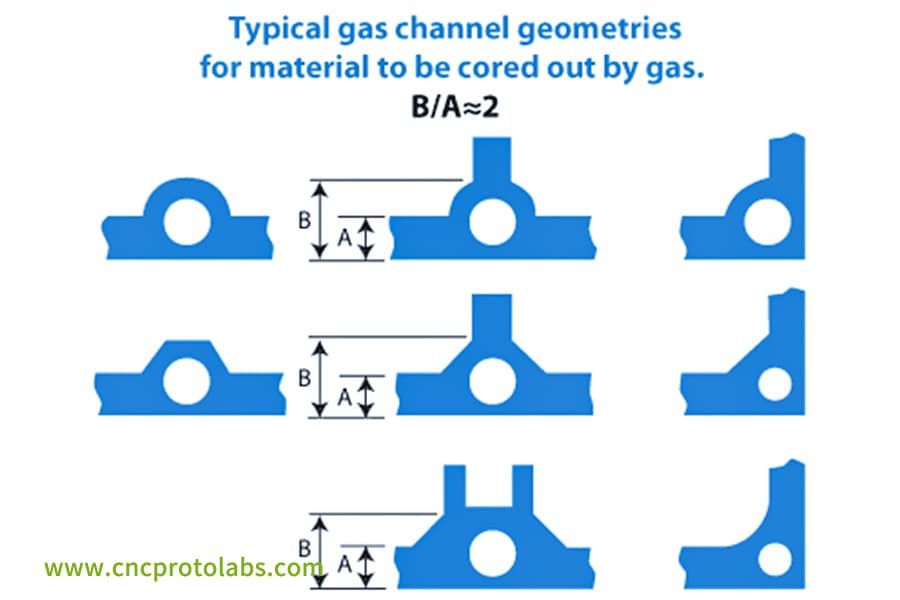
Figura 3: Un diagramma intitolato "Geometrie tipiche dei canali del gas" che mostra vari progetti in sezione trasversale dei canali del gas per lo stampaggio a iniezione, etichettati con le dimensioni A e B.
Come controllare con precisione i parametri di processo nel processo di stampaggio a iniezione?
L'eccellente progettazione dello stampaggio a iniezione comporta un controllo molto accurato dei parametri di processo. Il principio fondamentale della tecnologia Gas Assist è la comprensione precisa della "finestra temporale" e del "campo di pressione" per la realizzazione di una produzione di massa stabile.
Tempo di ritardo del gas: la finestra temporale essenziale per il risultato finale
Il tempo di ritardo del gas si riferisce all'intervallo di tempo dalla fine dell'iniezione di materiale fuso fino all'inizio dell'iniezione di gas.
Un ritardo molto breve può far sì che il gas entri nelle parti sottili della massa fusa solo parzialmente solidificata, mentre un ritardo molto lungo significa che la massa fusa si è solidificata e il gas non avrà alcun effetto. Normalmente, questo ritardo viene mantenuto entro un intervallo compreso tra 0,1 e 2 secondi e deve essere modificato per ciascun materiale e variazione dello spessore della parete.
Pressione del gas rispetto alla pressione di mantenimento
La pressione del gas deve essere sufficientemente superiore alla pressione di fusione (solitamente 200-300 bar) affinché il gas possa penetrare efficacemente secondo le Norme ASTM D882 . Inoltre, la pressione di mantenimento è normalmente compresa tra il 50% e il 70% della pressione massima di iniezione.
Perché le parti strutturali complesse richiedono servizi di stampaggio a iniezione più professionali?
Le parti con strutture complesse sono altamente suscettibili alla deformazione, pertanto richiedono una finestra di processo molto ristretta per la loro produzione. I servizi specializzati di stampaggio a iniezione estendono un supporto tecnico completo al successo dell'implementazione delle tecniche di stampaggio a gas assistito.
Approfondimento tecnico: dall'esperienza guidata ai dati
Utilizzando l'analisi del flusso dello stampo, i professionisti che offrono servizi sul campo possono simulare i percorsi seguiti dai gas e ottimizzare in anticipo i canali dell'aria. Ciò riduce il numero di prove dello stampo di circa il 50%, riduce i tempi, i costi e allevia accuratamente le difficoltà di stampaggio che sono le caratteristiche delle geometrie delle parti complesse.
Capacità di integrazione: apparecchiature e processi
Lo stampaggio con gas assistito è un metodo molto impegnativo per le operazioni molto veloci e strettamente coordinate del macchina per lo stampaggio ad iniezione , il controller di assistenza gas e lo stampo.
I professionisti dell'assistenza ricorrono all'aggiornamento delle macchine e impiegano sistemi di controllo molto accurati in modo che l'iniezione del gas avvenga in modo accurato. Pertanto, una perfetta combinazione di progettazione, processo e macchinari diventa un fattore molto importante per evitare errori di produzione durante la produzione di massa.
Preoccupato per i potenziali guasti quando si applica lo stampaggio assistito da gas a parti complesse? Scegli i servizi di stampaggio a iniezione di JS Precision per accedere al supporto end-to-end, dall'analisi Design for Manufacturability (DFM) fino alla produzione di massa su larga scala, garantendo che la tecnologia di stampaggio a iniezione assistita da gas sia perfettamente adattata al tuo prodotto.
Quali sono le insidie più comuni dello stampaggio a iniezione con gas assistito nell'applicazione di componenti strutturali di grandi dimensioni? Come risolverlo?
Lo stampaggio a iniezione assistita da gas potrebbe essere considerato un processo interessante in quanto sarà praticamente in grado di offrire i vantaggi più promessi. Tuttavia, la sua implementazione pratica porta a tre tipiche sfide tecniche che i produttori devono affrontare e risolvere molto tempo.
Se questi problemi vengono compresi e le contromisure vengono adottate adeguatamente, la produzione su larga scala può essere completata in sicurezza e con il minor numero di rischi.
Problema 1: Penetrazione del gas "puntato con il dito puntato".
Manifestazione:
Il gas penetra come se sondasse con un dito nelle zone di parete sottile dove non è presente, quindi queste zone possono mancare di materiale con il risultato che, ad esempio, si indeboliscono o le strutture non sono complete.
In poche parole, è come se l'acqua scegliesse la scorciatoia più semplice da prendere, risultando in aree vuote che non dovrebbero essere vuote.
Soluzione:
Riprogettare lo stampo per includere l'ostruzione del flusso alle estremità dei canali del gas o per modificare la transizione dello spessore delle pareti. Misurare il tempo di ritardo del gas in modo molto accurato per evitare la situazione in cui dopo aver introdotto il gas nel sistema la viscosità della fusione diminuirà molto rapidamente. Continuare e rendere stabile il processo è uno dei requisiti.
Problema 2: fuoriuscita di gas o formazione di bolle
Manifestazione:
Il gas produce nel suo percorso grosse bolle interconnesse che portano ad un notevole indebolimento del prodotto o alla presenza di bolle superficiali.
Soluzione:
Assicurarsi che l'area della sezione trasversale dei canali del gas sia sufficientemente grande. L'utilizzo di un profilo di pressione del gas "a gradini" - aumentando la pressione gradualmente - e prolungando il tempo di iniezione del gas fino a 1-3 secondi aiuterà a evitare una forza eccessiva di impatto del gas, che è la causa principale di trafilamenti o formazione di vesciche.
Problema 3: finestra di processo ristretta
Manifestazione:
Anche piccole variazioni nei lotti dei materiali o nella temperatura ambiente possono far sì che il tasso di scarti diventi drasticamente elevato durante la produzione di massa.
Soluzione:
Utilizzare le tecniche di progettazione degli esperimenti (DOE) per determinare i livelli massimo e minimo per i parametri di processo che influiscono maggiormente sulla qualità e, di conseguenza, delineare una finestra di processo solida e stabile.
Poi, a fornitore di servizi professionali può prendere questa finestra riconosciuta come linea guida della produzione di massa e garantire costantemente la stabilità del processo di stampaggio assistito da gas.
Caso di studio di JS Precision: riduzione della planarità delle maniglie delle portiere dell'auto da 2,5 mm a 0,3 mm
Nessuna discussione teorica sarebbe efficace quanto uno studio di caso reale. Condividiamo di seguito la storia dettagliata di una delle nostre applicazioni pratiche , mostrando come, utilizzando la tecnologia di stampaggio a iniezione assistita da gas, siamo stati in grado di risolvere il problema della deformazione persistente nei componenti automobilistici di grandi dimensioni.
Sfide incontrate
Il cliente, un grande produttore di SUV, produceva maniglie per porte utilizzando un materiale PA6 rinforzato con fibra di vetro. Dopo aver seguito lo stampaggio a iniezione solida standard, i manici lunghi e sottili hanno mostrato una deviazione di planarità che ha raggiunto i 2,5 mm alle estremità, un valore ben oltre la severa specifica di tolleranza di assemblaggio del cliente di 0,5 mm.
Inoltre, a causa dello spessore irregolare delle pareti, i pezzi presentavano segni di avvallamento. Pertanto, la percentuale delle parti che hanno superato il processo di verniciatura è stata inferiore al 60%. Il cliente perdeva più di $ 80.000 ogni mese a causa di questo problema, portando all'interruzione dell'intero progetto.
Soluzione
Dopo l'intervento del team JS Precision, il primo passo è stato ottimizzare il progettazione dello stampaggio ad iniezione delle parti.
1. Modifica strutturale: La parte interna della solida maniglia è stata da noi modificata e trasformata in una struttura "canale principale + canali di derivazione" . Il diametro dei canali del gas è stato gradualmente ridotto da 6 mm a 4 mm per garantire una penetrazione uniforme del gas in tutta la parte.
2. Parametri di processo: abbiamo utilizzato il flusso di stampo per aiutarci a individuare il punto migliore per il perno del gas all'estremità dell'impugnatura. In effetti, abbiamo seguito uno schema di "mantenimento ad alta pressione con ritardo di erogazione breve" in cui la pressione del gas veniva mantenuta a 240 bar e il tempo di ritardo veniva fissato accuratamente a 0,6 secondi.
3. Controllo del processo: allo stesso tempo, abbiamo utilizzato un controller di gas assistito a circuito chiuso che assicurava che il volume di iniezione di gas per ogni singolo colpo fosse al livello di una tolleranza dell'1% , garantendo quindi un processo stabile.
Risultati finali
Dopo diverse ottimizzazioni, la variazione di planarità del prodotto è stata controllata a 0,3 mm solo entro l'intervallo dei requisiti di assemblaggio e, inoltre, tutti i segni di avvallamento sono stati completamente rimossi.
Il tempo del ciclo di stampaggio è stato ridotto da 85 secondi a 61 secondi, il che significa un incremento di efficienza del 28%. Inoltre, il peso del prodotto è stato ridotto del 22%, il che ha portato ad una drastica riduzione del costo del materiale, inoltre è stata omessa la fase di raddrizzatura post-stampaggio.
Di conseguenza, la riduzione totale dei costi è stata di circa il 15%, consentendo al cliente di risparmiare oltre 12.000 dollari al mese. L'intero progetto, dalle primissime prove dello stampo fino alla consegna finale per la produzione in serie, è stato completato in sole tre settimane , un fatto che il cliente ha molto apprezzato e riconosciuto.
Il tuo progetto sta affrontando sfide simili per quanto riguarda deformazioni o segni di avvallamento? Contatta JS Precision, invia i tuoi file CAD 3D e ricevi una soluzione personalizzata di stampaggio a iniezione assistita da gas per raggiungere rapidamente gli standard di produzione di massa.

Figura 4: Cinque maniglie delle portiere di un'auto dalla forma uniforme, probabilmente realizzate in PA6 rinforzato con fibra di vetro, disposte in fila su una superficie grigia, a dimostrazione della consistenza del prodotto.
Quanto ROI (ritorno sull'investimento) può apportare al tuo progetto il processo di stampaggio a iniezione assistita da gas?
La misurazione finanziaria fondamentale per il ritorno sull'investimento fornisce il quadro essenziale che le organizzazioni utilizzano per determinare le proprie decisioni sul lavoro di progetto.
La tecnologia di stampaggio a iniezione assistita da gas offre continui vantaggi finanziari durante l'intero progetto perché richiede meno macchine per funzionare e riduce i tempi di produzione e il peso della produzione, producendo allo stesso tempo risultati più efficienti.
I clienti selezionano questo particolare processo di stampaggio ad iniezione come opzione più adatta perché fornisce loro questi vantaggi specifici.
Riduzione dei costi diretti
1.Costi dei materiali: una riduzione del 15-25% del peso della parte si traduce in un risparmio diretto di materiale perché diminuisce la quantità di materie prime necessarie per la produzione. Il risparmio annuale sui costi dei materiali può variare tra $ 75.000 e $ 125.000 quando un'azienda produce 100.000 unità ogni anno e il materiale costa $ 5 per unità.
2.Costi delle attrezzature: la produzione richiede macchine di tonnellaggio inferiore perché le aziende possono ridurre il fabbisogno di forza di chiusura del 30-50%, il che si traduce in minori costi di investimento nelle attrezzature.
3.Costi energetici: la riduzione dei cicli di stampaggio insieme a forze di bloccaggio inferiori determinano una diminuzione del 20-30% del consumo energetico totale, contribuendo a mantenere l'efficienza dei costi.
Benefici derivanti da una migliore efficienza e qualità
Il processo produttivo raggiunge livelli di produttività più elevati perché riduce i tempi del ciclo di stampaggio del 20-40%. Il processo aumenta i tassi di rendimento dal 70-80% a oltre il 95%, il che porta a sostanziali risparmi sui costi attraverso la riduzione delle spese di scarto e rilavorazione.
Periodo di ritorno sull'investimento (ROI).
Gli stampi a gas richiedono un investimento che supera gli stampi tradizionali del 15-25%, ma il risparmio di materiale, i cicli di produzione più rapidi e i migliori tassi di rendimento si traducono in un periodo di ritorno sull'investimento solitamente di 6-12 mesi e la produzione annua di oltre 50.000 pezzi presenta vantaggi significativi.
Domande frequenti
Q1: Quali materiali sono adatti allo stampaggio assistito da gas?
Lo stampaggio assistito da gas può funzionare molto bene con plastiche che scorrono facilmente, come nylon, polipropilene (PP), policarbonato (PC), ABS e anche plastica rinforzata con fibra di vetro. Questi materiali vengono generalmente utilizzati per realizzare componenti strutturali di grandi dimensioni.
Q2: Quanto peso può ridurre lo stampaggio assistito da gas in un prodotto?
La quantità di peso che è possibile risparmiare utilizzando lo stampaggio assistito da gas varia a seconda della progettazione e dell'ottimizzazione della disposizione del canale del gas, ma in genere è possibile ottenere una riduzione del peso del prodotto del 15-25%.
Q3: Il processo assistito da gas impone requisiti speciali sui materiali dello stampo?
In effetti, il processo assistito da gas impone determinati dettami per lo stampaggio dei materiali, l'utilizzo di acciai ad alta resistenza come P20 o H13 è essenziale inoltre i punti attorno ai perni del gas richiedono una lavorazione molto fine per scongiurare totalmente le perdite di gas.
Q4: Esiste un limite alla lunghezza di penetrazione del gas?
In teoria la lunghezza di penetrazione del gas non ha limiti, ma nelle reali condizioni di lavoro si consiglia di non avere un singolo canale di penetrazione più lungo di 1 metro . Se è necessaria una lunghezza maggiore, il progetto dovrebbe includere canali di diramazione ausiliari.
D5: Come posso sapere se il mio prodotto funziona bene con lo stampaggio assistito da gas?
Si adatta meglio quando le pareti sono spesse o i percorsi del flusso sono lunghi. Anche i prodotti che devono essere più leggeri o che presentano deformazioni o segni di avvallamento funzionano bene. Un design solido aiuta a evitare questi problemi. Questo metodo è ottimo per le parti che non devono essere ultra sottili.
D6: I costi di prova dello stampo per lo stampaggio assistito da gas sono elevati?
Sì, i costi aumentano in base alla complessità dell'impostazione del processo. Esecuzione dell'analisi del flusso dello stampo prima che la produzione riduca le prove. Assumere un fornitore qualificato può ridurre la spesa totale. Non è necessario sottoporsi a tutti i test se si pianifica in anticipo.
Q7: I segni delle spille del gas saranno visibili chiaramente sul prodotto?
Possono essere nascosti posizionandoli sul retro o sulle superfici interne. Quindi questi segni spesso svaniscono durante le fasi di finitura. L'aspetto finale rimane pulito e liscio con un layout e una post-elaborazione accurati.
D8: Come posso mantenere stabile lo stampaggio assistito da gas durante i cicli su larga scala?
Utilizza apparecchiature con controllo a circuito chiuso per rimanere coerente. Abbinalo a una finestra di processo testata da uno studio di progettazione di esperimenti. Tutte le impostazioni devono corrispondere esattamente in modo che ogni parte risulti sempre uguale. La precisione dipende dall'efficacia con cui si monitora e si regola il sistema durante i cicli di esecuzione.
Riepilogo
Lo stampaggio a iniezione assistito da gas aiuta a correggere la deformazione nelle parti stampate di grandi dimensioni. Se lo stress interno non viene gestito bene, le parti spesso si deformano o si deformano. Questo metodo utilizza una progettazione scientifica e un rigoroso controllo del processo per eliminare lo stress. Scegliere JS Precision significa ottenere pieno supporto per migliorare i risultati del tuo investimento.
Le parti di grandi dimensioni continuano a deformarsi durante l'uso? È possibile ridurre il peso senza perdere forza? Contatta JS Precision. Il nostro team offre assistenza tecnica completa, coprendo l'analisi DFM, gli studi sul flusso dello stampo, i test sugli stampi e la produzione in volume.
Invia i tuoi file CAD 3D oggi stesso per ricevere un rapporto di fattibilità personalizzato su come applicare lo stampaggio ad iniezione assistita da gas al tuo prodotto specifico!

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

