

Gasunterstütztes Spritzgießen Hilft bei der Behebung von Verwerfungen und Verformungen bei großen Spritzgussteilen. Warping ist nicht nur ein Problem, das die Produktion beeinträchtigt – es schmälert wahrscheinlich auch die Gewinne. Dies gilt insbesondere für die Innen- und Außenseite von Autoverkleidungen sowie für Gehäuse von Haushaltsgeräten.
Oder befürchten Sie möglicherweise, dass meine Form verschrottet wird, wenn das Atemwegsdesign fehlschlägt?
Heute werden wir uns damit befassen, wie diese unterschätzte Kerntechnologie – das gasunterstützte Spritzgießen – dieses seit langem bestehende Problem, das die Fertigungsindustrie von der Konstruktionsquelle an plagt, systematisch lösen kann und wie das Risiko eines Versagens der Atemwegskonstruktion durch Simulation im Voraus vermieden werden kann.
Kernantworten: Eine Zusammenfassung
| Kerndimension | Wichtiger Inhalt und Wert |
| Kernschmerzpunkt | Sehr große Teile können sich in 3D stark verformen, da sich die sehr dicken Abschnitte unterschiedlich schnell erwärmen und abkühlen und dies zu ungleichmäßigen Schrumpfungsspannungen führt, die zu einer Verformung der Teile führen. |
| Lösung | Gasunterstütztes Spritzgießen verwendet Hochdruck-Stickstoffgas , das sich durch eine flüssige Schmelze ausbreitet. Gleichzeitig fungiert der Gasdruck als Haltedruck, sodass gasunterstütztes Spritzgießen die Alternative zum Feststoffspritzgießen ist. |
| Designschlüssel | Die Anordnung der Gaskanäle sollte der „Gas First“-Regel folgen, was bedeutet, dass die dickwandigen Abschnitte in hohle Gaskanäle umgewandelt werden. |
| Prozesskern | Der Schlüssel zu stabilen und gleichmäßigen Formergebnissen liegt in der genauen Überwachung von Gasverzögerungszeit, Einspritzdruck und Nachdruck. |
| Geschäftswert | Verringert den Schließkraftbedarf, verkürzt die Formzykluszeiten um über 30 % und verbessert den Return on Investment (ROI) erheblich. |
Wichtige Erkenntnisse
- Design setzt die Höchstgrenze:
Um die Vorteile der gasunterstützten Technik voll auszuschöpfen, müssen zunächst die traditionellen festen Strukturen in biomimetische „Rippen- und Gaskanal“-Strukturen umgewandelt werden.
- Parameter bedeuten Geld:
Die strenge Kontrolle der Gasinjektionsverzögerungszeit und des Druckprofils sind genau die Faktoren, die einen direkten Einfluss auf die Sicherheit der inneren Qualität des Produkts und auch auf die Dauer des Formzyklus haben.
- Mit dem Ziel beste Ergebnisse und höchste Qualität:
Das gasunterstützte Formen komplexer Strukturen ist ein sehr heikles Problem der Fluiddynamik, das viel Simulation erfordert. Die Wahl eines Spritzgussdienstleistungen Um Risiken zu vermeiden und eine erfolgreiche Massenproduktion zu gewährleisten, ist es von entscheidender Bedeutung, dass ein Anbieter fundierte Kenntnisse in der Thematik hat .
Warum diesem Leitfaden vertrauen? Die Erfahrung von JS Precision im gasunterstützten Spritzgießen
Die Suche nach einem zuverlässigen und kompetenten technischen Experten ist der erste Schritt zur Lösung von Verformungsproblemen bei großen Spritzgussteilen. JS Precision ist seit vielen Jahren führend im Spritzguss.
Was die gasunterstützte Spritzgusstechnologie betrifft, führen wir eine Liste erfolgreicher Projekte für große Strukturbauteile, die ihren Höhepunkt in den Bereichen Automobil, Haushaltsgeräte, Industrieausrüstung usw. finden.
Unser Team vereint fachmännische Formflussanalysen mit der Erfahrung bei der Implementierung von Geräten, sodass wir eine Gesamtlösung anbieten können, angefangen beim Spritzgussdesign bis hin zur strengen Kontrolle des Spritzgussprozesses.
Beispielsweise stellten wir bei der Bearbeitung einer 1,2 Meter langen Stoßstangenhalterung eines Autos fest, dass die anfängliche Druckeinstellung von 8 bar zu Gaslecks führte.
Anschließend haben wir den Einspritzdruck und die Stickstoffverzögerungszeit entscheidend angepasst und so die Erfolgsquote von 82 % auf 98 % erhöht.
Unsere Leistungen orientieren sich an den Anforderungen der ISO 20457:2018-Standard B. auf Toleranzen von Kunststoffformteilen, und garantieren damit unter anderem die Qualität unserer Produkte nach internationalen Standards.
Aufgrund unserer ausgeprägten technischen Fähigkeiten und unserer langjährigen praktischen Erfahrung ist JS Precision in der Lage, umsetzbare und kostengünstige Lösungen für das gasunterstützte Spritzgießen bereitzustellen, um Verwerfungen bei großen Formteilen vollständig zu eliminieren. Auf diese Weise helfen wir unseren Kunden, ihre Kosten zu senken und ihre Effizienz zu steigern.
Möchten Sie schnell herausfinden, wie gasunterstütztes Spritzgießen Ihrem Projekt zugute kommen kann? Kontaktieren Sie noch heute einen Ingenieur von JS Precision, um eine kostenlose, persönliche technische Beratung zu erhalten und die optimale Lösung für Ihr Projekt zu finden.
Warum kommt es bei großformatigen Spritzgussteilen immer zu Verformungen?
Große Spritzgussteile sind meist in der Lage, ihre Form zu verändern, da die Schrumpfung des Materials nicht an allen Stellen gleich ist. Dadurch entstehen Spannungen im Inneren des Materials. Die gasunterstützte Spritzgusstechnologie ist eine der Methoden, die dieses Problem lösen kann.
Die Hauptfaktoren, die zu diesem Problem beitragen, sind:
Ungleichmäßige Wandstärke
Üblicherweise werden große Teile zur Verstärkung mit Merkmalen wie Rippen und Schnappverbindungen konstruiert, was zu sehr erheblichen Unterschieden in der Wandstärke führt. Dickere Teile brauchen länger zum Abkühlen und schrumpfen stärker als dünne Teile, die schneller abkühlen und weniger schrumpfen . Durch die unterschiedliche Schrumpfung entstehen Zugspannungen, die zu einer Formänderung des Teils führen.
Reststress
Beim herkömmlichen Spritzgießen wird zwar der Nachdruck zum Ausgleich der Schrumpfung verwendet, er drückt aber auch die geschmolzene Substanz in den Formhohlraum, wodurch Orientierungsspannungen entstehen, die „eingefroren“ werden.
Diese Spannungen treten nach der Entformung des Teils auf und sind eine der Hauptursachen für Verformungen und Risse in den Teilen. Bei großen Teilen sind die Folgen dieser Spannungen noch stärker ausgeprägt.
Sie fragen sich, ob die Verformung Ihres Produkts durch ungleichmäßige Wandstärken oder Eigenspannungen verursacht wird? Laden Sie das kostenlose Whitepaper zu JS Precision herunter, um mehr darüber zu erfahren gasunterstütztes Spritzgießen bietet effektive Lösungen.
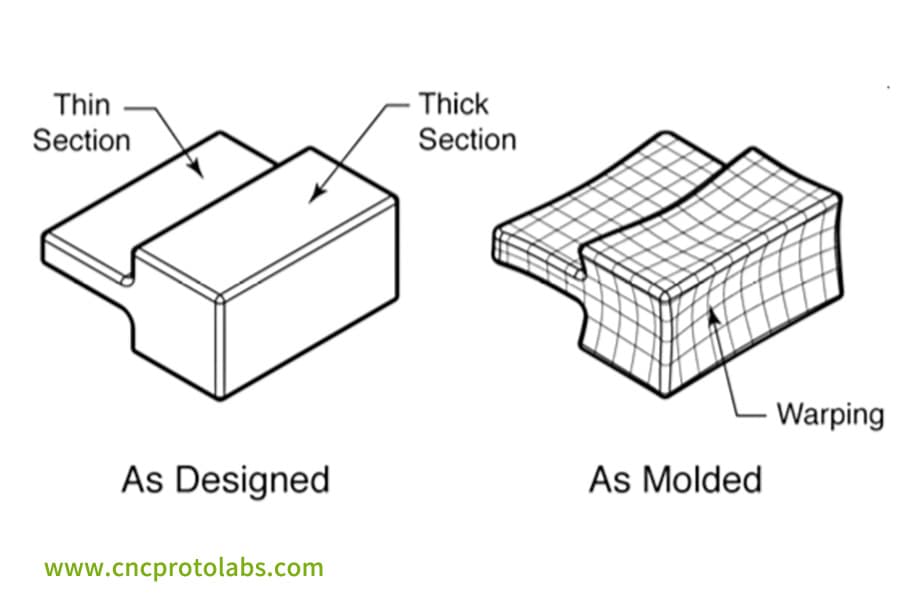
Abbildung 1: Ein Vergleichsdiagramm zeigt ein entworfenes Teil (links) neben einer verzogenen Version (rechts) mit den Texten „Wie entworfen“ und „Wie geformt“, was Verformungsprobleme hervorhebt.
Was ist gasunterstütztes Spritzgießen und wie löst es Verformungsprobleme?
Gasunterstütztes Spritzgießen ist ein Prozess, bei dem Stickstoffgas unter hohem Druck in geschmolzenen Kunststoff eingespritzt wird, um eine Hohlstruktur zu bilden und den Haltedruck zu übertragen. Es kann die Spannungsverteilung von Grund auf verändern und das Problem der Verformung großer Teile effizient lösen.
Prinzipanalyse: Ersetzen des Drucks durch Gas, um eine gleichmäßige Schrumpfung sicherzustellen
Sobald geschmolzenes Material einen Formhohlraum nur teilweise füllt, wirft die Maschine Stickstoffgas unter hohem Druck ein. Das Gas dringt durch die dickwandigen Bereiche und treibt die Schmelze gegen die Formwände, wodurch eine Hohlstruktur entsteht.
Auf diese Weise wird das Problem der ungleichmäßigen Druckverteilung gelöst und interne Spannungen werden durch die Natur des Verfahrens erheblich reduziert, da während des gesamten Prozesses ein gleichmäßiger Haltedruck aufrechterhalten wird.
Kernvorteile: Stressprobleme an der Quelle lösen
- Beseitigung von Schrumpfungsspuren und Vertiefungen: Hohlstrukturen ersetzen massive dicke Wände, wodurch durch Volumenschrumpfung verursachte Oberflächendefekte vollständig behoben und das Erscheinungsbild des Produkts verbessert werden.
- Reduzierte Schließkraft: Der Druck verteilt sich im Inneren der Form und verringert die Schließkraft um 30 % bis 50 %. Dies trägt zu einer längeren Lebensdauer bei und reduziert die Vorlaufkosten.
- Verkürzte Zykluszeiten: Dies bedeutet, dass die Zykluszeit Ihres Projekts um 20–40 % verkürzt wird, was die Kosten für einzelne Artikel erheblich senkt und die Markteinführungszeit beschleunigt.
| Prozesstyp | Reduzierung der Spannkraft | Reduzierung der Zykluszeit | Eliminierungsrate von Einfallstellen | Warping-Verbesserungsrate |
| Traditionelles Spritzgießen | 0% | 0% | 30 % | 25 % |
| Gasunterstütztes Spritzgießen | 30 %–50 % | 20 %–40 % | 98 % | >85 % |
| Gasunterstütztes Spritzgießen (optimiert) | 40 %–55 % | 30 %–45 % | 100 % | >90 % |
Möchten Sie eine kostenlose Schätzung der Kosteneinsparungen, die das gasunterstützte Spritzgießen für Ihr Projekt bringen könnte? Kontaktieren Sie JS Precision Geben Sie einfach grundlegende Produktinformationen ein, um einen genauen Kostenanalysebericht zu erhalten.
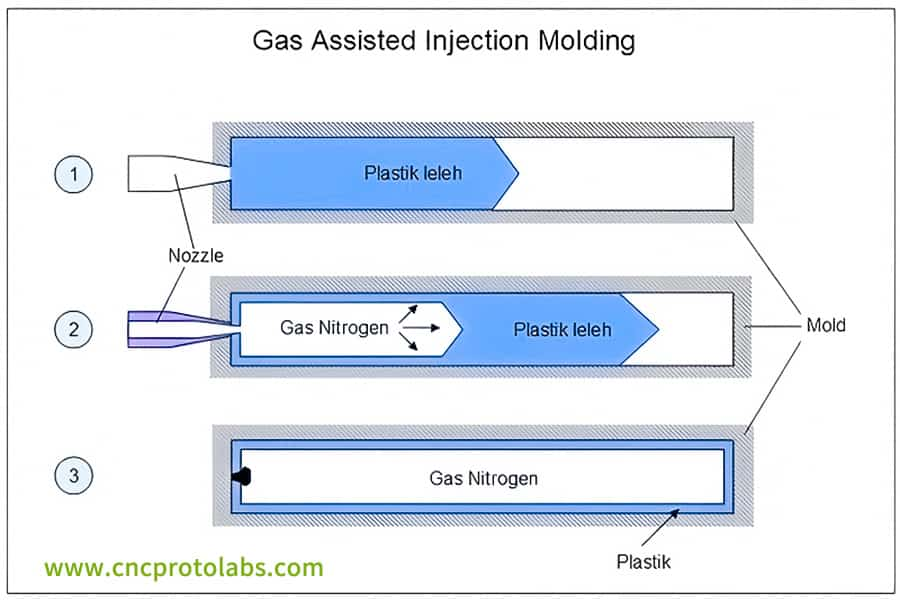
Abbildung 2: Ein technisches Diagramm, das den gasunterstützten Spritzgussprozess veranschaulicht, bei dem Stickstoffgas in die Kunststoffschmelze in einem Formhohlraum eingespritzt wird.
Wie kann die Anordnung der Atemwege durch Spritzgussdesign optimiert werden?
Suboptimale Ergebnisse beim gasunterstützten Formen sind häufig das Ergebnis schlecht konzipierter Gaskanalanordnungen. Wenn Sie die „Gasprioritätsregel“ befolgen, dh die Gaskanäle als grundlegenden Teil des Produktdesigns planen, können Sie das Layout optimieren und so die Vorteile dieses fortschrittlichen Formverfahrens voll ausnutzen.
Die goldenen Regeln für die Anordnung von Gaskanälen
Die Gaskanäle sollten auf die Richtung des Schmelzflusses ausgerichtet sein, um einen „Kurzschluss“ oder ein „Fingering“ des Gases zu vermeiden. Empfehlenswert sind Querschnitte ähnlich „Tropfen“ oder „U-förmig“. Normalerweise sollte der Durchmesser des Gaskanals das 1,5- bis 2-fache der Dicke der angrenzenden Wand betragen, damit das Gas gut eindringen kann und die Wanddicke gleichmäßig ist.
Synergistisches Design von Rippen und Gaskanälen
Durch die Kombination von Rippen und Gaskanälen wird mithilfe von Gas ein Hohlkern in den Rippen gebildet. Mit diesem Ansatz wird nicht nur die Teilesteifigkeit gewährleistet, sondern es werden auch Einfallstellen beseitigt und das Produktgewicht kann um 15 bis 25 % reduziert werden, während die strukturelle Festigkeit entweder erhalten bleibt oder verbessert wird.
| Teiletyp | Traditionelles Designgewicht | Designgewicht der Gasunterstützung | Gewichtsreduktion | Steifigkeitsänderung | Status der Einfallstelle |
| Kfz-Türgriff | 280g | 218g | 22 % | +5 % | Keine Einfallstellen |
| Gerätegehäuse | 560g | 420g | 25 % | Unverändert | Keine Einfallstellen |
| Industrielle Halterung | 420g | 357g | 15 % | +8 % | Keine Einfallstellen |
| Instrumententafel | 850g | 680g | 20 % | Unverändert | Keine Einfallstellen |
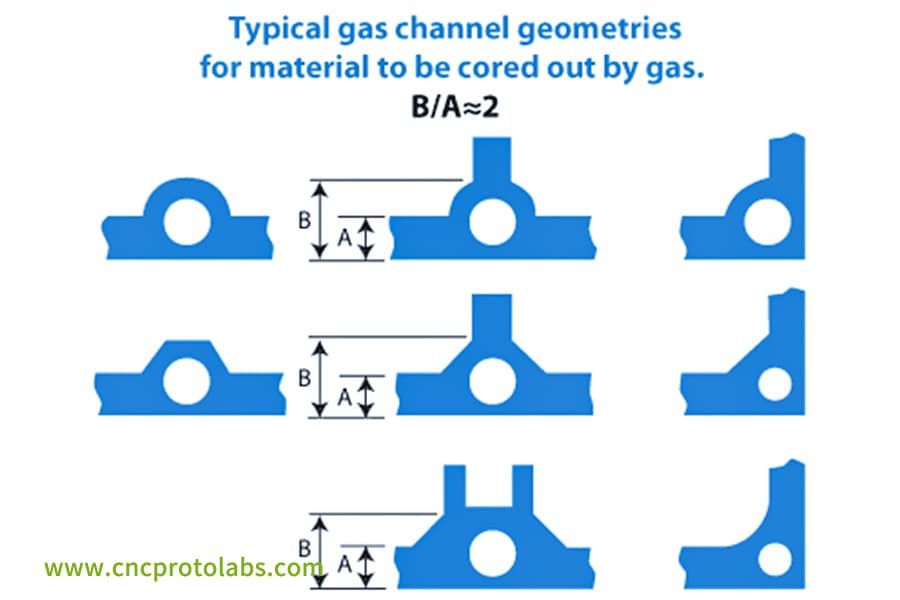
Abbildung 3: Ein Diagramm mit dem Titel „Typische Gaskanalgeometrien“, das verschiedene Querschnittsdesigns von Gaskanälen für den Spritzguss zeigt, gekennzeichnet mit den Maßen A und B.
Wie lassen sich die Prozessparameter im Spritzgussprozess präzise steuern?
Ein hervorragendes Spritzgussdesign erfordert eine sehr genaue Steuerung der Prozessparameter. Das Hauptprinzip der Gasunterstützungstechnologie ist das genaue Verständnis von „Zeitfenster“ und „Druckfeld“ zur Realisierung einer stabilen Massenproduktion.
Gasverzögerungszeit: Das wesentliche Zeitfenster für das Endergebnis
Unter Gasverzögerungszeit versteht man die Zeitspanne vom Ende der Schmelzeinspritzung bis zum Beginn der Gaseinspritzung.
Eine sehr kurze Verzögerung kann dazu führen, dass das Gas in die dünnen Teile der nur teilweise erstarrten Schmelze eindringt, während eine sehr lange Verzögerung bedeutet, dass die Schmelze erstarrt ist und das Gas keine Wirkung hat. Normalerweise wird diese Verzögerung innerhalb eines Fensters von 0,1 bis 2 Sekunden gehalten und muss für jedes Material und jede Änderung der Wandstärke angepasst werden.
Gasdruck vs. Haltedruck
Der Gasdruck muss ausreichend über dem Schmelzedruck liegen (normalerweise 200–300 bar), damit das Gas effektiv eindringen kann ASTM D882-Standards . Außerdem liegt der Nachdruck normalerweise bei 50 % bis 70 % des maximalen Einspritzdrucks.
Warum erfordern komplexe Strukturteile professionellere Spritzgussdienstleistungen?
Komplexe Strukturteile sind sehr anfällig für Verformungen und erfordern daher ein sehr enges Prozessfenster für ihre Herstellung. Spezialisierte Spritzgussdienstleistungen bieten umfassende technische Unterstützung für den Erfolg der Implementierung gasunterstützter Formtechniken.
Technische Tiefe: Von erfahrungsorientiert zu datenorientiert
Mithilfe der Mold-Flow-Analyse können Fachleute, die Dienstleistungen in diesem Bereich anbieten, die Wege von Gasen simulieren und die Luftkanäle im Vorfeld optimieren. Dies verringert die Anzahl der Formversuche um etwa 50 %, reduziert Zeit und Kosten und lindert präzise die Formschwierigkeiten , die für komplexe Teilegeometrien charakteristisch sind.
Integrationsfähigkeiten: Ausrüstung und Prozess
Das Formen mit Gasunterstützung ist eine sehr anspruchsvolle Methode für die sehr schnellen und eng koordinierten Abläufe der Spritzgießmaschine , der Gasunterstützungsregler und die Form.
Serviceprofis greifen auf die Aufrüstung von Maschinen zurück und setzen sehr genaue Steuerungssysteme ein, damit die Gaseinspritzung präzise erfolgt. Dadurch wird eine perfekte Kombination aus Design, Prozess und Maschinen erreicht, ein sehr wichtiger Faktor zur Vermeidung von Produktionsausfällen bei der Massenfertigung.
Sind Sie besorgt über mögliche Fehler beim gasunterstützten Formenbau auf komplexe Teile? Wählen Sie die Spritzgussdienstleistungen von JS Precision, um umfassenden Support zu erhalten – von der Design for Manufacturability (DFM)-Analyse bis hin zur Massenproduktion in vollem Umfang – und stellen Sie sicher, dass die gasunterstützte Spritzgusstechnologie perfekt auf Ihr Produkt zugeschnitten ist.
Was sind die häufigsten Fallstricke des gasunterstützten Spritzgießens bei der Anwendung großer Strukturbauteile? Wie kann man es lösen?
Gasunterstütztes Spritzgießen könnte als attraktives Verfahren angesehen werden, da es die meisten versprochenen Vorteile in der Praxis umsetzen wird. Die praktische Umsetzung führt jedoch zu drei typischen technischen Herausforderungen, denen sich Hersteller viel Zeit stellen und lösen müssen.
Wenn diese Probleme verstanden und geeignete Gegenmaßnahmen ergriffen werden, kann die Produktion in großem Maßstab sicher und mit den geringsten Risiken abgeschlossen werden.
Problem 1: Gas-„Fingerzeig“-Penetration
Manifestation:
Gas dringt wie mit dem Finger in dünne Wandbereiche ein, in denen es nicht vorhanden ist. In diesen Bereichen kann es daher an Material mangeln, sodass sie beispielsweise schwächer werden oder die Strukturen nicht vollständig sind.
Einfach ausgedrückt ist es so, als würde Wasser die einfachste Abkürzung wählen, was zu leeren Bereichen führt, die nicht hohl sein sollten.
Lösung:
Gestalten Sie die Form neu, um Strömungshindernisse an den Enden der Gaskanäle einzubauen oder den Dickenübergang der Wände zu ändern. Messen Sie die Zeit der Gasverzögerung sehr genau, um zu vermeiden, dass die Schmelzviskosität nach dem Einleiten des Gases in das System sehr schnell abnimmt. Eine der Anforderungen ist die Fortführung und Stabilisierung des Prozesses .
Problem 2: Gasdurchschlag oder Blasenbildung
Manifestation:
Das Gas erzeugt auf seinem Weg große, miteinander verbundene Blasen, die zu einer erheblichen Schwächung des Produkts oder zur Bildung von Blasen auf der Oberfläche führen.
Lösung:
Stellen Sie sicher, dass die Querschnittsfläche der Gaskanäle groß genug ist. Die Verwendung eines „gestuften“ Gasdruckprofils – eine schrittweise Erhöhung des Drucks – und eine Verlängerung der Gasinjektionszeit auf bis zu 1–3 Sekunden tragen dazu bei, eine übermäßige Aufprallkraft des Gases zu vermeiden, die die Hauptursache für Durchblasen oder Blasenbildung ist.
Problem 3: Enges Prozessfenster
Manifestation:
Selbst kleine Änderungen der Materialchargen oder der Raumtemperatur können dazu führen, dass die Ausschussrate bei der Massenproduktion drastisch ansteigt.
Lösung:
Verwenden Sie Techniken der Versuchsplanung (DOE), um die maximalen und minimalen Werte für Prozessparameter zu bestimmen , die sich am stärksten auf die Qualität auswirken, und als Ergebnis ein robustes und stabiles Prozessfenster zu skizzieren.
Dann, a professioneller Dienstleister kann dieses anerkannte Fenster als Richtlinie für die Massenproduktion verwenden und die Stabilität des gasunterstützten Formprozesses kontinuierlich sicherstellen.
Fallstudie von JS Precision: Reduzierung der Ebenheit von Autotürgriffen von 2,5 mm auf 0,3 mm
Keine theoretische Diskussion wäre so effektiv wie eine Fallstudie aus der Praxis. Im Folgenden teilen wir die detaillierte Geschichte einer unserer praktischen Anwendungen und zeigen, wie wir durch den Einsatz der gasunterstützten Spritzgusstechnologie das Problem des anhaltenden Verzugs bei großformatigen Automobilbauteilen lösen konnten.
Aufgetretene Herausforderungen
Der Kunde war ein großer SUV-Hersteller. Der Kunde war ein großer SUV-Hersteller und stellte Türgriffe aus glasfaserverstärktem PA6-Material her. Nach dem standardmäßigen Massivspritzgussverfahren wiesen die langen und schlanken Griffe an ihren Enden eine Ebenheitsabweichung von 2,5 mm auf – was weit über der sehr strengen Montagetoleranzvorgabe des Kunden von 0,5 mm liegt.
Darüber hinaus waren die Teile aufgrund ungleichmäßiger Wandstärken mit Einfallstellen versehen. Daher betrug der Prozentsatz der Teile, die den Lackierprozess bestanden, weniger als 60 %. Der Kunde verlor durch diesen Vorfall jeden Monat mehr als 80.000 US-Dollar, was zur Einstellung des gesamten Projekts führte.
Lösung
Nach der Intervention des JS Precision-Teams bestand der erste Schritt darin, das zu optimieren Spritzgussdesign der Teile.
1. Strukturelle Modifikation: Der innere Teil des massiven Griffs wurde von uns verändert und in eine „Hauptkanal + Zweigkanäle“-Struktur umgewandelt. Der Durchmesser der Gaskanäle wurde schrittweise von 6 mm auf 4 mm reduziert, um eine gleichmäßige Gasdurchdringung im gesamten Teil zu gewährleisten.
2. Prozessparameter: Wir haben Mold Flow verwendet, um die beste Stelle für den Gasstift ganz am Ende des Griffs zu finden. Tatsächlich folgten wir einem Muster des „Kurzzeitverzögerungs-Hochdruckhaltens“, bei dem der Gasdruck von 240 bar gehalten und die Verzögerungszeit genau auf 0,6 Sekunden festgelegt wurde.
3. Prozesskontrolle: Gleichzeitig haben wir eine Gasunterstützungssteuerung mit geschlossenem Kreislauf betrieben, die dafür sorgte, dass das Gasinjektionsvolumen für jeden einzelnen Schuss innerhalb einer Toleranz von 1 % lag und so einen stabilen Prozess gewährleistete.
Endgültige Ergebnisse
Nach mehreren Optimierungen konnte die Ebenheitsschwankung des Produkts im Rahmen der Montageanforderungen auf nur 0,3 mm kontrolliert werden und außerdem wurden alle Einfallstellen vollständig entfernt.
Die Formzykluszeit wurde von 85 Sekunden auf 61 Sekunden verkürzt, was eine Effizienzsteigerung von 28 % bedeutet. Darüber hinaus wurde das Produktgewicht um 22 % gesenkt, was zu einer drastischen Reduzierung der Materialkosten führte, außerdem entfiel der Richtschritt nach dem Formen.
Dadurch betrug die Gesamtkostenreduzierung rund 15 %, was dazu führte, dass der Kunde jeden Monat über 12.000 US-Dollar einsparte. Das gesamte Projekt, angefangen von den ersten Formversuchen bis zur endgültigen Übergabe an die Massenproduktion, wurde in nur drei Wochen abgeschlossen, was der Kunde sehr schätzte und anerkennt.
Steht Ihr Projekt vor ähnlichen Herausforderungen hinsichtlich Verzug oder Einfallstellen? Kontaktieren Sie JS Precision, reichen Sie Ihre 3D-CAD-Dateien ein und erhalten Sie eine maßgeschneiderte gasunterstützte Spritzgusslösung, um schnell Massenproduktionsstandards zu erreichen.

Abbildung 4: Fünf einheitlich geformte Autotürgriffe, wahrscheinlich aus glasfaserverstärktem PA6, in einer Reihe auf einer grauen Oberfläche angeordnet, um die Konsistenz des Produkts zu demonstrieren.
Wie viel ROI (Return on Investment) kann der gasunterstützte Spritzgussprozess für Ihr Projekt bringen?
Die grundlegende finanzielle Messung der Kapitalrendite bildet den wesentlichen Rahmen, den Organisationen zur Festlegung ihrer Projektarbeitsentscheidungen verwenden.
Die gasunterstützte Spritzgusstechnologie bietet während des gesamten Projekts kontinuierliche finanzielle Vorteile, da weniger Maschinen für den Betrieb erforderlich sind, Produktionszeit und Fertigungsgewicht reduziert werden und gleichzeitig effizientere Ergebnisse erzielt werden.
Kunden wählen dies besonders aus Spritzgussverfahren als ihre am besten geeignete Option, da sie ihnen diese spezifischen Vorteile bietet.
Direkte Kostensenkung
1. Materialkosten: Eine Reduzierung des Teilegewichts um 15–25 % führt zu direkten Materialeinsparungen, da dadurch die Menge der für die Produktion benötigten Rohstoffe verringert wird. Die jährlichen Einsparungen durch Materialkosten können zwischen 75.000 und 125.000 US-Dollar liegen, wenn ein Unternehmen jedes Jahr 100.000 Einheiten produziert und die Materialkosten 5 US-Dollar pro Einheit betragen.
2. Ausrüstungskosten: Die Produktion erfordert Maschinen mit geringerer Tonnage, da Unternehmen den Schließkraftbedarf um 30–50 Prozent reduzieren können, was zu geringeren Investitionskosten für die Ausrüstung führt.
3. Energiekosten: Die Reduzierung der Formzyklen zusammen mit geringeren Schließkräften führt zu einer Reduzierung des Gesamtenergieverbrauchs um 20 bis 30 Prozent, was zur Aufrechterhaltung der Kosteneffizienz beiträgt.
Vorteile durch verbesserte Effizienz und Qualität
Der Produktionsprozess erreicht höhere Produktionsmengen, da er die Formzykluszeiten um 20–40 % verkürzt. Der Prozess erhöht die Ausbeute von 70-80 % auf über 95 %, was zu erheblichen Kosteneinsparungen durch die Reduzierung von Ausschuss und Nacharbeitskosten führt .
Return on Investment (ROI)-Zeitraum
Gasunterstützte Formen erfordern eine Investition, die die von herkömmlichen Formen um 15–25 % übersteigt, aber die Materialeinsparungen und schnelleren Produktionszyklen sowie bessere Ausbeuteraten führen zu einer Kapitalrenditedauer von normalerweise 6–12 Monaten, und die jährliche Produktion von über 50.000 Stück bietet erhebliche Vorteile.
FAQs
F1: Welche Materialien eignen sich für das gasunterstützte Formen?
Gasunterstütztes Formen eignet sich sehr gut für leicht fließende Kunststoffe wie Nylon, Polypropylen (PP), Polycarbonat (PC), ABS und auch glasfaserverstärkte Kunststoffe. Diese Materialien werden typischerweise zur Herstellung großer Strukturbauteile verwendet.
F2: Wie viel Gewicht kann durch gasunterstütztes Formen in einem Produkt eingespart werden?
Die Menge an Gewicht, die durch gasunterstütztes Formen eingespart werden kann, variiert je nach Design und Optimierung der Gaskanalanordnung, aber im Allgemeinen ist eine Reduzierung des Produktgewichts um 15–25 % erreichbar.
F3: Stellt das gasunterstützte Verfahren besondere Anforderungen an die Formmaterialien?
Tatsächlich stellt das gasunterstützte Verfahren gewisse Anforderungen an die Formmaterialien. Der Einsatz hochfester Stähle wie P20 oder H13 ist unerlässlich, außerdem erfordern die Stellen rund um die Gasstifte eine sehr feine Bearbeitung, um Gaslecks vollständig zu verhindern.
F4: Gibt es eine Grenze für die Länge der Gaspenetration?
Theoretisch gibt es keine Begrenzung für die Gaseindringlänge, aber unter tatsächlichen Arbeitsbedingungen wird empfohlen, keinen einzigen Eindringkanal länger als 1 Meter zu haben . Wenn eine größere Länge erforderlich ist, sollte die Konstruktion zusätzliche Abzweigkanäle umfassen.
F5: Wie kann ich feststellen, ob mein Produkt mit gasunterstütztem Formen gut funktioniert?
Es passt am besten, wenn die Wände dick sind oder die Fließwege lang sind. Auch Produkte, die leichter sein müssen oder Verwerfungen oder Einfallstellen aufweisen, eignen sich gut. Ein solides Design hilft, diese Probleme zu vermeiden. Diese Methode eignet sich hervorragend für Teile, die nicht besonders dünn sein müssen.
F6: Sind die Kosten für Formversuche beim gasunterstützten Formen hoch?
Ja, die Kosten steigen, je nachdem , wie kompliziert die Prozesseinrichtung ist. Durch die Durchführung einer Formflussanalyse vor der Produktion werden Probeläufe eingespart. Durch die Beauftragung eines kompetenten Anbieters können die Gesamtausgaben gesenkt werden. Wenn Sie im Voraus planen, müssen Sie nicht jeden Test durchlaufen.
F7: Werden Gasnadelmarkierungen deutlich auf dem Produkt sichtbar sein?
Sie können versteckt werden, indem Sie sie auf der Rückseite oder auf Innenflächen platzieren. Daher verblassen diese Markierungen während der Endbearbeitung oft. Durch sorgfältiges Layout und Nachbearbeitung bleibt das endgültige Erscheinungsbild sauber und glatt.
F8: Wie halte ich das gasunterstützte Formen bei Großserien stabil?
Um die Konsistenz zu gewährleisten, verwenden Sie Geräte mit geschlossenem Regelkreis. Kombinieren Sie dies mit einem getesteten Prozessfenster aus einer Versuchsplanungsstudie. Alle Einstellungen müssen exakt übereinstimmen, damit jedes Teil jedes Mal gleich aussieht. Die Genauigkeit hängt davon ab, wie gut Sie das System während der Laufzyklen überwachen und anpassen.
Zusammenfassung
Gasunterstütztes Spritzgießen hilft, Verwerfungen bei großen Formteilen zu beheben. Wenn innere Spannungen nicht gut bewältigt werden, kommt es oft zu einer Verformung oder Verformung von Teilen. Diese Methode nutzt wissenschaftliches Design und eine strenge Prozesskontrolle, um Stress abzubauen. Wenn Sie sich für JS Precision entscheiden, erhalten Sie umfassende Unterstützung bei der Verbesserung Ihrer Anlageergebnisse.
Verformen sich große Teile während des Gebrauchs ständig? Kann man Gewicht reduzieren, ohne an Kraft zu verlieren? Wenden Sie sich an JS Precision. Unser Team bietet umfassende technische Hilfe – einschließlich DFM-Analyse, Formflussstudien, Formtests und Massenproduktion.
Senden Sie noch heute Ihre 3D-CAD-Dateien um einen individuellen Machbarkeitsbericht darüber zu erhalten, wie gasunterstütztes Spritzgießen auf Ihr spezifisches Produkt angewendet werden kann!

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

