

Moldagem por injeção assistida por gás ajuda a corrigir empenamentos e deformações em grandes peças moldadas por injeção. A deformação não é apenas um problema que prejudica a produção – provavelmente prejudica os lucros. Isto é especialmente verdadeiro para acabamento automático, tanto interno quanto externo, e em caixas de eletrodomésticos.
Ou você pode estar preocupado com o fato de que, se o projeto das vias aéreas falhar, meu molde será descartado?
Hoje, vamos nos aprofundar em como essa tecnologia central subestimada – moldagem por injeção assistida por gás – pode sistematicamente acabar com esse problema de longa data que tem atormentado a indústria de manufatura desde a origem do projeto, e como evitar antecipadamente o risco de falha no projeto das vias aéreas por meio de simulação.
Respostas básicas: um resumo
| Dimensão Central | Conteúdo e valor principais |
| Ponto de dor central | Peças muito grandes podem deformar-se muito em 3D porque as seções muito espessas aquecem e esfriam em taxas diferentes e isso causa tensões de contração não uniformes, levando ao empenamento da peça. |
| Solução | A moldagem por injeção assistida por gás utiliza gás nitrogênio de alta pressão que se propaga através de um líquido fundido e, ao mesmo tempo, a pressão do gás atua como pressão de retenção, de modo que a moldagem assistida por gás é a alternativa à moldagem por injeção sólida. |
| Chave de projeto | O layout dos canais de gás deve seguir a regra "Gas First" , o que significa que as seções de paredes espessas são as que devem ser transformadas em canais de gás ocos. |
| Núcleo do Processo | A chave para resultados de moldagem estáveis e uniformes reside no monitoramento rigoroso do tempo de atraso do gás, da pressão de injeção e da pressão de retenção. |
| Valor comercial | Reduz os requisitos de força de fixação, reduz os tempos de ciclo de moldagem em mais de 30% e melhora drasticamente o retorno sobre o investimento (ROI) . |
Principais conclusões
- O design define o limite máximo:
Para atrair inteiramente os benefícios da técnica assistida por gás, a primeira coisa a fazer é transformar as estruturas sólidas tradicionais em estruturas biomiméticas de “costelas e canais de gás”.
- Parâmetros significam dinheiro:
Manter o tempo de atraso da injeção de gás e o perfil de pressão sob rigoroso controle serão os próprios fatores que influenciarão diretamente na segurança da qualidade interna do produto e também na duração do ciclo de moldagem.
- Visando os melhores resultados e a máxima qualidade:
A moldagem assistida por gás para estruturas complexas é uma questão muito complicada de dinâmica de fluidos que requer muita simulação. A escolha de um serviços de moldagem por injeção fornecedor com profundo conhecimento do assunto é muito importante para evitar riscos e garantir uma produção em massa de sucesso.
Por que confiar neste guia? Experiência da JS Precision em moldagem por injeção assistida por gás
Encontrar um especialista técnico confiável e competente é o primeiro passo para resolver problemas de deformação em grandes peças moldadas por injeção. A JS Precision é líder em moldagem por injeção há muitos anos.
No que diz respeito à tecnologia de moldagem por injeção assistida a gás, mantemos uma lista de projetos de sucesso de grandes componentes estruturais culminando em diversos setores automotivo, eletrodomésticos, equipamentos industriais, etc.
Nossa equipe integra análise especializada de fluxo de molde com experiência em implementação de equipamentos, assim somos capazes de oferecer uma solução total, desde o projeto de moldagem por injeção até o controle rígido do processo de moldagem por injeção.
Por exemplo, durante o processamento de um suporte de para-choque de carro com 1,2 metros de comprimento, descobrimos que o ajuste de pressão inicial de 8 bar causava manchas de gás.
Posteriormente, ajustamos de forma decisiva a pressão de injeção e o tempo de atraso do nitrogênio, aumentando a taxa de passagem de 82% para 98%.
Nossos serviços são baseados nos requisitos do Norma ISO 20457:2018 para tolerâncias de peças plásticas moldadas, que é uma das formas de garantirmos que a qualidade de nossos produtos esteja alinhada aos padrões internacionais.
Com base em nossas fortes habilidades técnicas e longa experiência prática, a JS Precision é capaz de fornecer soluções de moldagem por injeção assistida por gás que estão prontas para serem implementadas e também econômicas, a fim de eliminar completamente o empenamento em grandes peças moldadas. Dessa forma, ajudamos nossos clientes a reduzir seus custos e aumentar sua eficiência.
Quer descobrir rapidamente como a moldagem por injeção assistida a gás pode beneficiar o seu projeto? Contate um engenheiro da JS Precision hoje mesmo para receber uma consultoria técnica gratuita e personalizada e desbloquear a solução ideal para o seu projeto.
Por que peças moldadas por injeção de grande porte sempre apresentam o problema de deformação?
Grandes peças moldadas por injeção são geralmente capazes de mudar de forma devido ao fato de que o encolhimento do material não é o mesmo em todos os lugares. Isso cria tensões dentro do material. A tecnologia de moldagem por injeção assistida por gás é um dos métodos que podem resolver este problema.
Os principais fatores que contribuem para esse problema são:
Espessura de parede não uniforme
Normalmente, peças grandes são projetadas com recursos como nervuras e encaixes de pressão para fins de reforço, o que leva a diferenças consideráveis na espessura da parede. As peças mais grossas demoram mais para esfriar e encolhem mais do que as peças finas, que esfriam rapidamente e encolhem menos . As diferentes contrações resultam em tensões de tração que fazem com que a peça mude de forma.
Estresse residual
Na moldagem por injeção convencional, embora a pressão de retenção seja usada para compensar o encolhimento, ela também empurra a substância fundida para dentro da cavidade do molde, o que causa a criação de tensões de orientação, "congeladas".
Essas tensões surgem após a desmoldagem da peça e são um dos principais motivos de deformação e trincas das peças, no caso de peças grandes as consequências dessas tensões são bastante aumentadas.
Quer saber se a deformação do seu produto é causada por espessura irregular da parede ou tensão residual? Baixe o white paper gratuito do JS Precision para saber mais sobre como moldagem por injeção assistida por gás fornece soluções eficazes.
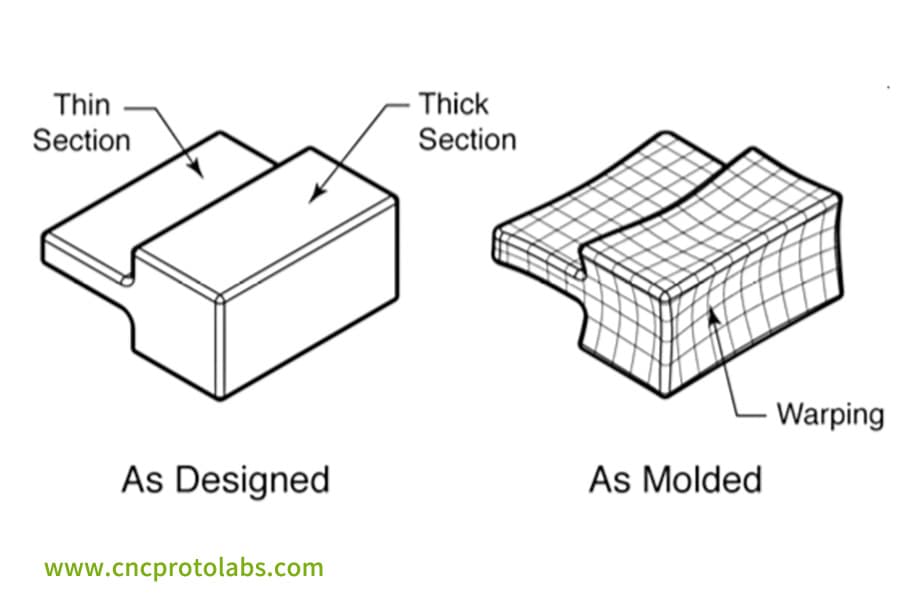
Figura 1: Um diagrama de comparação mostra uma peça projetada (à esquerda) ao lado de uma versão deformada (à direita) com o texto “As Designed” e “As Molded”, destacando problemas de deformação.
O que é moldagem por injeção assistida por gás e como ela resolve problemas de deformação?
A moldagem por injeção assistida por gás é um processo de injeção de gás nitrogênio de alta pressão em plástico fundido para formar uma estrutura oca e transferir a pressão de retenção. Ele pode alterar a distribuição de tensões desde a raiz e resolver com eficiência o problema de empenamento de peças grandes.
Análise de Princípio: Substituição de Pressão por Gás para Garantir Encolhimento Uniforme
Uma vez que o material fundido preenche a cavidade do molde apenas até certo ponto, a máquina lança gás nitrogênio de alta pressão. O gás atravessa as áreas de paredes espessas e empurra o fundido contra as paredes do molde, criando assim uma estrutura oca.
Desta forma, o problema da distribuição desigual da pressão é resolvido e a tensão interna é grandemente reduzida pela própria natureza do método, uma vez que a pressão de retenção uniforme é mantida durante todo o processo.
Principais Vantagens: Resolvendo Problemas de Estresse na Fonte
- Eliminando marcas e depressões de contração: Estruturas ocas substituem paredes sólidas e espessas, resolvendo completamente os defeitos superficiais causados pela contração de volume e melhorando a aparência do produto.
- Força de fixação reduzida: A pressão se espalha dentro do molde, reduzindo a força de fixação em 30% a 50%. Isso ajuda a durar mais e reduz os custos iniciais.
- Tempos de ciclo reduzidos: Isso significa que o tempo de ciclo do seu projeto será reduzido em 20% -40%, reduzindo significativamente os custos de itens únicos e acelerando o tempo de lançamento no mercado.
| Tipo de processo | Redução da força de fixação | Redução do tempo de ciclo | Taxa de eliminação de marcas de afundamento | Taxa de melhoria de empenamento |
| Moldagem por Injeção Tradicional | 0% | 0% | 30% | 25% |
| Moldagem por injeção assistida por gás | 30%–50% | 20%–40% | 98% | >85% |
| Moldagem por injeção assistida por gás (otimizada) | 40%–55% | 30%–45% | 100% | >90% |
Gostaria de obter uma estimativa gratuita da economia de custos que a moldagem por injeção assistida por gás poderia trazer para o seu projeto? Entre em contato com JS Precision , basta fornecer informações básicas do produto para receber um relatório preciso de análise de custos.
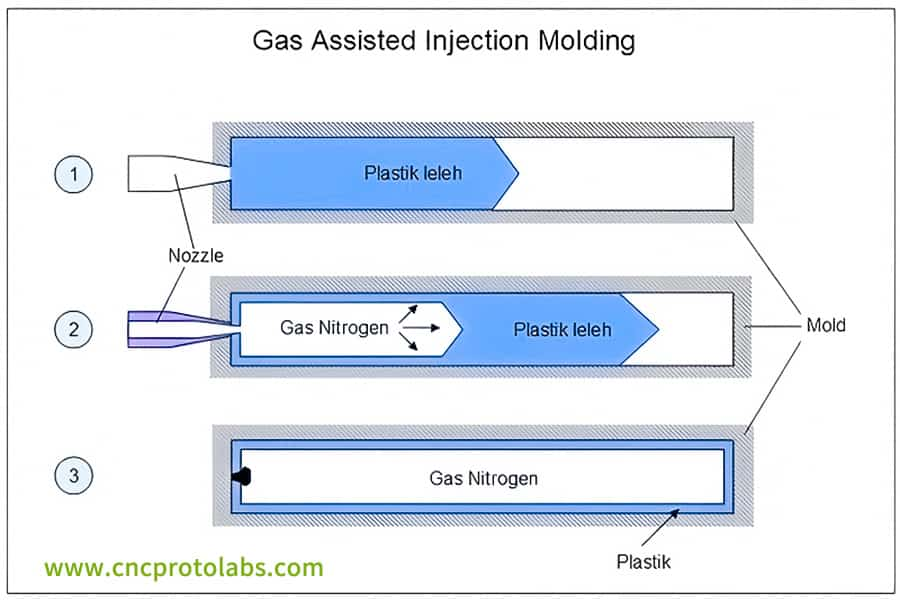
Figura 2: Um diagrama técnico que ilustra o processo de moldagem por injeção assistida por gás, com gás nitrogênio sendo injetado no plástico fundido dentro de uma cavidade do molde.
Como otimizar o layout das vias aéreas por meio do projeto de moldagem por injeção?
Resultados abaixo do ideal na moldagem assistida por gás são frequentemente o resultado de layouts de canais de gás mal projetados. Se você seguir a regra de “Prioridade de Gás”, ou seja, planejar os canais de gás como parte fundamental do design do produto, poderá otimizar o layout e, assim, aproveitar ao máximo esse avançado processo de moldagem.
As regras de ouro do layout do canal de gás
Os canais de gás devem estar alinhados com a direção do fluxo de fusão para evitar "curto-circuito" ou "dedilhado" do gás. Seções transversais semelhantes a "lágrima" ou "em forma de U" são aconselháveis. Normalmente, o diâmetro do canal de gás deve ser de 1,5 a 2 vezes a espessura da parede contígua para que a penetração do gás seja firme e a espessura da parede seja uniforme.
Projeto Sinérgico de Costelas e Canais de Gás
Através da combinação de nervuras e canais de gás, um núcleo oco é formado nas nervuras utilizando gás. Com esta abordagem, não só a rigidez da peça é garantida, mas também as marcas de afundamento são eliminadas e o peso do produto pode ser reduzido em 15% a 25% enquanto a resistência estrutural é mantida ou melhorada.
| Tipo de peça | Peso de design tradicional | Peso de projeto de assistência de gás | Redução de peso | Mudança de rigidez | Status da marca de afundamento |
| Maçaneta de porta automotiva | 280g | 218g | 22% | +5% | Sem marcas de pia |
| Carcaça de eletrodomésticos | 560g | 420g | 25% | Inalterado | Sem marcas de pia |
| Suporte Industrial | 420g | 357g | 15% | +8% | Sem marcas de pia |
| Painel de instrumentos | 850g | 680g | 20% | Inalterado | Sem marcas de pia |
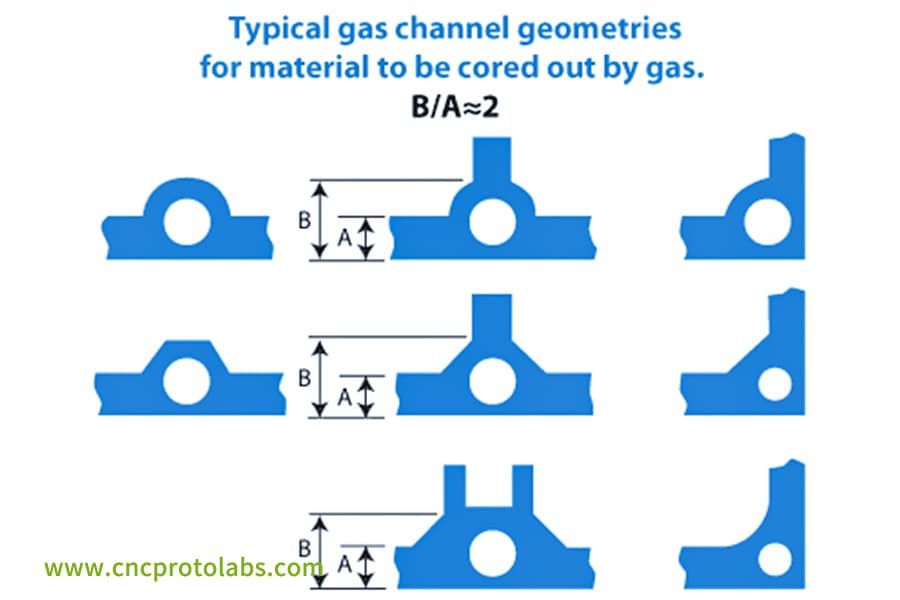
Figura 3: Um diagrama intitulado “Geometrias típicas de canais de gás” mostrando vários designs de seções transversais de canais de gás para moldagem por injeção, rotulados com as dimensões A e B.
Como controlar com precisão os parâmetros do processo no processo de moldagem por injeção?
Um excelente projeto de moldagem por injeção envolve um controle muito preciso dos parâmetros do processo. O princípio principal da tecnologia de assistência a gás é a compreensão precisa da "janela de tempo" e do "campo de pressão" para a realização de uma produção em massa estável.
Tempo de atraso do gás: a janela de tempo essencial para o resultado final
O tempo de atraso do gás refere-se ao intervalo de tempo desde o final da injeção do fundido até o início da injeção do gás.
Um atraso muito curto pode fazer com que o gás entre nas partes finas do fundido apenas parcialmente solidificado, enquanto um atraso muito longo significa que o fundido solidificou e o gás não terá qualquer efeito. Normalmente, esse atraso é mantido dentro de uma janela de 0,1 a 2 segundos e deve ser modificado para cada material e alteração na espessura da parede.
Pressão do gás vs. pressão de retenção
A pressão do gás precisa estar suficientemente acima da pressão de fusão (geralmente 200-300 bar) para que o gás penetre efetivamente de acordo com a Padrões ASTM D882 . Além disso, a pressão de retenção é normalmente de 50% a 70% da pressão máxima de injeção.
Por que peças estruturais complexas exigem serviços de moldagem por injeção mais profissionais?
Peças de estruturas complexas são altamente suscetíveis a empenamentos, exigindo assim uma janela de processo muito estreita para sua fabricação. Os serviços especializados de moldagem por injeção oferecem suporte técnico completo para o sucesso da implementação de técnicas de moldagem assistida por gás.
Profundidade técnica: Da experiência orientada à orientação por dados
Utilizando a análise do fluxo do molde, os profissionais que prestam serviços na área podem simular previamente os percursos dos gases e otimizar os canais de ar. Isto reduz o número de testes de molde em cerca de 50%, reduz tempo, custos e alivia com precisão as dificuldades de moldagem que são características de geometrias de peças complexas.
Capacidades de Integração: Equipamentos e Processos
A moldagem com assistência a gás é um método muito exigente para as operações muito rápidas e bem coordenadas do máquina de moldagem por injeção , o controlador de assistência de gás e o molde.
Os profissionais de serviços recorrem à modernização das máquinas e empregam sistemas de controle muito precisos para que a injeção do gás seja feita com precisão. Assim, uma combinação perfeita de design, processo e maquinário é alcançada, um fator muito importante para evitar falhas de produção durante a fabricação em massa.
Preocupado com possíveis falhas ao aplicar moldagem assistida por gás em peças complexas? Escolha os serviços de moldagem por injeção da JS Precision para acessar suporte completo – desde a análise de Design for Manufacturability (DFM) até a produção em massa em grande escala – garantindo que a tecnologia de moldagem por injeção assistida por gás seja perfeitamente adaptada ao seu produto.
Quais são as armadilhas comuns da moldagem por injeção assistida por gás na aplicação de grandes componentes estruturais? Como resolver isso?
A moldagem por injeção assistida por gás pode ser considerada um processo atraente, pois os benefícios mais prometidos serão praticamente possíveis. No entanto, a sua implementação prática leva a três desafios técnicos típicos que os fabricantes precisam de muito tempo para enfrentar e resolver.
Se estas questões forem compreendidas e as contramedidas forem tomadas adequadamente, a produção em grande escala poderá ser concluída com segurança e com o mínimo de riscos.
Problema 1: Penetração de gás "dedo apontando"
Manifestação:
O gás penetra como se estivesse sondando com um dedo em áreas de paredes finas onde não está presente, portanto, essas áreas podem carecer de material, fazendo com que, por exemplo, fiquem mais fracas ou as estruturas não estejam completas.
Simplificando, é como a água escolhendo o atalho mais fácil de seguir, resultando em áreas vazias que não deveriam ser ocas.
Solução:
Redesenhe o molde para incluir obstrução de fluxo nas extremidades dos canais de gás ou para alterar a transição de espessura das paredes. Meça o tempo de atraso do gás com muita precisão para evitar a situação em que, após a introdução do gás no sistema, a viscosidade do fundido diminuirá muito rapidamente. Continuar e tornar o processo estável é um dos requisitos.
Problema 2: Explosão de gás ou formação de bolhas
Manifestação:
O gás produz grandes bolhas interligadas em seu caminho, levando a um enfraquecimento significativo do produto ou à presença de bolhas superficiais.
Solução:
Certifique-se de que a área da secção transversal dos canais de gás seja suficientemente grande. Utilizar um perfil de pressão de gás "escalonado" - aumentando a pressão em etapas - e prolongando o tempo de injeção de gás até 1-3 segundos ajudará a evitar o excesso de força de impacto do gás, que é a principal causa de passagem ou formação de bolhas.
Problema 3: janela estreita do processo
Manifestação:
Mesmo pequenas mudanças nos lotes de materiais ou na temperatura ambiente podem fazer com que a taxa de rejeição aumente drasticamente durante a produção em massa.
Solução:
Use técnicas de Design de Experimentos (DOE) para determinar os níveis máximos e mínimos dos parâmetros do processo que mais afetam a qualidade e, como resultado, delinear uma janela de processo robusta e estável.
Então, um prestador de serviço profissional pode tomar esta janela reconhecida como diretriz de produção em massa e garantir constantemente a estabilidade do processo de moldagem assistida por gás.
Estudo de caso da JS Precision: reduzindo o nivelamento das maçanetas das portas dos carros de 2,5 mm para 0,3 mm
Nenhuma discussão teórica seria tão eficaz quanto um estudo de caso do mundo real. Compartilhamos abaixo a história detalhada de uma de nossas aplicações práticas , mostrando como, usando a tecnologia de moldagem por injeção assistida por gás, conseguimos resolver o problema de empenamento persistente em componentes automotivos de grande escala.
Desafios encontrados
O cliente, um grande fabricante de SUVs, o cliente era um grande fabricante de SUVs, estava fabricando maçanetas de portas usando um material PA6 reforçado com fibra de vidro. Depois de seguir a moldagem por injeção sólida padrão, os cabos longos e delgados apresentaram um desvio de planicidade atingindo 2,5 mm em suas extremidades - o que está muito além da especificação de tolerância de montagem muito rigorosa do cliente de 0,5 mm.
Além disso, como resultado da espessura irregular da parede, as peças ficaram marcadas com marcas de afundamento. Portanto, o percentual de peças que passaram pelo processo de pintura foi inferior a 60%. O cliente perdia mais de US$ 80 mil por mês devido a esse problema, levando à paralisação de todo o projeto.
Solução
Após a intervenção da equipa JS Precision, o primeiro passo foi optimizar o projeto de moldagem por injeção das peças.
1. Modificação Estrutural: A parte interna do cabo sólido foi alterada por nós e transformada em uma estrutura “canal principal + canais ramificados” . O diâmetro dos canais de gás foi gradualmente reduzido de 6 mm para 4 mm, a fim de proporcionar uma penetração uniforme do gás em toda a peça.
2. Parâmetros do processo: Usamos o fluxo do molde para nos ajudar a localizar o melhor local para o pino de gás na extremidade da alça. Na verdade, seguimos um padrão de “manutenção de alta pressão com retardo curto”, no qual a pressão do gás de 240 bar foi mantida e o tempo de retardo foi fixado com precisão em 0,6 segundos.
3. Controle de processo: Ao mesmo tempo, executamos um controlador de assistência de gás em circuito fechado que garantiu que o volume de injeção de gás para cada disparo estivesse no nível de tolerância de 1% , garantindo assim um processo estável.
Resultados Finais
Após diversas otimizações, a variação de planicidade do produto foi controlada para 0,3mm apenas dentro da faixa de exigência de montagem, e além disso, todas as marcas de afundamento foram totalmente removidas.
O tempo do ciclo de moldagem foi reduzido de 85 segundos para 61 segundos, o que significa um aumento de eficiência de 28%. Além disso, o peso do produto foi reduzido em 22%, o que levou a uma redução drástica no custo do material, além disso, a etapa de endireitamento pós-moldagem foi omitida.
Como resultado, a redução total de custos foi de cerca de 15%, o que levou o cliente a economizar mais de US$ 12.000 por mês. Todo o projecto, desde os primeiros testes do molde até à entrega final para produção em massa, foi concluído em apenas três semanas, um facto que o cliente muito apreciou e reconheceu.
O seu projeto está enfrentando desafios semelhantes em relação a empenamentos ou marcas de afundamento? Entre em contato com a JS Precision, envie seus arquivos CAD 3D e receba uma solução personalizada de moldagem por injeção assistida por gás para atingir rapidamente os padrões de produção em massa.

Figura 4: Cinco maçanetas de carro de formato uniforme, provavelmente feitas de PA6 reforçado com fibra de vidro, dispostas em uma fileira sobre uma superfície cinza, mostrando a consistência do produto.
Quanto ROI (retorno sobre o investimento) o processo de moldagem por injeção assistida por gás pode trazer para o seu projeto?
A medição financeira fundamental para o retorno do investimento fornece a estrutura essencial que as organizações utilizam para determinar as suas decisões de trabalho no projeto.
A tecnologia de moldagem por injeção assistida por gás oferece vantagens financeiras contínuas ao longo de um projeto porque precisa de menos máquinas para operar e reduz o tempo de produção e o peso de fabricação, ao mesmo tempo que produz resultados mais eficientes.
Os clientes selecionam este específico processo de moldagem por injeção como a opção mais adequada porque lhes proporciona esses benefícios específicos.
Redução Direta de Custos
1.Custos de material: Uma redução de 15-25% no peso da peça resulta em economia direta de material porque diminui a quantidade de matéria-prima necessária para a produção. A economia anual com custos de materiais pode variar entre US$ 75.000 e US$ 125.000 quando uma empresa produz 100.000 unidades por ano e o material custa US$ 5 por unidade.
2.Custos de equipamentos: A produção requer máquinas de menor tonelagem porque as empresas podem reduzir as necessidades de força de fixação em 30-50 por cento, o que resulta em menores custos de investimento em equipamentos.
3.Custos de energia: A redução dos ciclos de moldagem juntamente com forças de fixação mais baixas resulta em uma redução de 20 a 30% no consumo total de energia, o que ajuda a manter a eficiência de custos.
Benefícios derivados de maior eficiência e qualidade
O processo de produção atinge níveis de produção mais elevados porque reduz os tempos do ciclo de moldagem em 20-40%. O processo aumenta as taxas de rendimento de 70-80% para mais de 95%, o que leva a economias substanciais de custos através da redução de despesas com sucata e retrabalho.
Período de retorno do investimento (ROI)
Os moldes assistidos a gás requerem um investimento que excede os moldes tradicionais em 15-25%, mas a economia de material e os ciclos de produção mais rápidos e melhores taxas de rendimento resultam num período de retorno do investimento geralmente de 6 a 12 meses, e a produção anual de mais de 50.000 peças tem vantagens significativas.
Perguntas frequentes
Q1: Quais materiais são adequados para moldagem assistida por gás?
A moldagem assistida por gás pode funcionar muito bem com plásticos que fluem facilmente, como Nylon, Polipropileno (PP), Policarbonato (PC), ABS e também plásticos reforçados com fibra de vidro. Esses materiais são normalmente usados para fazer grandes componentes estruturais.
Q2: Quanto peso a moldagem assistida por gás pode reduzir em um produto?
A quantidade de peso que pode ser economizada usando a moldagem assistida por gás varia dependendo do projeto e da otimização do layout do canal de gás, mas geralmente é possível obter uma redução de 15 a 25% no peso do produto.
Q3: O processo assistido por gás impõe algum requisito especial aos materiais do molde?
Na verdade, o processo assistido por gás estabelece certas exigências para moldar materiais, o emprego de aços de alta resistência como P20 ou H13 é essencial, além dos pontos ao redor dos pinos de gás exigirem usinagem muito fina para evitar totalmente o vazamento de gás.
Q4: Existe um limite para a duração da penetração do gás?
Em teoria, o comprimento de penetração do gás não tem limite, mas em condições reais de trabalho, é aconselhável não ter um único canal de penetração com mais de 1 metro . Se for necessário um comprimento maior, o projeto deverá incluir canais auxiliares.
Q5: Como posso saber se meu produto funciona bem com moldagem assistida por gás?
Ele se adapta melhor quando as paredes são grossas ou os caminhos de fluxo são longos. Produtos que precisam ser mais leves ou apresentar deformações ou marcas de afundamento também funcionam bem. Um design sólido ajuda a evitar esses problemas. Este método é ótimo para peças que não precisam ser ultrafinas.
Q6: Os custos de teste de molde para moldagem assistida por gás são altos?
Sim, os custos aumentam com base na complexidade da configuração do processo. Fazer a análise do fluxo do molde antes da produção reduz os testes. Contratar um fornecedor qualificado pode reduzir os gastos totais. Você não precisa passar por todos os testes se planejar com antecedência.
Q7: As marcas dos pinos de gás aparecerão claramente no produto?
Eles podem ser escondidos colocando-os nas superfícies traseiras ou internas. Portanto, essas marcas geralmente desaparecem durante as etapas de acabamento. A aparência final permanece limpa e suave com layout e pós-processamento cuidadosos.
Q8: Como mantenho a moldagem assistida por gás estável durante operações em grande escala?
Use equipamentos com controle de malha fechada para manter a consistência. Combine isso com uma janela de processo testada a partir de um estudo de planejamento de experimentos. Todas as configurações devem corresponder exatamente para que cada parte saia sempre igual. A precisão depende de quão bem você monitora e ajusta o sistema durante os ciclos de execução.
Resumo
A moldagem por injeção assistida por gás ajuda a corrigir empenamentos em grandes peças moldadas. Se a tensão interna não for bem gerenciada, as peças geralmente ficam empenadas ou deformadas. Este método utiliza design científico e controle rígido do processo para remover o estresse. Escolher a JS Precision significa obter suporte total para melhorar os resultados do seu investimento.
As peças grandes ficam deformadas durante o uso? Você pode reduzir o peso sem perder força? Entre em contato com JS Precision. Nossa equipe oferece ajuda técnica completa - abrangendo análise DFM, estudos de fluxo de moldes, testes de moldes e produção em volume.
Envie seus arquivos CAD 3D hoje mesmo para receber um relatório de viabilidade personalizado sobre como a moldagem por injeção assistida a gás pode ser aplicada ao seu produto específico!

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

