

Литье под давлением с использованием газа помогает устранить коробление и деформацию больших деталей, отлитых под давлением. Деформация — это не просто проблема, которая вредит выпуску продукции — она, вероятно, съедает прибыль. Особенно это актуально для автообрезки как внутри, так и снаружи, а также корпусов бытовой техники.
Или вы можете быть обеспокоены тем, что, если конструкция воздуховода выйдет из строя, мою форму отправят на слом?
Сегодня мы углубимся в то, как эта недооцененная основная технология — литье под давлением с использованием газа — может систематически решить эту давнюю проблему , которая преследует обрабатывающую промышленность с самого начала проектирования, и как заранее избежать риска отказа конструкции воздуховода посредством моделирования.
Основные ответы: Резюме
| Основное измерение | Ключевое содержание и ценность |
| Основная болевая точка | Очень большие детали могут сильно деформироваться в 3D, поскольку очень толстые секции нагреваются и охлаждаются с разной скоростью, и это вызывает неравномерные напряжения усадки, ведущие к деформации детали. |
| Решение | При литье под давлением с использованием газа используется газообразный азот под высоким давлением , который распространяется через жидкий расплав, и в то же время давление газа действует как удерживающее давление, поэтому литье с использованием газа является альтернативой литью под давлением твердого тела. |
| Ключ дизайна | Компоновка газовых каналов должна соответствовать правилу «Газ прежде всего» , что означает, что толстостенные секции должны быть преобразованы в полые газовые каналы. |
| Ядро процесса | Ключом к стабильным и однородным результатам формования является тщательный контроль времени задержки газа, давления впрыска и давления выдержки. |
| Ценность бизнеса | Снижает требования к усилию зажима, сокращает время цикла формования более чем на 30 % и значительно повышает рентабельность инвестиций (ROI) . |
Ключевые выводы
- Дизайн устанавливает максимальный предел:
Чтобы в полной мере воспользоваться преимуществами газовой техники, первое, что нужно сделать, это преобразовать традиционные твердые структуры в биомиметические структуры «ребра и газовые каналы».
- Параметры означают деньги:
Строгий контроль времени задержки впрыска газа и профиля давления будет именно теми факторами, которые будут напрямую влиять на безопасность внутреннего качества продукта, а также на продолжительность цикла формования.
- Стремление к лучшим результатам и высочайшему качеству:
Формование сложных конструкций с помощью газа — очень сложная задача гидродинамики, требующая большого количества моделирования. Выбор услуги литья под давлением Поставщик с глубоким знанием предмета очень важен для предотвращения рисков и гарантии успешного массового производства.
Почему стоит доверять этому руководству? Опыт JS Precision в области литья под давлением с использованием газа
Поиск надежного и компетентного технического эксперта — это первый шаг к решению проблем деформации крупных деталей, отлитых под давлением. JS Precision уже много лет является лидером в области литья под давлением.
Что касается технологии литья под давлением с использованием газа, мы ведем список успешных проектов крупных структурных компонентов, охватывающих несколько секторов: автомобилестроение, бытовая техника, промышленное оборудование и т. д.
Наша команда объединяет экспертный анализ текучести пресс-формы с опытом внедрения оборудования, поэтому мы можем предложить комплексное решение, начиная от проектирования литья под давлением и заканчивая строгим контролем процесса литья под давлением.
Например, при обработке кронштейна автомобильного бампера длиной 1,2 метра мы обнаружили, что начальная установка давления в 8 бар вызвала появление газовых заплат.
Впоследствии мы решительно скорректировали давление впрыска и время задержки азота, увеличив скорость прохождения с 82% до 98%.
Наши услуги основаны на требованиях Стандарт ISO 20457:2018 допусков пластиковых формованных деталей, что является одним из способов гарантировать соответствие качества нашей продукции международным стандартам.
Опираясь на наши сильные технические навыки и многолетний практический опыт, JS Precision может предоставить решения для литья под давлением с использованием газа, которые готовы к внедрению и при этом являются экономически эффективными, чтобы полностью исключить коробление в крупных отлитых деталях. Таким образом, мы помогаем нашим клиентам снизить затраты и повысить эффективность.
Хотите быстро узнать, какую пользу литье под давлением с использованием газа может принести пользу вашему проекту? Свяжитесь с инженером JS Precision сегодня, чтобы получить бесплатную персонализированную техническую консультацию и найти оптимальное решение для вашего проекта.
Почему крупногабаритные детали, отлитые под давлением, всегда имеют проблему деформации?
Крупные детали, отлитые под давлением, в большинстве случаев способны менять форму из-за того, что усадка материала не во всех местах одинакова. Это создает напряжения внутри материала. Технология литья под давлением с использованием газа является одним из методов, позволяющих решить эту проблему.
Основными факторами, способствующими возникновению этой проблемы, являются:
Неравномерная толщина стенки
Обычно крупные детали проектируются с такими элементами, как ребра и защелки с целью усиления, что приводит к очень значительной разнице в толщине стенок. Более толстым деталям требуется больше времени для охлаждения и усадки, чем тонким деталям, которые охлаждаются быстрее и дают меньшую усадку . Различная усадка приводит к возникновению растягивающих напряжений, которые приводят к изменению формы детали.
Остаточное напряжение
При обычном литье под давлением, хотя для компенсации усадки используется удерживающее давление, оно также выталкивает расплавленное вещество в полость формы, что вызывает создание ориентационных напряжений, «замораживающих».
Эти напряжения возникают после расформовки детали и являются одной из основных причин деформации и растрескивания деталей, в случае крупногабаритных деталей последствия этих напряжений значительно усиливаются.
Хотите знать, вызвана ли деформация вашего продукта неравномерной толщиной стенок или остаточным напряжением? Загрузите бесплатный технический документ JS Precision, чтобы узнать больше о том, как литье под давлением с газом предлагает эффективные решения.
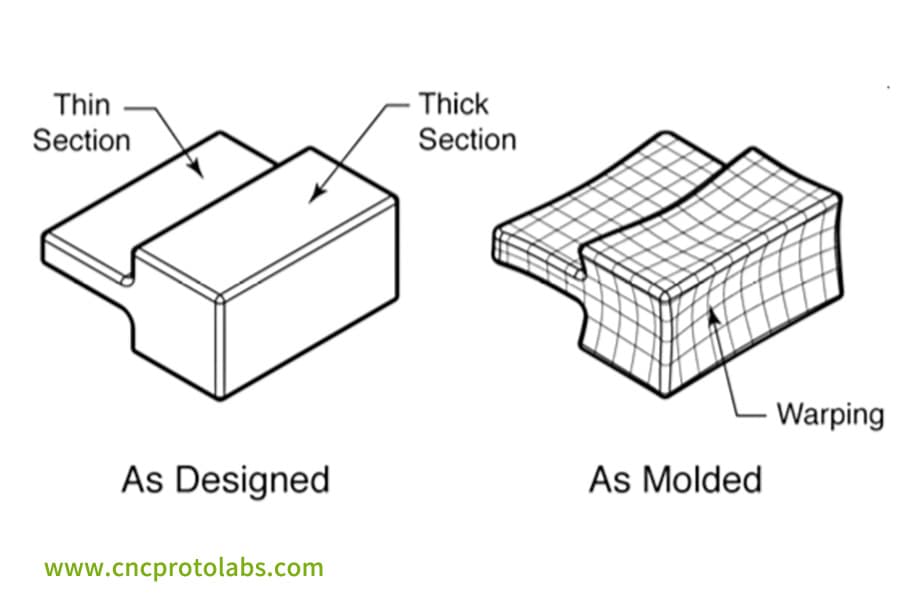
Рисунок 1. На сравнительной диаграмме показана спроектированная деталь (слева) рядом с деформированной версией (справа) с текстом «Как спроектировано» и «Как при формовании», подчеркивающим проблемы деформации.
Что такое литье под давлением с использованием газа и как оно решает проблемы деформации?
Литье под давлением с использованием газа — это процесс впрыскивания газообразного азота под высоким давлением в расплавленный пластик для образования полой структуры и передачи удерживающего давления. Он может изменить распределение напряжений от корня и эффективно решить проблему коробления крупных деталей.
Принципиальный анализ: замена давления газом для обеспечения равномерной усадки
Как только расплавленный материал лишь в некоторой степени заполняет полость формы, машина подает газообразный азот под высоким давлением. Газ проходит через участки с толстыми стенками и прижимает расплав к стенкам формы, создавая тем самым полую структуру.
Таким образом решается проблема неравномерного распределения давления и значительно снижается внутреннее напряжение в силу самой природы метода, поскольку на протяжении всего процесса поддерживается равномерное удерживающее давление.
Основные преимущества: решение проблем стресса в его источнике
- Устранение следов усадки и впадин: Полые конструкции заменяют сплошные толстые стенки, полностью устраняя поверхностные дефекты, вызванные объемной усадкой, и улучшая внешний вид продукта.
- Уменьшенная сила зажима: давление распространяется внутри формы, сокращая силу зажима на 30–50%. Это продлит срок службы и снизит первоначальные затраты.
- Сокращение времени цикла. Это означает, что время цикла вашего проекта будет сокращено на 20–40 %, что значительно снизит затраты на отдельные изделия и ускорит время выхода на рынок.
| Тип процесса | Снижение зажимной силы | Сокращение времени цикла | Скорость устранения раковинных меток | Скорость улучшения деформации |
| Традиционное литье под давлением | 0% | 0% | 30% | 25% |
| Литье под давлением с использованием газа | 30%–50% | 20%–40% | 98% | >85% |
| Газовое литье под давлением (оптимизированное) | 40%–55% | 30%–45% | 100% | >90% |
Хотите получить бесплатную оценку экономии средств, которую литье под давлением с использованием газа может принести в ваш проект? Свяжитесь с JS Precision , просто предоставьте основную информацию о продукте, чтобы получить точный отчет об анализе затрат.
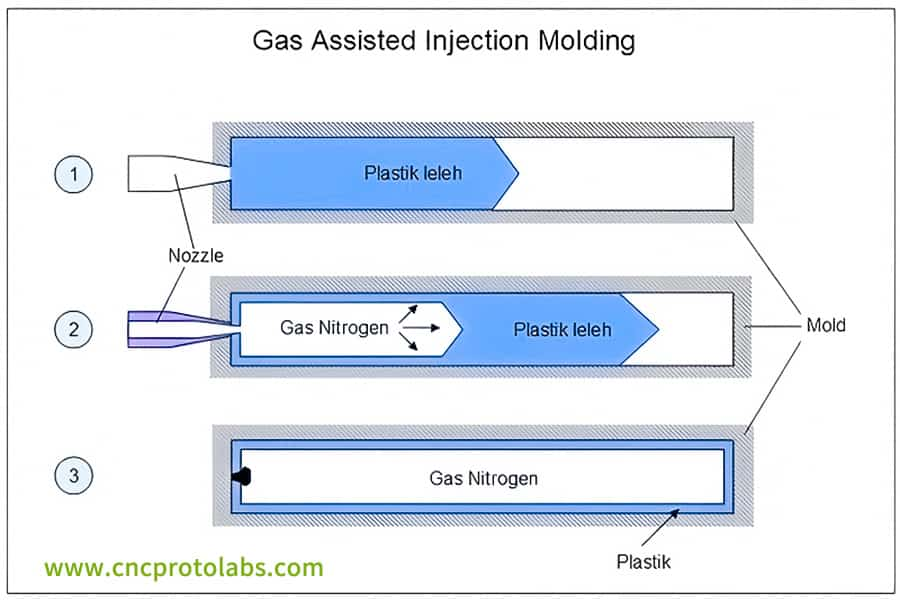
Рисунок 2: Техническая диаграмма, иллюстрирующая процесс литья под давлением с использованием газа, при котором газообразный азот впрыскивается в расплав пластика внутри полости формы.
Как оптимизировать расположение дыхательных путей с помощью литья под давлением?
Неоптимальные результаты при формовании с использованием газа часто являются результатом плохо спроектированной схемы расположения газовых каналов. Если вы будете следовать правилу «Приоритета газа», т.е. вы спланируете газовые каналы как фундаментальную часть конструкции продукта, вы сможете оптимизировать компоновку и, таким образом, в полной мере воспользоваться преимуществами этого передового процесса формования.
Золотые правила прокладки газовых каналов
Газовые каналы должны быть совмещены с направлением потока расплава во избежание «короткого замыкания» газа или «слипания». Желательно иметь поперечное сечение, подобное «каплевидному» или «U-образному». Обычно диаметр газового канала должен в 1,5–2 раза превышать толщину прилегающей стенки, чтобы обеспечить надежное проникновение газа и равномерную толщину стенки.
Синергетическая конструкция ребер и газовых каналов
За счет комбинации ребер и газовых каналов в ребрах с помощью газа формируется полая сердцевина. При таком подходе не только гарантируется жесткость детали, но и устраняются вмятины, а вес изделия может быть уменьшен на 15–25 %, при этом прочность конструкции сохраняется или улучшается.
| Тип детали | Традиционный дизайн Вес | Расчетный вес газового ассистента | Снижение веса | Изменение жесткости | Статус стоковой метки |
| Автомобильная дверная ручка | 280г | 218г | 22% | +5% | Никаких следов раковины |
| Корпус устройства | 560г | 420 г | 25% | Без изменений | Никаких следов раковины |
| Промышленный кронштейн | 420 г | 357г | 15% | +8% | Никаких следов раковины |
| Панель приборов | 850г | 680г | 20% | Без изменений | Никаких следов раковины |
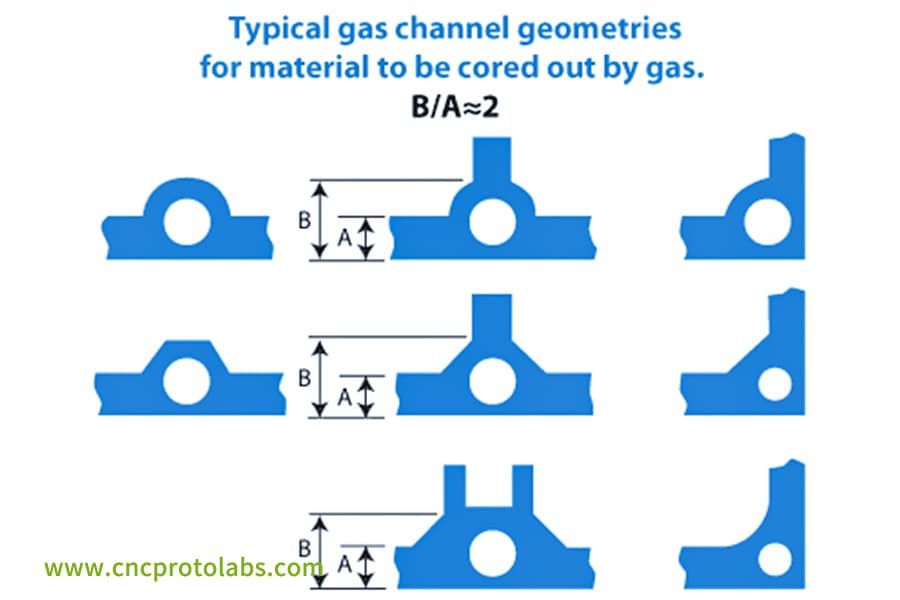
Рисунок 3: Диаграмма под названием «Типичная геометрия газовых каналов», показывающая различные конструкции поперечного сечения газовых каналов для литья под давлением, отмеченные размерами A и B.
Как точно контролировать параметры процесса в процессе литья под давлением?
Превосходная конструкция литьевого формования предполагает очень точный контроль параметров процесса. Основным принципом газовой технологии является точное понимание «временного окна» и «поля давления» для реализации стабильного массового производства.
Время задержки газа: существенное временное окно для окончательного результата
Время задержки газа относится к интервалу времени от окончания впрыска расплава до начала впрыска газа.
Очень короткая задержка может привести к попаданию газа в тонкие части лишь частично затвердевшего расплава, тогда как очень большая задержка означает, что расплав затвердел, и газ не окажет никакого воздействия. Обычно эта задержка поддерживается в пределах окна от 0,1 до 2 секунд и должна быть изменена для каждого материала и изменения толщины стенки.
Давление газа в сравнении с давлением удержания
Давление газа должно быть достаточно выше давления расплава (обычно 200–300 бар), чтобы газ мог эффективно проникать в соответствии с Стандарты ASTM D882 . Кроме того, давление удержания обычно составляет от 50% до 70% от максимального давления впрыска.
Почему сложные конструктивные детали требуют более профессиональных услуг по литью под давлением?
Детали сложной конструкции очень подвержены короблению, поэтому для их изготовления требуется очень узкое технологическое окно. Специализированные услуги по литью под давлением обеспечивают полную техническую поддержку для успешного внедрения технологий газового литья.
Техническая глубина: от опыта к управлению данными
Используя анализ текучести пресс-формы, специалисты, предлагающие услуги на местах, могут смоделировать маршруты, по которым проходят газы, и заранее оптимизировать воздушные каналы. Это снижает количество испытаний пресс-формы примерно на 50 %, сокращает время, затраты и точно устраняет трудности формования , характерные для деталей сложной геометрии.
Возможности интеграции: оборудование и процесс
Формование с помощью газа – это очень требовательный метод для очень быстрых и четко скоординированных операций. машина для литья под давлением , регулятор подачи газа и пресс-форма.
Специалисты сервиса прибегают к модернизации машин и применяют очень точные системы управления, чтобы впрыск газа производился точно. Таким образом, идеальное сочетание конструкции, процесса и оборудования является очень важным фактором во избежание производственных сбоев во время массового производства.
Обеспокоены потенциальными сбоями при газовом формовании сложных деталей? Выбирайте услуги JS Precision по литью под давлением, чтобы получить комплексную поддержку — от анализа технологичности проектирования (DFM) до полномасштабного массового производства — гарантируя, что технология литья под давлением с использованием газа идеально адаптирована к вашему продукту.
Каковы распространенные ошибки литья под давлением с использованием газа при применении крупных структурных компонентов? Как это решить?
Литье под давлением с использованием газа можно считать привлекательным процессом, поскольку большинство обещанных преимуществ будет практически осуществимо. Однако его практическая реализация приводит к трем типичным техническим проблемам, с которыми производителям приходится сталкиваться и решать их довольно долго.
Если понять эти проблемы и правильно принять контрмеры, крупномасштабное производство может быть завершено безопасно и с наименьшим количеством рисков.
Проблема 1: Проникновение газа «тыканием пальцем»
Проявление:
Газ проникает, как бы прощупывая пальцем, в участки тонких стенок, где его нет, поэтому в этих участках может не хватать материала, в результате чего, например, они становятся слабее или конструкции неполные.
Проще говоря, это похоже на то, как вода выбирает самый простой путь, в результате чего образуются пустые области, которые не должны быть полыми.
Решение:
Перепроектируйте форму, включив препятствия потоку на концах газовых каналов или изменив переход толщины стенок. Измеряйте время задержки газа очень точно, чтобы избежать ситуации, когда после подачи газа в систему вязкость расплава будет очень быстро снижаться. Продолжение и обеспечение стабильности процесса является одним из требований.
Проблема 2: Прорыв газа или вздутие
Проявление:
На своем пути газ образует большие взаимосвязанные пузырьки, что приводит к значительному ослаблению продукта или появлению вздутий на поверхности.
Решение:
Убедитесь, что площадь поперечного сечения газовых каналов достаточно велика. Использование «ступенчатого» профиля давления газа (ступенчатое повышение давления) и увеличение времени впрыска газа до 1-3 секунд поможет избежать чрезмерной силы воздействия газа, которая является основной причиной прорыва или образования пузырей.
Проблема 3: Узкое окно процесса
Проявление:
Даже небольшие изменения в партиях материалов или комнатной температуре могут привести к резкому увеличению процента брака во время массового производства.
Решение:
Используйте методы планирования экспериментов (DOE), чтобы определить максимальные и минимальные уровни параметров процесса, которые больше всего влияют на качество, и, как следствие, наметить надежное и стабильное окно процесса.
Затем профессиональный поставщик услуг может использовать это признанное окно в качестве ориентира для массового производства и постоянно обеспечивать стабильность процесса газового формования.
Пример использования JS Precision: уменьшение плоскостности автомобильных дверных ручек с 2,5 мм до 0,3 мм
Никакие теоретические дискуссии не будут столь же эффективны, как исследование реального мира. Ниже мы делимся подробной историей одного из наших практических применений , показывающей, как с помощью технологии литья под давлением с использованием газа мы смогли решить проблему стойкого коробления в крупномасштабных автомобильных компонентах.
Возникшие проблемы
Клиент, крупный производитель внедорожников, производил дверные ручки из материала PA6, армированного стекловолокном. После стандартного литья под давлением, длинные и тонкие ручки показали отклонение от плоскостности на концах, достигающее 2,5 мм, что намного превышает очень строгие требования клиента при сборке в 0,5 мм.
Кроме того, из-за неравномерной толщины стенок на деталях были вмятины. Поэтому процент деталей, прошедших процесс покраски, составил менее 60%. Из-за этого клиент терял более 80 000 долларов каждый месяц, что приводило к остановке всего проекта.
Решение
После вмешательства команды JS Precision первым шагом стала оптимизация дизайн литья под давлением из частей.
1. Структурная модификация: внутренняя часть твердой ручки была изменена нами и преобразована в структуру «основной канал + ответвленные каналы» . Диаметр газовых каналов постепенно уменьшался с 6 мм до 4 мм, чтобы обеспечить равномерное проникновение газа по всей детали.
2. Параметры процесса: мы использовали Mold Flow, чтобы найти лучшее место для газового штифта на самом конце ручки. Фактически, мы следовали схеме «удержания высокого давления с кратковременной задержкой», при которой давление газа поддерживалось на уровне 240 бар, а время задержки было точно зафиксировано на уровне 0,6 секунды.
3. Управление процессом: в то же время мы задействовали контроллер газовой вспомогательной системы с замкнутым контуром, который следил за тем, чтобы объем впрыска газа для каждого отдельного выстрела находился на уровне допуска 1% , обеспечивая тем самым стабильность процесса.
Окончательные результаты
После нескольких оптимизаций отклонение плоскостности продукта удалось контролировать до 0,3 мм только в пределах требований сборки, а также все вмятины были полностью удалены.
Время цикла формования сократилось с 85 секунд до 61 секунды, что означает повышение эффективности на 28%. Кроме того, вес изделия снизился на 22%, что привело к резкому снижению стоимости материала, плюс был исключен этап послеформовочной правки.
В результате общее снижение затрат составило около 15%, что позволило клиенту сэкономить более 12 000 долларов США в месяц. Весь проект, начиная с самых первых испытаний пресс-формы и заканчивая окончательной передачей в серийное производство, был завершен всего за три недели, и это факт, который клиент высоко оценил и признал.
Сталкивается ли ваш проект с аналогичными проблемами, связанными с деформацией или вмятинами? Свяжитесь с JS Precision, отправьте файлы 3D CAD и получите индивидуальное решение для литья под давлением с использованием газа, позволяющее быстро достичь стандартов массового производства.

Рисунок 4. Пять автомобильных дверных ручек одинаковой формы, вероятно, изготовленных из армированного стекловолокном PA6, расположенных в ряд на серой поверхности, демонстрируя консистенцию продукта.
Какую рентабельность инвестиций (возврат инвестиций) может принести процесс литья под давлением с использованием газа в вашем проекте?
Фундаментальное финансовое измерение рентабельности инвестиций обеспечивает важную основу, которую организации используют для принятия решений о работе над проектом.
Технология литья под давлением с использованием газа обеспечивает постоянные финансовые преимущества на протяжении всего проекта, поскольку для ее работы требуется меньше машин, а также сокращается время производства и вес изготовления, обеспечивая при этом более эффективные результаты.
Клиенты выбирают именно это процесс литья под давлением как наиболее подходящий для них вариант, поскольку он предоставляет им эти конкретные преимущества.
Прямое снижение затрат
1. Затраты на материалы. Снижение веса детали на 15–25 % приводит к прямой экономии материалов, поскольку уменьшается количество сырья, необходимого для производства. Годовая экономия на материальных затратах может варьироваться от 75 000 до 125 000 долларов США, если компания производит 100 000 единиц продукции каждый год, а затраты на материалы составляют 5 долларов США за единицу.
2. Затраты на оборудование. Для производства требуются машины меньшего тоннажа, поскольку компании могут снизить потребность в зажимном усилии на 30-50 процентов, что приводит к снижению инвестиционных затрат на оборудование.
3. Затраты на электроэнергию. Сокращение циклов формования вместе с меньшим усилием зажима приводит к снижению общего энергопотребления на 20-30 процентов, что помогает поддерживать экономическую эффективность.
Преимущества, полученные от повышения эффективности и качества
Производственный процесс обеспечивает более высокий уровень производительности, поскольку сокращает время цикла формования на 20-40%. Этот процесс увеличивает процент выхода продукции с 70-80% до более чем 95%, что приводит к существенной экономии средств за счет сокращения брака и затрат на доработку.
Период окупаемости инвестиций (ROI)
Пресс-формы с газовым приводом требуют инвестиций, которые превышают инвестиции в традиционные формы на 15-25%, но экономия материалов, более быстрые производственные циклы и более высокая доходность приводят к тому, что период окупаемости инвестиций обычно составляет 6-12 месяцев, а годовой объем производства более 50 000 штук имеет значительные преимущества.
Часто задаваемые вопросы
В1: Какие материалы подходят для газового формования?
Формование с помощью газа очень хорошо работает с легко текучими пластиками, такими как нейлон, полипропилен (ПП), поликарбонат (ПК), АБС, а также пластики, армированные стекловолокном. Эти материалы обычно используются для изготовления крупных конструктивных элементов.
Вопрос 2: Насколько можно уменьшить вес изделия при газовом формовании?
Количество веса, которое можно сэкономить за счет использования газового формования, варьируется в зависимости от конструкции и оптимизации расположения газовых каналов, но, как правило, достижимо снижение веса продукта на 15-25%.
В3: Налагает ли газовый процесс какие-либо особые требования на материалы пресс-формы?
Действительно, процесс с использованием газа действительно устанавливает определенные требования к формованию материалов, поэтому важно использовать высокопрочные стали, такие как P20 или H13, кроме того, места вокруг газовых штифтов требуют очень точной обработки, чтобы полностью предотвратить утечку газа.
В4: Существует ли ограничение на длину проникновения газа?
Теоретически длина проникновения газа не имеет ограничений, но в реальных условиях работы не рекомендуется иметь ни одного канала проникновения длиннее 1 метра . Если требуется большая длина, в конструкцию следует включить вспомогательные отводные каналы.
В5: Как я могу определить, хорошо ли мой продукт работает при литье с помощью газа?
Лучше всего он подходит, когда стены толстые или пути потока длинные. Продукты, которые должны быть легче, иметь деформацию или вмятины, также подойдут. Прочная конструкция помогает избежать этих проблем. Этот метод отлично подходит для деталей, которые не обязательно должны быть очень тонкими.
Вопрос 6: Высоки ли затраты на испытание пресс-формы для формования с использованием газа?
Да, затраты растут в зависимости от сложности настройки процесса. Проведение анализа текучести пресс-формы до того, как производство сократит пробные запуски. Наем квалифицированного поставщика может снизить общие расходы. Вам не обязательно проходить каждый тест, если вы планируете заранее.
В7: Будут ли четко видны следы газовых штифтов на изделии?
Их можно спрятать, разместив на задней или внутренней поверхности. Поэтому эти следы часто исчезают на этапе отделки. Окончательный внешний вид остается чистым и гладким благодаря тщательной компоновке и последующей обработке.
Вопрос 8: Как обеспечить стабильность формования с использованием газа во время крупносерийных тиражей?
Используйте оборудование с замкнутым контуром управления, чтобы обеспечить постоянство. Соедините это с окном тестируемого процесса из плана исследования экспериментов. Все настройки должны точно совпадать, чтобы каждая часть каждый раз получалась одинаковой. Точность зависит от того, насколько хорошо вы контролируете и настраиваете систему во время циклов работы.
Краткое содержание
Литье под давлением с использованием газа помогает исправить коробление в больших отлитых деталях. Если внутреннее напряжение не контролируется должным образом, детали часто деформируются. Этот метод использует научный подход и жесткий контроль процесса для снятия стресса. Выбор JS Precision означает получение полной поддержки для улучшения результатов ваших инвестиций.
Продолжают ли крупные детали деформироваться во время использования? Можно ли снизить вес, не теряя силы? Обратитесь в JS Precision. Наша команда предлагает полную техническую помощь, включая анализ DFM, исследования текучести пресс-форм, испытания пресс-форм и серийное производство.
Отправьте свои файлы 3D CAD сегодня чтобы получить персонализированный технико-экономическое обоснование того, как литье под давлением с использованием газа может быть применено к вашему конкретному продукту!

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

