

フィルムインサート成形この技術は、製造業におけるプラスチック部品の表面処理のさまざまな欠点を解決するための主要なツールの 1 つになりつつあります。
たとえば、プラスチック部品に関して、塗装の歩留まりが低い、環境コンプライアンスにかかる費用が高いなどの問題を抱えていませんか?また、長年使用しているうちに商品表面の模様が擦れてしまうと、ブランドイメージにも影響が出るのではないでしょうか?
新たに開発されたインサート成形技術は、機能性フィルムと基材をワンステップで結合することで装飾および保護用のプラスチック部品を製造するだけでなく、統合された成形ソリューションを提供することで業界を根本的に変えます。
コア解答表
| コア寸法 | 重要な情報 |
| プロセスエッセンス | フィルムインサート成形では、薄いフィルムと溶融樹脂をワンステップで同時成形するため、プラスチック部品が装飾層と保護層を同時に実現します。 |
| プロセス実装基板 | 基材はPC/ABSアロイ(プラスチック成型材)、フィルムはPMMA(厚さ0.5mm)、粘着力は5.0~6.0kgf/cmです。 |
| コアバリュー | スプレーに比べてコストを30%~50%削減できます。収率:95%以上。パターンの色合わせ精度:0.1mm。位置決めピンのギャップ:0.05~0.15mm。 |
| 品質検証 | 車載グレード: -40℃~105℃の熱衝撃1000サイクル。 QUV エージング 1500 時間 (ΔE ≤ 2.0)。クロスカット密着性試験5B級。 |
重要なポイント
- コストメリット:年間生産量100,000個を考慮すると、 フィルムインサート成形スプレー塗装よりも30%~50%安くなります。
- 材質のマッチング: PC/ABS 合金と PMMA フィルムの組み合わせは、5 年以上の屋外耐候性の要件を満たすことができます。
- プロセス制御:主に射出段階では低速かつ高圧の戦術が導入されており、フィルムの位置決め公差は ±0.1mm に維持する必要があります。
- 信頼性の検証:自動車車体の内部部品は、1500 時間の QUV エージングおよび 1000 サイクルの冷熱サイクル試験に耐えることができる必要があります。
このガイドが信頼できる理由JS Precision のフィルムインサート成形の専門知識
フィルムインサート成形は、精密製造における基本的な技術であり、エンジニアリング面に関する深い知識だけでなく、サプライチェーンを完全に管理するための適切な制御能力も実際に必要とされます。
JSプレシジョンは長年プラスチック部品の成形・加工分野に携わっており、フィルムインサート成形技術においても当然ながら充実した技術体制を有しており、数多くの施工実績を有しております。
実際、同社は多くの世界的に有名な自動車および家電ブランドの主要サプライヤーの 1 つです。当社はフィルムインサート成形プロセス全体の核となるノウハウを取得しており、プラスチック成形材料とフィルムの正確なマッチングから金型設計、プロセスパラメータの最適化、製品の信頼性検証までをワンストップで提供します。
50件以上のプロジェクトにおいて、塗料の代替、表面耐候性の不足、高コストなどの大きな課題を解決し、安定したプロジェクト歩留まり率98%以上を達成しています。
プロセス基準に関しては、射出成形プロセスの仕様を非常に厳密に遵守するだけでなく、 ISO 14644-1 クリーンルーム規格そのため、フィルムインサート成形のすべてのステップが国際的なハイエンド製造の要件を満たしています。
自動車の内装部品や家電製品のハウジングなどの豪華で洗練された製品向けに、当社は徹底的な試験を実行できるだけでなく、-40℃〜105℃の熱サイクルや1500時間のQUVエージングをカバーできる、専用のフィルムインサート成形試験設備を開発しました。
さらに、当社のテスト結果は、OEM の認定基準にシームレスにマッピングできます。
新エネルギー車ブランドのセンターコンソールパネルの黄変問題に対し、PMMA/ASA複合フィルムとPC/ABS基材の組み合わせにより、中東の超高温条件(70℃)でも5年の耐黄変性を実現しました。
この技術ソリューションは複数の自動車メーカーによって模倣されています。
JS Precision の最大の強みは、クライアントの実際の生産能力とコスト要件を考慮しながら、フィルムインサート成形の技術的側面に深く踏み込むことができることです。私たちは、大量生産の方法だけでなく、プロセス原理も熟知しています。
プラスチック部品の表面処理のための信頼性の高いフィルムインサート成形ソリューションをお探しの場合は、当社の技術チームに連絡して、カスタマイズされたプロセス評価レポートを入手してください。当社の専門エンジニアがプロジェクト実施の重要なポイントを解説します。
フィルムインサート成形とは何ですか?プラスチック部品の外観と機能はどのように変化しますか?
インサート成形はプラスチック成形の重要な分野であり、フィルムインサート成形工程はその先進的な応用法であり、現在プラスチック部品の表面処理の主流となっています。
プロセスは、あらかじめ印刷された機能性フィルムを金型キャビティに配置し、溶融樹脂を射出してフィルムと樹脂を強固に接着するだけです。つまり、プラスチック部品は成形により装飾層と保護層の両方を同時に得ることができ、これは「成形 + 装飾」を 1 つのステップで行うことを意味します。
ワンステップ成形は多工程工程の代替を意味します
フィルムインサート成形は、従来のプラスチック部品の射出成形、スプレー、スクリーン印刷プロセスを組み合わせたものです。
ワンステップ射出成形により、製造時間が短縮されるだけでなく、寸法のばらつきや二次加工などによる汚染がなくなり、その結果、プラスチック部品の外観精度と均一性が大幅に向上します。
異種材料接合の基礎技術
フィルムインサート成形の主な障害は、異なる材料を強力に接着することです。たとえば、PC/PMMA フィルムと ABS などの溶融樹脂の熱収縮率の不一致により、フィルムの位置がずれたり、しわが寄ったりすることがよくあります。
JS Precision は、 Moldex3D モールド フロー解析を使用して変位を予測し、ゲート設計を最適化し、VDA 275voc 規格に準拠してウェルド ラインがフィルムの機能領域に影響を及ぼさないようにします。
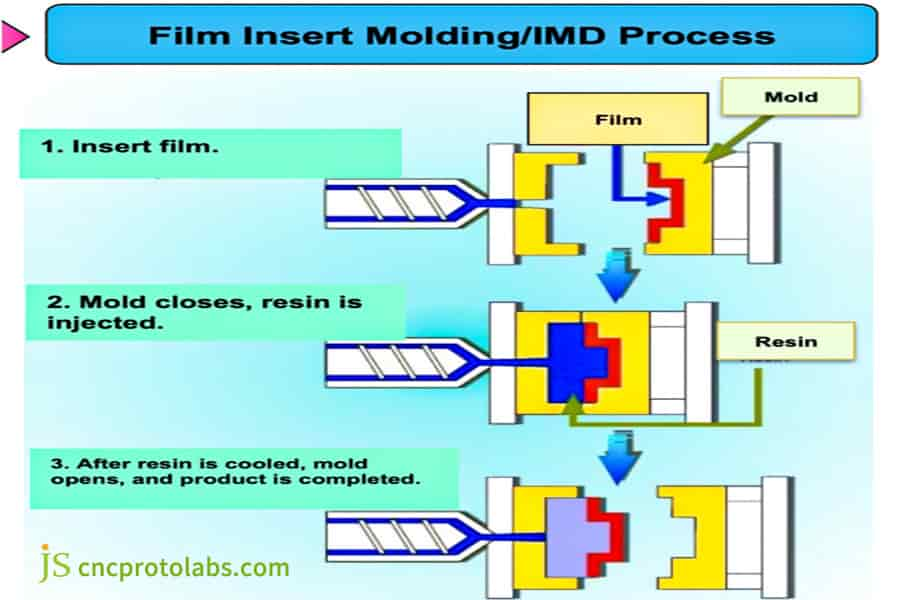
図 1: 3 段階のフィルムインサート成形 (IMD) プロセスを示す図: フィルムを挿入し、金型を閉じて樹脂を注入し、金型を開いて完成品をリリースします。
フィルムインサート成形の単体コストは従来のスプレー成形と比べて安いですか?
大規模化すると、フィルムインサート成形の単価は従来のスプレー法よりも安くなり、生産量が増加するとその差はさらに大きくなります。
たとえば、JS Precision は、年間製造される 100,000 個のプラスチック部品の総支出が、従来のスプレー技術を使用する場合に比べて 30% から 50% 削減されると判断しました。これは、自動車と自動車にとって大きなメリットとなることを示しています。家庭用電化製品産業。
コスト構造比較分析
一般的な自動車内装部品を見ると、スプレー塗装法の総コストは1 個あたり約 11 ドル(射出成形 3 ドル + スプレー塗装 5 ドル + スクリーン印刷 2 ドル + 環境処理 1 ドル) です。
ワンステップ成形プロセスであるフィルムインサート成形の直接コストは 1 個あたり 6 ドル、金型償却後は 1 個あたり約 8 ドルとなり、プロセスあたりのコストが 30% 近く節約されます。
隠れコストの定量的比較
フィルムインサート成形には、目に見えない非常に大きなコスト上の利点もあります。
その成功率は 95% ~ 98% で、従来のスプレー塗装プロセスの 85% ~ 90% よりもはるかに優れており、無駄が最小限に抑えられます。また、スプレー塗装とは異なり、この製品には VOC 処理装置への120 万ドルの投資と年間 20 万ドルのメンテナンス費用が必要ないため、長期的にはより多くの利益が得られます。
製品をフィルムインサート成形に切り替えた場合のコスト削減を正確に計算したい場合は、JS Precision のエンジニアに連絡し、製品パラメータを提供して無料のコスト計算レポートを受け取ることができます。
製品に適したプラスチック成形材料とフィルムを選択するにはどうすればよいですか?
製品のプラスチック成形材料とフィルムを、まず製品の機能要件に正しく適合させることが非常に重要です。これがフィルムと樹脂間の強固な接着を保証する唯一の方法です。
フィルムは表面特性を与えるものであり、樹脂は製品に固体構造を与えるものであるため、 フィルムインサート成形技術正しく行うことができます。
フィルムと樹脂のマッチング基準:
フィルムと樹脂の接着強度は、それらの化学的適合性に依存します。 PC/ABS アロイと PMMA フィルムは、フィルムインサート成形で非常に一般的な組み合わせです。
JS Precision が行ったテストでは、このような材料ペアの剥離強度は約 5.0 ~ 6.0 kgf/cm であることが示されており、これは自動車の内装部品としては5 年以上耐久できるのに十分な強度であり、また、家庭用電化製品の筐体にとっても最優先の選択肢の 1 つとなります。
| 一般的な材料の組み合わせ | 接着強度(kgf/cm) | 該当するシナリオ | 表面硬度 | 耐紫外線性評価 |
| PC/ABS+PMMA | 5.0-6.0 | 自動車内装部品、家電筐体 | 2H以上 | UV340nm 1500h |
| ABS+PC+PCフィルム | 4.5-5.0 | 家電パネル、電子部品全般 | 1H以上 | UV340nm 1000h |
| PP+PEフィルム | <1.0 | シンプルな日用品 | HBグレード | UV340nm 500時間 |
| PC+PCフィルム | 5.5-6.5 | ハイエンド光学部品 | 3H以上 | UV340nm 2000h |
材料選定の誤りによる失敗例
材料の選択を誤ると、フィルムインサート成形品が故障する可能性があります。
- 樹脂の溶融温度が280℃以上になるとフィルムの印刷層を傷め、絵柄のにじみや色褪せの原因となります。
- 自動車外装部品用の UV 保護のない通常のフィルムは、1500KJ/m の UV 放射にさらされた後、黄変指数 ΔE > 3.0 を示し、これは業界標準に達していません。
表内のどの材料の組み合わせが製品のアプリケーション シナリオに対応していますか?性能と耐候性の要件を提出すると、材料フィルムの選択と信頼性の事前評価レポートが無料で届きます。

図 2: 円形パターンに配置されたさまざまな色のプラスチック ペレット。これは、成形プロセスで利用できるさまざまな材料オプションを表しています。
フィルムインサート成形技術で最も一般的なプロセス欠陥は何ですか?解決方法は?
フィルムインサート成形における一般的な欠陥として最も一般的なのは、フィルムのしわやインクの流出です。主な原因は、溶融せん断力がフィルムの機械的限界よりも高いことです。欠陥は、歩留まりに影響を与える 2 つの主な要因である金型の精度と射出パラメータを非常に正確に制御することによって減らすことができます。
フィルムのシワの原因と対策
フィルムのシワの原因は、 金型位置決め精度。位置決めピンの間隔が0.15mmを超えると、高圧溶融によりフィルムがずれやすくなり、シワが発生しやすくなります。
JSプレシジョンではギャップを0.05~0.15mmまで厳密に管理し、フィルム吸着装置を設置することで安定したフィルム位置でフィルムインサート成形を行っております。
インク流れ落ちの工程対策
インクの洗い流しは、印刷層に対する溶融物の高速衝撃によって発生します。 JS Precision は、低速高圧射出法によってこの問題に対処します。
最初の段階の速度は 30 ~ 50 mm/s で、メルト フロントがフィルム機能領域を通過した後にのみ充填段階が開始されます。VP 切り替えポイントの精度が±0.5 mm 以内であることを確認するには、サーボ バルブを備えた成形機を使用するのが最善です。
自動車または家電業界におけるフィルムインサート成形製品の信頼性を検証するにはどうすればよいですか?
自動車および家庭用電化製品の分野では、フィルムインサート成形品は、その信頼性を証明するために、環境老化、機械的性能、および接着試験を受ける必要があります。
検証期間中に剥離、変色、パターン剥がれ等が無い場合のみ量産開始となります。
自動車内装部品の検定基準
自動車内装部品用フィルムインサート成形品は以下の規格に従う必要があります。 GMW16717規格厳密に。タイプ E の製品は、次の 3 つの主要なテストを受けます。
-40℃から105℃までの1000サイクルの熱サイクル、相対湿度95%で1000時間のエージング、および5% NaCl溶液スプレーテスト。 3 つのテストに合格した製品は、自動車のサプライチェーンに参加する資格を与えられます。
密着性と耐候性の試験方法
- クロスカットテスト: 1mm 間隔のグリッドでクロスカットし、3M テープを剥がした後、5B グレードを取得するには、剥離したフィルム面積が 5% 未満である必要があり、これを考慮 (認定) します。
- QUV 老化試験:プラスチック部品の耐候性を確保するには、 1500 時間の 340nm UV 照射後の色差 ΔE ≤ 2.0 および光沢保持率 ≥80% を維持する必要があります。
複雑な構造のプラスチック部品を設計する場合、フィルムインサート成形の品質に影響を与える要因は何ですか?
複雑な構造のプラスチック部品の開発では、製品の幾何学的特性がフィルムインサート成形の品質を決定する重要な役割を果たします。製品設計は、プロセスのリスクを予測して排除するためにDFM (製造のための設計) ガイドラインに厳密に従う必要があり、これがテクノロジー導入の本質です。
重要な幾何学的要素の設計要件:
- コーナー半径: 0.3mm以上 フィルムを深く延伸するとフィルムに応力がかかり亀裂が発生し、フィルムインサート成形品を廃棄する場合があります。
- 抜き勾配:成形後にフィルムを傷なく金型から剥がすことができ、プラスチック部品の表面精度を維持するために、1.5°以上であることが非常に好ましい。
- パターン領域:アセンブリの応力によってパターン層が剥離しないように、クリップやネジポストなどの主な応力を支えるこれらの領域の設計を避けるようにしてください。
早期設計介入の技術的利点:
金型を準備する前にフィルムインサート成形法の実現可能性調査を行うと、フィルムが指定領域をカバーできないために発生する可能性のある金型の変更費用を回避するのに役立ちます。業界の報告書によると、金型交換のコストは通常、当初の投資の 30% ~ 50% を占めます。
複雑な構造を設計する場合プラスチック部品、製品設計をフィルムインサート成形プロセスにより適したものにするための無料の DFM 設計ガイダンスについては、JS Precision にお問い合わせください。
フィルムインサート成形サプライヤーを評価する際に考慮すべき技術パラメータは何ですか?
フィルムインサート成形のサプライヤーを評価する場合、主な焦点は、プロセスを制御する能力、品質保証システム、およびサプライチェーンがプラスチック成形材料とフィルムの両方をいかに効果的に統合しているかにあります。主要な品質指標は、評価の基本的な基礎としても機能します。
主要な品質指標の評価基準
| 評価指標 | 合格基準 | コアインパクト |
| パターンのカラーマッチング精度 | ±0.1mm | プラスチック部品の外観精度を決定します。 |
| フィルム硬化層の厚さ | UV硬化層≧5μm | 表面硬度2H以上を確保し、耐傷性が向上しました。 |
| 位置決めピンギャップ精度 | 0.05~0.15mm | フィルムインサート成形時のフィルムのシワを防止します。 |
| 溶融物射出速度制御 | ±5mm/s | インク層の浸食を防ぎ、パターンの完全性を保証します。 |
| 金型温度制御精度 | ±2℃ | 樹脂とフィルムの安定した密着性を確保します。 |
また、サプライヤーのフィルム在庫管理条件(保管温度18~25℃、湿度40%~60%)を確認し、材料在庫によって生産スケジュールが中断されないよう材料の最低購入数量制限にも注意することが重要です。
図 3: フィルム インサート成形を使用して製造されたプラスチック コンポーネントの拡大図。黒色の基板上に正確な幾何学模様が描かれています。
JS Precision 導入事例: 某自動車ブランドの中央コントロールパネルの黄ばみ問題を解決
プロジェクトの背景:
中東に輸出されたあるブランドの新エネルギー車のセンターコンソールパネルには、納入後6か月後に黄変(ΔE>4.5)や剥離パターンが見られ、 1200件以上の苦情が発生し、リコールの可能性もあった。
当初のサプライヤーはスプレーコーティング + UV 硬化プロセスを使用していましたが、コーティングは中東の厳しい環境に耐えることができませんでした。
主な課題:
中東の地表温度は最高 70℃ に達し、年間紫外線放射量は 2000 KJ/m² です。 OEMは極限状態でも5年の寿命を求めており、センターコンソールパネルにはR0.2mmの鋭いコーナーが複数あり、フィルムの深さ延伸比は1:3であるため、フィルムインサート成形プロセスは非常に困難です。
解決
上記の課題を克服するために、 JSプレシジョンは、フィルムインサート成形技術を利用して、まったく異なるソリューションを提供します。
1. 材料の選択:
多層複合 PMMA/ASA フィルム (厚さ 0.5 mm) が黒色の PC/ABS 基板と組み合わされています。フィルム層には高濃度紫外線吸収剤を0.5%配合し、耐候性を向上させています。
2. プロセスの最適化:
Moldex3D 粒子追跡分析を通じて、元のセンター ゲートによりメルト フロントが100mm/s を超える速度でフィルム機能領域に影響を与えることが判明しました。
サイドゲートに変更し、50 → 30 → 20 mm/s の 3 段階の減速と組み合わせることで、フィルム上の溶融物のピークせん断応力が 60% 減少しました。これは、インクフラッシングのリスクを排除するための重要なプロセスウィンドウです。
3. 検証テスト:
GMW16717 タイプ Eの規格は、1500 時間の QUV エージングおよび 1000 サイクルの熱サイクルに対して厳密に従っており、製品性能が規格を満たしていることを確認します。
最終結果
- 第三者によるテストでは、1500 時間の QUV エージング後、このスキームの黄変指数 ΔE は 1.2 であり、 100 グリッド テストで 5B (脱落 0%) のレベルがホスト工場の要件を満たしていることが示されています。
- 製品設置後 24 か月経過しても黄ばみの苦情はなく、JS Precision のサプライヤー評価は A に変更されました。
- 単価が 22 ドルから 15 ドルに下がり、顧客は年間 140 万ドルを節約できました。
極端な環境下でも製品にパフォーマンス障害の問題が発生する場合は、JS Precision の技術チームにお問い合わせください。製品図面を提出して、製品の信頼性に関する懸念に対処するためのカスタマイズされたフィルムインサート成形ソリューションを受け取ります。

図 4: 大型タッチスクリーンと周囲のボタンを備えたセンター コンソール コントロール パネルを示す自動車の内部。おそらくフィルム インサート成形を使用して製造されたものと思われます。
よくある質問
Q1: フィルムインサート成形とインモールドラベリング(IML)の違いは何ですか?
インモールドラベル(IML)は、主に単純なラベル装飾を目的としており、1 つの機能のみを提供する薄いフィルムを使用します。一方、フィルムインサート成形は、装飾だけでなく機能も提供する厚膜成形プロセスであるため、プラスチック部品に二重の保護を与え、ハイエンドの製造状況に適しています。
Q2:フィルムインサート成形にPP素材は使用できますか?
PP は PC/PMMA フィルムに対する接着強度が非常に低く (剥離強度 <1.0 kgf/cm)、剥離しやすく、基本的な製品要件を満たさないため、フィルムインサート成形に PP を使用することはお勧めできません。
Q3: インクウォッシュアウトの問題を迅速に解決するにはどうすればよいですか?
インク ウォッシュアウトのトラブルシューティングを行う最も早い方法は、ゲートがフィルム パターン領域を直接指しているかどうかを調査することです (メルトが直接衝撃を受けるとインクが剥がれてしまいます)。同時に、溶融物がフィルムの熱変形温度 120°C を超えて加熱されているかどうかを確認します。
Q4:フィルムインサート成形金型の使用温度範囲はどのくらいですか?
一般的にフィルムインサート成形の金型温度は30~60℃が推奨されています。温度が低すぎると樹脂のウエルドラインが著しく発生し、機械的強度が低下します。逆に温度が高すぎるとフィルムが熱変形し、外観不良の原因となります。
Q5: フィルムインサート成形品は自動車のVOC試験の要求を満たすことができますか?
はい、そうです。低VOC樹脂成形材料と環境配慮型インクを使用すれば、自動車VOC規格VDA278およびTS-BD-003に適合することが可能です。
Q6: フィルムと樹脂の接着強度を試験する方法は何ですか?
ASTM D903 規格によれば、 180°剥離試験を剥離速度 50mm/min で実施できます。専用の装置で最大剥離力を測定し、その値からフィルムと樹脂の接着強度を評価します。
Q7: フィルムインサート成形の最小半径(R)角度はどれくらいですか?
フィルムインサート成形に推奨される最小半径 (R) 角度は≥0 です。 3mm 、絶対最小値は0.2mmです。 0.2mm を提案する場合は、成形中にフィルムが破損することなく十分に引き伸ばされることを確認するために、モールド フロー解析を実行する必要があります。
Q8: 表面加飾の工程サイクルは通常の射出成形に比べどれくらい長くなりますか?
フィルムインサート成形は、フィルムをセットして位置合わせするため、1金型のサイクルが通常のフィルムインサート成形に比べて5~8秒長くなる場合があります。通常の射出成形。ただし、フィルムのスプレーとスクリーン印刷のステップを削除することにより、全体の生産時間は大幅に短縮されます。
まとめ
フィルムインサート成形は、ワンステップ成形、低コスト、高性能により、従来のプラスチック部品の表面処理方法を変えるだけでなく、環境保護とコストの問題にも対応し、同時に製品の外観と性能をより高いレベルに向上させました。
JS Precision はフィルムインサート成形の専門プロバイダーであり、材料の選択、金型設計からプロセスの最適化、信頼性検証までのプロセス全体をカバーするワンストップサービスを提供します。
プロセスを理解したい場合、コストを計算したい場合、またはソリューションをカスタマイズしたい場合は、ぜひご連絡ください弊社の技術チームのサポートをご利用ください。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

