

صب إدراج الفيلم أصبحت التكنولوجيا تدريجيًا إحدى الأدوات الرئيسية لحل العيوب المختلفة للمعالجة السطحية للأجزاء البلاستيكية في الصناعة التحويلية.
على سبيل المثال، هل تواجه مشكلات تتعلق بالأجزاء البلاستيكية لديك، مثل انخفاض إنتاجية الطلاء وارتفاع تكاليف الامتثال البيئي؟ علاوة على ذلك، عندما تتآكل الأنماط الموجودة على سطح المنتج بعد الاستخدام لفترة طويلة، ألا تتأثر صورة العلامة التجارية أيضًا؟
إن تقنية التشكيل بالإدراج المطورة حديثًا لا تنتج فقط مكونًا بلاستيكيًا زخرفيًا ووقائيًا من خلال الجمع بين الفيلم الوظيفي والركيزة في خطوة واحدة ولكنها أيضًا تغير الصناعة بشكل أساسي من خلال توفير حل قولبة متكامل.
جدول الإجابة الأساسية
| الأبعاد الأساسية | المعلومات الأساسية |
| جوهر العملية | في خطوة واحدة، تقوم قوالب إدخال الفيلم بتشكيل طبقة رقيقة وراتنج منصهر بحيث تحقق الأجزاء البلاستيكية الطبقات الزخرفية والواقية في نفس الوقت. |
| عملية تنفيذ الركيزة | الركيزة مصنوعة من سبيكة PC/ABS (مادة قولبة بلاستيكية)، والفيلم مصنوع من PMMA (سمك 0.5 مم)، مع قوة لاصقة تبلغ 5.0-6.0kgf/cm. |
| القيمة الأساسية | انخفاض التكلفة بنسبة 30%-50% مقارنة بالرش. العائد: أكثر من 95%. دقة مطابقة ألوان النمط: 0.1 ملم. فجوة دبوس تحديد المواقع: 0.05-0.15 مللي متر. |
| التحقق من الجودة | درجة السيارات: -40 درجة مئوية ~ 105 درجة مئوية صدمة حرارية 1000 دورة. شيخوخة QUV 1500 ساعة (ΔE≥2.0). اختبار التصاق القطع المتقاطع درجة 5B. |
الوجبات السريعة الرئيسية
- ميزة التكلفة: بالنظر إلى كمية الإنتاج السنوية البالغة 100000 قطعة، فإن النفقات الإجمالية صب إدراج الفيلم سيكون 30%-50% أقل من الطلاء بالرش.
- مطابقة المواد: إن سبيكة PC/ABS المقترنة بفيلم PMMA قادرة على تلبية متطلبات التعرض للطقس الخارجي لمدة 5 سنوات أو أكثر.
- التحكم في العملية: نفذت مرحلة الحقن بشكل أساسي أسلوب السرعة البطيئة والضغط العالي، ويجب الحفاظ على تسامح تحديد موضع الفيلم عند ±0.1 مم.
- التحقق من الموثوقية: يجب أن تكون الأجزاء الداخلية لهياكل السيارات قادرة على تحمل 1500 ساعة من تقادم QUV بالإضافة إلى 1000 دورة من اختبارات ركوب الدراجات الباردة والساخنة.
لماذا تثق بهذا الدليل؟ خبرة JS Precision في صب إدراج الفيلم
يعد صب إدراج الفيلم تقنية أساسية في التصنيع الدقيق الذي لا يتطلب معرفة قوية بالجانب الهندسي للأشياء فحسب، بل يتطلب أيضًا قدرات التحكم الصحيحة لإدارة سلسلة التوريد بشكل كامل.
تعمل شركة JS Precision في مجال تشكيل ومعالجة المكونات البلاستيكية منذ سنوات عديدة، لذلك من الطبيعي أن تمتلك نظامًا تقنيًا متطورًا بالكامل إلى جانب عدد كبير من الحالات العملية في تكنولوجيا صب إدراج الفيلم.
في الواقع، إنها واحدة من الموردين الرئيسيين للعديد من العلامات التجارية العالمية للسيارات والإلكترونيات الاستهلاكية. لقد حصلنا على المعرفة الأساسية لعملية قولبة إدراج الفيلم بالكامل، ونقدم حلولاً ماهرة متكاملة بدءًا من المطابقة الدقيقة لمواد القولبة البلاستيكية والأفلام، إلى تصميم القالب، وتحسين معلمات العملية، والتحقق من موثوقية المنتج.
نحن لم نقم فقط بحل المشكلات الرئيسية مثل استبدال الطلاء، ونقص مقاومة الطقس السطحي، والتكاليف المرتفعة لأكثر من 50 مشروعًا، ولكن أيضًا حققنا معدل عائد ثابت للمشروع يزيد عن 98%.
فيما يتعلق بمعايير العملية، فإننا لا نتبع مواصفات عملية التشكيل بالحقن بدقة شديدة فحسب، بل أيضًا معيار ISO 14644-1 لغرف الأبحاث ، وهذا هو السبب في أن كل خطوة من خطوات صب إدراج الفيلم تلبي متطلبات التصنيع الدولي المتطور.
بالنسبة للمنتجات الفاخرة والمتطورة مثل المكونات الداخلية للسيارات ومساكن الإلكترونيات الاستهلاكية، قمنا بتطوير منشأة متخصصة لاختبار صب إدراج الفيلم ، ليس فقط قادرًا على تنفيذ الاختبارات بدقة ولكن أيضًا يغطي التدوير الحراري -40 درجة مئوية إلى 105 درجة مئوية وعمر QUV لمدة 1500 ساعة.
علاوة على ذلك، يمكن مطابقة نتائج الاختبار لدينا بسلاسة مع معايير شهادات الشركات المصنعة للمعدات الأصلية.
لقد حققنا مقاومة للاصفرار لمدة تصل إلى 5 سنوات حتى في ظل ظروف درجات الحرارة المرتفعة للغاية (70 درجة مئوية) في الشرق الأوسط باستخدام مزيج من الفيلم المركب PMMA/ASA والركيزة PC/ABS لأول مرة عند التعامل مع مشكلة الاصفرار في لوحة الكونسول المركزي لعلامة تجارية جديدة لمركبات الطاقة.
تم نسخ هذا الحل الفني من قبل العديد من شركات تصنيع السيارات.
تتمثل أهم نقاط قوة JS Precision في القدرة على التعمق في الجوانب الفنية لقولبة إدراج الفيلم مع الاستمرار في الأخذ في الاعتبار قدرات الإنتاج للعملاء ومتطلبات التكلفة في الحياة الواقعية. نحن من نعرف مبادئ العملية جيدًا وكذلك كيفية القيام بالإنتاج الضخم.
إذا كنت تبحث عن حل موثوق لقولبة إدراج الفيلم لمعالجة أسطح المكونات البلاستيكية، فيرجى الاتصال بفريقنا الفني للحصول على تقرير تقييم العملية المخصص. سيقوم مهندسونا المحترفون بتحليل النقاط الرئيسية لتنفيذ المشروع.
ما هي عملية صب إدراج الفيلم؟ كيف يغير مظهر ووظيفة الأجزاء البلاستيكية؟
يعد صب القوالب فرعًا مهمًا من صب البلاستيك، و عملية صب إدراج الفيلم هو تطبيقه المتقدم وهو حاليًا العملية السائدة للمعالجة السطحية للمكونات البلاستيكية.
تتمثل العملية ببساطة في وضع فيلم وظيفي مطبوع مسبقًا في تجويف القالب ثم حقن الراتنج المنصهر لربط الفيلم والراتنج بإحكام. لذا فإن الأجزاء البلاستيكية تحصل على الطبقتين الزخرفية والوقائية في نفس الوقت من القولبة، وهو ما يعني "قولبة + زخرفة" في خطوة واحدة.
صب خطوة واحدة يعني استبدال المعالجة المتعددة العمليات
إن قولبة إدخال الفيلم عبارة عن مزيج من عمليات القولبة بالحقن والرش وطباعة الشاشة للأجزاء البلاستيكية التقليدية.
لا يؤدي قولبة الحقن بخطوة واحدة إلى تقليل وقت التصنيع فحسب، بل يتخلص أيضًا من انحرافات الأبعاد والتلوث عن طريق العمليات الثانوية، وما إلى ذلك. ونتيجة لذلك، فإنه يعزز بشكل كبير دقة المظهر وتوحيد المكونات البلاستيكية.
التقنية الأساسية لربط المواد غير المتجانسة
العائق الرئيسي أمام صب إدراج الفيلم هو الترابط القوي للمواد المختلفة . على سبيل المثال، عدم التطابق في معدلات الانكماش الحراري لفيلم PC/PMMA والراتنجات المنصهرة مثل ABS غالبًا ما يؤدي إلى أن يكون الفيلم في غير مكانه ويتجعد.
تستخدم JS Precision تحليل تدفق القالب Mouldex3D للتنبؤ بالإزاحة، وتحسين تصميم البوابة، والالتزام بمعيار VDA 275voc لضمان عدم تأثير خطوط اللحام على المناطق الوظيفية للفيلم.
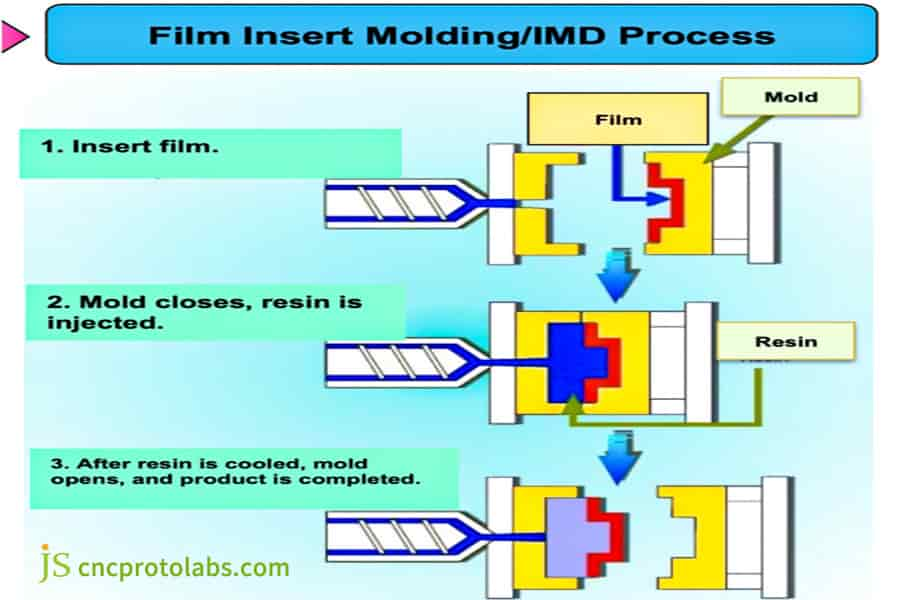
الشكل 1: رسم توضيحي يوضح عملية صب إدراج الفيلم (IMD) المكونة من ثلاث خطوات: إدخال الفيلم وإغلاق القالب وحقن الراتنج وفتح القالب لتحرير المنتج النهائي.
هل تكلفة القطعة الواحدة من صب إدراج الفيلم أقل مقارنة بالرش التقليدي؟
على نطاق واسع، تكون تكلفة الوحدة لقولبة إدخال الفيلم أقل من طريقة الرش التقليدية ويصبح الفرق أكثر أهمية مع زيادة الإنتاج.
على سبيل المثال، حددت شركة JS Precision أن إجمالي الإنفاق لـ 100.000 مكون بلاستيكي يتم تصنيعه سنويًا هو أقل بنسبة تتراوح من 30% إلى 50% من استخدام تقنية الرش التقليدية، مما يشير إلى فائدة كبيرة للسيارة و صناعات الالكترونيات الاستهلاكية .
تحليل مقارنة هيكل التكلفة
بالنظر إلى الأجزاء الداخلية النموذجية للسيارات، تبلغ التكلفة الإجمالية لطريقة الطلاء بالرش حوالي 11 دولارًا للقطعة الواحدة (قولبة الحقن 3 دولارات + طلاء الرش 5 دولارات + طباعة الشاشة 2 دولار + المعالجة البيئية 1 دولار).
إن عملية صب إدراج الفيلم، وهي عملية قولبة في خطوة واحدة، تبلغ تكلفتها المباشرة 6 دولارات للقطعة الواحدة، وحوالي 8 دولارات للقطعة الواحدة بعد استهلاك القالب، مما يوفر ما يقرب من 30% من التكلفة لكل عملية.
المقارنة الكمية للتكاليف الخفية
تتميز قوالب إدراج الفيلم أيضًا بمزايا تكلفة غير ملموسة كبيرة جدًا:
معدل نجاحه هو 95%-98%، أفضل بكثير من 85%-90% من عملية الطلاء بالرش التقليدية، وبالتالي تقليل النفايات، وأيضًا، على عكس الطلاء بالرش، لا يتطلب المنتج استثمارًا بقيمة 1.2 مليون دولار في معدات معالجة المركبات العضوية المتطايرة و200000 دولار في تكاليف الصيانة السنوية، لذا فهو يؤتي ثماره أكثر على المدى الطويل.
إذا كنت ترغب في إجراء حساب دقيق لتخفيض تكلفة تحويل منتجاتك إلى قالب إدخال الفيلم، فيمكنك الاتصال بمهندسي JS Precision وتقديم معلمات المنتج لتلقي تقرير مجاني عن حساب التكلفة.
كيفية اختيار مواد وأفلام صب البلاستيك المناسبة للمنتجات؟
من المهم جدًا أن تكون مواد القولبة البلاستيكية والأفلام الخاصة بالمنتجات متوافقة أولاً بشكل صحيح مع المتطلبات الوظيفية للمنتج. هذه هي الطريقة الوحيدة لضمان الترابط المحكم بين الفيلم والراتنج.
الفيلم هو الذي يعطي خصائص السطح، في حين أن الراتنج هو الذي يعطي المنتج بنية صلبة، ولهذا السبب فقط تكنولوجيا صب إدراج الفيلم يمكن القيام به بحق.
معايير مطابقة الفيلم والراتنج:
تعتمد قوة ترابط الفيلم بالراتنج على توافقه الكيميائي. تعتبر سبائك PC/ABS وفيلم PMMA مزيجًا شائعًا جدًا لقولبة إدراج الفيلم.
أظهرت الاختبارات التي أجرتها شركة JS Precision أن قوة التقشير لمثل هذه المواد تبلغ حوالي 5.0-6.0 كجم قوة/سم، وهي قوية بما يكفي لتدوم أكثر من 5 سنوات للأجزاء الداخلية للسيارات وأيضًا واحدة من أفضل الخيارات لأغلفة الأجهزة الإلكترونية الاستهلاكية.
| مجموعات المواد المشتركة | قوة الترابط (kgf/cm) | السيناريوهات القابلة للتطبيق | صلابة السطح | تصنيف مقاومة الأشعة فوق البنفسجية |
| الكمبيوتر/عبس + بمما | 5.0-6.0 | الأجزاء الداخلية للسيارات وأغلفة الأجهزة الإلكترونية الاستهلاكية | 2H أو أعلى | الأشعة فوق البنفسجية 340 نانومتر 1500 ساعة |
| فيلم ABS+PC+PC | 4.5-5.0 | لوحات الأجهزة المنزلية والمكونات الإلكترونية العامة | 1H أو أعلى | الأشعة فوق البنفسجية 340 نانومتر 1000 ساعة |
| فيلم PP + PE | <1.0 | الضروريات اليومية البسيطة | درجة HB | الأشعة فوق البنفسجية 340 نانومتر 500 ساعة |
| فيلم بي سي + بي سي | 5.5-6.5 | مكونات بصرية عالية الجودة | 3H أو أعلى | الأشعة فوق البنفسجية 340 نانومتر 2000 ساعة |
حالات الفشل بسبب الاختيار غير السليم للمواد
قد يؤدي الاختيار غير المناسب للمواد إلى فشل منتجات صب إدراج الفيلم:
- درجات حرارة انصهار الراتينج عند 280 درجة مئوية أو أعلى سوف تلحق الضرر بطبقة طباعة الفيلم، مما يتسبب في أن يصبح النمط غير واضح وبهتان.
- الأفلام العادية التي لا تحتوي على حماية من الأشعة فوق البنفسجية للأجزاء الخارجية للسيارات، بعد تعرضها للأشعة فوق البنفسجية بمقدار 1500 كيلو جول/م2، لها مؤشر اصفرار ΔE> 3.0، وهو ما لا يتوافق مع معايير الصناعة.
ما هي مجموعة المواد الموجودة في الجدول التي تتوافق مع سيناريو التطبيق الخاص بمنتجك؟ أرسل متطلبات الأداء ومقاومة الطقس للحصول على تقرير تقييم مسبق مجاني لاختيار المواد الفيلمية والموثوقية.

الشكل 2: كريات بلاستيكية ملونة مختلفة مرتبة في نمط دائري، تمثل خيارات المواد المختلفة المتاحة لعمليات التشكيل.
ما هي عيوب العملية الأكثر شيوعًا في تقنية صب إدراج الفيلم؟ كيفية حلها؟
العيوب المعتادة في صب إدراج الفيلم هي تجعد الفيلم وغسل الحبر. السبب الرئيسي هو أن قوة القص الذائبة تكون أعلى من الحد الميكانيكي للفيلم. يمكن تقليل الخلل عن طريق التحكم الدقيق للغاية في دقة القالب ومعلمات الحقن، وهما العاملان الرئيسيان اللذان يؤثران على الإنتاجية.
أسباب وعلاج تجاعيد الفيلم
تجاعيد الفيلم ناتجة عن نقص دقة تحديد المواقع العفن . عندما تكون الفجوة بين دبابيس التموضع أكثر من 0.15 مم، فإن الفيلم يتحرك بسهولة ويتجعد بسبب ذوبان الضغط العالي.
تتحكم JS Precision بإحكام في الفجوة حتى 0.05-0.15 مم وتقوم أيضًا بتثبيت جهاز امتصاص الفيلم لإجراء صب إدراج الفيلم مع موضع الفيلم المستقر.
التدابير المضادة لعملية غسل الحبر
يحدث تبييض الحبر بسبب تأثير السرعة العالية للمادة المنصهرة على الطبقة المطبوعة. تتعامل JS Precision مع المشكلة من خلال طريقة الحقن ذات السرعة المنخفضة والضغط العالي:
السرعة خلال المرحلة الأولى هي 30-50mm/s، وتبدأ مرحلة التعبئة فقط بعد مرور جبهة الذوبان بالمنطقة الوظيفية للفيلم. من الأفضل استخدام آلة صب مع صمام مؤازر للتأكد من أن دقة نقطة تبديل VP تكون في حدود ±0.5 مم.
كيفية التحقق من موثوقية منتجات صب إدراج الفيلم في صناعة السيارات أو الإلكترونيات الاستهلاكية؟
في قطاعي السيارات والإلكترونيات الاستهلاكية، يجب أن تمر عناصر صب القوالب المُدخلة بالفيلم عبر التقادم البيئي، والأداء الميكانيكي، واختبارات الالتصاق لإثبات موثوقيتها.
إذا لم يكن هناك أي انفصال أو تغير في اللون أو تقشير النمط خلال فترة التحقق، عندها فقط يمكن بدء الإنتاج الضخم.
معايير التحقق من الأجزاء الداخلية للسيارات
يجب أن تتبع منتجات صب إدراج الفيلم للأجزاء الداخلية للسيارات معيار GMW16717 بدقة. تخضع المنتجات من النوع E لثلاثة اختبارات رئيسية:
1000 دورة من التدوير الحراري من -40 درجة مئوية إلى 105 درجة مئوية، و1000 ساعة من التعتيق عند رطوبة نسبية 95%، واختبار رش محلول كلوريد الصوديوم بنسبة 5% . المنتجات التي تجتاز الاختبارات الثلاثة مؤهلة لسلسلة توريد السيارات.
طرق اختبار الالتصاق ومقاومة العوامل الجوية
- اختبار القطع المتقاطع: بعد القطع المتقاطع بشبكة بمسافة 1 مم وإزالة شريط 3M، يجب أن تكون مساحة الفيلم المقشر أقل من 5% للحصول على درجة 5B التي تعتبر (مؤهلة).
- اختبار الشيخوخة QUV: يجب الحفاظ على فرق اللون ΔE≥2.0 واحتفاظ اللمعان ≥80% بعد 1500 ساعة من الأشعة فوق البنفسجية 340 نانومتر لضمان مقاومة الأجزاء البلاستيكية للعوامل الجوية.
ما هي العوامل التي تؤثر على جودة صب إدراج الفيلم عند تصميم المكونات البلاستيكية ذات الهياكل المعقدة؟
في تطوير المكونات البلاستيكية ذات الهياكل المعقدة، تلعب الخصائص الهندسية للمنتج دورًا رئيسيًا في تحديد جودة قالب إدراج الفيلم. يجب أن يتبع تصميم المنتج إرشادات سوق دبي المالي (التصميم للتصنيع) بشكل صارم للتنبؤ بمخاطر العملية والقضاء عليها، وهذا هو جوهر نشر التكنولوجيا.
متطلبات التصميم للعناصر الهندسية الهامة:
- نصف قطر الزاوية: ≥0.3 مم، وإلا فإن تعرض الفيلم للتمدد العميق يمكن أن يؤدي إلى إجهاده وتشققه، مما يؤدي إلى التخلص من المنتجات المقولبة المدرجة في الفيلم.
- زاوية المسودة: من المفضل جدًا أن تكون ≥1.5° بحيث يمكن فصل الفيلم عن القالب بدون خدوش بعد القولبة ، وبالتالي الحفاظ على دقة سطح الأجزاء البلاستيكية.
- مناطق النمط: حاول تجنب تصميم هذه المناطق التي تدعم الضغط الرئيسي مثل المشابك والأعمدة اللولبية حتى لا يتسبب ضغط التجميع في تقشر طبقة النمط.
الفائدة الفنية للتدخل في التصميم المبكر:
إن إجراء دراسة جدوى لطريقة صب إدخال الفيلم قبل تحضير القالب يمكن أن يساعد في تجنب نفقات تغيير القالب التي قد تنشأ بسبب فشل الفيلم في تغطية المناطق المخصصة. تشير تقارير الصناعة إلى أن تكاليف تغيير القالب عادة ما تشكل 30%-50% من الاستثمار الأصلي.
إذا كنت تقوم بتصميم هيكلي معقد مكونات بلاستيكية ، اتصل بـ JS Precision للحصول على إرشادات تصميم DFM المجانية لجعل تصميم المنتج الخاص بك أكثر ملاءمة لعملية صب إدراج الفيلم.
ما هي المعلمات الفنية التي يجب مراعاتها عند تقييم موردي قوالب إدراج الفيلم؟
عندما يتعلق الأمر بتقييم موردي قوالب إدراج الأفلام، ينصب التركيز الرئيسي على قدرتهم على التحكم في العملية، وأنظمة ضمان الجودة الخاصة بهم، بالإضافة إلى مدى فعالية سلسلة التوريد الخاصة بهم في دمج كل من مواد صب البلاستيك والأفلام. قد تكون مؤشرات الجودة الرئيسية أيضًا بمثابة الأساس الأساسي للتقييم.
معايير تقييم مؤشرات الجودة الرئيسية
| مؤشر التقييم | معيار القبول | التأثير الأساسي |
| دقة مطابقة لون النمط | ± 0.1 ملم | يحدد دقة مظهر المكونات البلاستيكية. |
| سمك طبقة معالجة الفيلم | طبقة المعالجة بالأشعة فوق البنفسجية ≥5μm | يضمن صلابة السطح بمقدار 2H أو أعلى، مما يحسن مقاومة الخدش. |
| تحديد المواقع دقة الفجوة | 0.05-0.15 ملم | يمنع تجعد الفيلم أثناء صب إدراج الفيلم. |
| التحكم في سرعة حقن الذوبان | ±5 مم/ثانية | يمنع تآكل طبقة الحبر، مما يضمن سلامة النمط. |
| دقة التحكم في درجة حرارة القالب | ±2 درجة مئوية | يضمن التصاق مستقر بين الراتنج والفيلم. |
بالإضافة إلى ذلك، من المهم التحقق من شروط إدارة مخزون الأفلام الخاصة بالمورد أيضًا: درجة حرارة التخزين 18-25 درجة مئوية، والرطوبة 40%-60%، وكذلك مراعاة الحد الأدنى لقيود كمية الشراء على المواد لضمان عدم انقطاع جداول الإنتاج بسبب مخزون المواد.
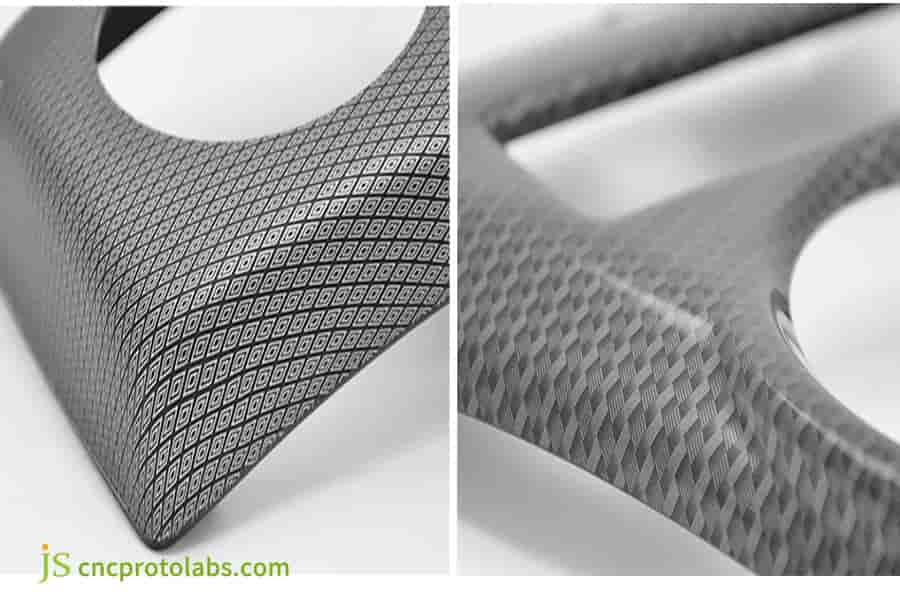
الشكل 3: منظر عن قرب لمكون بلاستيكي تم تصنيعه باستخدام قالب إدراج الفيلم، ويعرض نسيجًا هندسيًا دقيقًا على ركيزة سوداء.
دراسة حالة JS Precision: حل لمشكلة اصفرار لوحة التحكم المركزية لعلامة تجارية معينة للسيارات
خلفية المشروع:
أظهرت إحدى العلامات التجارية لألواح الكونسول المركزي لمركبات الطاقة الجديدة، والتي تم تصديرها إلى الشرق الأوسط، أنماطًا من الاصفرار (ΔE>4.5) والتقشير بعد 6 أشهر من التسليم، مما أدى إلى أكثر من 1200 شكوى واحتمال استدعاء.
استخدم المورد الأصلي طلاء الرش + عملية المعالجة بالأشعة فوق البنفسجية، إلا أن الطلاء لم يكن قادرًا على مقاومة البيئة القاسية في الشرق الأوسط.
التحديات الرئيسية:
يمكن أن تصل درجات حرارة السطح في الشرق الأوسط إلى 70 درجة مئوية، وتبلغ الأشعة فوق البنفسجية السنوية 2000 كيلوجول/م2. يريد OEM عمرًا يصل إلى 5 سنوات حتى في الحالة القاسية، ولوحة الكونسول المركزية بها عدة زوايا حادة بقطر R0.2 مم، ونسبة التمدد العميق للفيلم هي 1:3، وبالتالي فإن عملية صب إدراج الفيلم صعبة للغاية.
حل
ومن أجل التغلب على التحديات المذكورة أعلاه، الدقة شبيبة يستخدم تقنية صب إدراج الفيلم لتوفير حل مختلف تمامًا:
1. اختيار المواد:
يتم دمج فيلم PMMA/ASA المركب متعدد الطبقات (بسمك 0.5 مم) مع ركيزة سوداء من PC/ABS. طبقة الفيلم مدمجة بنسبة 0.5% عالية التركيز في امتصاص الأشعة فوق البنفسجية لتحسين مقاومة الطقس.
2. تحسين العملية:
من خلال تحليل تتبع الجسيمات في مولدكس 3D، وجد أن البوابة المركزية الأصلية تسببت في تأثير واجهة الذوبان على المنطقة الوظيفية للفيلم بسرعة> 100 مم / ثانية.
من خلال التغيير إلى البوابة الجانبية ودمجها مع تباطؤ ثلاثي المراحل يبلغ 50 → 30 → 20 مم/ثانية، تم تقليل ذروة إجهاد القص للمصهور على الفيلم بنسبة 60%، وهي نافذة عملية رئيسية للتخلص من خطر احمرار الحبر.
3. اختبار التحقق:
يتم اتباع معايير GMW16717 Type E بدقة لمدة 1500 ساعة من تقادم QUV و1000 دورة من التدوير الحراري لضمان تلبية أداء المنتج للمعايير.
النتائج النهائية
- يُظهر اختبار الطرف الثالث أنه بعد 1500 ساعة من تقادم QUV، يكون مؤشر الاصفرار ΔE لهذا المخطط هو 1.2، ومستوى 5B (تساقط 0%) في اختبار شبكة المائة يلبي متطلبات المصنع المضيف.
- لم تكن هناك شكاوى بشأن الاصفرار بعد 24 شهرًا من تثبيت المنتج، وتم تغيير تصنيف موردي JS Precision إلى A.
- انخفضت تكلفة الوحدة من 22 دولارًا إلى 15 دولارًا، وبالتالي تمكن العميل من توفير 1.4 مليون دولار سنويًا.
إذا كان منتجك يواجه أيضًا مشكلات تتعلق بفشل الأداء في البيئات القاسية، فاتصل بالفريق الفني لشركة JS Precision. قم بإرسال رسومات المنتج الخاص بك للحصول على حل مخصص لقولبة إدراج الفيلم لمعالجة مخاوف موثوقية منتجك.

الشكل 4: الجزء الداخلي من السيارة يُظهر لوحة التحكم في الكونسول المركزي مع شاشة لمس كبيرة والأزرار المحيطة، والتي من المحتمل أنها تم تصنيعها باستخدام قالب إدراج الفيلم.
الأسئلة الشائعة
س 1: ما هو الفرق بين صب إدراج الفيلم ووضع العلامات على القالب (IML)؟
إن وضع العلامات على القوالب (IML) مخصص بشكل أساسي لتزيين الملصقات البسيطة، وذلك باستخدام طبقة رقيقة تؤدي وظيفة واحدة فقط. من ناحية أخرى، فإن قولبة إدخال الفيلم هي عملية قولبة فيلم سميك لا تزين فقط ولكنها توفر أيضًا وظيفة ، وبالتالي تعطي المكونات البلاستيكية حماية مزدوجة وتكون مناسبة لحالات التصنيع المتطورة.
Q2: هل يمكن استخدام مادة PP في صب إدراج الفيلم؟
لا يُنصح باستخدام PP لقولبة إدراج الفيلم لأن قوة التصاق PP بأغشية PC/PMMA منخفضة جدًا (قوة التقشير <1.0 كجم/سم)، مما يؤدي إلى سهولة التصفيح والفشل في تلبية متطلبات المنتج الأساسية.
س 3: كيف يمكن استكشاف مشكلات تبييض الحبر وإصلاحها بسرعة؟
إن أسرع طريقة لاستكشاف أخطاء تبييض الحبر وإصلاحها هي التحقق مما إذا كانت البوابة تشير مباشرة إلى منطقة نمط الفيلم (سيؤدي تأثير الذوبان المباشر إلى خروج الحبر). وفي الوقت نفسه، تحقق مما إذا تم تسخين المادة المصهورة فوق درجة حرارة التشوه الحراري للفيلم البالغة 120 درجة مئوية.
س 4: ما هو نطاق درجة الحرارة الذي يجب استخدامه لقالب صب إدراج الفيلم؟
بشكل عام، يُقترح أن تكون درجة حرارة قالب صب إدراج الفيلم في حدود 30-60 درجة مئوية. درجة الحرارة المنخفضة جدًا ستؤدي بشكل كبير إلى ظهور خطوط لحام الراتنج، مما يقلل من القوة الميكانيكية. في المقابل، فإن درجة الحرارة المرتفعة بشكل مفرط ستؤدي إلى تشوه الفيلم حرارياً وتسبب عيوبًا في المظهر.
س 5: هل منتجات صب إدراج الفيلم قادرة على تلبية متطلبات اختبارات المركبات العضوية المتطايرة في السيارات؟
نعم إنهم هم. إذا تم استخدام مواد صب البلاستيك منخفضة المركبات العضوية المتطايرة والأحبار الصديقة للبيئة، فمن الممكن الامتثال لمعايير المركبات العضوية المتطايرة للسيارات VDA278 وTS-BD-003.
س6: ما هي الطريقة المستخدمة لاختبار قوة التصاق الفيلم بالراتنج؟
وفقًا لمعيار ASTM D903، يمكن إجراء اختبار التقشير بزاوية 180 درجة بسرعة تقشير تبلغ 50 مم/دقيقة. يتم بعد ذلك قياس قوة التقشير القصوى باستخدام أدوات متخصصة، ويمكن استخدام هذه القيمة لتقييم قوة الالتصاق بين الغشاء والراتنج.
س7: ما هو الحد الأدنى لزاوية نصف القطر (R) لقولبة إدراج الفيلم؟
الحد الأدنى لزاوية نصف القطر (R) المقترحة لقولبة إدخال الفيلم هي ≥0. 3 ملم مع الحد الأدنى المطلق 0.2 ملم. إذا تم اقتراح 0.2 مم، فمن الضروري إجراء تحليل تدفق القالب لضمان تمدد الفيلم بشكل كافٍ دون أن ينكسر أثناء القولبة.
س 8: ما هي دورة عملية تزيين السطح أكثر من عملية صب الحقن العادية؟
نظرًا لأن الأمر يتضمن وضع الفيلم ومواءمته، فإن دورة القالب الواحد لقولبة إدخال الفيلم يمكن أن تكون أطول بـ 5-8 ثوانٍ من دورة القالب الواحد صب الحقن العادي . مع ذلك، من خلال إزالة رش الفيلم وخطوات طباعة الشاشة، يتم تقليل وقت الإنتاج الإجمالي بشكل كبير.
ملخص
إن صب إدراج الفيلم بسبب صب خطوة واحدة، والتكلفة المنخفضة، والأداء الأفضل لم يغير فقط طريقة المعالجة السطحية التقليدية للمكونات البلاستيكية، ولكنه عالج أيضًا قضايا حماية البيئة والتكلفة، وفي الوقت نفسه، أدى إلى تحسين مظهر المنتج وأدائه إلى مستوى أعلى.
JS Precision هي شركة متخصصة في توفير قوالب إدراج الأفلام، وتقدم خدمة شاملة تغطي العملية بأكملها بدءًا من اختيار المواد وتصميم القوالب وحتى تحسين العملية والتحقق من الموثوقية.
إذا كنت تريد فهم العملية، أو حساب التكاليف، أو تخصيص حل، يرجى الاتصال بنا والاستفادة من دعم فريقنا الفني.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

