

Moldura de inserción de película La tecnología se está convirtiendo gradualmente en una de las principales herramientas para resolver los diversos inconvenientes del tratamiento superficial de piezas de plástico en la industria manufacturera.
Por ejemplo, ¿tiene problemas con sus piezas de plástico, como bajo rendimiento de pintura y altos gastos de cumplimiento medioambiental? Además, cuando los patrones en la superficie del producto se desgastan después de un uso prolongado, ¿no se ve afectada también la imagen de la marca?
La técnica de moldeo por inserción recientemente desarrollada no solo produce un componente plástico decorativo y protector combinando una película funcional con un sustrato en un solo paso, sino que también cambia fundamentalmente la industria al proporcionar una solución de moldeo integrada.
Tabla de respuestas principales
| Dimensiones del núcleo | Información clave |
| Esencia del proceso | En un solo paso, el moldeo por inserción de película comoldea una película delgada y resina fundida para que las piezas de plástico alcancen simultáneamente las capas decorativa y protectora. |
| Sustrato de Implementación de Procesos | El sustrato está hecho de aleación PC/ABS (material de moldeo de plástico) y la película está hecha de PMMA (0,5 mm de espesor), con una fuerza adhesiva de 5,0-6,0 kgf/cm. |
| Valor fundamental | Costo reducido entre un 30% y un 50% en comparación con la pulverización. Rendimiento: más del 95%. Precisión de coincidencia de colores del patrón: 0,1 mm. Espacio entre pasadores de posicionamiento: 0,05-0,15 mm. |
| Verificación de calidad | Grado automotriz: -40 ℃ ~ 105 ℃ choque térmico 1000 ciclos. Envejecimiento QUV 1500h (ΔE≤2.0). Prueba de adherencia de corte transversal grado 5B. |
Conclusiones clave
- Ventaja de costos: considerando una cantidad de producción anual de 100000 piezas, los gastos generales de moldura con inserto de película Será entre un 30% y un 50% menos que la pintura con aerosol.
- Combinación de materiales: La aleación de PC/ABS combinada con la película de PMMA es capaz de satisfacer el requisito de exposición a la intemperie durante 5 años o más.
- Control del proceso: Principalmente en la fase de inyección se ha implementado una táctica de baja velocidad y alta presión, y la tolerancia de posicionamiento de la película debe mantenerse en ±0,1 mm.
- Verificación de confiabilidad: las partes interiores de las carrocerías de automóviles deben ser capaces de soportar 1500 horas de envejecimiento QUV, así como 1000 ciclos de pruebas de ciclos en frío y en caliente.
¿Por qué confiar en esta guía? La experiencia de JS Precision en moldeo por inserción de película
El moldeo por inserción de película es una técnica fundamental en la fabricación de precisión que realmente requiere no solo un sólido conocimiento del lado de la ingeniería, sino también las capacidades de control adecuadas para gestionar completamente la cadena de suministro.
JS Precision ha estado operando en el campo de formación y procesamiento de componentes plásticos durante muchos años, por lo que, naturalmente, cuenta con un sistema técnico completamente desarrollado junto con una gran cantidad de casos prácticos en la tecnología de moldeo por inserción de película.
De hecho, es uno de los principales proveedores de muchas marcas de electrónica de consumo y automoción mundialmente conocidas. Hemos obtenido los conocimientos básicos de todo el proceso de moldeo por inserción de película, ofreciendo soluciones integrales, desde la combinación precisa del material de moldeo de plástico y la película, hasta el diseño de moldes, la optimización de los parámetros del proceso y la verificación de la confiabilidad del producto.
No solo hemos resuelto los principales problemas como la sustitución de pintura, la falta de resistencia a la intemperie de la superficie y los altos costos para más de 50 proyectos, sino que también logramos una tasa de rendimiento estable del proyecto de más del 98 %.
Con respecto a los estándares de proceso, no sólo seguimos muy estrictamente las especificaciones del proceso de moldeo por inyección, sino que también Estándar de sala limpia ISO 14644-1 , es por eso que cada paso del moldeo por inserción de película cumple con los requisitos de la fabricación internacional de alta gama.
Para productos lujosos y sofisticados, como componentes interiores de automóviles y carcasas de electrónica de consumo, hemos desarrollado una instalación de prueba de moldeo por inserción de película especializada , que no solo es capaz de ejecutar las pruebas minuciosamente sino que también cubre ciclos térmicos de -40 ℃ ~ 105 ℃ y envejecimiento QUV de 1500 h.
Además, los resultados de nuestras pruebas se pueden correlacionar perfectamente con los estándares de certificación de los fabricantes de equipos originales.
Logramos una resistencia al amarilleamiento de hasta 5 años incluso en condiciones de temperatura extremadamente alta (70 ℃) en el Medio Oriente utilizando la combinación de película compuesta de PMMA/ASA y sustrato de PC/ABS por primera vez al abordar el problema del amarilleo del panel de la consola central de una marca de vehículos de nueva energía.
Esta solución técnica ha sido copiada por varios fabricantes de automóviles.
La fortaleza más importante de JS Precision es la capacidad de profundizar en los aspectos técnicos del moldeo por inserción de película sin dejar de considerar las capacidades de producción de los clientes y los requisitos de costos en la vida real. Somos nosotros quienes conocemos a fondo los principios del proceso y cómo realizar la producción en masa.
Si está buscando una solución confiable de moldeo por inserción de película para el tratamiento superficial de componentes plásticos, comuníquese con nuestro equipo técnico para obtener un informe de evaluación del proceso personalizado. Nuestros ingenieros profesionales desglosarán los puntos clave para la implementación del proyecto.
¿Qué es el proceso de moldeo por inserción de película? ¿Cómo cambia la apariencia y función de las piezas de plástico?
El moldeado por inserción es una rama importante del moldeado de plástico, y el proceso de moldeo por inserción de película es su aplicación avanzada y actualmente el proceso principal para el tratamiento de superficies de componentes plásticos.
El proceso consiste simplemente en colocar una película funcional preimpresa en la cavidad del molde y luego inyectar la resina fundida para unir firmemente la película y la resina. Así, las piezas de plástico obtienen simultáneamente la capa decorativa y protectora del molde, es decir , "molde + decoración" en un solo paso.
El moldeo en un solo paso significa el reemplazo del procesamiento multiproceso
El moldeo por inserción de película es la combinación de procesos de moldeo por inyección, pulverización y serigrafía de piezas de plástico convencionales.
El moldeo por inyección en un solo paso no solo reduce el tiempo de fabricación sino que también elimina las desviaciones dimensionales y la contaminación por procesos secundarios, etc. Como resultado, mejora en gran medida la precisión de la apariencia y la uniformidad de los componentes plásticos.
Técnica básica para unir materiales heterogéneos.
El principal obstáculo del moldeado por inserción de película es la fuerte unión de diferentes materiales . Por ejemplo, la falta de coincidencia en las tasas de contracción térmica de la película de PC/PMMA y las resinas fundidas como el ABS a menudo da como resultado que la película esté fuera de lugar y arrugada.
JS Precision utiliza el análisis de flujo del molde Moldex3D para predecir el desplazamiento, optimizar el diseño de la compuerta y cumplir con el estándar VDA 275voc para garantizar que las líneas de soldadura no afecten las áreas funcionales de la película.
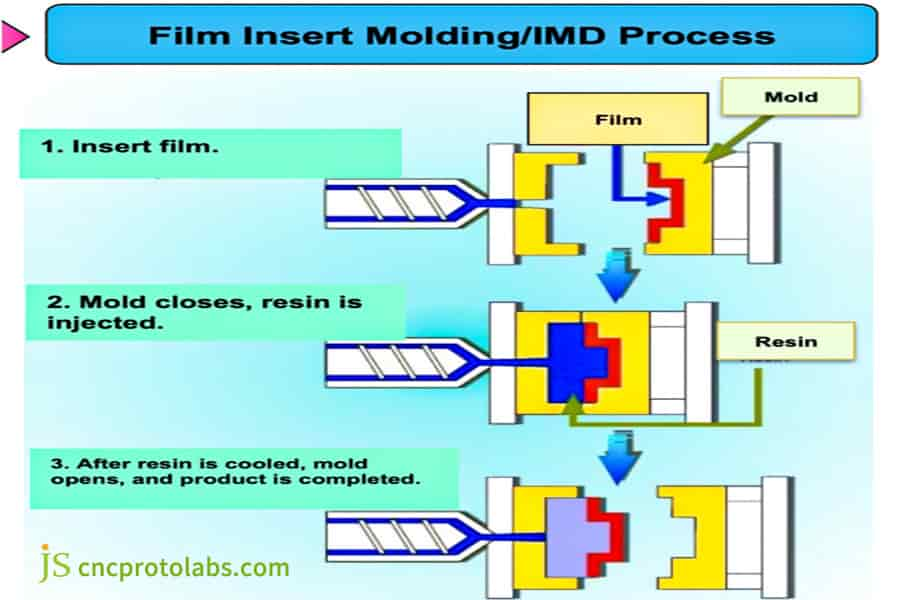
Figura 1: Una ilustración que muestra el proceso de moldeo por inserción de película (IMD) de tres pasos: insertar la película, cerrar el molde e inyectar resina y abrir el molde para liberar el producto terminado.
¿El costo de una sola pieza del moldeado con inserción de película es menor en comparación con la pulverización tradicional?
A escala, el costo unitario del moldeo por inserción de película es menor que el del método de pulverización tradicional y la diferencia se vuelve aún más sustancial con el aumento de la producción.
Por ejemplo, JS Precision determinó que el gasto total de 100.000 componentes de plástico fabricados anualmente es entre un 30% y un 50% menor que con la técnica de pulverización tradicional, lo que apunta a un beneficio importante para el automóvil y industrias de electrónica de consumo .
Análisis comparativo de estructuras de costos
En cuanto a las piezas interiores típicas de un automóvil, el coste total del método de pintura en aerosol es de alrededor de 11 dólares por pieza (moldeo por inyección 3 dólares + pintura en aerosol 5 dólares + serigrafía 2 dólares + tratamiento medioambiental 1 dólar).
El moldeo por inserción de película, que es un proceso de moldeo de un solo paso, tiene un costo directo de $6 por pieza y aproximadamente $8 por pieza después de la amortización del molde, lo que ahorra casi un 30% del costo por proceso.
Comparación cuantitativa de costos ocultos
El moldeo por inserción de película también tiene grandes ventajas de costos intangibles:
Su tasa de éxito es del 95%-98%, mucho mejor que el 85%-90% del proceso tradicional de pintura en aerosol, lo que minimiza el desperdicio y, además, a diferencia de la pintura en aerosol, el producto no requiere una inversión de 1,2 millones de dólares en equipos de tratamiento de COV ni 200.000 dólares en costos de mantenimiento anuales, por lo que se amortiza más a largo plazo.
Si desea calcular con precisión la reducción de costos al cambiar sus productos al moldeo por inserción de película, puede comunicarse con los ingenieros de JS Precision y proporcionar los parámetros del producto para recibir un informe de cálculo de costos gratuito.
¿Cómo elegir materiales y películas de moldeo de plástico adecuados para los productos?
Es muy importante que el material de moldeo de plástico y las películas para productos primero se alineen correctamente con los requisitos funcionales del producto. Sólo así se puede garantizar una unión estrecha entre la película y la resina.
La película es la que da características superficiales, mientras que la resina es la que le da al producto una estructura sólida, por eso sólo entonces tecnología de moldeo por inserción de película se puede hacer correctamente.
Estándares para combinar película y resina:
La fuerza de unión de la película a la resina depende de su compatibilidad química. La aleación de PC/ABS y la película de PMMA son la combinación más común para el moldeo por inserción de película.
Las pruebas realizadas por JS Precision demostraron que la resistencia al pelado de dicha combinación de materiales es de aproximadamente 5,0 a 6,0 kgf/cm, lo que es lo suficientemente fuerte como para durar más de 5 años en piezas interiores de automóviles y también una de las mejores opciones para carcasas de productos electrónicos de consumo.
| Combinaciones de materiales comunes | Fuerza de unión (kgf/cm) | Escenarios aplicables | Dureza superficial | Clasificación de resistencia a los rayos UV |
| PC/ABS+PMMA | 5.0-6.0 | Piezas interiores de automóviles, carcasas de electrónica de consumo | 2H o superior | UV340nm 1500h |
| Película ABS+PC+PC | 4,5-5,0 | Paneles de electrodomésticos, componentes electrónicos en general. | 1H o superior | UV340nm 1000h |
| Película de PP+PE | <1.0 | Necesidades diarias simples | grado HB | UV340nm 500h |
| Película PC+PC | 5,5-6,5 | Componentes ópticos de alta gama. | 3H o superior | UV340nm 2000h |
Casos de falla debido a una selección inadecuada de materiales
La selección inadecuada del material puede provocar fallas en los productos de moldeo por inserción de película:
- Las temperaturas de fusión de la resina de 280 °C o más dañarán la capa de impresión de la película, lo que provocará que el patrón se vuelva borroso y se desvanezca.
- Las películas normales sin protección UV para piezas exteriores de automóviles, después de ser sometidas a una radiación UV de 1500 KJ/m, tienen un índice de amarilleamiento ΔE>3,0, que no cumple con los estándares de la industria.
¿Qué combinación de materiales en la tabla corresponde al escenario de aplicación de su producto? Envíe sus requisitos de rendimiento y resistencia a la intemperie para recibir un informe de evaluación previa de confiabilidad y selección de película de material gratuito.

Figura 2: Varios gránulos de plástico de colores dispuestos en un patrón circular, que representan diferentes opciones de materiales disponibles para los procesos de moldeo.
¿Cuáles son los defectos de proceso más comunes en la tecnología de moldeo por inserción de película? ¿Cómo solucionarlo?
Los defectos habituales en el moldeado por inserción de película son más comúnmente el arrugamiento de la película y el lavado de la tinta. Una causa clave es que la fuerza de corte de la masa fundida es mayor que el límite mecánico de la película. El defecto podría reducirse mediante un control muy preciso de la precisión del molde y los parámetros de inyección, que son los dos factores principales que afectan el rendimiento.
Causas y control de las arrugas de la película.
Las arrugas de la película se deben a la falta de precisión de posicionamiento del molde . Cuando el espacio entre los pasadores de posicionamiento es superior a 0,15 mm, la película se desplaza y se arruga fácilmente debido a la fusión a alta presión.
JS Precision controla estrictamente el espacio de 0,05 a 0,15 mm y también instala el dispositivo de adsorción de película para realizar el moldeo por inserción de película con una posición estable de la película.
Contramedidas de proceso para el lavado de tinta.
El lavado de la tinta se produce debido al impacto de alta velocidad del material fundido sobre la capa impresa. JS Precision soluciona el problema mediante un método de inyección de alta presión y baja velocidad:
La velocidad durante la primera etapa es de 30-50 mm/s, y la etapa de llenado se inicia solo después de que el frente de fusión pasa el área funcional de la película. Es mejor usar una máquina de moldeo con una servoválvula para asegurarse de que la precisión del punto de conmutación VP esté dentro de ±0,5 mm.
¿Cómo verificar la confiabilidad de los productos de moldeo por inserción de película en la industria automotriz o de electrónica de consumo?
En los sectores de automoción y electrónica de consumo, los artículos moldeados por inserción de película tienen que pasar por pruebas de envejecimiento ambiental, rendimiento mecánico y adhesión para demostrar su confiabilidad.
Si durante el período de verificación no hay delaminación, decoloración o desprendimiento del patrón , solo entonces se podrá iniciar la producción en masa.
Estándares de verificación de piezas interiores de automóviles
Los productos de moldeo por inserción de película para piezas interiores de automóviles deben seguir las Estándar GMW16717 rigurosamente. Los productos del Tipo E se someten a tres pruebas principales:
1000 ciclos de ciclos térmicos de -40 ℃ a 105 ℃, 1000 horas de envejecimiento con una humedad relativa del 95 % y una prueba de pulverización de solución de NaCl al 5 % . Los productos que pasan las tres pruebas son elegibles para la cadena de suministro automotriz.
Métodos de prueba de adherencia y resistencia a la intemperie
- Prueba de corte transversal: después del corte transversal con una rejilla con un espaciado de 1 mm y la retirada de la cinta 3M, el área de la película pelada debe ser <5% para obtener una calificación 5B que se considera (calificada).
- Prueba de envejecimiento QUV: Se debe mantener la diferencia de color ΔE≤2.0 y la retención de brillo ≥80% después de 1500 horas de irradiación UV de 340 nm para garantizar la resistencia a la intemperie de las piezas de plástico.
¿Qué factores afectan la calidad del moldeado por inserción de película al diseñar componentes plásticos con estructuras complejas?
En el desarrollo de componentes plásticos con estructuras complejas, las propiedades geométricas del producto desempeñan un papel importante a la hora de determinar la calidad del moldeado por inserción de película. El diseño del producto debe seguir estrictamente las pautas DFM (Diseño para Fabricación) para prever y eliminar los riesgos del proceso, esta es la esencia del despliegue de tecnología.
Requisitos de diseño para elementos geométricos importantes:
- Radio de la esquina: ≥0,3 mm; de lo contrario, la película sometida a un estiramiento profundo puede provocar que se esfuerce y se agriete, lo que provocará la eliminación de los productos moldeados con inserto de película.
- Ángulo de inclinación: Es muy preferible tener ≥1,5° para que la película pueda separarse del molde sin rayones después del moldeo , manteniendo así la precisión de la superficie de las piezas de plástico.
- Áreas del patrón: Intente evitar el diseño de estas áreas que soportan la tensión principal , como clips y postes de tornillos, para que la tensión del ensamblaje no haga que la capa del patrón se desprenda.
El beneficio técnico de la intervención de diseño temprano:
Hacer un estudio de viabilidad del método de moldeo por inserción de película antes de preparar el molde puede ayudar a evitar los gastos de alteración del molde que pueden surgir debido a que la película no cubre las áreas designadas. Los informes de la industria indican que los costos de los cambios de molde generalmente representan entre el 30% y el 50% de la inversión original.
Si está diseñando estructuras complejas componentes de plastico , comuníquese con JS Precision para obtener orientación gratuita sobre el diseño DFM para hacer que el diseño de su producto sea más adecuado para el proceso de moldeo por inserción de película.
¿Qué parámetros técnicos se deben considerar al evaluar a los proveedores de moldeo por inserción de película?
Cuando se trata de evaluar proveedores de moldeo por inserción de película, la atención se centra principalmente en su capacidad para controlar el proceso, sus sistemas de garantía de calidad y la eficacia con la que su cadena de suministro integra tanto el material de moldeo de plástico como las películas. Los principales indicadores de calidad también pueden actuar como base fundamental para la evaluación.
Estándares de evaluación de indicadores clave de calidad
| Indicador de evaluación | Estándar de aceptación | Impacto central |
| Precisión de coincidencia de colores del patrón | ±0,1 mm | Determina la precisión de la apariencia de los componentes plásticos. |
| Espesor de la capa de curado de la película | Capa de curado UV ≥5μm | Garantiza una dureza superficial de 2H o superior, mejorando la resistencia al rayado. |
| Precisión de la separación del pasador de posicionamiento | 0,05-0,15 mm | Previene las arrugas de la película durante el moldeo del inserto de película. |
| Control de velocidad de inyección de material fundido | ±5 mm/s | Previene la erosión de la capa de tinta, asegurando la integridad del patrón. |
| Precisión del control de temperatura del molde | ±2℃ | Garantiza una adhesión estable entre la resina y la película. |
Además, también es importante verificar las condiciones de gestión del inventario de películas del proveedor: temperatura de almacenamiento de 18 a 25 ℃, humedad de 40 % a 60 % y también prestar atención a las restricciones de cantidad mínima de compra de los materiales para garantizar que los cronogramas de producción no se vean interrumpidos por los inventarios de materiales.
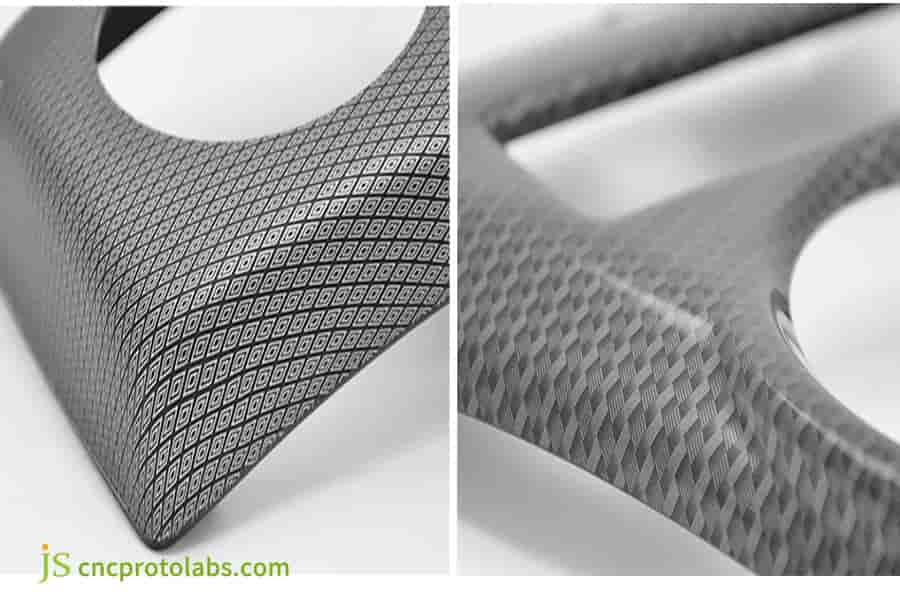
Figura 3: Vista en primer plano de un componente de plástico fabricado mediante moldeo por inserción de película, que muestra una textura geométrica precisa sobre un sustrato negro.
Estudio de caso de JS Precision: solución al problema del amarillamiento del panel de control central de una determinada marca de automóviles
Antecedentes del proyecto:
Los paneles de la consola central de una marca de vehículos de nueva energía, que se exportaron a Oriente Medio, mostraron patrones de coloración amarillenta (ΔE>4,5) y descamación después de 6 meses de entrega, lo que generó más de 1200 quejas y un posible retiro del mercado.
El proveedor original utilizó un proceso de recubrimiento por pulverización + curado UV; sin embargo, el recubrimiento no pudo resistir el duro entorno de Oriente Medio.
Desafíos clave:
Las temperaturas superficiales en Oriente Medio pueden alcanzar hasta 70 ℃ y la radiación ultravioleta anual es de 2000 KJ/m². El OEM quiere una vida útil de 5 años incluso en condiciones extremas, el panel de la consola central tiene varias esquinas afiladas de R0,2 mm y la relación de estiramiento profundo de la película es de 1:3, por lo que el proceso de moldeo por inserción de película es muy desafiante.
Solución
Para superar los desafíos mencionados anteriormente, Precisión JS utiliza tecnología de moldeo por inserción de película para proporcionar una solución totalmente diferente:
1. Selección de materiales:
Se combina una película compuesta multicapa de PMMA/ASA (0,5 mm de espesor) con un sustrato de PC/ABS negro. La capa de película está incrustada con un absorbente de rayos UV de alta concentración al 0,5% para una mejor resistencia a la intemperie.
2. Optimización de procesos:
A través del análisis de seguimiento de partículas de Moldex3D, se descubrió que la puerta central original provocó que el frente de fusión impactara el área funcional de la película a una velocidad de> 100 mm/s.
Al cambiar a una puerta lateral y combinarla con una desaceleración de tres etapas de 50 → 30 → 20 mm/s, la tensión de corte máxima de la masa fundida en la película se redujo en un 60 %, lo cual es una ventana de proceso clave para eliminar el riesgo de que la tinta se derrame.
3. Pruebas de verificación:
Los estándares de GMW16717 Tipo E se siguen estrictamente durante 1500 horas de envejecimiento QUV y 1000 ciclos de ciclo térmico para garantizar que el rendimiento del producto cumpla con los estándares.
Resultados finales
- Las pruebas realizadas por terceros muestran que después de 1500 horas de envejecimiento del QUV, el índice de amarilleamiento ΔE de este esquema es 1,2, y el nivel de 5B (0 % de desprendimiento) en la prueba de cien rejillas cumple con los requisitos de la fábrica anfitriona.
- No hubo quejas de color amarillento después de 24 meses de instalación del producto y la calificación del proveedor de JS Precision se cambió a A.
- El costo unitario bajó de $22 a $15, por lo que el cliente pudo ahorrar $1,4 millones al año.
Si su producto también enfrenta problemas de fallas de rendimiento en entornos extremos, comuníquese con el equipo técnico de JS Precision. Envíe los dibujos de su producto para recibir una solución personalizada de moldeo por inserto de película para abordar los problemas de confiabilidad de su producto.

Figura 4: El interior de un automóvil que muestra el panel de control de la consola central con una pantalla táctil grande y botones circundantes, probablemente fabricados con molduras de inserción de película.
Preguntas frecuentes
P1: ¿Cuál es la diferencia entre el moldeado por inserción de película y el etiquetado en molde (IML)?
El etiquetado en molde (IML) sirve principalmente para la decoración sencilla de etiquetas, utilizando una película fina que cumple una sola función. Por otro lado, el moldeo por inserción de película es un proceso de moldeo de película gruesa que no solo decora sino que también proporciona función , brindando así doble protección a los componentes de plástico y siendo adecuado para situaciones de fabricación de alto nivel.
P2: ¿Se puede utilizar material PP en moldeo por inserción de película?
No es aconsejable utilizar PP para el moldeo por inserción de películas porque la fuerza de adhesión del PP a las películas de PC/PMMA es muy baja (resistencia al pelado <1,0 kgf/cm), lo que resulta en una fácil delaminación y en el incumplimiento de los requisitos básicos del producto.
P3: ¿Cómo solucionar rápidamente los problemas de lavado de tinta?
La forma más rápida de solucionar problemas de lavado de tinta es investigar si la puerta apunta directamente al área del patrón de la película (un impacto directo del derretimiento hará que la tinta se desprenda). Al mismo tiempo, verifique si la masa fundida se calienta por encima de la temperatura de distorsión por calor de 120 °C de la película.
P4: ¿Qué rango de temperatura se debe utilizar para el molde de moldeo por inserción de película?
Generalmente, se sugiere que la temperatura del molde de moldeo por inserción de película esté entre 30 y 60 °C. Una temperatura demasiado baja provocará significativamente la aparición de líneas de soldadura de resina, lo que reducirá la resistencia mecánica. Por el contrario, una temperatura excesivamente alta hará que la película se deforme térmicamente y provocará defectos de apariencia.
P5: ¿Los productos de moldeo por inserción de película son capaces de cumplir con los requisitos de las pruebas de COV en automóviles?
Sí lo son. Si se utilizan materiales de moldeo de plástico con bajo contenido de VOC y tintas ecológicas, es posible cumplir con los estándares de VOC automotrices VDA278 y TS-BD-003.
P6: ¿Qué método se utiliza para probar la fuerza de adhesión de la película a la resina?
Según la norma ASTM D903, se puede realizar una prueba de pelado de 180° a una velocidad de pelado de 50 mm/min. Luego se mide la fuerza máxima de despegue con instrumentos especializados y este valor se puede utilizar para evaluar la fuerza de adhesión entre la película y la resina.
P7: ¿Cuál es el ángulo de radio mínimo (R) para el moldeado por inserción de película?
El ángulo de radio mínimo (R) sugerido para el moldeado por inserción de película es ≥0. 3 mm, siendo el mínimo absoluto 0, 2 mm. Si se propone 0,2 mm, es necesario realizar un análisis de flujo del molde para garantizar que la película se estire lo suficiente sin romperse durante el moldeo.
P8: ¿Cuánto más dura el ciclo del proceso de decoración de superficies que el del moldeo por inyección ordinario?
Dado que implica colocar y alinear la película, el ciclo para un solo molde de moldeo por inserción de película puede ser de 5 a 8 segundos más largo que el de moldeo por inyección regular . Sin embargo, al eliminar los pasos de pulverización de la película y serigrafía, el tiempo total de producción se acorta drásticamente.
Resumen
El moldeo por inserción de película debido a su moldeo en un solo paso, menor costo y mejor rendimiento no solo ha cambiado el modo tradicional de tratamiento de superficies de los componentes plásticos, sino que también ha abordado los problemas de protección ambiental y costo y, al mismo tiempo, ha mejorado la apariencia y el rendimiento del producto a un nivel superior.
JS Precision es un proveedor profesional de moldeo por inserción de película que ofrece un servicio integral que cubre todo el proceso, desde la selección de materiales y el diseño de moldes hasta la optimización del proceso y la verificación de la confiabilidad.
Si desea comprender el proceso, calcular costos o personalizar una solución, por favor póngase en contacto con nosotros y aprovecha el soporte de nuestro equipo técnico.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

