

Stampaggio inserti in pellicola la tecnologia sta gradualmente diventando uno degli strumenti principali per risolvere i vari inconvenienti del trattamento superficiale delle parti in plastica nell'industria manifatturiera.
Ad esempio, riscontri problemi con le tue parti in plastica come bassa resa della verniciatura e spese elevate per il rispetto dell'ambiente? Inoltre, quando i motivi sulla superficie del prodotto si usurano dopo un uso prolungato, non ne risente anche l'immagine del marchio?
La tecnica di stampaggio con inserti di nuova concezione non solo produce un componente in plastica decorativo e protettivo combinando la pellicola funzionale con il substrato in un unico passaggio, ma cambia anche radicalmente il settore fornendo una soluzione di stampaggio integrata.
Tabella delle risposte principali
| Dimensioni fondamentali | Informazioni chiave |
| Essenza del processo | In un'unica fase lo stampaggio con inserti di film co-stampa un film sottile e una resina fusa in modo che le parti in plastica raggiungano contemporaneamente gli strati decorativi e protettivi. |
| Substrato di implementazione del processo | Il substrato è realizzato in lega PC/ABS (materiale plastico per stampaggio) e la pellicola è realizzata in PMMA (spessore 0,5 mm), con una forza adesiva di 5,0-6,0 kgf/cm. |
| Valore fondamentale | Costo ridotto del 30%-50% rispetto alla spruzzatura. Resa: oltre il 95%. Precisione della corrispondenza dei colori del modello: 0,1 mm. Distanza tra i perni di posizionamento: 0,05-0,15 mm. |
| Verifica della qualità | Grado automobilistico: -40℃~105℃ shock termico 1000 cicli. Invecchiamento QUV 1500h (ΔE≤2,0). Test di adesione al taglio trasversale grado 5B. |
Punti chiave
- Vantaggio in termini di costi: Considerando una quantità di produzione annua di 100.000 pezzi, le spese complessive di stampaggio di inserti in pellicola sarà del 30% -50% in meno rispetto alla verniciatura a spruzzo.
- Abbinamento dei materiali: la lega di PC/ABS abbinata alla pellicola PMMA è in grado di soddisfare i requisiti di esposizione agli agenti atmosferici all'aperto per una durata di 5 anni o più.
- Controllo del processo: principalmente la fase di iniezione ha implementato una tattica a bassa velocità e alta pressione e la tolleranza di posizionamento del film deve essere mantenuta a ±0,1 mm.
- Verifica dell'affidabilità: le parti interne delle carrozzerie automobilistiche dovrebbero essere in grado di resistere a 1.500 ore di invecchiamento QUV e a 1.000 cicli di test a freddo e a caldo.
Perché fidarsi di questa guida? L'esperienza di JS Precision nello stampaggio di inserti in pellicola
Lo stampaggio di inserti in film è una tecnica fondamentale nella produzione di precisione che richiede davvero non solo una forte conoscenza del lato ingegneristico delle cose, ma anche le giuste capacità di controllo per gestire completamente la catena di fornitura.
JS Precision opera da molti anni nel campo della formatura e della lavorazione di componenti in plastica, quindi naturalmente dispone di un sistema tecnico completamente sviluppato insieme a un gran numero di casi pratici nella tecnologia di stampaggio di inserti in pellicola.
In effetti, è uno dei principali fornitori di molti marchi automobilistici e di elettronica di consumo conosciuti a livello globale. Abbiamo acquisito il know-how fondamentale dell'intero processo di stampaggio di inserti in pellicola, offrendo soluzioni complete e qualificate dall'abbinamento accurato del materiale di stampaggio in plastica e della pellicola, alla progettazione dello stampo, all'ottimizzazione dei parametri di processo e alla verifica dell'affidabilità del prodotto.
Non solo abbiamo risolto i problemi principali come la sostituzione della vernice, la mancanza di resistenza agli agenti atmosferici della superficie e i costi elevati per oltre 50 progetti, ma abbiamo anche raggiunto un tasso di rendimento stabile del progetto superiore al 98%.
Per quanto riguarda gli standard di processo, non solo seguiamo molto rigorosamente le specifiche del processo di stampaggio a iniezione, ma anche quelle che seguono Norma per camere bianche ISO 14644-1 , ecco perché ogni fase dello stampaggio di inserti in pellicola soddisfa i requisiti della produzione internazionale di fascia alta.
Per prodotti lussuosi e sofisticati come componenti interni di automobili e alloggiamenti per dispositivi elettronici di consumo, abbiamo sviluppato un impianto di prova specializzato per lo stampaggio di inserti in pellicola , non solo in grado di eseguire test approfonditi ma anche di coprire cicli termici -40 ℃ ~ 105 ℃ e invecchiamento QUV a 1500 ore.
Inoltre, i risultati dei nostri test possono essere facilmente mappati rispetto agli standard di certificazione dei produttori di apparecchiature originali.
Abbiamo ottenuto una resistenza all'ingiallimento fino a 5 anni anche in condizioni di temperatura estremamente elevata (70 ℃) in Medio Oriente utilizzando per la prima volta la combinazione di pellicola composita PMMA/ASA e substrato PC/ABS quando abbiamo affrontato il problema dell'ingiallimento del pannello della console centrale di un marchio di veicoli di nuova energia.
Questa soluzione tecnica è stata copiata da più case automobilistiche.
Il punto di forza più significativo di JS Precision è la capacità di approfondire gli aspetti tecnici dello stampaggio di inserti in pellicola, pur considerando le capacità produttive e i requisiti di costo dei clienti nella vita reale. Siamo quelli che conoscono a fondo i principi del processo e come realizzare la produzione di massa.
Se stai cercando una soluzione affidabile di stampaggio di inserti in film per il trattamento superficiale di componenti in plastica, contatta il nostro team tecnico per ottenere un rapporto di valutazione del processo personalizzato. I nostri ingegneri professionisti analizzeranno i punti chiave per l’implementazione del progetto.
Qual è il processo di stampaggio degli inserti in pellicola? Come cambia l'aspetto e la funzione delle parti in plastica?
Lo stampaggio con inserti è un ramo importante dello stampaggio della plastica e il processo di stampaggio di inserti in pellicola è la sua applicazione avanzata e attualmente il processo principale per il trattamento superficiale dei componenti in plastica.
Il processo consiste semplicemente nell'inserire una pellicola funzionale prestampata nella cavità dello stampo e quindi nell'iniettare la resina fusa per unire saldamente la pellicola e la resina. Quindi le parti in plastica ricevono contemporaneamente sia lo strato decorativo che quello protettivo dallo stampaggio, il che significa "stampaggio + decorazione" in un unico passaggio.
Lo stampaggio in una fase significa la sostituzione della lavorazione multiprocesso
Lo stampaggio di inserti in pellicola è la combinazione di processi di stampaggio a iniezione, spruzzatura e serigrafia di parti in plastica convenzionali.
Lo stampaggio a iniezione in una sola fase non solo riduce i tempi di produzione, ma elimina anche le deviazioni dimensionali e la contaminazione causata dal processo secondario, ecc. Di conseguenza, migliora notevolmente la precisione estetica e l'uniformità dei componenti in plastica.
Tecnica di base per l'incollaggio di materiali eterogenei
L'ostacolo principale dello stampaggio di inserti in pellicola è il forte legame tra materiali diversi . Ad esempio, la discrepanza nei tassi di contrazione termica della pellicola PC/PMMA e delle resine fuse come l'ABS spesso fa sì che la pellicola risulti fuori posto e raggrinzita.
JS Precision utilizza l'analisi del flusso dello stampo Moldex3D per prevedere lo spostamento, ottimizzare la progettazione del punto di iniezione e aderire allo standard VDA 275voc per garantire che le linee di saldatura non influiscano sulle aree funzionali della pellicola.
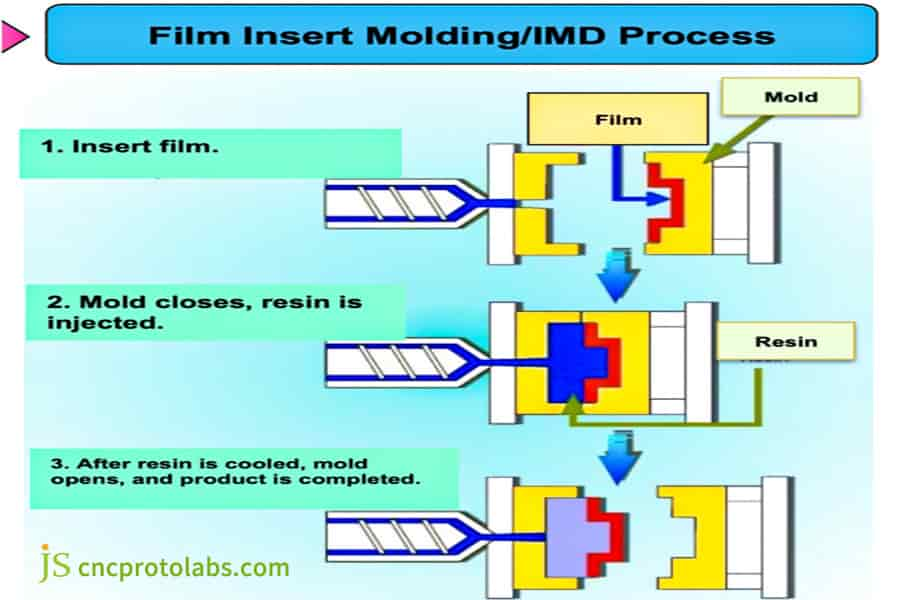
Figura 1: Un'illustrazione che mostra il processo di stampaggio di inserti di pellicola (IMD) in tre fasi: inserimento della pellicola, chiusura dello stampo, iniezione della resina e apertura dello stampo per rilasciare il prodotto finito.
Il costo del pezzo singolo per lo stampaggio di inserti in pellicola è inferiore rispetto alla spruzzatura tradizionale?
Su larga scala, il costo unitario dello stampaggio di inserti in pellicola è inferiore a quello del tradizionale metodo di spruzzatura e la differenza diventa ancora più sostanziale con l’aumento della produzione.
Ad esempio, JS Precision ha determinato che la spesa totale di 100.000 componenti in plastica prodotti ogni anno è dal 30% al 50% in meno rispetto all’utilizzo della tradizionale tecnica di spruzzatura, il che indica un grande vantaggio per l’auto e per i consumatori. industrie dell’elettronica di consumo .
Analisi comparativa della struttura dei costi
Considerando le parti interne tipiche di un'auto, il costo totale del metodo di verniciatura a spruzzo è di circa 11 dollari per pezzo (stampaggio a iniezione $ 3 + verniciatura a spruzzo $ 5 + serigrafia $ 2 + trattamento ambientale $ 1).
Lo stampaggio di inserti in pellicola, che è un processo di stampaggio in una sola fase, ha un costo diretto di 6 dollari per pezzo e di circa 8 dollari per pezzo dopo l'ammortamento dello stampo, con un risparmio di quasi il 30% sul costo per processo.
Confronto quantitativo dei costi nascosti
Lo stampaggio di inserti in film presenta anche grandi vantaggi intangibili in termini di costi:
Il suo tasso di successo è del 95%-98%, molto migliore dell’85%-90% del tradizionale processo di verniciatura a spruzzo, riducendo così al minimo gli sprechi e inoltre, a differenza della verniciatura a spruzzo, il prodotto non richiede un investimento di 1,2 milioni di dollari in apparecchiature per il trattamento dei COV e 200.000 dollari in costi di manutenzione annuali, quindi si ripaga di più nel lungo periodo.
Se desideri calcolare con precisione la riduzione dei costi derivante dal passaggio dei tuoi prodotti allo stampaggio con inserti in pellicola, puoi contattare gli ingegneri di JS Precision e fornire i parametri del prodotto per ricevere un rapporto gratuito sul calcolo dei costi.
Come scegliere materiali e pellicole per stampaggio plastica adatti per i prodotti?
È molto importante che il materiale plastico per stampaggio e le pellicole per prodotti siano innanzitutto correttamente allineati ai requisiti funzionali del prodotto. Questo è l'unico modo per garantire un legame stretto tra la pellicola e la resina.
La pellicola è quella che conferisce le caratteristiche superficiali, mentre la resina è quella che conferisce al prodotto una struttura solida, ecco perché solo allora tecnologia di stampaggio di inserti di film può essere fatto giustamente.
Standard per la corrispondenza tra pellicola e resina:
La forza di adesione del film alla resina dipende dalla loro compatibilità chimica. La lega PC/ABS e la pellicola PMMA sono la combinazione molto comune per lo stampaggio di inserti in pellicola.
I test eseguiti da JS Precision hanno dimostrato che la resistenza alla pelatura di tale accoppiamento di materiali è di circa 5,0-6,0 kgf/cm, che è abbastanza forte da durare oltre 5 anni per le parti interne di automobili e anche una delle scelte migliori per gli involucri dei dispositivi elettronici di consumo.
| Combinazioni di materiali comuni | Forza di adesione (kgf/cm) | Scenari applicabili | Durezza superficiale | Valutazione della resistenza ai raggi UV |
| PC/ABS+PMMA | 5.0-6.0 | Parti interne di automobili, involucri di elettronica di consumo | 2H o superiore | UV340nm 1500 ore |
| Pellicola ABS+PC+PC | 4.5-5.0 | Pannelli per elettrodomestici, componenti elettronici generali | 1H o superiore | UV340nm 1000 ore |
| Pellicola PP+PE | <1.0 | Semplici necessità quotidiane | Grado HB | UV340nm 500 ore |
| Pellicola PC+PC | 5.5-6.5 | Componenti ottici di fascia alta | 3H o superiore | UV340nm 2000 ore |
Casi di fallimento dovuti alla selezione impropria del materiale
La selezione impropria del materiale può causare il guasto dei prodotti per lo stampaggio di inserti in pellicola:
- Temperature di fusione della resina pari o superiori a 280°C danneggiano lo strato di stampa della pellicola, causando la sfocatura e lo sbiadimento del motivo.
- Le normali pellicole senza protezione UV per parti esterne di automobili, dopo essere state sottoposte a radiazioni UV di 1500 KJ/m, hanno un indice di ingiallimento ΔE>3,0, che non è conforme agli standard del settore.
Quale combinazione di materiali nella tabella corrisponde allo scenario applicativo del vostro prodotto? Invia i tuoi requisiti di prestazione e resistenza agli agenti atmosferici per ricevere un rapporto gratuito sulla selezione del materiale della pellicola e sulla valutazione preliminare dell'affidabilità.

Figura 2: Vari pellet di plastica colorati disposti secondo uno schema circolare, che rappresentano diverse opzioni di materiali disponibili per i processi di stampaggio.
Quali sono i difetti di processo più comuni nella tecnologia di stampaggio di inserti in pellicola? Come risolverlo?
I difetti più comuni nello stampaggio di inserti in pellicola sono l'increspatura della pellicola e il dilavamento dell'inchiostro. Una delle cause principali è che la forza di taglio della fusione è superiore al limite meccanico della pellicola. Il difetto potrebbe essere ridotto attraverso un controllo molto accurato della precisione dello stampo e dei parametri di iniezione, che sono i due principali fattori che influenzano la resa.
Cause e controllo delle rughe della pellicola
Le rughe della pellicola sono dovute alla mancanza di precisione nel posizionamento dello stampo . Quando lo spazio tra i perni di posizionamento è superiore a 0,15 mm, la pellicola si sposta facilmente e si raggrinzisce a causa della fusione ad alta pressione.
JS Precision controlla strettamente lo spazio a 0,05-0,15 mm e installa anche il dispositivo di assorbimento della pellicola per eseguire lo stampaggio dell'inserto della pellicola con la posizione stabile della pellicola.
Contromisure di processo per il dilavamento dell'inchiostro
Il dilavamento dell'inchiostro avviene a causa dell'impatto ad alta velocità del materiale fuso sullo strato stampato. JS Precision affronta il problema con un metodo di iniezione a bassa velocità e ad alta pressione:
La velocità durante la prima fase è di 30-50 mm/s e la fase di riempimento viene avviata solo dopo che il fronte di fusione ha superato l'area funzionale della pellicola. È meglio utilizzare una macchina per lo stampaggio con una servovalvola per assicurarsi che la precisione del punto di commutazione VP sia entro ±0,5 mm.
Come verificare l'affidabilità dei prodotti per lo stampaggio di inserti in pellicola nel settore automobilistico o dell'elettronica di consumo?
Nei settori automobilistico e dell'elettronica di consumo, gli articoli stampati con inserti in pellicola devono essere sottoposti a test di invecchiamento ambientale, prestazioni meccaniche e adesione per dimostrare la loro affidabilità.
Se durante il periodo di verifica non si verifica delaminazione, scolorimento o distacco del modello , solo allora sarà possibile avviare la produzione di massa.
Standard di verifica delle parti interne di automobili
I prodotti per lo stampaggio di inserti in pellicola per parti interne di automobili devono seguire il Norma GMW16717 rigorosamente. I prodotti di Tipo E sono sottoposti a tre test principali:
1.000 cicli di cicli termici da -40 ℃ a 105 ℃, 1.000 ore di invecchiamento al 95% di umidità relativa e un test di spruzzo con soluzione NaCl al 5% . I prodotti che superano i tre test sono idonei per la filiera automobilistica.
Metodi per testare l'adesione e la resistenza agli agenti atmosferici
- Test del taglio trasversale: dopo il taglio trasversale con una griglia di spaziatura di 1 mm e la rimozione del nastro 3M, l'area della pellicola staccata deve essere <5% per ottenere un grado 5B considerato (qualificato).
- Test di invecchiamento QUV: la differenza di colore ΔE≤2,0 e la ritenzione della brillantezza ≥80% dopo 1500 ore di irradiazione UV a 340 nm devono essere mantenute per garantire la resistenza agli agenti atmosferici delle parti in plastica.
Quali fattori influenzano la qualità dello stampaggio di inserti in pellicola durante la progettazione di componenti in plastica con strutture complesse?
Nello sviluppo di componenti in plastica con strutture complesse, le proprietà geometriche del prodotto svolgono un ruolo importante nel determinare la qualità dello stampaggio dell'inserto in pellicola. La progettazione del prodotto deve seguire rigorosamente le linee guida DFM (Design for Manufacturing) per prevedere ed eliminare i rischi di processo, questa è l'essenza dell'implementazione della tecnologia.
Requisiti di progettazione per elementi geometrici importanti:
- Raggio dell'angolo: ≥ 0,3 mm, altrimenti la pellicola sottoposta a uno stiramento profondo può causare sollecitazioni e crepe, con conseguente smaltimento dei prodotti stampati con inserti di pellicola.
- Angolo di sformo: è altamente preferibile avere ≥1,5° in modo che la pellicola possa essere separata dallo stampo senza graffi dopo lo stampaggio , mantenendo così la precisione superficiale delle parti in plastica.
- Aree del modello: cercare di evitare la progettazione di queste aree che supportano lo stress principale , come clip e montanti delle viti, in modo che lo stress di assemblaggio non causi il distacco dello strato del modello.
Il vantaggio tecnico dell’intervento di progettazione anticipata:
Effettuare uno studio di fattibilità del metodo di stampaggio con inserti in pellicola prima di preparare lo stampo può aiutare a evitare spese di alterazione dello stampo che potrebbero verificarsi a causa della mancata copertura delle aree designate da parte della pellicola. I rapporti del settore indicano che i costi per la sostituzione degli stampi rappresentano solitamente il 30%-50% dell'investimento originale.
Se stai progettando strutture strutturali complesse componenti in plastica , contatta JS Precision per una guida gratuita alla progettazione DFM per rendere la progettazione del tuo prodotto più adatta al processo di stampaggio di inserti in pellicola.
Quali parametri tecnici dovrebbero essere considerati quando si valutano i fornitori di stampaggio di inserti in pellicola?
Quando si tratta di valutare i fornitori di stampaggio di inserti per pellicole, l'attenzione principale è posta sulla loro capacità di controllare il processo, sui loro sistemi di garanzia della qualità, nonché sull'efficacia con cui la loro catena di fornitura integra sia il materiale per stampaggio plastica che le pellicole. I principali indicatori di qualità possono anche fungere da base fondamentale per la valutazione.
Standard di valutazione degli indicatori chiave di qualità
| Indicatore di valutazione | Norma di accettazione | Impatto fondamentale |
| Precisione della corrispondenza dei colori del modello | ±0,1 mm | Determina la precisione estetica dei componenti in plastica. |
| Spessore dello strato di polimerizzazione della pellicola | Strato di polimerizzazione UV ≥5μm | Garantisce una durezza superficiale pari o superiore a 2H, migliorando la resistenza ai graffi. |
| Precisione dello spazio tra i perni di posizionamento | 0,05-0,15 mm | Previene le grinze della pellicola durante lo stampaggio dell'inserto della pellicola. |
| Controllo della velocità di iniezione del materiale fuso | ±5mm/s | Previene l'erosione dello strato di inchiostro, garantendo l'integrità del modello. |
| Precisione del controllo della temperatura dello stampo | ±2℃ | Garantisce un'adesione stabile tra resina e film. |
Inoltre, è importante controllare anche le condizioni di gestione dell'inventario delle pellicole del fornitore: temperatura di stoccaggio 18-25℃, umidità 40%-60% e rispettare anche le restrizioni sulla quantità minima di acquisto dei materiali per garantire che i programmi di produzione non siano interrotti da inventari di materiali.
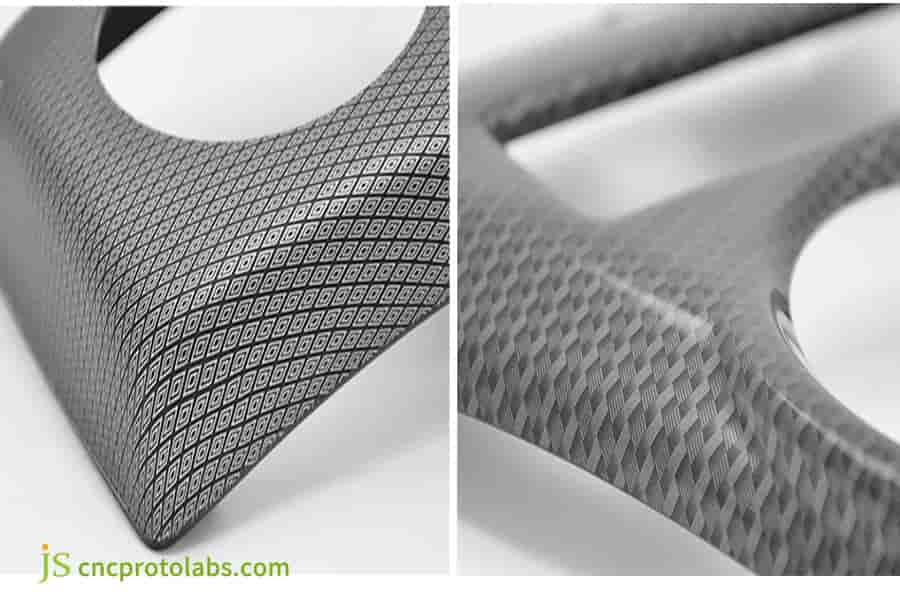
Figura 3: Vista ravvicinata di un componente in plastica prodotto mediante stampaggio con inserti in pellicola, che mostra una trama geometrica precisa su un substrato nero.
Caso di studio JS Precision: soluzione al problema dell'ingiallimento del pannello di controllo centrale di un determinato marchio automobilistico
Contesto del progetto:
Una marca di pannelli della console centrale di veicoli a nuova energia, esportati in Medio Oriente, ha mostrato ingiallimento (ΔE>4,5) e desquamazione dopo 6 mesi dalla consegna, provocando oltre 1.200 reclami e un possibile richiamo.
Il fornitore originale utilizzava un processo di rivestimento a spruzzo + indurimento UV, tuttavia il rivestimento non era in grado di resistere al duro ambiente del Medio Oriente.
Sfide principali:
Le temperature superficiali in Medio Oriente possono raggiungere i 70 ℃ e la radiazione UV annuale è di 2000 KJ/m². L'OEM vuole una durata di 5 anni anche in condizioni estreme, il pannello della console centrale ha diversi spigoli vivi di R0,2 mm e il rapporto di allungamento profondo della pellicola è 1:3, quindi il processo di stampaggio dell'inserto della pellicola è molto impegnativo.
Soluzione
Per superare le sfide sopra menzionate, Precisione JS utilizza la tecnologia di stampaggio con inserti di pellicola per fornire una soluzione completamente diversa:
1. Selezione del materiale:
Una pellicola composita multistrato PMMA/ASA (spessore 0,5 mm) è combinata con un substrato PC/ABS nero. Lo strato di pellicola è incorporato con un assorbitore UV ad alta concentrazione dello 0,5% per una migliore resistenza agli agenti atmosferici.
2. Ottimizzazione del processo:
Attraverso l'analisi del tracciamento delle particelle Moldex3D, si è scoperto che il cancello centrale originale faceva sì che il fronte di fusione colpisse l'area funzionale della pellicola a una velocità di> 100 mm/s.
Passando a un accesso laterale e combinandolo con una decelerazione in tre fasi di 50 → 30 → 20 mm/s, lo stress di taglio di picco della fusione sulla pellicola è stato ridotto del 60%, che è una finestra di processo fondamentale per eliminare il rischio di scarico dell'inchiostro.
3. Test di verifica:
Gli standard GMW16717 Tipo E vengono rigorosamente seguiti per 1500 ore di invecchiamento QUV e 1000 cicli di cicli termici per garantire che le prestazioni del prodotto soddisfino gli standard.
Risultati finali
- Test effettuati da terzi mostrano che dopo 1500 ore di invecchiamento del QUV, l'indice di ingiallimento ΔE di questo schema è 1,2 e il livello di 5B (perdita dello 0%) nel test delle cento griglie soddisfa i requisiti della fabbrica ospitante.
- Non sono stati riscontrati reclami relativi all'ingiallimento dopo 24 mesi dall'installazione del prodotto e la valutazione del fornitore di JS Precision è stata modificata in A.
- Il costo unitario è sceso da 22 a 15 dollari, pertanto il cliente ha potuto risparmiare 1,4 milioni di dollari all'anno.
Se il tuo prodotto presenta problemi di prestazioni inferiori anche in ambienti estremi, contatta il team tecnico di JS Precision. Invia i disegni del tuo prodotto per ricevere una soluzione di stampaggio di inserti in pellicola personalizzata per risolvere i problemi di affidabilità del tuo prodotto.

Figura 4: L'interno di un'auto che mostra il pannello di controllo della console centrale con un ampio touchscreen e pulsanti circostanti, probabilmente prodotto utilizzando lo stampaggio di inserti in pellicola.
Domande frequenti
D1: Qual è la differenza tra lo stampaggio di inserti in pellicola e l'etichettatura nello stampo (IML)?
L'etichettatura in stampo (IML) serve principalmente per la semplice decorazione dell'etichetta, utilizzando una pellicola sottile che svolge una sola funzione. D'altro canto, lo stampaggio con inserti in pellicola è un processo di stampaggio a pellicola spessa che non solo decora ma fornisce anche funzionalità , conferendo così ai componenti in plastica una doppia protezione ed essendo adatto a situazioni di produzione di fascia alta.
Q2: Il materiale PP può essere utilizzato nello stampaggio di inserti in pellicola?
Non è consigliabile utilizzare il PP per lo stampaggio di inserti di pellicola perché la forza di adesione delle pellicole di PP alle pellicole di PC/PMMA è molto bassa (resistenza alla pelatura <1,0 kgf/cm), con conseguente facile delaminazione e mancato rispetto dei requisiti di base del prodotto.
Q3: Come risolvere rapidamente i problemi di lavaggio dell'inchiostro?
Il modo più rapido per risolvere il problema del lavaggio dell'inchiostro è verificare se il punto di accesso punta direttamente verso l'area del modello della pellicola (un impatto diretto sulla fusione causerà la rimozione dell'inchiostro). Allo stesso tempo, verificare se la massa fusa viene riscaldata al di sopra della temperatura di distorsione termica di 120°C della pellicola.
Q4: Quale intervallo di temperature deve essere utilizzato per lo stampo per stampaggio di inserti in pellicola?
In generale, si consiglia che la temperatura dello stampo per lo stampaggio di inserti di pellicola sia compresa tra 30 e 60 °C. Una temperatura troppo bassa porterà significativamente alla formazione di linee di saldatura in resina, diminuendo la resistenza meccanica. Al contrario, una temperatura eccessivamente elevata causerà la deformazione termica del film e causerà difetti estetici.
D5: I prodotti per lo stampaggio di inserti in pellicola sono in grado di soddisfare i requisiti dei test COV automobilistici?
Sì. Se vengono utilizzati materiali per stampaggio plastica a basso contenuto di COV e inchiostri ecologici, è possibile conformarsi agli standard COV automobilistici VDA278 e TS-BD-003.
Q6: Quale metodo viene utilizzato per testare la forza di adesione del film alla resina?
Secondo lo standard ASTM D903, un test di pelatura a 180° può essere effettuato ad una velocità di pelatura di 50 mm/min. La forza di distacco massima viene quindi misurata con strumenti specializzati e questo valore può essere utilizzato per valutare la forza di adesione tra la pellicola e la resina.
D7: Qual è l'angolo del raggio minimo (R) per lo stampaggio di inserti in pellicola?
L'angolo del raggio minimo (R) suggerito per lo stampaggio di inserti in pellicola è ≥ 0. 3 mm con il minimo assoluto pari a 0,2 mm. Se si propone 0,2 mm, è necessario condurre un'analisi del flusso nello stampo per garantire che la pellicola venga allungata sufficientemente senza rompersi durante lo stampaggio.
Q8: Quanto dura il ciclo di lavorazione della decorazione superficiale rispetto al normale stampaggio a iniezione?
Trattandosi di posizionamento e allineamento della pellicola, il ciclo per un singolo stampo di stampaggio inserti di pellicola può essere 5-8 secondi più lungo di quello di stampaggio ad iniezione regolare . Tuttavia, eliminando le fasi di spruzzatura della pellicola e serigrafia, il tempo di produzione complessivo viene drasticamente ridotto.
Riepilogo
Lo stampaggio di inserti in pellicola grazie allo stampaggio in un'unica fase, ai costi inferiori e alle migliori prestazioni non solo ha cambiato la tradizionale modalità di trattamento superficiale dei componenti in plastica, ma ha anche affrontato le questioni di protezione ambientale e costi e, allo stesso tempo, ha migliorato l'aspetto e le prestazioni del prodotto a un livello superiore.
JS Precision è un fornitore professionale in grado di stampare inserti per pellicole, offrendo un servizio completo che copre l'intero processo , dalla selezione dei materiali e dalla progettazione dello stampo all'ottimizzazione del processo e alla verifica dell'affidabilità.
Se vuoi comprendere il processo, calcolare i costi o personalizzare una soluzione, per favore contattaci e approfitta del supporto del nostro team tecnico.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

