

Moulage d'insert de film la technologie devient progressivement l’un des principaux outils permettant de résoudre les différents inconvénients du traitement de surface des pièces en plastique dans l’industrie manufacturière.
Par exemple, rencontrez-vous des problèmes avec vos pièces en plastique tels qu'un faible rendement de peinture et des dépenses élevées en matière de conformité environnementale ? De plus, lorsque les motifs sur la surface du produit s'usent après une utilisation prolongée, l'image de la marque n'est-elle pas également affectée ?
La nouvelle technique de moulage par insert produit non seulement un composant plastique décoratif et protecteur en combinant un film fonctionnel avec un substrat en une seule étape, mais elle change également fondamentalement l'industrie en fournissant une solution de moulage intégrée.
Tableau de réponses de base
| Dimensions principales | Informations clés |
| Essence du processus | En une seule étape, le moulage par insert de film permet de mouler un film mince et de la résine fondue afin que les pièces en plastique obtiennent simultanément les couches décoratives et protectrices. |
| Substrat de mise en œuvre de processus | Le substrat est en alliage PC/ABS (matériau de moulage plastique) et le film est en PMMA (épaisseur 0,5 mm), avec une force d'adhérence de 5,0 à 6,0 kgf/cm. |
| Valeur fondamentale | Coût réduit de 30 à 50 % par rapport à la pulvérisation. Rendement : plus de 95 %. Précision de correspondance des couleurs du motif : 0,1 mm. Espacement des broches de positionnement : 0,05-0,15 mm. |
| Vérification de la qualité | Qualité automobile : -40 ℃ ~ 105 ℃ choc thermique 1000 cycles. Vieillissement QUV 1500h (ΔE≤2,0). Test d'adhérence en coupe transversale de qualité 5B. |
Points clés à retenir
- Avantage de coût : étant donné une quantité de production annuelle de 100 000 pièces, les dépenses globales de moulage d'inserts de film sera 30 à 50 % inférieur à la peinture au pistolet.
- Correspondance des matériaux : l'alliage PC/ABS associé au film PMMA est capable de satisfaire aux exigences d'exposition aux intempéries extérieures pendant une durée de 5 ans ou plus.
- Contrôle du processus : La phase d'injection a principalement mis en œuvre une tactique à vitesse lente et à haute pression, et la tolérance de positionnement du film doit être maintenue à ± 0,1 mm.
- Vérification de la fiabilité : les pièces intérieures des carrosseries automobiles doivent être capables de supporter 1 500 heures de vieillissement QUV ainsi que 1 000 cycles d'essais à froid et à chaud.
Pourquoi faire confiance à ce guide ? L'expertise de JS Precision en matière de moulage d'inserts de film
Le moulage d'inserts de film est une technique fondamentale dans la fabrication de précision qui nécessite non seulement une solide connaissance de l'ingénierie, mais également des capacités de contrôle appropriées pour gérer pleinement la chaîne d'approvisionnement.
JS Precision opère dans le domaine du formage et du traitement de composants en plastique depuis de nombreuses années. Elle dispose donc naturellement d'un système technique entièrement développé ainsi que d'un grand nombre de cas pratiques dans la technologie de moulage d'inserts de film.
En fait, c’est l’un des principaux fournisseurs de nombreuses marques automobiles et électroniques grand public de renommée mondiale. Nous avons acquis le savoir-faire de base de l'ensemble du processus de moulage d'inserts de film, offrant des solutions complètes et compétentes allant de l'appariement précis du matériau de moulage plastique et du film à la conception de moules, à l'optimisation des paramètres de processus et à la vérification de la fiabilité du produit.
Nous avons non seulement résolu les problèmes majeurs tels que le remplacement des peintures, le manque de résistance des surfaces aux intempéries et les coûts élevés pour plus de 50 projets, mais nous avons également atteint un taux de rendement de projet stable de plus de 98 %.
En ce qui concerne les normes de processus, nous suivons non seulement très strictement les spécifications du processus de moulage par injection, mais également Norme de salle blanche ISO 14644-1 , c'est pourquoi chaque étape du moulage des inserts de film répond aux exigences de la fabrication haut de gamme internationale.
Pour les produits luxueux et sophistiqués tels que les composants intérieurs automobiles et les boîtiers d'électronique grand public, nous avons développé une installation spécialisée de test de moulage d'inserts de film , non seulement capable d'exécuter les tests de manière approfondie, mais également de couvrir le cycle thermique de -40 ℃ ~ 105 ℃ et le vieillissement QUV de 1 500 h.
De plus, nos résultats de tests peuvent être facilement mappés aux normes de certification des fabricants d’équipement d’origine.
Nous avons obtenu une résistance au jaunissement allant jusqu'à 5 ans, même dans des conditions de température extrêmement élevées (70 ℃) au Moyen-Orient, en utilisant pour la première fois la combinaison d'un film composite PMMA/ASA et d'un substrat PC/ABS pour résoudre le problème de jaunissement du panneau de console centrale d'une marque de véhicule à énergie nouvelle.
Cette solution technique a été copiée par plusieurs constructeurs automobiles.
La force la plus importante de JS Precision est sa capacité à approfondir les aspects techniques du moulage d'inserts de film tout en tenant compte des capacités de production des clients et des exigences de coûts dans la vie réelle. Nous sommes ceux qui connaissent parfaitement les principes du processus ainsi que la manière de réaliser une production de masse.
Si vous recherchez une solution fiable de moulage d'inserts de film pour le traitement de surface de composants en plastique, veuillez contacter notre équipe technique pour obtenir un rapport d'évaluation de processus personnalisé. Nos ingénieurs professionnels décomposeront les points clés de la mise en œuvre du projet.
Quel est le processus de moulage d’insert de film ? Comment cela change-t-il l’apparence et la fonction des pièces en plastique ?
Le moulage par insert est une branche importante du moulage du plastique, et le processus de moulage d'inserts de film est son application avancée et actuellement le processus principal pour le traitement de surface des composants en plastique.
Le processus consiste simplement à placer un film fonctionnel pré-imprimé dans la cavité du moule, puis à injecter la résine fondue pour lier étroitement le film et la résine. Ainsi, les pièces en plastique reçoivent à la fois les couches décoratives et protectrices du moulage, ce qui signifie « moulage + décoration » en une seule étape.
Le moulage en une étape signifie le remplacement du traitement multi-processus
Le moulage d'inserts de film est la combinaison de procédés de moulage par injection, de pulvérisation et de sérigraphie de pièces en plastique conventionnelles.
Le moulage par injection en une étape réduit non seulement le temps de fabrication, mais élimine également les écarts dimensionnels et la contamination par un processus secondaire, etc. En conséquence, il améliore considérablement la précision et l'uniformité de l'apparence des composants en plastique.
Technique de base pour coller des matériaux hétérogènes
Le principal obstacle du moulage d'inserts de film est la forte liaison des différents matériaux . Par exemple, l'inadéquation des taux de retrait thermique du film PC/PMMA et des résines fondues telles que l'ABS entraîne souvent un déplacement du film et un froissement.
JS Precision utilise l'analyse du flux de moule Moldex3D pour prédire le déplacement, optimiser la conception des portes et adhérer à la norme VDA 275voc pour garantir que les lignes de soudure n'ont pas d'impact sur les zones fonctionnelles du film.
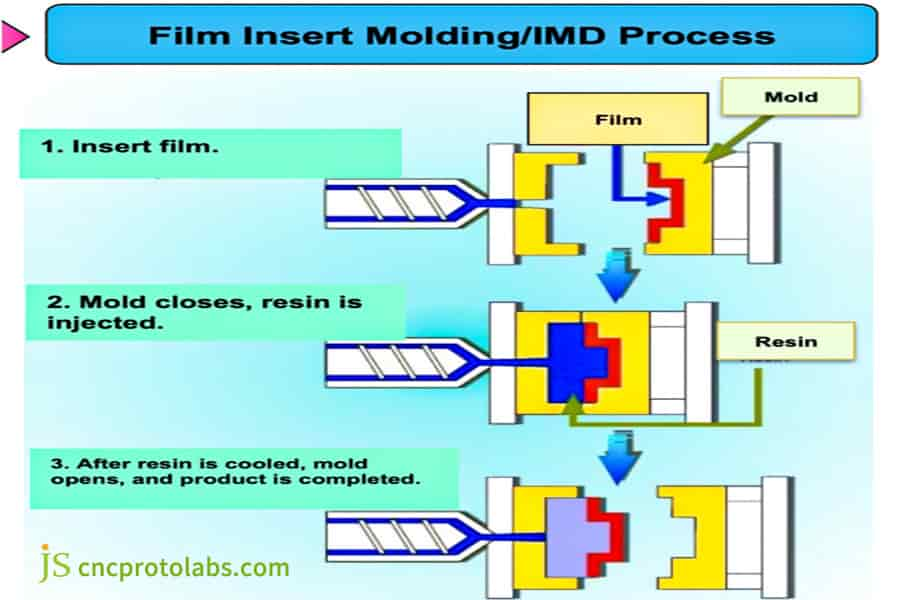
Figure 1 : Illustration montrant le processus de moulage par insert de film (IMD) en trois étapes : insertion du film, fermeture du moule et injection de résine, puis ouverture du moule pour libérer le produit fini.
Le coût d’une seule pièce du moulage par insertion de film est-il inférieur à celui de la pulvérisation traditionnelle ?
À grande échelle, le coût unitaire du moulage d’inserts de film est inférieur à celui de la méthode de pulvérisation traditionnelle et la différence devient encore plus substantielle avec l’augmentation de la production.
Par exemple, JS Precision a déterminé que la dépense totale de 100 000 composants en plastique fabriqués chaque année est de 30 à 50 % inférieure à celle de la technique de pulvérisation traditionnelle, ce qui présente un avantage majeur pour la voiture et industries de l'électronique grand public .
Analyse comparative de la structure des coûts
En ce qui concerne les pièces intérieures automobiles typiques, le coût total de la méthode de peinture par pulvérisation est d'environ 11 $ par pièce (moulage par injection 3 $ + peinture par pulvérisation 5 $ + sérigraphie 2 $ + traitement environnemental 1 $).
Le moulage d'inserts de film, qui est un processus de moulage en une étape, a un coût direct de 6 $ par pièce et d'environ 8 $ par pièce après amortissement du moule, ce qui permet d'économiser près de 30 % du coût par processus.
Comparaison quantitative des coûts cachés
Le moulage d'inserts de film présente également de très importants avantages en termes de coûts intangibles :
Son taux de réussite est de 95 à 98 %, bien meilleur que 85 à 90 % du processus traditionnel de peinture par pulvérisation, minimisant ainsi les déchets. De plus, contrairement à la peinture par pulvérisation, le produit ne nécessite pas un investissement de 1,2 million de dollars dans un équipement de traitement des COV ni 200 000 dollars de coûts de maintenance annuels, il est donc plus rentable à long terme.
Si vous souhaitez calculer avec précision la réduction des coûts liée au passage de vos produits au moulage par insert de film, vous pouvez contacter les ingénieurs de JS Precision et fournir les paramètres du produit pour recevoir un rapport de calcul des coûts gratuit.
Comment choisir des matériaux et des films de moulage de plastique adaptés aux produits ?
Il est très important que les matériaux de moulage en plastique et les films pour produits soient d'abord correctement alignés sur les exigences fonctionnelles du produit. C'est le seul moyen de garantir une liaison étroite entre le film et la résine.
Le film est celui qui donne les caractéristiques de surface, tandis que la résine est celle qui donne au produit une structure solide, c'est pourquoi seulement alors le technologie de moulage d'inserts de film peut être fait à juste titre.
Normes pour l'appariement du film et de la résine :
La force de liaison du film à la résine dépend de leur compatibilité chimique. L'alliage PC/ABS et le film PMMA sont la combinaison très courante pour le moulage d'inserts de film.
Les tests effectués par JS Precision ont montré que la résistance au pelage d'une telle combinaison de matériaux est d'environ 5,0 à 6,0 kgf/cm, ce qui est suffisamment solide pour durer plus de 5 ans pour les pièces intérieures d'automobiles et également l'un des meilleurs choix pour les boîtiers d'appareils électroniques grand public.
| Combinaisons de matériaux courantes | Force de liaison (kgf/cm) | Scénarios applicables | Dureté superficielle | Indice de résistance aux UV |
| PC/ABS+PMMA | 5.0-6.0 | Pièces intérieures d'automobile, boîtiers d'électronique grand public | 2H ou plus | UV340nm 1500h |
| Film ABS+PC+PC | 4,5-5,0 | Panneaux d'appareils électroménagers, composants électroniques généraux | 1H ou plus | UV340nm 1000h |
| Film PP+PE | <1,0 | Nécessités quotidiennes simples | Qualité HB | UV340nm 500h |
| Film PC+PC | 5,5-6,5 | Composants optiques haut de gamme | 3H ou plus | UV340nm 2000h |
Cas de défaillance dus à une mauvaise sélection de matériaux
Une mauvaise sélection des matériaux peut entraîner la défaillance des produits de moulage d'inserts de film :
- Les températures de fusion de la résine à 280°C ou plus endommageront la couche d'impression du film, ce qui rendra le motif flou et décoloré.
- Les films ordinaires sans protection UV pour pièces extérieures d'automobiles, après avoir été soumis à un rayonnement UV de 1 500 KJ/m, ont un indice de jaunissement ΔE>3,0, ce qui n'est pas conforme aux normes de l'industrie.
Quelle combinaison de matériaux dans le tableau correspond au scénario d'application de votre produit ? Soumettez vos exigences en matière de performances et de résistance aux intempéries pour recevoir gratuitement une sélection de films de matériaux et un rapport de pré-évaluation de la fiabilité.

Figure 2 : Diverses pastilles de plastique colorées disposées selon un motif circulaire, représentant différentes options de matériaux disponibles pour les processus de moulage.
Quels sont les défauts de processus les plus courants dans la technologie de moulage par insertion de film ? Comment le résoudre ?
Les défauts habituels dans le moulage d’inserts de film sont le plus souvent le plissement du film et le délavage de l’encre. Une cause clé est que la force de cisaillement à l’état fondu est supérieure à la limite mécanique du film. Le défaut pourrait être réduit grâce à un contrôle très précis de la précision du moule et des paramètres d’injection, qui sont les deux principaux facteurs affectant le rendement.
Causes et contrôle des rides du film
Les plis du film sont dus à un manque de précision de positionnement du moule . Lorsque l'écart entre les broches de positionnement est supérieur à 0,15 mm, le film se déplace et se froisse facilement en raison de la fusion à haute pression.
JS Precision contrôle étroitement l'écart entre 0,05 et 0,15 mm et installe également le dispositif d'adsorption de film pour effectuer le moulage d'insert de film avec la position stable du film.
Mesures à prendre en cas de délavage de l'encre
Le délavage de l'encre se produit en raison de l'impact à grande vitesse de la matière fondue sur la couche imprimée. JS Precision résout le problème par une méthode d'injection à basse vitesse et haute pression :
La vitesse pendant la première étape est de 30 à 50 mm/s et l'étape de remplissage n'est lancée qu'une fois que le front de fusion a passé la zone fonctionnelle du film. Il est préférable d'utiliser une machine de moulage avec une servovalve pour s'assurer que la précision du point de commutation VP est comprise entre ± 0,5 mm.
Comment vérifier la fiabilité des produits de moulage d'inserts de film dans l'industrie automobile ou électronique grand public ?
Dans les secteurs de l’automobile et de l’électronique grand public, les éléments moulés par insert de film doivent subir des tests de vieillissement environnemental, de performances mécaniques et d’adhérence pour démontrer leur fiabilité.
Si pendant la période de vérification il n’y a pas de délaminage, de décoloration ou de décollement du motif , alors seulement la production en série peut commencer.
Normes de vérification des pièces intérieures d’automobile
Les produits de moulage d'inserts de film pour pièces intérieures d'automobile doivent suivre les Norme GMW16717 rigoureusement. Les produits de type E sont soumis à trois tests majeurs :
1 000 cycles de cycles thermiques de -40 ℃ à 105 ℃, 1 000 heures de vieillissement à 95 % d'humidité relative et un test de pulvérisation de solution NaCl à 5 % . Les produits qui réussissent les trois tests sont éligibles pour la chaîne d’approvisionnement automobile.
Méthodes de test d’adhérence et de résistance aux intempéries
- Test de coupe transversale : Après la coupe transversale avec une grille d'espacement de 1 mm et le retrait du ruban adhésif 3M, la surface du film pelé doit être < 5 % pour obtenir un grade 5B qui est considéré (qualifié).
- Test de vieillissement QUV : la différence de couleur ΔE≤2,0 et la rétention de brillance ≥80 % après 1 500 heures d'irradiation UV de 340 nm doivent être maintenues pour garantir la résistance aux intempéries des pièces en plastique.
Quels facteurs affectent la qualité du moulage par insert de film lors de la conception de composants en plastique avec des structures complexes ?
Dans le développement de composants en plastique aux structures complexes, les propriétés géométriques du produit jouent un rôle majeur dans la détermination de la qualité du moulage de l'insert de film. La conception des produits doit suivre strictement les directives DFM (Design for Manufacturing) pour prévoir et éliminer les risques liés aux processus, c'est l'essence même du déploiement technologique.
Exigences de conception pour les éléments géométriques importants :
- Rayon d'angle : ≥0,3 mm, sinon le film soumis à un étirement profond peut provoquer des contraintes et des fissures, entraînant l'élimination des produits moulés par insert de film.
- Angle de dépouille : Il est hautement préférable d'avoir ≥1,5° afin que le film puisse être séparé du moule sans rayures après le moulage , conservant ainsi la précision de la surface des pièces en plastique.
- Zones de motif : essayez d'éviter la conception de ces zones qui supportent la contrainte principale, telles que les clips et les poteaux à vis, afin que la contrainte d'assemblage ne provoque pas le décollement de la couche de motif.
L’avantage technique d’une intervention de conception précoce :
Réaliser une étude de faisabilité de la méthode de moulage d'insert de film avant de préparer le moule peut aider à éviter les dépenses de modification du moule qui peuvent survenir en raison de l'incapacité du film à couvrir les zones désignées. Les rapports de l'industrie indiquent que les coûts des changements de moules représentent généralement 30 à 50 % de l'investissement initial.
Si vous concevez des structures complexes composants en plastique , contactez JS Precision pour obtenir des conseils gratuits en matière de conception DFM afin de rendre la conception de votre produit plus adaptée au processus de moulage d'inserts de film.
Quels paramètres techniques doivent être pris en compte lors de l’évaluation des fournisseurs de moulage d’inserts de film ?
Lorsqu'il s'agit d'évaluer les fournisseurs de moulage d'inserts de film, l'accent est mis principalement sur leur capacité à contrôler le processus, leurs systèmes d'assurance qualité, ainsi que sur l'efficacité avec laquelle leur chaîne d'approvisionnement intègre à la fois les matériaux de moulage plastique et les films. Les principaux indicateurs de qualité peuvent également servir de base fondamentale à l’évaluation.
Normes d’évaluation des indicateurs clés de qualité
| Indicateur d'évaluation | Norme d'acceptation | Impact central |
| Précision de correspondance des couleurs du motif | ±0,1mm | Détermine la précision de l'apparence des composants en plastique. |
| Épaisseur de la couche de durcissement du film | Couche de durcissement UV ≥5μm | Assure une dureté de surface de 2H ou plus, améliorant ainsi la résistance aux rayures. |
| Précision de l'écart entre les broches de positionnement | 0,05-0,15 mm | Empêche le film de se froisser pendant le moulage de l'insert de film. |
| Contrôle de la vitesse d'injection de fonte | ±5 mm/s | Empêche l’érosion de la couche d’encre, garantissant ainsi l’intégrité du motif. |
| Précision du contrôle de la température du moule | ±2℃ | Assure une adhérence stable entre la résine et le film. |
En outre, il est important de vérifier également les conditions de gestion des stocks de films du fournisseur : température de stockage 18-25℃, humidité 40 %-60 %, et également de tenir compte des restrictions de quantité minimale d'achat sur les matériaux pour garantir que les calendriers de production ne sont pas interrompus par les stocks de matériaux.
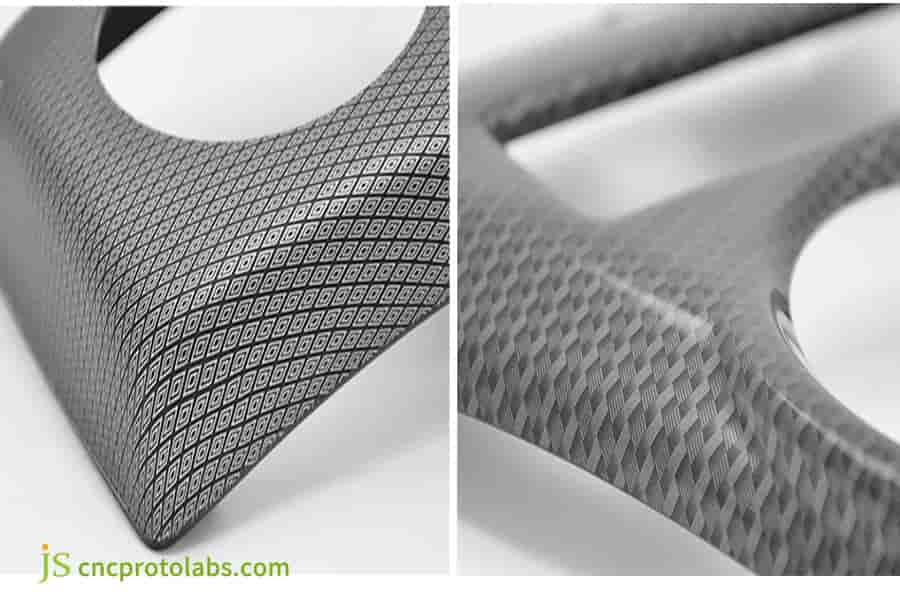
Figure 3 : Vue rapprochée d'un composant en plastique fabriqué par moulage par insert de film, présentant une texture géométrique précise sur un substrat noir.
Étude de cas JS Precision : solution au problème de jaunissement du panneau de commande central d'une certaine marque automobile
Contexte du projet :
Les panneaux de console centrale d'une marque de véhicules à énergie nouvelle, exportés vers le Moyen-Orient, présentaient des motifs de jaunissement (ΔE> 4,5) et de pelage après 6 mois de livraison, entraînant plus de 1 200 plaintes et un éventuel rappel.
Le fournisseur d'origine a utilisé un processus de revêtement par pulvérisation + de durcissement aux UV, mais le revêtement n'a pas été en mesure de résister à l'environnement hostile du Moyen-Orient.
Défis clés :
Les températures de surface au Moyen-Orient peuvent atteindre jusqu'à 70 ℃ et le rayonnement UV annuel est de 2 000 KJ/m². L'OEM souhaite une durée de vie de 5 ans même dans des conditions extrêmes, le panneau de la console centrale présente plusieurs angles vifs de R0,2 mm et le rapport d'étirement profond du film est de 1:3, le processus de moulage d'insert de film est donc très difficile.
Solution
Afin de surmonter les défis mentionnés ci-dessus, Précision JS utilise la technologie de moulage d'inserts de film pour offrir une solution totalement différente :
1. Sélection des matériaux :
Un film composite multicouche PMMA/ASA (0,5 mm d'épaisseur) est associé à un substrat PC/ABS noir. La couche de film est incrustée d' un absorbeur UV à haute concentration de 0,5 % pour une meilleure résistance aux intempéries.
2. Optimisation des processus :
Grâce à l'analyse de suivi des particules Moldex3D, il a été constaté que la grille centrale d'origine provoquait l'impact du front de fusion sur la zone fonctionnelle du film à une vitesse >100 mm/s.
En passant à une porte latérale et en la combinant avec une décélération en trois étapes de 50 → 30 → 20 mm/s, la contrainte de cisaillement maximale de la matière fondue sur le film a été réduite de 60 %, ce qui constitue une fenêtre de processus clé pour éliminer le risque de rinçage de l'encre.
3. Tests de vérification :
Les normes GMW16717 Type E sont strictement suivies pendant 1 500 heures de vieillissement QUV et 1 000 cycles de cycles thermiques pour garantir que les performances du produit répondent aux normes.
Résultats finaux
- Des tests tiers montrent qu'après 1 500 heures de vieillissement QUV, l'indice de jaunissement ΔE de ce schéma est de 1,2 et le niveau de 5B (0 % de perte) dans le test de cent grilles répond aux exigences de l'usine hôte.
- Il n'y a eu aucune plainte de jaunissement après 24 mois d'installation du produit et la note du fournisseur de JS Precision a été modifiée à A.
- Le coût unitaire est passé de 22 $ à 15 $, ce qui a permis au client d'économiser 1,4 million de dollars par an.
Si votre produit est également confronté à des problèmes de performances dans des environnements extrêmes, contactez l'équipe technique de JS Precision. Soumettez vos dessins de produits pour recevoir une solution de moulage d'inserts de film personnalisée pour répondre aux problèmes de fiabilité de votre produit.

Figure 4 : L'intérieur d'une voiture montrant le panneau de commande de la console centrale avec un grand écran tactile et des boutons environnants, probablement fabriqués à l'aide d'un moulage par insertion de film.
FAQ
Q1 : Quelle est la différence entre le moulage par insert de film et l'étiquetage dans le moule (IML) ?
L’étiquetage dans le moule (IML) est principalement destiné à la simple décoration d’étiquettes, utilisant un film mince qui ne remplit qu’une seule fonction. D'autre part, le moulage d'inserts en film est un processus de moulage en film épais qui non seulement décore mais fournit également une fonction , offrant ainsi une double protection aux composants en plastique et convenant aux situations de fabrication haut de gamme.
Q2 : Le matériau PP peut-il être utilisé dans le moulage d’inserts de film ?
Il n'est pas conseillé d'utiliser du PP pour le moulage d'inserts de film car la force d'adhésion du PP aux films PC/PMMA est très faible (résistance au pelage <1,0 kgf/cm), ce qui entraîne un délaminage facile et ne répond pas aux exigences de base du produit.
Q3 : Comment résoudre rapidement les problèmes de délavage de l'encre ?
Le moyen le plus rapide de résoudre les problèmes de délavage de l'encre consiste à vérifier si la porte pointe directement vers la zone du motif du film (un impact direct de fusion entraînera le décollement de l'encre). En même temps, vérifiez si la matière fondue est chauffée au-dessus de la température de déformation thermique de 120 °C du film.
Q4 : Quelle plage de température doit être utilisée pour le moule de moulage d'insert de film ?
Généralement, il est suggéré que la température du moule de moulage d'insert de film se situe entre 30 et 60 °C. Une température trop basse entraînera considérablement l’apparition de lignes de soudure en résine, réduisant ainsi la résistance mécanique. A l’inverse, une température trop élevée va provoquer une déformation thermique du film et provoquer des défauts d’aspect.
Q5 : Les produits de moulage d'inserts de film sont-ils capables de répondre aux exigences des tests COV automobiles ?
Oui, ils le sont. Si des matériaux de moulage plastique à faible teneur en COV et des encres respectueuses de l'environnement sont utilisés, il est possible de se conformer aux normes automobiles COV VDA278 et TS-BD-003.
Q6 : Quelle méthode est utilisée pour tester la force d’adhésion du film à la résine ?
Selon la norme ASTM D903, un test de pelage à 180° peut être réalisé à une vitesse de pelage de 50mm/min. La force de pelage maximale est ensuite mesurée à l'aide d'instruments spécialisés, et cette valeur peut être utilisée pour évaluer la force d'adhésion entre le film et la résine.
Q7 : Quel est l'angle de rayon (R) minimum pour le moulage d'insert de film ?
L'angle de rayon minimum (R) suggéré pour le moulage d'insert de film est ≥0. 3mm , le minimum absolu étant de 0. 2mm. Si 0,2 mm est proposé, il est nécessaire d'effectuer une analyse d'écoulement du moule pour garantir que le film sera suffisamment étiré sans se casser pendant le moulage.
Q8 : Quel est le cycle de processus de décoration de surface supérieur à celui du moulage par injection ordinaire ?
Puisqu'il s'agit de placer et d'aligner le film, le cycle d'un seul moule de moulage d'insert de film peut être de 5 à 8 secondes plus long que celui d'un seul moule. moulage par injection régulier . Cependant, en supprimant les étapes de pulvérisation du film et de sérigraphie, le temps de production global est considérablement réduit.
Résumé
Le moulage d'inserts de film, en raison de son moulage en une étape, de son coût inférieur et de ses meilleures performances, a non seulement modifié le mode de traitement de surface traditionnel des composants en plastique, mais a également résolu les problèmes de protection de l'environnement et de coût, et en même temps, a amélioré l'apparence et les performances du produit à un niveau supérieur.
JS Precision est un fournisseur professionnel capable de mouler des inserts de film, offrant un service unique qui couvre l'ensemble du processus, depuis la sélection des matériaux et la conception du moule jusqu'à l'optimisation du processus et la vérification de la fiabilité.
Si vous souhaitez comprendre le processus, calculer les coûts ou personnaliser une solution, s'il vous plaît contactez-nous et profitez du support de notre équipe technique.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

