

Moldagem por inserção de filme a tecnologia está gradualmente se tornando uma das principais ferramentas para solucionar as diversas desvantagens do tratamento de superfície de peças plásticas na indústria de transformação.
Por exemplo, você está enfrentando problemas com suas peças plásticas, como baixo rendimento de pintura e altos gastos com conformidade ambiental? Além disso, quando os padrões na superfície do produto ficam desgastados após uso prolongado, a imagem da marca também não é afetada?
A técnica de moldagem por inserção recentemente desenvolvida não apenas produz um componente plástico decorativo e protetor, combinando filme funcional com substrato em uma única etapa, mas também muda fundamentalmente a indústria , fornecendo uma solução de moldagem integrada.
Tabela de respostas principais
| Dimensões principais | Informações importantes |
| Essência do Processo | Em uma única etapa, a moldagem por inserção de filme molda um filme fino e resina fundida para que as peças plásticas atinjam simultaneamente as camadas decorativas e protetoras. |
| Substrato de Implementação de Processo | O substrato é feito de liga PC/ABS (material de moldagem plástico), e o filme é feito de PMMA (espessura 0,5mm), com resistência adesiva de 5,0-6,0kgf/cm. |
| Valor Central | Custo reduzido em 30% -50% em comparação com a pulverização. Rendimento: mais de 95%. Precisão de correspondência de cores do padrão: 0,1 mm. Folga do pino de posicionamento: 0,05-0,15 mm. |
| Verificação de Qualidade | Categoria automotiva: -40 ℃ ~ 105 ℃ choque térmico 1000 ciclos. Envelhecimento QUV 1500h (ΔE≤2,0). Teste de adesão em corte transversal grau 5B. |
Principais conclusões
- Vantagem de custo: Considerando uma quantidade de produção anual de 100.000 peças, as despesas totais de moldagem por inserção de filme será 30% -50% menor que a pintura em spray.
- Combinação de materiais: A liga de PC/ABS combinada com o filme PMMA é capaz de satisfazer os requisitos de exposição a intempéries externas por um período de 5 anos ou mais.
- Controle do processo: Principalmente a fase de injeção implementou uma tática de baixa velocidade e alta pressão, e a tolerância de posicionamento do filme deve ser mantida em ± 0,1 mm.
- Verificação de confiabilidade: As peças internas das carrocerias automotivas devem ser capazes de suportar 1.500 horas de envelhecimento QUV, bem como 1.000 ciclos de testes de ciclos a frio e a quente.
Por que confiar neste guia? A experiência da JS Precision em moldagem por inserção de filme
A moldagem por inserção de filme é uma técnica fundamental na fabricação de precisão que realmente requer não apenas um forte conhecimento do lado da engenharia, mas também os recursos de controle corretos para gerenciar totalmente a cadeia de suprimentos.
A JS Precision atua na área de formação e processamento de componentes plásticos há muitos anos, então, naturalmente, possui um sistema técnico totalmente desenvolvido, juntamente com um grande número de casos práticos na tecnologia de moldagem por inserção de filme.
Na verdade, é um dos principais fornecedores de muitas marcas automotivas e de eletrônicos de consumo mundialmente conhecidas. Obtivemos o conhecimento básico de todo o processo de moldagem de inserção de filme, oferecendo soluções completas e qualificadas, desde a correspondência precisa de material de moldagem de plástico e filme, até projeto de molde, otimização de parâmetros de processo e verificação de confiabilidade do produto.
Não apenas resolvemos os principais problemas, como substituição de tinta, falta de resistência superficial às intempéries e altos custos para mais de 50 projetos, mas também alcançamos uma taxa de rendimento de projeto estável de mais de 98%.
No que diz respeito aos padrões de processo, não apenas seguimos rigorosamente as especificações do processo de moldagem por injeção, mas também Padrão de sala limpa ISO 14644-1 , é por isso que cada etapa da moldagem de inserção de filme atende aos requisitos da fabricação internacional de alta qualidade.
Para produtos luxuosos e sofisticados, como componentes internos automotivos e caixas de eletrônicos de consumo, desenvolvemos uma instalação especializada para testes de moldagem de inserção de filme , não apenas capaz de executar os testes minuciosamente, mas também cobrindo ciclagem térmica de -40°C~105°C e envelhecimento QUV de 1500h.
Além disso, os resultados dos nossos testes podem ser perfeitamente mapeados de acordo com os padrões de certificação dos fabricantes de equipamentos originais.
Conseguimos uma resistência ao amarelecimento de até 5 anos, mesmo sob condições de temperatura extremamente altas (70 ℃) no Oriente Médio, usando a combinação de filme composto PMMA/ASA e substrato PC/ABS pela primeira vez ao lidar com o problema de amarelecimento do painel do console central de uma nova marca de veículo energético.
Esta solução técnica foi copiada por vários fabricantes de automóveis.
O ponto forte mais significativo da JS Precision é a capacidade de se aprofundar nos aspectos técnicos da moldagem de inserção de filme, ao mesmo tempo em que considera as capacidades de produção dos clientes e os requisitos de custo na vida real. Somos nós que conhecemos profundamente os princípios do processo e também como fazer a produção em massa.
Se você está procurando uma solução confiável de moldagem por inserção de filme para o tratamento de superfície de componentes plásticos, entre em contato com nossa equipe técnica para obter um relatório de avaliação de processo personalizado. Nossos engenheiros profissionais analisarão os pontos-chave para a implementação do projeto.
Qual é o processo de moldagem de inserção de filme? Como isso altera a aparência e a função das peças plásticas?
A moldagem por inserção é um ramo importante da moldagem de plástico, e o processo de moldagem de inserção de filme é a sua aplicação avançada e atualmente o processo principal para tratamento de superfície de componentes plásticos.
O processo consiste simplesmente em colocar um filme funcional pré-impresso na cavidade do molde e depois injetar a resina fundida para unir firmemente o filme e a resina. Assim, as peças plásticas recebem da moldagem as camadas decorativa e protetora ao mesmo tempo, o que significa “moldagem + decoração” em uma única etapa.
Moldagem em uma etapa significa a substituição do processamento multiprocesso
A moldagem por inserção de filme é a combinação de processos de moldagem por injeção, pulverização e serigrafia de peças plásticas convencionais.
A moldagem por injeção em uma etapa não apenas reduz o tempo de fabricação, mas também elimina os desvios dimensionais e a contaminação pelo processo secundário, etc., como resultado, aumenta muito a precisão da aparência e a uniformidade dos componentes plásticos.
Técnica básica para colagem de materiais heterogêneos
O principal obstáculo da moldagem por inserção de filme é a forte ligação de diferentes materiais . Por exemplo, a incompatibilidade nas taxas de encolhimento térmico do filme de PC/PMMA e das resinas fundidas, como o ABS, muitas vezes resulta no filme fora do lugar e enrugado.
A JS Precision usa a análise de fluxo do molde Moldex3D para prever o deslocamento, otimizar o projeto da porta e aderir ao padrão VDA 275voc para garantir que as linhas de solda não impactem as áreas funcionais do filme.
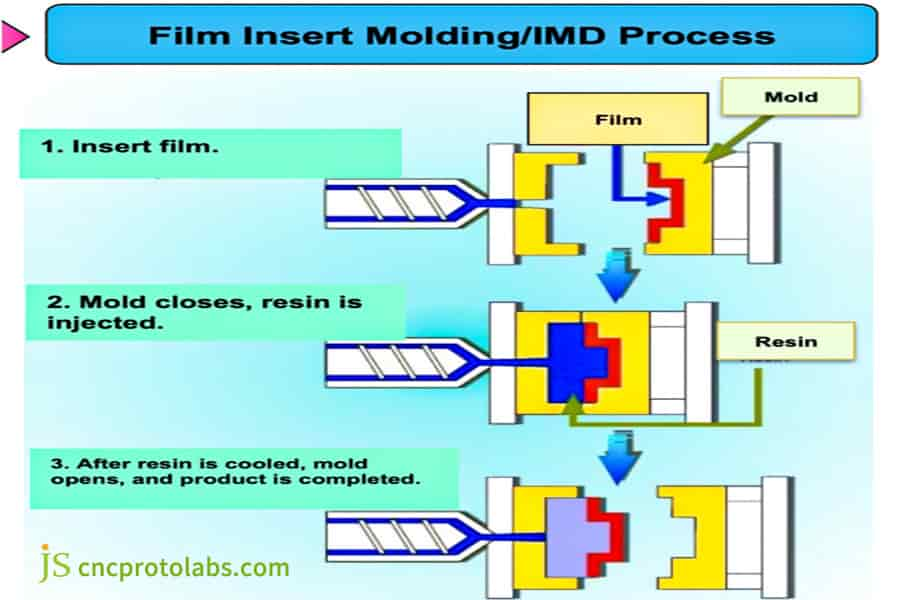
Figura 1: Ilustração mostrando o processo de moldagem por inserção de filme (IMD) em três etapas: inserção do filme, fechamento do molde e injeção de resina e abertura do molde para liberação do produto acabado.
O custo de peça única da moldagem por inserção de filme é mais baixo em comparação com a pulverização tradicional?
Em escala, o custo unitário da moldagem por inserção de filme é menor do que o método tradicional de pulverização e a diferença se torna ainda mais substancial com o aumento da produção.
Por exemplo, a JS Precision determinou que o gasto total de 100.000 componentes plásticos fabricados anualmente é de 30% a 50% menor do que utilizando a técnica tradicional de pulverização, o que aponta para um grande benefício para o carro e indústrias de eletrônicos de consumo .
Análise de comparação de estrutura de custos
Olhando para peças típicas de interiores automotivos, o custo total do método de pintura em spray é de cerca de US$ 11 por peça (moldagem por injeção US$ 3 + pintura em spray US$ 5 + serigrafia US$ 2 + tratamento ambiental US$ 1).
A moldagem por inserção de filme, que é um processo de moldagem em uma etapa, tem um custo direto de US$ 6 por peça e cerca de US$ 8 por peça após a amortização do molde, economizando quase 30% do custo por processo.
Comparação quantitativa de custos ocultos
A moldagem por inserção de filme também apresenta grandes vantagens de custos intangíveis:
Sua taxa de sucesso é de 95%-98%, muito melhor do que 85%-90% do processo tradicional de pintura por spray, minimizando assim o desperdício, e também, ao contrário da pintura por spray, o produto não requer um investimento de US$ 1,2 milhão em equipamentos de tratamento de VOC e US$ 200.000 em custos anuais de manutenção, por isso compensa mais no longo prazo.
Se você deseja calcular com precisão a redução de custos ao mudar seus produtos para moldagem por inserção de filme, entre em contato com os engenheiros da JS Precision e forneça os parâmetros do produto para receber um relatório de cálculo de custos gratuito.
Como escolher materiais e filmes de moldagem de plástico adequados para produtos?
É muito importante que o material de moldagem plástica e os filmes dos produtos estejam primeiro corretamente alinhados com os requisitos funcionais do produto. Esta é a única forma de garantir uma ligação firme entre o filme e a resina.
O filme é quem confere as características superficiais, enquanto a resina é quem confere ao produto uma estrutura sólida, por isso só então o tecnologia de moldagem por inserção de filme pode ser feito corretamente.
Padrões para correspondência de filme e resina:
A resistência de ligação do filme à resina depende da sua compatibilidade química. Liga de PC/ABS e filme PMMA são a combinação muito comum para moldagem de inserção de filme.
Testes feitos pela JS Precision mostraram que a resistência ao descascamento desse emparelhamento de materiais é de cerca de 5,0-6,0 kgf/cm, o que é forte o suficiente para durar mais de 5 anos para peças internas automotivas e também uma das principais opções para carcaças de eletrônicos de consumo.
| Combinações de materiais comuns | Resistência de colagem (kgf/cm) | Cenários Aplicáveis | Dureza superficial | Classificação de resistência UV |
| PC/ABS+PMMA | 5,0-6,0 | Peças internas automotivas, carcaças de eletrônicos de consumo | 2H ou superior | UV340nm 1500h |
| Filme ABS+PC+PC | 4,5-5,0 | Painéis para eletrodomésticos, componentes eletrônicos em geral | 1H ou superior | UV340nm 1000h |
| Filme PP+PE | <1,0 | Necessidades diárias simples | Grau HB | UV340nm 500h |
| Filme PC+PC | 5,5-6,5 | Componentes ópticos de última geração | 3H ou superior | UV340nm 2000h |
Casos de falha devido à seleção inadequada de materiais
A seleção inadequada de material pode resultar em falha dos produtos de moldagem por inserção de filme:
- As temperaturas de fusão da resina de 280°C ou superiores danificarão a camada de impressão do filme, fazendo com que o padrão fique borrado e desbotado.
- Filmes regulares sem proteção UV para peças externas automotivas, após serem submetidos à radiação UV de 1500KJ/m, apresentam índice de amarelecimento ΔE>3,0, o que não atende aos padrões da indústria.
Qual combinação de materiais da tabela corresponde ao cenário de aplicação do seu produto? Envie seus requisitos de desempenho e resistência às intempéries para receber gratuitamente uma seleção de filme de material e um relatório de pré-avaliação de confiabilidade.

Figura 2: Diversas pastilhas plásticas coloridas dispostas em padrão circular, representando diferentes opções de materiais disponíveis para processos de moldagem.
Quais são os defeitos de processo mais comuns na tecnologia de moldagem por inserção de filme? Como resolver isso?
Os defeitos usuais na moldagem de inserção de filme são mais comumente o enrugamento do filme e a lavagem da tinta. Uma das principais causas é a força de cisalhamento do fundido ser superior ao limite mecânico do filme. O defeito pode ser reduzido através de um controle muito preciso da precisão do molde e dos parâmetros de injeção, que são os dois principais fatores que afetam o rendimento.
Causas e controle das rugas do filme
As rugas do filme são devidas à falta de precisão de posicionamento do molde . Quando a folga entre os pinos de posicionamento é superior a 0,15 mm, o filme se desloca e enruga facilmente devido ao derretimento de alta pressão.
JS Precision controla firmemente a folga para 0,05-0,15 mm e também instala o dispositivo de adsorção de filme para realizar a moldagem de inserção de filme com a posição estável do filme.
Contramedidas de processo para lavagem de tinta
A lavagem da tinta ocorre devido ao impacto de alta velocidade do fundido na camada impressa. JS Precision lida com o problema por meio de um método de injeção de baixa velocidade e alta pressão:
A velocidade durante o primeiro estágio é de 30-50 mm/s, e o estágio de enchimento é iniciado somente depois que a frente de fusão passa pela área funcional do filme. É melhor usar uma máquina de moldagem com uma servoválvula para garantir que a precisão do ponto de comutação VP esteja dentro de ± 0,5 mm.
Como verificar a confiabilidade dos produtos de moldagem por inserção de filme na indústria automotiva ou de eletrônicos de consumo?
Nos setores automotivo e de eletrônicos de consumo, os itens moldados por inserção de filme precisam passar por testes de envelhecimento ambiental, desempenho mecânico e adesão para demonstrar sua confiabilidade.
Se durante o período de verificação não houver delaminação, descoloração ou descamação do padrão , só então a produção em massa poderá ser iniciada.
Padrões de verificação de peças internas automotivas
Os produtos de moldagem por inserção de filme para peças internas automotivas devem seguir as Padrão GMW16717 rigorosamente. Os produtos do Tipo E são submetidos a três testes principais:
1.000 ciclos de ciclagem térmica de -40 ℃ a 105 ℃, 1.000 horas de envelhecimento a 95% de umidade relativa e um teste de pulverização de solução de NaCl a 5% . Os produtos que passam nos três testes são elegíveis para a cadeia de abastecimento automotiva.
Métodos de teste de adesão e resistência às intempéries
- Teste de corte transversal: Após o corte transversal com grade de espaçamento de 1mm e retirada da fita 3M, a área do filme descascado deve ser <5% para que seja obtido um grau 5B que é considerado (qualificado).
- Teste de envelhecimento QUV: A diferença de cor ΔE≤2,0 e a retenção de brilho ≥80% após 1500 horas de irradiação UV de 340nm devem ser mantidas para garantir a resistência às intempéries das peças plásticas.
Quais fatores afetam a qualidade da moldagem por inserção de filme ao projetar componentes plásticos com estruturas complexas?
No desenvolvimento de componentes plásticos com estruturas complexas, as propriedades geométricas do produto desempenham um papel importante na determinação da qualidade da moldagem da inserção do filme. O design do produto deve seguir estritamente as diretrizes do DFM (Design for Manufacturing) para prever e eliminar riscos do processo, esta é a essência da implantação da tecnologia.
Requisitos de projeto para elementos geométricos importantes:
- Raio do canto: ≥0,3 mm, caso contrário, o filme submetido a um estiramento profundo pode causar tensão e rachaduras, resultando no descarte de produtos moldados com inserção de filme.
- Ângulo de inclinação: É altamente preferível ter ≥1,5° para que o filme possa ser separado do molde sem arranhões após a moldagem , mantendo assim a precisão da superfície das peças plásticas.
- Áreas de padrão: Tente evitar o desenho dessas áreas que suportam a tensão principal , como clipes e postes de parafuso, para que a tensão de montagem não faça com que a camada de padrão se descasque.
O benefício técnico da intervenção precoce no design:
Fazer um estudo de viabilidade do método de moldagem por inserção de filme antes de preparar o molde pode ajudar a evitar despesas de alteração do molde que podem surgir devido à falha do filme em cobrir as áreas designadas. Relatórios da indústria indicam que os custos de troca de moldes geralmente representam de 30% a 50% do investimento original.
Se você estiver projetando estruturas estruturais complexas componentes plásticos , entre em contato com a JS Precision para obter orientação gratuita sobre o design do DFM para tornar o design do seu produto mais adequado para o processo de moldagem de inserção de filme.
Quais parâmetros técnicos devem ser considerados ao avaliar fornecedores de moldagem por inserção de filme?
Quando se trata de avaliar fornecedores de moldagem por inserção de filme, o foco principal está em sua capacidade de controlar o processo, em seus sistemas de garantia de qualidade, bem como na eficácia com que sua cadeia de suprimentos integra materiais e filmes de moldagem plástica. Os principais indicadores de qualidade também podem servir de base fundamental para a avaliação.
Padrões de avaliação de indicadores-chave de qualidade
| Indicador de Avaliação | Padrão de Aceitação | Impacto central |
| Precisão de correspondência de cores de padrões | ±0,1 mm | Determina a precisão da aparência dos componentes plásticos. |
| Espessura da camada de cura do filme | Camada de cura UV ≥5μm | Garante dureza superficial de 2H ou superior, melhorando a resistência a arranhões. |
| Precisão da folga do pino de posicionamento | 0,05-0,15 mm | Evita o enrugamento do filme durante a moldagem da inserção do filme. |
| Controle de velocidade de injeção de fusão | ±5mm/s | Evita a erosão da camada de tinta, garantindo a integridade do padrão. |
| Precisão do controle de temperatura do molde | ±2℃ | Garante adesão estável entre resina e filme. |
Além disso, é importante verificar também as condições de gerenciamento de estoque de filmes do fornecedor: temperatura de armazenamento 18-25°C, umidade 40%-60%, e também atender às restrições de quantidade mínima de compra dos materiais para garantir que os cronogramas de produção não sejam interrompidos por estoques de materiais.
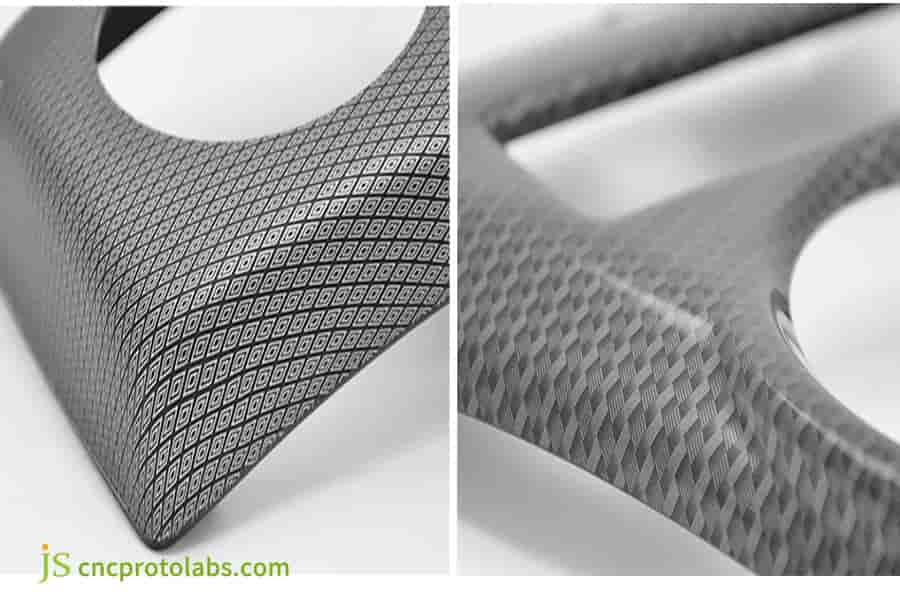
Figura 3: Vista aproximada de um componente plástico fabricado usando moldagem por inserção de filme, apresentando uma textura geométrica precisa em um substrato preto.
Estudo de caso JS Precision: solução para o problema de amarelecimento do painel de controle central de uma determinada marca automotiva
Histórico do projeto:
Os painéis do console central de uma marca de veículos novos de energia, que foram exportados para o Oriente Médio, apresentaram padrões de amarelecimento (ΔE>4,5) e descascamento após 6 meses de entrega, resultando em mais de 1.200 reclamações e um possível recall.
O fornecedor original utilizou um processo de revestimento por spray + cura UV, porém o revestimento não foi capaz de resistir ao ambiente hostil do Oriente Médio.
Principais desafios:
As temperaturas da superfície no Oriente Médio podem atingir até 70°C e a radiação UV anual é de 2.000 KJ/m². O OEM deseja uma vida útil de 5 anos, mesmo em condições extremas, o painel do console central tem vários cantos afiados de R0,2 mm e a proporção de alongamento profundo do filme é de 1:3, portanto, o processo de moldagem da inserção do filme é muito desafiador.
Solução
Para superar os desafios mencionados acima, Precisão JS utiliza tecnologia de moldagem por inserção de filme para fornecer uma solução totalmente diferente:
1. Seleção de materiais:
Um filme composto multicamadas PMMA/ASA (0,5 mm de espessura) é combinado com um substrato preto de PC/ABS. A camada de filme é incorporada com absorvedor UV de alta concentração de 0,5% para melhor resistência às intempéries.
2. Otimização de processos:
Através da análise de rastreamento de partículas Moldex3D, descobriu-se que a porta central original fazia com que a frente de fusão impactasse a área funcional do filme a uma velocidade de> 100 mm/s.
Ao mudar para uma porta lateral e combiná-la com uma desaceleração de três estágios de 50 → 30 → 20 mm/s, o pico de tensão de cisalhamento do fundido no filme foi reduzido em 60%, o que é uma janela de processo chave para eliminar o risco de fluxo de tinta.
3. Teste de verificação:
Os padrões do GMW16717 Tipo E são rigorosamente seguidos por 1.500 horas de envelhecimento QUV e 1.000 ciclos de ciclagem térmica para garantir que o desempenho do produto atenda aos padrões.
Resultados Finais
- Testes de terceiros mostram que após 1.500 horas de envelhecimento QUV, o índice de amarelecimento ΔE deste esquema é 1,2, e o nível de 5B (0% de derramamento) no teste de cem grades atende aos requisitos da fábrica anfitriã.
- Não houve reclamações de amarelecimento após 24 meses de instalação do produto, e a classificação do fornecedor da JS Precision foi alterada para A.
- O custo unitário caiu de US$ 22 para US$ 15, portanto o cliente conseguiu economizar US$ 1,4 milhão por ano.
Se o seu produto também enfrentar problemas de falha de desempenho em ambientes extremos, entre em contato com a equipe técnica da JS Precision. Envie os desenhos do seu produto para receber uma solução personalizada de moldagem por inserção de filme para atender às preocupações de confiabilidade do seu produto.

Figura 4: O interior de um carro mostrando o painel de controle do console central com uma grande tela sensível ao toque e botões ao redor, provavelmente fabricados com moldagem por inserção de filme.
Perguntas frequentes
Q1: Qual é a diferença entre moldagem por inserção de filme e rotulagem de molde (IML)?
A etiquetagem em molde (IML) destina-se principalmente à decoração simples de etiquetas, utilizando uma película fina que desempenha apenas uma função. Por outro lado, a moldagem por inserção de filme é um processo de moldagem de filme espesso que não apenas decora, mas também fornece função , dando assim dupla proteção aos componentes plásticos e sendo adequado para situações de fabricação de alta qualidade.
Q2: O material PP pode ser usado na moldagem de inserção de filme?
Não é aconselhável usar PP para moldagem de inserção de filme porque a resistência de adesão de PP a filmes de PC/PMMA é muito baixa (resistência ao descascamento <1,0 kgf/cm), resultando em fácil delaminação e falha no atendimento aos requisitos básicos do produto.
P3: Como solucionar rapidamente problemas de lavagem de tinta?
A maneira mais rápida de solucionar problemas de lavagem de tinta é investigar se a porta está apontando diretamente para a área do padrão do filme (um impacto direto do derretimento fará com que a tinta saia). Ao mesmo tempo, verifique se o fundido é aquecido acima da temperatura de distorção térmica de 120°C do filme.
Q4: Qual faixa de temperatura deve ser usada para o molde de moldagem de inserção de filme?
Geralmente, sugere-se que a temperatura do molde de moldagem de inserção de filme esteja entre 30-60°C. Uma temperatura muito baixa levará significativamente à ocorrência de linhas de solda de resina, diminuindo a resistência mecânica. Em contraste, uma temperatura excessivamente alta fará com que o filme se deforme termicamente e cause defeitos de aparência.
Q5: Os produtos de moldagem por inserção de filme são capazes de atender aos requisitos dos testes de VOC automotivos?
Sim, eles estão. Se forem utilizados materiais de moldagem de plástico com baixo VOC e tintas ecológicas, é possível cumprir os padrões automotivos de VOC VDA278 e TS-BD-003.
Q6: Qual método é usado para testar a resistência de adesão do filme à resina?
De acordo com a norma ASTM D903, um teste de descascamento de 180° pode ser realizado a uma velocidade de descascamento de 50 mm/min. A força máxima de descascamento é então medida com instrumentos especializados, e esse valor pode ser utilizado para avaliar a resistência de adesão entre o filme e a resina.
Q7: Qual é o ângulo mínimo do raio (R) para moldagem de inserção de filme?
O ângulo mínimo do raio (R) sugerido para moldagem de inserção de filme é ≥0. 3mm com o mínimo absoluto sendo 0,2mm. Se for proposto 0,2 mm, é necessário realizar uma análise do fluxo do molde para garantir que o filme será esticado o suficiente sem quebrar durante a moldagem.
Q8: Quanto mais o ciclo do processo de decoração de superfície do que a moldagem por injeção comum?
Como envolve a colocação e o alinhamento do filme, o ciclo para um único molde de moldagem por inserção de filme pode ser de 5 a 8 segundos mais longo do que o de moldagem por injeção regular . No entanto, ao remover as etapas de pulverização do filme e serigrafia, o tempo total de produção é drasticamente reduzido.
Resumo
A moldagem por inserção de filme, devido à sua moldagem em uma etapa, menor custo e melhor desempenho, não apenas mudou o modo tradicional de tratamento de superfície dos componentes plásticos, mas também abordou as questões de proteção ambiental e custo e, ao mesmo tempo, melhorou a aparência e o desempenho do produto para um nível superior.
JS Precision é um fornecedor profissional com capacidade de moldagem por inserção de filme, oferecendo um serviço completo que cobre todo o processo, desde a seleção do material e projeto do molde até a otimização do processo e verificação de confiabilidade.
Se você deseja entender o processo, calcular custos ou customizar uma solução, por favor entre em contato conosco e aproveite o suporte da nossa equipe técnica.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

