

Film insert molding technology is gradually becoming one of the main tools for solving the various drawbacks of plastic parts surface treatment in the manufacturing industry.
For example, are you experiencing issues with your plastic parts such as low yield of painting and high expenses on environmental compliance? Moreover, when the patterns on the product surface get worn after prolonged use, doesn't the brand image also get affected?
The newly developed insert molding technique not only produces a decorative and protective plastic component by combining functional film with substrate in one step but it also fundamentally changes the industry by providing an integrated molding solution.
Core Answer Table
| Core Dimensions | Key Information |
| Process Essence | In one step film insert molding co molds a thin film and molten resin so that plastic parts achieve simultaneously the decorative and protective layers. |
| Process Implementation Substrate | The substrate is made of PC/ABS alloy (plastic molding material), and the film is made of PMMA (thickness 0.5mm), with an adhesive strength of 5.0-6.0kgf/cm. |
| Core Value | Reduced cost by 30%-50% compared to spraying. Yield: more than 95%. Pattern color matching accuracy: 0.1mm. Positioning pin gap: 0.05-0.15mm. |
| Quality Verification | Automotive Grade: -40℃~105℃ thermal shock 1000 cycles. QUV aging 1500h (ΔE≤2.0). Cross cut adhesion test 5B grade. |
Key Takeaways
- Cost advantage: Considering an annual production quantity of 100000 pieces, the overall expenses of film-insert molding will be 30% -50% less than spray painting.
- Material matching: The alloy of PC/ABS paired with the PMMA film is capable of satisfying the requirement of outdoor weather exposure for a duration of 5 years or more.
- Process control: Mainly the injection phase has implemented a slow speed and high pressure tactic, and the positioning tolerance of the film has to be maintained at ±0.1mm.
- Reliability verification: Interior parts of automotive bodies should be capable of enduring 1500 hours of QUV aging as well as 1000 cycles of cold and hot cycling tests.
Why Trust This Guide? JS Precision's Expertise In Film Insert Molding
Film insert molding is a fundamental technique in precision manufacturing that really requires not only a strong knowledge of the engineering side of things but also the right control capabilities to fully manage the supply chain.
JS Precision has been operating in the plastic component forming and processing field for many years, so naturally, it has a fully developed technical system along with a large number of practical cases in the film insert molding technology.
In fact, it is one of the major suppliers for many globally well known automotive and consumer electronics brands. We have obtained the core know hows of the entire film insert molding process, offering one stop skilled solutions from accurate matching of plastic molding material and film, to mold design, process parameter optimization, and product reliability verification.
We have not only solved the major issues such as paint substitution, lack of surface weather resistance, and high costs for more than 50 projects, but also achieved a stable project yield rate of over 98%.
With regard to process standards, we not only follow injection molding process specs very strictly but also ISO 14644-1 cleanroom standard, that is why every step of film insert molding meets the requirements of international high end manufacturing.
For luxurious and sophisticated products like automotive interior components and consumer electronics housings, we have developed a specialized film insert molding testing facility, not only capable of executing the tests thoroughly but also covering -40℃~105℃ thermal cycling and 1500h QUV aging.
Moreover, our testing results can be seamlessly mapped to the original equipment manufacturers certification standards.
We achieved a yellowing resistance of as long as 5 years even under extremely high temperature conditions (70℃) in the Middle East by using the combination of PMMA/ASA composite film and PC/ABS substrate for the first time when dealing with the yellowing problem of the center console panel of a new energy vehicle brand.
This technical solution has been copied by multiple car manufacturers.
JS Precision's most significant strength is the ability to go very deeply into the technical aspects of film insert molding while still considering clients production capabilities and cost requirements in real life. We are the ones who know the process principles thoroughly as well as how to do mass production.
If you are looking for a reliable film insert molding solution for the surface treatment of plastic components, please contact our technical team to obtain a customized process evaluation report. Our professional engineers will break down the key points for project implementation.
What Is The Film Insert Molding Process? How Does It Change The Appearance And Function Of Plastic Parts?
Insert molding is an important branch of plastic molding, and the film insert molding process is its advanced application and currently the mainstream process for surface treatment of plastic components.
The process is simply putting a pre printed functional film into the mold cavity and then injecting the molten resin to tightly bond the film and the resin. So, the plastic parts get both the decorative and protective layers at the same time from the molding, which means "molding + decoration" in one step.
One step molding means the replacement of multi process processing
Film insert molding is the combination of injection molding, spraying and screen printing processes of conventional plastic parts.
One step injection molding not only reduce the manufacturing time but also get rid of the dimensional deviations and contamination by secondary process, etc. as a result, it greatly enhances the appearance accuracy and uniformity of plastic components.
Basic technique for bonding heterogeneous materials
The main obstacle of film insert molding is the strong bonding of different materials. For example, the mismatch in thermal shrinkage rates of PC/PMMA film and molten resins such as ABS often results in the film being out of place and wrinkled.
JS Precision uses Moldex3D mold flow analysis to predict displacement, optimize gate design, and adhere to the VDA 275voc standard to ensure that weld lines do not impact the functional areas of the film.
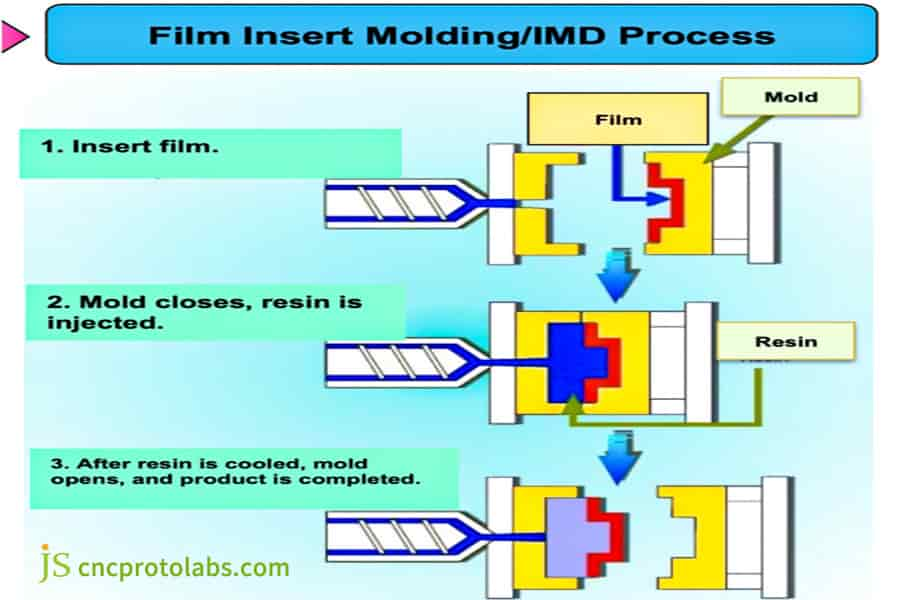
Figure 1: An illustration showing the three-step film insert molding (IMD) process: inserting the film, closing the mold and injecting resin, and opening the mold to release the finished product.
Is The Single Piece Cost Of Film Insert Molding Lower Compared To Traditional Spraying?
At scale, the unit cost of film insert moulding is less than the traditional spraying method and the difference becomes even more substantial with increased production.
For instance, JS Precision determined that the total expenditure of 100,000 plastic components made yearly is from 30% to 50% less than using the traditional spraying technique, which points to a major benefit for the car and consumer electronics industries.
Cost Structure Comparison Analysis
Looking at typical automotive interior parts, the total cost of the spray painting method is around $11 per piece (injection molding $3 + spray painting $5 + screen printing $2 + environmental treatment $1).
Film insert molding, which is a one step molding process, has a direct cost of $6 per piece, and roughly $8 per piece after mold amortization, saving nearly 30% of the cost per process.
Quantitative Comparison of Hidden Costs
Film insert molding also has very large intangible cost advantages:
Its success rate is 95%-98%, much better than 85%-90% of the traditional spray painting process, thus minimizing waste, and also, unlike spray painting, the product does not require a $1.2 million investment in VOC treatment equipment and $200,000 in annual maintenance costs, so it pays off more in the long run.
If you want to accurately calculate the cost reduction of switching your products to film-insert molding, you can contact JS Precision's engineers and provide product parameters to receive a free cost calculation report.
How To Choose Suitable Plastic Molding Materials And Films For Products?
It is very important that plastic molding material and films for products should first be correctly aligned with a product's functional requirements. This is the only way to guarantee a tight bonding between the film and resin.
The film is the one that gives surface characteristics, whereas the resin is the one that gives the product a solid structure, that's why only then the film insert molding technology can be rightly done.
Standards for Matching Film and Resin:
The bonding strength of the film to resin depends on their chemical compatibility. PC/ABS alloy and PMMA film are the very common combination for film insert molding.
Tests done by JS Precision showed that the peel strength of such material pairing is about 5.0-6.0 kgf/cm, which is strong enough to last over 5 years for automotive interior parts and also one of the top choices for consumer electronics casings.
| Common Material Combinations | Bonding Strength (kgf/cm) | Applicable Scenarios | Surface Hardness | UV Resistance Rating |
| PC/ABS+PMMA | 5.0-6.0 | Automotive interior parts, consumer electronics casings | 2H or higher | UV340nm 1500h |
| ABS+PC+PC film | 4.5-5.0 | Home appliance panels, general electronic components | 1H or higher | UV340nm 1000h |
| PP+PE film | <1.0 | Simple daily necessities | HB grade | UV340nm 500h |
| PC+PC film | 5.5-6.5 | High-end optical components | 3H or higher | UV340nm 2000h |
Failure Cases Due to Improper Material Selection
Improper material selection may result in failure of film insert molding products:
- Resin melting temperatures at 280°C or above will harm the film printing layer, which cause the pattern to become blurred and faded.
- Regular films without UV protection for automotive exterior parts, after being subjected to 1500KJ/m UV radiation, have a yellowing index ΔE>3.0, which is not up to industry standards.
Which material combination in the table corresponds to the application scenario of your product? Submit your performance and weather resistance requirements to receive a free material film selection and reliability pre assessment report.

Figure 2: Various colored plastic pellets arranged in a circular pattern, representing different material options available for molding processes.
What Are The Most Common Process Defects In Film Insert Molding Technology? How To Solve It?
The usual defects in film insert molding most commonly are film wrinkling and the ink washout. A key cause is the melt shear force being higher than the film mechanical limit. The defect could be reduced by very accurate control of mold precision and injection parameters, which are the two main factors affecting the yield.
Causes and control of film wrinkles
Film wrinkles are due to a lack of mold positioning precision. When the gap between the positioning pins is more than 0.15mm, the film easily shifts and wrinkles due to the high pressure melt.
JS Precision tightly controls the gap to 0.05-0.15mm and also installs the film adsorption device to perform film insert molding with the stable film position.
Process countermeasures for ink washout
Ink washout happens due to the melt's high velocity impact on the printed layer. JS Precision deals with the problem by a low speed, high pressure injection method:
The speed during the first stage is 30-50mm/s, and the filling stage is initiated only after the melt front passes the film functional area.It is best to use a molding machine with a servo valve to make sure that the V-P switching point's accuracy is within ±0.5mm.
How To Verify The Reliability Of Film Insert Molding Products In The Automotive Or Consumer Electronics Industry?
In the automotive and consumer electronics sectors, film-insert molding items have to go through environmental aging, mechanical performance, and adhesion tests to demonstrate their reliability.
If during the verification period there is no delamination, discoloration, or pattern peeling, only then mass production may be started.
Verification Standards of Automotive Interior Parts
The film insert molding products for automotive interior parts must follow the GMW16717 standard rigorously. Products of Type E are subjected to three major tests:
1000 cycles of thermal cycling from -40℃ to 105℃, 1000 hours of aging at 95% RH humidity, and a 5% NaCl solution spray test. Products that pass the three tests are eligible for the automotive supply chain.
Methods of Testing Adhesion and Weather Resistance
- Cross cut Test: After the cross cutting with a grid of 1mm spacing and removal of 3M tape, the peeled film area should be <5% for a 5B grade to be obtained which is considered (qualified).
- QUV Aging Test: Color difference ΔE≤2.0 and gloss retention ≥80% after 1500 hours of 340nm UV irradiation should be maintained to ensure the weather resistance of plastic parts.
What Factors Affect The Quality Of Film Insert Molding When Designing Plastic Components With Complex Structures?
In the development of plastic components with complex structures, the geometric properties of the product play major parts in determining the quality of the film insert molding. Product design must follow DFM (Design for Manufacturing) guidelines strictly to foresee and eliminate process risks, this is the essence of technology deployment.
Design Requirements for Important Geometric Elements:
- Corner radius: ≥0.3mm, otherwise, the film being subjected to deep stretching can cause it to become stressed and crack, resulting in the disposal of film insert molded products.
- Draft angle: It is highly preferable to have ≥1.5° so that the film can be separated from the mold without scratches after molding, thus maintaining the surface accuracy of the plastic parts.
- Pattern areas: Try to avoid the design of these areas which are supporting the main stress such as clips and screw posts so that the assembly stress will not cause the pattern layer to peel off.
The Technical Benefit of Early Design Intervention:
Doing a feasibility study of the film insert molding method before preparing the mold can help in avoiding mold alteration expenses that may arise due to the failure of the film to cover the designated areas. Industry reports indicate that costs of mold changes usually make up 30%-50% of the original investment.
If you are designing complex structural plastic components, contact JS Precision for free DFM design guidance to make your product design more suitable for the film insert molding process.
What Technical Parameters Should Be Considered When Evaluating Film Insert Molding Suppliers?
When it comes to evaluating film insert molding suppliers, the major focus is on their ability to control the process, their quality assurance systems, as well as how effectively their supply chain integrates both plastic molding material and films. The main quality indicators may also act as the fundamental basis for assessment.
Key Quality Indicator Evaluation Standards
| Evaluation Indicator | Acceptance Standard | Core Impact |
| Pattern Color Matching Accuracy | ±0.1mm | Determines the appearance precision of plastic components. |
| Film Curing Layer Thickness | UV curing layer ≥5μm | Ensures surface hardness of 2H or higher, improving scratch resistance. |
| Positioning Pin Gap Accuracy | 0.05-0.15mm | Prevents film wrinkling during film insert molding. |
| Melt Injection Speed Control | ±5mm/s | Prevents ink layer erosion, ensuring pattern integrity. |
| Mold Temperature Control Accuracy | ±2℃ | Ensures stable adhesion between resin and film. |
Besides, it is important to check the film inventory management conditions of the supplier as well: storage temperature 18-25℃, humidity 40%-60%, and also heed the minimum purchase quantity restrictions on the materials to ensure that production schedules are not interrupted by material inventories.
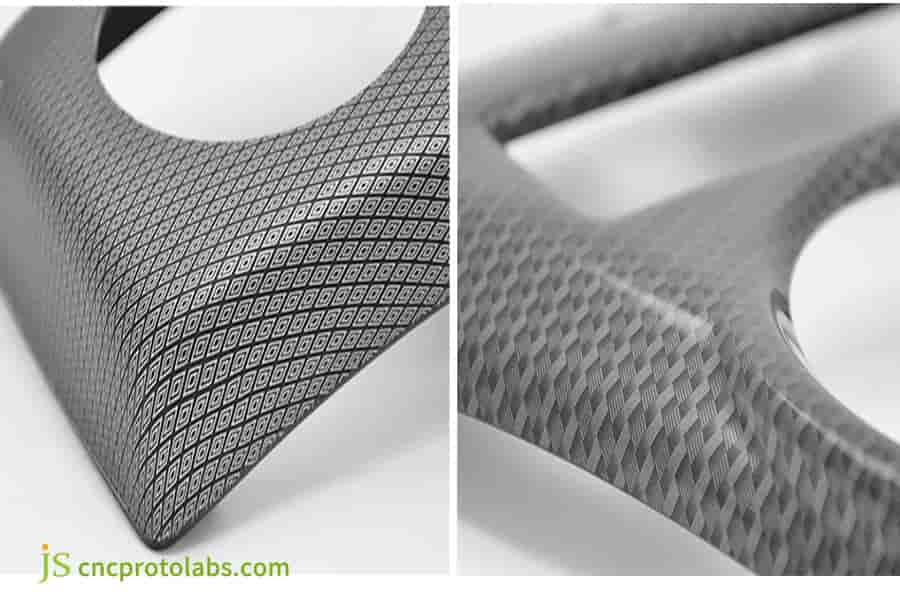
Figure 3: Close-up view of a plastic component manufactured using film insert molding, showcasing a precise geometric texture on a black substrate.
JS Precision Case Study: Solution To The Yellowing Problem Of The Central Control Panel Of a Certain Automotive Brand
Project Background:
A brand of new energy vehicles' center console panels, which were exported to the Middle East, showed yellowing (ΔE>4.5) and peeling patterns after 6 months of delivery, resulting in more than 1200 complaints and a possible recall.
The original supplier used a spray coating + UV curing process however the coating was not able to resist the harsh environment of the Middle East.
Key Challenges:
The surface temperatures in the Middle East can reach up to 70℃ and the annual UV radiation is 2000 KJ/m². OEM wants a life of 5 years even in the extreme condition, the center console panel has several R0.2mm sharp corners, and the film deep stretching ratio is 1:3, so the film insert molding process is very challenging.
Solution
In order to overcome the challenges mentioned above, JS Precision utilizes film insert molding technology to provide a totally different solution:
1. Material selection:
A multilayer composite PMMA/ASA film (0.5mm thick) is combined with a black PC/ABS substrate. The film layer is embedded with 0.5% high concentration UV absorber for better weather resistance.
2. Process optimization:
Through Moldex3D particle tracking analysis, it was found that the original center gate caused the melt front to impact the film functional area at a speed of>100mm/s.
By changing to a side gate and combining it with a three-stage deceleration of 50 → 30 → 20mm/s, the peak shear stress of the melt on the film was reduced by 60%, which is a key process window to eliminate the risk of ink flushing.
3. Verification testing:
The standards of GMW16717 Type E are strictly followed for 1500 hours of QUV aging and 1000 cycles of thermal cycling to ensure the product performance meets the standards.
Final Results
- Third party testing shows that after 1500 hours of QUV aging, the yellowing index ΔE of this scheme is 1.2, and the level of 5B (0% shedding) in the hundred grid test meets the requirements of the host factory.
- There were no yellowing complaints after 24 months of product installation, and JS Precision's supplier rating was changed to A.
- The unit cost went down from $22 to $15 thus the customer was able to save $1.4 million a year.
If your product also faces performance failure issues under extreme environments, contact JS Precision's technical team. Submit your product drawings to receive a customized film-insert molding solution to address your product's reliability concerns.

Figure 4: The interior of a car showing the center console control panel with a large touchscreen and surrounding buttons, likely manufactured using film insert molding.
FAQs
Q1: What is the difference between film insert molding and in mold labeling (IML)?
In mold labeling (IML) is mainly for simple label decoration, using a thin film which serves only one function. On the other hand, film insert molding is a thick film molding process that not only decorates but also provides function, thus giving plastic components double protection and being suitable for high end manufacturing situations.
Q2: Can PP material be used in film insert molding?
It is not advisable to use PP for film insert molding because the adhesion strength of PP to PC/PMMA films is very low (peel strength <1.0 kgf/cm), resulting in easy delamination and failure to meet basic product requirements.
Q3: How to quickly troubleshoot ink washout issues?
The fastest way to troubleshoot ink washout is to investigate if the gate is pointing directly at the film pattern area (a direct melt impact will cause the ink to come off). At the same time, verify if the melt is heated above the film's 120°C heat distortion temperature.
Q4: What temperature range should be used for the film insert molding mold?
Generally, the film insert molding mold temperature is suggested to be within 30-60°C. A temperature that is too low will significantly lead to the occurrence of resin weld lines, lowering mechanical strength. In contrast, an excessively high temperature will make the film thermally deform and cause appearance defects.
Q5: Are film insert molding products capable of meeting the requirements of automotive VOC tests?
Yes, they are. If low VOC plastic molding materials and eco-friendly inks are used, it is possible to comply with the automotive VOC standards VDA278 and TS-BD-003.
Q6: What method is used to test film-to-resin adhesion strength?
According to the ASTM D903 standard, a 180° peel test can be carried out at a peeling speed of 50mm/min. The maximum peel force is then measured with specialized instruments, and this value can be used to evaluate the adhesion strength between the film and resin.
Q7: What is the minimum radius (R) angle for film insert molding?
The minimum radius (R) angle suggested for film insert molding is ≥0. 3mm with the absolute minimum being 0. 2mm. If 0. 2mm is proposed, it is necessary to conduct a mold flow analysis to ensure the film will be stretched sufficiently without breaking during molding.
Q8: How much more the process cycle of surface decoration than ordinary injection molding?
Since it involves placing and aligning the film, the cycle for a single mold of film insert molding can be 5-8 seconds longer than that of regular injection molding. However, by removing the film spraying and screen printing steps, the overall production time is drastically shortened.
Summary
Film insert molding due to its one step molding, lower cost, and better performance not only has changed the traditional surface treatment mode of plastic components, but also has addressed the issues of environmental protection and cost, and at the same time, has improved the product appearance and performance to a higher level.
JS Precision is a professional film insert molding capable provider, offering a one stop service that covers the entire process from material selection and mold designing to process optimization and reliability verification.
If you want to understand the process, or calculate costs, or customize a solution, please get in touch with us and take advantage of our technical team's support.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

