

Folieneinlegeformung Die Technologie entwickelt sich nach und nach zu einem der wichtigsten Werkzeuge zur Lösung der verschiedenen Nachteile der Oberflächenbehandlung von Kunststoffteilen in der Fertigungsindustrie.
Haben Sie beispielsweise Probleme mit Ihren Kunststoffteilen, z. B. eine geringe Lackierleistung und hohe Kosten für die Einhaltung der Umweltvorschriften? Und wenn die Muster auf der Produktoberfläche nach längerem Gebrauch abgenutzt sind, wird dann nicht auch das Markenimage beeinträchtigt?
Die neu entwickelte Insert-Molding-Technik erzeugt nicht nur ein dekoratives und schützendes Kunststoffbauteil durch die Kombination von Funktionsfolie und Substrat in einem Schritt, sondern verändert auch die Branche grundlegend, indem sie eine integrierte Formlösung bereitstellt.
Kernantworttabelle
| Kernabmessungen | Wichtige Informationen |
| Prozessessenz | Beim Folienhinterspritzen werden in einem Schritt ein dünner Film und geschmolzenes Harz geformt, so dass Kunststoffteile gleichzeitig die dekorativen und schützenden Schichten erhalten. |
| Prozessimplementierungssubstrat | Das Substrat besteht aus einer PC/ABS-Legierung (Kunststoffformmaterial) und die Folie besteht aus PMMA (Dicke 0,5 mm) mit einer Haftfestigkeit von 5,0–6,0 kgf/cm. |
| Kernwert | Reduzierte Kosten um 30–50 % im Vergleich zum Sprühen. Ausbeute: über 95 %. Genauigkeit der Musterfarbanpassung: 0,1 mm. Positionierungsstiftabstand: 0,05–0,15 mm. |
| Qualitätsüberprüfung | Automobilqualität: -40℃~105℃ Thermoschock 1000 Zyklen. QUV-Alterung 1500h (ΔE≤2,0). Gitterschnitt-Haftungstest, Klasse 5B. |
Wichtige Erkenntnisse
- Kostenvorteil: Bei einer jährlichen Produktionsmenge von 100.000 Stück belaufen sich die Gesamtkosten auf ca Folieneinlageformen ist 30–50 % günstiger als beim Sprühlackieren.
- Materialabstimmung: Die PC/ABS-Legierung gepaart mit der PMMA-Folie ist in der Lage, die Anforderungen einer Witterungseinwirkung im Freien für einen Zeitraum von 5 Jahren oder länger zu erfüllen.
- Prozesskontrolle: Vor allem in der Einspritzphase wurde eine langsame Geschwindigkeits- und Hochdrucktaktik implementiert, und die Positionierungstoleranz der Folie muss bei ±0,1 mm gehalten werden.
- Zuverlässigkeitsnachweis: Innenteile von Automobilkarosserien sollten 1.500 Stunden QUV-Alterung sowie 1.000 Zyklen von Kalt- und Heißwechseltests überstehen.
Warum diesem Leitfaden vertrauen? Die Expertise von JS Precision im Bereich Folieneinsatzformen
Das Folienhinterspritzen ist eine grundlegende Technik in der Präzisionsfertigung, die nicht nur umfassende technische Kenntnisse erfordert, sondern auch die richtigen Steuerungsfähigkeiten, um die Lieferkette vollständig zu verwalten.
JS Precision ist seit vielen Jahren im Bereich der Umformung und Verarbeitung von Kunststoffkomponenten tätig und verfügt daher selbstverständlich über ein ausgereiftes technisches System sowie eine große Anzahl praktischer Fälle in der Folienhinterspritztechnologie.
Tatsächlich ist es einer der Hauptlieferanten für viele weltweit bekannte Automobil- und Unterhaltungselektronikmarken. Wir verfügen über das Kernwissen des gesamten Film-Insert-Molding-Prozesses und bieten kompetente Lösungen aus einer Hand, von der genauen Abstimmung von Kunststoffformmaterial und Folie bis hin zum Formendesign, der Optimierung der Prozessparameter und der Überprüfung der Produktzuverlässigkeit.
Wir haben nicht nur die Hauptprobleme wie Farbaustausch, mangelnde Witterungsbeständigkeit der Oberfläche und hohe Kosten für mehr als 50 Projekte gelöst, sondern auch eine stabile Projektausbeute von über 98 % erreicht.
Was die Prozessstandards angeht, halten wir uns nicht nur sehr streng an die Spezifikationen des Spritzgussverfahrens, sondern auch Reinraumstandard ISO 14644-1 Deshalb entspricht jeder Schritt des Folienhinterspritzens den Anforderungen der internationalen High-End-Fertigung.
Für luxuriöse und anspruchsvolle Produkte wie Automobil-Innenraumkomponenten und Gehäuse der Unterhaltungselektronik haben wir eine spezielle Testanlage für das Umspritzen von Folien entwickelt, die nicht nur in der Lage ist, die Tests gründlich durchzuführen, sondern auch thermische Zyklen von -40℃ bis 105℃ und eine QUV-Alterung von 1500 Stunden abdeckt.
Darüber hinaus können unsere Testergebnisse nahtlos den Zertifizierungsstandards der Erstausrüster zugeordnet werden.
Wir haben im Nahen Osten eine Vergilbungsbeständigkeit von bis zu 5 Jahren selbst unter extrem hohen Temperaturbedingungen (70 °C) erreicht, indem wir zum ersten Mal die Kombination aus PMMA/ASA-Verbundfolie und PC/ABS-Substrat eingesetzt haben, als wir uns mit dem Vergilbungsproblem der Mittelkonsolenverkleidung einer neuen Energiefahrzeugmarke befassten.
Diese technische Lösung wurde von mehreren Automobilherstellern kopiert.
Die bedeutendste Stärke von JS Precision ist die Fähigkeit , sehr tief in die technischen Aspekte des Folienhinterspritzens einzutauchen und gleichzeitig die Produktionskapazitäten und Kostenanforderungen der Kunden in der Praxis zu berücksichtigen. Wir sind diejenigen, die die Prozessprinzipien genau kennen und wissen, wie man Massenproduktion durchführt.
Wenn Sie auf der Suche nach einer zuverlässigen Folienhinterspritzlösung für die Oberflächenbehandlung von Kunststoffbauteilen sind, wenden Sie sich bitte an unser technisches Team, um einen maßgeschneiderten Prozessbewertungsbericht zu erhalten. Unsere professionellen Ingenieure erläutern die wichtigsten Punkte für die Projektumsetzung.
Was ist der Film-Insert-Molding-Prozess? Wie verändert es das Aussehen und die Funktion von Kunststoffteilen?
Das Einlegeformen ist ein wichtiger Zweig des Kunststoffformens Folienhinterspritzverfahren ist seine fortgeschrittene Anwendung und derzeit das gängige Verfahren zur Oberflächenbehandlung von Kunststoffbauteilen.
Bei diesem Verfahren wird lediglich eine vorgedruckte Funktionsfolie in den Formhohlraum eingelegt und anschließend das geschmolzene Harz eingespritzt, um die Folie und das Harz fest zu verbinden. So erhalten die Kunststoffteile durch das Formen gleichzeitig die dekorative und schützende Schicht, was „Formen + Dekorieren“ in einem Schritt bedeutet.
Einstufiges Formen bedeutet den Ersatz einer Mehrprozessverarbeitung
Beim Folienhinterspritzen handelt es sich um die Kombination von Spritzguss-, Spritz- und Siebdruckverfahren herkömmlicher Kunststoffteile.
Das Ein-Schritt-Spritzgießen verkürzt nicht nur die Herstellungszeit, sondern beseitigt auch Maßabweichungen und Verunreinigungen durch Sekundärprozesse usw. Dadurch wird die Genauigkeit und Gleichmäßigkeit des Erscheinungsbilds von Kunststoffkomponenten erheblich verbessert.
Grundlegende Technik zum Verbinden heterogener Materialien
Das Haupthindernis beim Folienhinterspritzen ist die starke Verbindung verschiedener Materialien . Beispielsweise führt die Diskrepanz zwischen den thermischen Schrumpfungsraten von PC/PMMA-Folien und geschmolzenen Harzen wie ABS häufig dazu, dass die Folie nicht richtig sitzt und Falten wirft.
JS Precision nutzt die Moldex3D-Formflussanalyse , um Verschiebungen vorherzusagen, das Anschnittdesign zu optimieren und den VDA 275voc-Standard einzuhalten, um sicherzustellen, dass Schweißlinien die Funktionsbereiche der Folie nicht beeinträchtigen.
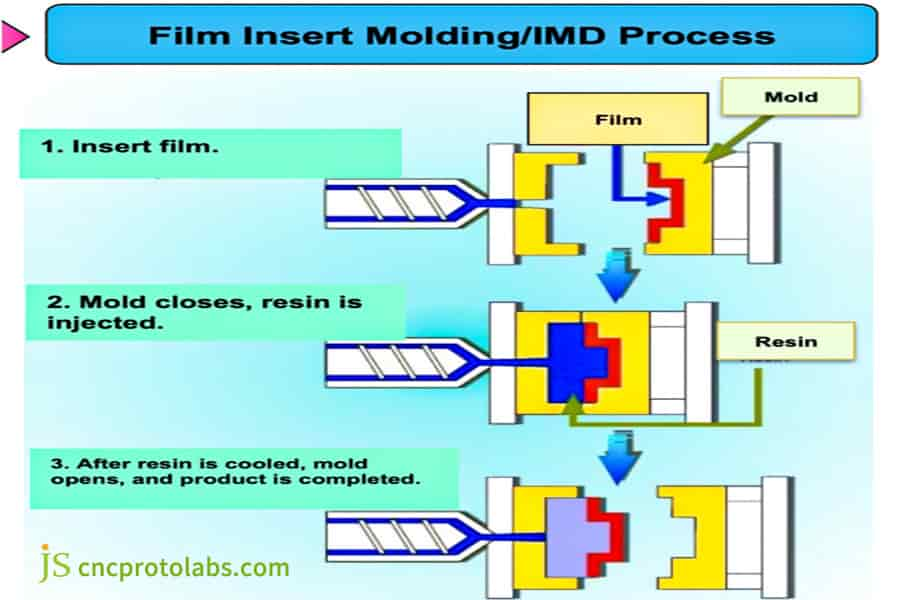
Abbildung 1: Eine Abbildung, die den dreistufigen Film-Insert-Molding-Prozess (IMD) zeigt: Einlegen der Folie, Schließen der Form und Einspritzen von Harz sowie Öffnen der Form, um das fertige Produkt freizugeben.
Sind die Stückkosten beim Folieneinlageformen im Vergleich zum herkömmlichen Spritzen geringer?
Im Maßstab sind die Stückkosten des Folienhinterspritzens geringer als beim herkömmlichen Sprühverfahren und der Unterschied wird mit zunehmender Produktion sogar noch deutlicher.
Beispielsweise hat JS Precision ermittelt, dass der Gesamtaufwand für 100.000 jährlich hergestellte Kunststoffkomponenten 30 bis 50 % geringer ist als bei der herkömmlichen Spritztechnik, was auf einen großen Vorteil für das Auto und das Auto hinweist Unterhaltungselektronikindustrie .
Kostenstrukturvergleichsanalyse
Betrachtet man typische Innenteile von Kraftfahrzeugen, belaufen sich die Gesamtkosten der Spritzlackiermethode auf etwa 11 US-Dollar pro Stück (Spritzguss 3 US-Dollar + Sprühlackierung 5 US-Dollar + Siebdruck 2 US-Dollar + Umweltbehandlung 1 US-Dollar).
Das Folienhinterspritzen, ein einstufiger Formprozess, verursacht direkte Kosten von 6 US-Dollar pro Stück und etwa 8 US-Dollar pro Stück nach der Formamortisation, wodurch fast 30 % der Kosten pro Prozess eingespart werden.
Quantitativer Vergleich versteckter Kosten
Das Folienhinterspritzen hat auch sehr große immaterielle Kostenvorteile:
Die Erfolgsquote liegt bei 95–98 %, viel besser als 85–90 % beim herkömmlichen Spritzlackierverfahren, wodurch Abfall minimiert wird. Außerdem erfordert das Produkt im Gegensatz zum Spritzlackieren keine Investition in Höhe von 1,2 Millionen US-Dollar in VOC-Behandlungsgeräte und keine jährlichen Wartungskosten in Höhe von 200.000 US-Dollar, sodass es sich auf lange Sicht mehr auszahlt.
Wenn Sie die Kostenreduzierung bei der Umstellung Ihrer Produkte auf Filmeinsatzformen genau berechnen möchten, können Sie sich an die Ingenieure von JS Precision wenden und Produktparameter angeben, um einen kostenlosen Kostenberechnungsbericht zu erhalten.
Wie wählt man geeignete Kunststoffformmaterialien und -folien für Produkte aus?
Es ist sehr wichtig, dass Kunststoffformmaterialien und -folien für Produkte zunächst richtig auf die funktionalen Anforderungen eines Produkts abgestimmt sind. Nur so ist eine dichte Verbindung zwischen Folie und Harz gewährleistet .
Der Film ist derjenige, der die Oberflächeneigenschaften verleiht, während das Harz dem Produkt eine feste Struktur verleiht, deshalb erst dann Film-Insert-Molding-Technologie kann richtig gemacht werden.
Standards für die Abstimmung von Film und Harz:
Die Haftfestigkeit des Films am Harz hängt von deren chemischer Verträglichkeit ab. PC/ABS-Legierung und PMMA-Folie sind die häufigste Kombination für das Folienhinterspritzen.
Von JS Precision durchgeführte Tests haben gezeigt, dass die Schälfestigkeit einer solchen Materialpaarung etwa 5,0–6,0 kgf/cm beträgt, was stark genug ist, um mehr als 5 Jahre für Autoinnenteile zu halten , und auch eine der ersten Wahlen für Gehäuse von Unterhaltungselektronik ist.
| Gängige Materialkombinationen | Haftfestigkeit (kgf/cm) | Anwendbare Szenarien | Oberflächenhärte | UV-Beständigkeitsbewertung |
| PC/ABS+PMMA | 5,0-6,0 | Automobil-Innenteile, Gehäuse für Unterhaltungselektronik | 2H oder höher | UV340nm 1500h |
| ABS+PC+PC-Folie | 4,5-5,0 | Haushaltsgeräteplatten, allgemeine elektronische Komponenten | 1H oder höher | UV340nm 1000h |
| PP+PE-Folie | <1,0 | Einfache Dinge des täglichen Bedarfs | HB-Klasse | UV340nm 500h |
| PC+PC-Folie | 5,5-6,5 | Hochwertige optische Komponenten | 3H oder höher | UV340nm 2000h |
Fehlerfälle aufgrund falscher Materialauswahl
Eine falsche Materialauswahl kann zum Versagen von Folienhinterspritzprodukten führen:
- Harzschmelztemperaturen von 280 °C oder mehr schädigen die Filmdruckschicht, was dazu führt, dass das Muster unscharf wird und verblasst.
- Herkömmliche Folien ohne UV-Schutz für Automobilaußenteile weisen nach Einwirkung von 1500 KJ/m UV-Strahlung einen Vergilbungsindex ΔE>3,0 auf, der nicht den Industriestandards entspricht.
Welche Materialkombination in der Tabelle entspricht dem Anwendungsszenario Ihres Produkts? Reichen Sie Ihre Leistungs- und Wetterbeständigkeitsanforderungen ein, um eine kostenlose Materialfilmauswahl und einen Vorbewertungsbericht zur Zuverlässigkeit zu erhalten.

Abbildung 2: Verschiedene farbige Kunststoffpellets, die in einem kreisförmigen Muster angeordnet sind und verschiedene Materialoptionen darstellen, die für Formprozesse zur Verfügung stehen.
Was sind die häufigsten Prozessfehler in der Film-Insert-Molding-Technologie? Wie kann man es lösen?
Die häufigsten Mängel beim Folienhinterspritzen sind Faltenbildung in der Folie und das Auswaschen der Tinte. Eine Hauptursache ist, dass die Scherkraft der Schmelze höher ist als die mechanische Grenze des Films. Der Fehler könnte durch eine sehr genaue Steuerung der Formpräzision und der Einspritzparameter reduziert werden, die die beiden Hauptfaktoren sind, die die Ausbeute beeinflussen.
Ursachen und Bekämpfung von Filmfalten
Filmfalten sind auf einen Mangel zurückzuführen Präzision der Formpositionierung . Wenn der Abstand zwischen den Positionierungsstiften mehr als 0,15 mm beträgt, verschiebt sich die Folie leicht und bildet aufgrund des hohen Schmelzdrucks Falten .
JS Precision kontrolliert den Spalt genau auf 0,05–0,15 mm und installiert außerdem die Filmadsorptionsvorrichtung, um das Filmhinterspritzen mit stabiler Filmposition durchzuführen.
Prozess-Gegenmaßnahmen gegen Auswaschen der Tinte
Das Auswaschen der Tinte erfolgt aufgrund des Aufpralls der Schmelze mit hoher Geschwindigkeit auf die gedruckte Schicht. JS Precision löst das Problem durch eine Injektionsmethode mit niedriger Geschwindigkeit und hohem Druck:
Die Geschwindigkeit während der ersten Stufe beträgt 30–50 mm/s, und die Füllphase wird erst eingeleitet, nachdem die Schmelzfront den Folienfunktionsbereich passiert hat. Am besten verwenden Sie eine Formmaschine mit einem Servoventil, um sicherzustellen, dass die Genauigkeit des VP-Schaltpunkts innerhalb von ±0,5 mm liegt.
Wie kann die Zuverlässigkeit von Film-Insert-Molding-Produkten in der Automobil- oder Unterhaltungselektronikindustrie überprüft werden?
In der Automobil- und Unterhaltungselektronikbranche müssen Folieneinlageformteile Umweltalterungs-, mechanische Leistungs- und Haftungstests durchlaufen, um ihre Zuverlässigkeit nachzuweisen.
Wenn während des Überprüfungszeitraums keine Delamination, Verfärbung oder Musterablösung auftritt, kann nur dann mit der Massenproduktion begonnen werden.
Verifizierungsstandards für Kfz-Innenteile
Die Folien-Insert-Molding-Produkte für Automobil-Innenteile müssen den folgenden Anforderungen entsprechen GMW16717-Standard rigoros. Produkte des Typs E werden drei Haupttests unterzogen:
1000 Zyklen Temperaturwechsel von -40 °C bis 105 °C, 1000 Stunden Alterung bei 95 % relativer Luftfeuchtigkeit und ein Sprühtest mit 5 %iger NaCl-Lösung . Produkte, die die drei Tests bestehen, kommen für die Automobilzulieferkette in Frage.
Methoden zur Prüfung von Haftung und Witterungsbeständigkeit
- Gitterschnitttest: Nach dem Kreuzschneiden mit einem Raster von 1 mm Abstand und dem Entfernen des 3M-Klebebands sollte die abgezogene Folienfläche <5 % betragen, damit eine als (qualifiziert) geltende 5B-Qualität erhalten wird.
- QUV-Alterungstest: Farbunterschied ΔE≤2,0 und Glanzerhaltung ≥80 % nach 1500 Stunden 340-nm-UV-Bestrahlung sollten beibehalten werden, um die Wetterbeständigkeit von Kunststoffteilen sicherzustellen.
Welche Faktoren beeinflussen die Qualität des Folienumspritzens bei der Gestaltung von Kunststoffbauteilen mit komplexen Strukturen?
Bei der Entwicklung von Kunststoffbauteilen mit komplexen Strukturen spielen die geometrischen Eigenschaften des Produkts eine entscheidende Rolle für die Qualität des Folienhinterspritzens. Das Produktdesign muss sich strikt an die DFM-Richtlinien (Design for Manufacturing) halten , um Prozessrisiken vorherzusehen und zu eliminieren. Dies ist die Essenz des Technologieeinsatzes.
Designanforderungen für wichtige geometrische Elemente:
- Eckenradius: ≥ 0,3 mm, andernfalls kann die Folie bei starker Dehnung zu Spannungen und Rissen führen, was zur Entsorgung von mit Folien umspritzten Produkten führt.
- Formschräge: Besonders bevorzugt ist ein Wert von ≥1,5°, damit die Folie nach dem Formen ohne Kratzer von der Form getrennt werden kann und so die Oberflächengenauigkeit der Kunststoffteile erhalten bleibt.
- Musterbereiche: Versuchen Sie, die Gestaltung dieser Bereiche zu vermeiden, die der Hauptbelastung ausgesetzt sind, z. B. Klammern und Schraubpfosten, damit die Montagebelastung nicht dazu führt, dass sich die Musterschicht ablöst.
Der technische Nutzen einer frühen Designintervention:
Die Durchführung einer Machbarkeitsstudie zum Folienhinterspritzverfahren vor der Vorbereitung der Form kann dazu beitragen, Kosten für Formänderungen zu vermeiden, die dadurch entstehen können, dass die Folie die vorgesehenen Bereiche nicht abdeckt. Branchenberichten zufolge machen die Kosten für Formwechsel in der Regel 30–50 % der ursprünglichen Investition aus.
Wenn Sie komplexe Strukturen entwerfen Kunststoffteile Kontaktieren Sie JS Precision für eine kostenlose DFM-Designberatung, um Ihr Produktdesign besser für den Film-Insert-Molding-Prozess geeignet zu machen.
Welche technischen Parameter sollten bei der Bewertung von Lieferanten für Folienumspritzung berücksichtigt werden?
Bei der Bewertung von Lieferanten für das Folienhinterspritzen liegt das Hauptaugenmerk auf deren Fähigkeit, den Prozess zu kontrollieren, auf ihren Qualitätssicherungssystemen und darauf, wie effektiv ihre Lieferkette sowohl Kunststoffformmaterial als auch Folien integriert. Die wichtigsten Qualitätsindikatoren können auch als grundlegende Bewertungsgrundlage dienen.
Standards zur Bewertung wichtiger Qualitätsindikatoren
| Bewertungsindikator | Akzeptanzstandard | Kernwirkung |
| Genauigkeit der Musterfarbanpassung | ±0,1 mm | Bestimmt die Erscheinungsbildpräzision von Kunststoffkomponenten. |
| Schichtdicke der aushärtenden Folie | UV-härtende Schicht ≥5μm | Gewährleistet eine Oberflächenhärte von 2H oder höher und verbessert so die Kratzfestigkeit. |
| Genauigkeit des Positionierungsstiftabstands | 0,05–0,15 mm | Verhindert Faltenbildung der Folie beim Hinterspritzen der Folie. |
| Steuerung der Schmelzeinspritzgeschwindigkeit | ±5mm/s | Verhindert die Erosion der Tintenschicht und gewährleistet so die Musterintegrität. |
| Genauigkeit der Formtemperaturregelung | ±2℃ | Sorgt für eine stabile Haftung zwischen Harz und Folie. |
Darüber hinaus ist es wichtig, auch die Bedingungen für die Verwaltung des Filmbestands des Lieferanten zu überprüfen: Lagertemperatur 18–25 °C, Luftfeuchtigkeit 40–60 %. Außerdem müssen die Mindestabnahmemengenbeschränkungen für die Materialien beachtet werden, um sicherzustellen, dass die Produktionspläne nicht durch Materialbestände unterbrochen werden.
Abbildung 3: Nahaufnahme eines Kunststoffbauteils, das im Film-Insert-Molding-Verfahren hergestellt wurde und eine präzise geometrische Textur auf einem schwarzen Substrat zeigt.
JS Precision-Fallstudie: Lösung für das Vergilbungsproblem des zentralen Bedienfelds einer bestimmten Automobilmarke
Projekthintergrund:
Die Mittelkonsolenverkleidungen einer Marke von New-Energy-Fahrzeugen, die in den Nahen Osten exportiert wurden, zeigten nach 6 Monaten nach der Lieferung Vergilbungen (ΔE>4,5) und Abblätterungen, was zu mehr als 1200 Beschwerden und einem möglichen Rückruf führte.
Der ursprüngliche Lieferant verwendete ein Sprühbeschichtungs- und UV-Härtungsverfahren, die Beschichtung war jedoch nicht in der Lage, der rauen Umgebung im Nahen Osten standzuhalten.
Wichtigste Herausforderungen:
Die Oberflächentemperaturen im Nahen Osten können bis zu 70℃ erreichen und die jährliche UV-Strahlung beträgt 2000 KJ/m². Der OEM strebt eine Lebensdauer von 5 Jahren selbst unter extremen Bedingungen an. Die Mittelkonsolenverkleidung weist mehrere scharfe Ecken von R0,2 mm auf und das Folientiefstreckverhältnis beträgt 1:3, sodass der Folienumspritzungsprozess sehr anspruchsvoll ist.
Lösung
Um die oben genannten Herausforderungen zu meistern, JS Präzision nutzt die Film-Insert-Molding-Technologie, um eine völlig andere Lösung zu bieten:
1. Materialauswahl:
Eine mehrschichtige PMMA/ASA-Verbundfolie (0,5 mm dick) wird mit einem schwarzen PC/ABS-Substrat kombiniert. Für eine bessere Witterungsbeständigkeit ist die Folienschicht mit 0,5 % hochkonzentriertem UV-Absorber eingebettet.
2. Prozessoptimierung:
Durch die Partikelverfolgungsanalyse von Moldex3D wurde festgestellt, dass der ursprüngliche Mittelanschnitt dazu führte, dass die Schmelzfront mit einer Geschwindigkeit von >100 mm/s auf den Funktionsbereich der Folie traf.
Durch den Wechsel zu einem Seitenanschnitt und die Kombination mit einer dreistufigen Verzögerung von 50 → 30 → 20 mm/s wurde die Spitzenscherspannung der Schmelze auf der Folie um 60 % reduziert, was ein wichtiges Prozessfenster zur Eliminierung des Risikos einer Tintenspülung darstellt.
3. Verifizierungstests:
Die Standards von GMW16717 Typ E werden für 1500 Stunden QUV-Alterung und 1000 Zyklen thermischer Wechsel strikt eingehalten, um sicherzustellen, dass die Produktleistung den Standards entspricht.
Endgültige Ergebnisse
- Tests durch Dritte zeigen, dass nach 1500 Stunden QUV-Alterung der Vergilbungsindex ΔE dieses Schemas 1,2 beträgt und der Wert von 5B (0 % Haarausfall) im Hundert-Gitter-Test den Anforderungen der Host-Fabrik entspricht.
- Nach 24 Monaten Produktinstallation gab es keine Beschwerden über Vergilbung und die Lieferantenbewertung von JS Precision wurde auf A geändert.
- Die Stückkosten sanken von 22 auf 15 US-Dollar, sodass der Kunde 1,4 Millionen US-Dollar pro Jahr einsparen konnte.
Wenn bei Ihrem Produkt auch unter extremen Umgebungsbedingungen Leistungsausfälle auftreten, wenden Sie sich an das technische Team von JS Precision. Reichen Sie Ihre Produktzeichnungen ein, um eine maßgeschneiderte Folien-Insert-Molding-Lösung zu erhalten, die den Zuverlässigkeitsproblemen Ihres Produkts gerecht wird.

Abbildung 4: Der Innenraum eines Autos zeigt das Bedienfeld der Mittelkonsole mit einem großen Touchscreen und umliegenden Tasten, wahrscheinlich hergestellt durch Folienhinterspritzen.
FAQs
F1: Was ist der Unterschied zwischen Folienhinterspritzen und In-Mold-Labeling (IML)?
Beim In-Mold-Labeling (IML) handelt es sich hauptsächlich um eine einfache Etikettendekoration, bei der ein dünner Film verwendet wird, der nur eine Funktion erfüllt. Beim Film-Insert-Molding hingegen handelt es sich um ein Dickschicht-Formverfahren, das nicht nur dekoriert, sondern auch Funktion bietet , wodurch Kunststoffkomponenten doppelten Schutz bietet und für anspruchsvolle Fertigungssituationen geeignet ist.
F2: Kann PP-Material beim Folienhinterspritzen verwendet werden?
Es wird nicht empfohlen, PP für das Hinterspritzen von Folien zu verwenden, da die Haftfestigkeit von PP an PC/PMMA-Folien sehr gering ist (Schälfestigkeit <1,0 kgf/cm), was zu einer leichten Delaminierung führt und die grundlegenden Produktanforderungen nicht erfüllt.
F3: Wie lassen sich Probleme mit dem Auswaschen der Tinte schnell beheben?
Der schnellste Weg, das Auswaschen der Tinte zu beheben, besteht darin, zu untersuchen, ob der Anschnitt direkt auf den Filmmusterbereich zeigt (ein direkter Aufprall der Schmelze führt zum Ablösen der Tinte). Überprüfen Sie gleichzeitig, ob die Schmelze über die Wärmeverformungstemperatur der Folie von 120 °C erhitzt wird.
F4: Welcher Temperaturbereich sollte für die Folieneinlegeform verwendet werden?
Im Allgemeinen wird empfohlen, dass die Temperatur der Folienhinterspritzform zwischen 30 und 60 °C liegt. Eine zu niedrige Temperatur führt erheblich zur Bildung von Harzbindenähten und verringert die mechanische Festigkeit. Im Gegensatz dazu führt eine zu hohe Temperatur zu einer thermischen Verformung der Folie und zu optischen Mängeln.
F5: Sind Folienhinterspritzprodukte in der Lage, die Anforderungen der VOC-Tests für die Automobilindustrie zu erfüllen?
Ja, sie sind. Wenn VOC-arme Kunststoffformmaterialien und umweltfreundliche Tinten verwendet werden, ist es möglich, die Automobil-VOC-Standards VDA278 und TS-BD-003 einzuhalten.
F6: Welche Methode wird verwendet, um die Haftfestigkeit zwischen Film und Harz zu testen?
Gemäß der Norm ASTM D903 kann ein 180°-Schältest mit einer Schälgeschwindigkeit von 50 mm/min durchgeführt werden. Die maximale Schälkraft wird dann mit speziellen Instrumenten gemessen und dieser Wert kann zur Beurteilung der Haftfestigkeit zwischen Folie und Harz verwendet werden.
F7: Was ist der Mindestradiuswinkel (R) für das Folieneinlegespritzen?
Der für das Folienhinterspritzen empfohlene Mindestradiuswinkel (R) beträgt ≥0. 3 mm , wobei das absolute Minimum 0,2 mm beträgt. Wenn 0,2 mm vorgeschlagen werden, muss eine Formflussanalyse durchgeführt werden, um sicherzustellen, dass die Folie ausreichend gedehnt wird, ohne beim Formen zu brechen.
F8: Wie viel länger ist der Prozesszyklus der Oberflächendekoration als beim herkömmlichen Spritzguss?
Da dabei die Folie platziert und ausgerichtet werden muss, kann der Zyklus für eine einzelne Form des Folien-Hinterspritzens 5–8 Sekunden länger sein als der von normales Spritzgießen . Durch den Wegfall der Foliensprüh- und Siebdruckschritte wird die Gesamtproduktionszeit jedoch drastisch verkürzt.
Zusammenfassung
Das Folienhinterspritzen hat aufgrund seines einstufigen Formens, der geringeren Kosten und der besseren Leistung nicht nur die herkömmliche Art der Oberflächenbehandlung von Kunststoffkomponenten verändert, sondern auch die Probleme des Umweltschutzes und der Kosten angegangen und gleichzeitig das Erscheinungsbild und die Leistung des Produkts auf ein höheres Niveau gebracht.
JS Precision ist ein professioneller Anbieter für Folieneinsatzspritzen und bietet einen Service aus einer Hand, der den gesamten Prozess von der Materialauswahl und dem Formenbau bis hin zur Prozessoptimierung und Zuverlässigkeitsüberprüfung abdeckt .
Wenn Sie den Prozess verstehen, Kosten berechnen oder eine Lösung individuell anpassen möchten, Bitte nehmen Sie Kontakt mit uns auf und nutzen Sie die Unterstützung unseres technischen Teams.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

