

Формовка вставки из пленки Технология постепенно становится одним из основных инструментов решения различных недостатков обработки поверхности пластиковых деталей в обрабатывающей промышленности.
Например, у вас возникли проблемы с пластиковыми деталями, такие как низкий срок окраски и высокие расходы на соблюдение экологических требований? Более того, когда узоры на поверхности изделия изнашиваются после длительного использования, не страдает ли имидж бренда?
Недавно разработанная технология формования вставок не только позволяет производить декоративные и защитные пластиковые детали путем объединения функциональной пленки с подложкой за один этап, но и фундаментально меняет отрасль , предоставляя комплексное решение для формования.
Основная таблица ответов
| Основные размеры | Ключевая информация |
| Сущность процесса | За один этап формования вставок из пленки формируется тонкая пленка и расплавленная смола, так что пластиковые детали получают одновременно декоративный и защитный слои. |
| Субстрат для реализации процесса | Подложка изготовлена из сплава ПК/АБС (пластмассовый формовочный материал), пленка – из ПММА (толщина 0,5 мм), с прочностью сцепления 5,0-6,0 кгс/см. |
| Основная ценность | Снижение затрат на 30–50 % по сравнению с распылением. Выход: более 95%. Точность соответствия цвета узора: 0,1 мм. Зазор позиционирующего штифта: 0,05-0,15 мм. |
| Проверка качества | Автомобильная классификация: термический удар -40℃~105℃, 1000 циклов. QUV-старение 1500 часов (ΔE≤2,0). Тест на адгезию при поперечном разрезе, класс 5В. |
Ключевые выводы
- Преимущество в затратах: учитывая годовой объем производства в 100 000 штук, общие затраты формовка с пленкой-вкладышем будет на 30%-50% меньше, чем окраска распылением.
- Соответствие материалов: сплав ПК/АБС в сочетании с пленкой ПММА способен выдерживать воздействие атмосферных воздействий на открытом воздухе в течение 5 и более лет.
- Управление процессом: в основном на этапе впрыска применяется тактика медленной скорости и высокого давления, а допуск на позиционирование пленки должен поддерживаться на уровне ± 0,1 мм.
- Проверка надежности: внутренние детали автомобильных кузовов должны выдерживать 1500 часов QUV-старения, а также 1000 циклов холодных и горячих циклических испытаний.
Почему стоит доверять этому руководству? Опыт JS Precision в области формования вставок пленки
Формование вставок из пленки — это фундаментальный метод точного производства, который действительно требует не только глубоких знаний инженерной стороны, но и правильных возможностей контроля для полного управления цепочкой поставок.
JS Precision уже много лет работает в области формования и обработки пластиковых компонентов, поэтому, естественно, у нее есть полностью развитая техническая система, а также большое количество практических примеров в технологии формования вставок пленки.
Фактически, это один из основных поставщиков многих всемирно известных брендов автомобилей и бытовой электроники. Мы получили основные ноу-хау всего процесса формования вставок пленки, предлагая универсальные квалифицированные решения от точного подбора пластикового формовочного материала и пленки до проектирования формы, оптимизации параметров процесса и проверки надежности продукта.
Мы не только решили основные проблемы, такие как замена краски, отсутствие устойчивости поверхности к атмосферным воздействиям и высокие затраты, для более чем 50 проектов, но также достигли стабильной доходности проектов более 98%.
Что касается технологических стандартов, мы не только очень строго следуем спецификациям процесса литья под давлением, но и Стандарт чистых помещений ISO 14644-1 , именно поэтому каждый этап формования вставок пленки соответствует требованиям международного высокотехнологичного производства.
Для роскошных и сложных продуктов, таких как внутренние компоненты автомобилей и корпуса бытовой электроники, мы разработали специализированную испытательную установку для формования пленочных вставок , способную не только тщательно выполнять тесты, но также выдерживать термоциклирование -40 ℃ ~ 105 ℃ и старение QUV в течение 1500 часов.
Более того, результаты наших испытаний можно легко сопоставить со стандартами сертификации производителей оригинального оборудования.
Мы добились устойчивости к пожелтению на срок до 5 лет даже в условиях чрезвычайно высоких температур (70 ℃) на Ближнем Востоке, впервые используя комбинацию композитной пленки PMMA/ASA и подложки PC/ABS при решении проблемы пожелтения панели центральной консоли нового бренда энергетических автомобилей.
Это техническое решение было скопировано многими производителями автомобилей.
Самым значительным преимуществом JS Precision является способность очень глубоко вникать в технические аспекты формования вставок пленки, при этом учитывая производственные возможности клиентов и требования к затратам в реальной жизни. Мы - те, кто досконально знает принципы процесса, а также то, как организовать массовое производство.
Если вы ищете надежное решение для формования пленочных вставок для обработки поверхности пластиковых компонентов, свяжитесь с нашей технической командой, чтобы получить индивидуальный отчет об оценке процесса. Наши профессиональные инженеры разберут ключевые моменты реализации проекта.
Что такое процесс формования вставки пленки? Как это меняет внешний вид и функциональность пластиковых деталей?
Литье вставок является важной отраслью литья пластмасс. процесс формования вставки пленки Это его передовое применение и в настоящее время основной процесс обработки поверхности пластиковых компонентов.
Процесс заключается в простом помещении предварительно напечатанной функциональной пленки в полость формы, а затем впрыскивании расплавленной смолы для плотного соединения пленки и смолы. Таким образом, пластиковые детали получают от формовки одновременно и декоративный, и защитный слои, что означает «формовка + декорирование» в один этап.
Одноэтапное формование означает замену многопроцессной обработки.
Формование вставок из пленки представляет собой сочетание процессов литья под давлением, напыления и трафаретной печати обычных пластиковых деталей.
Одноэтапное литье под давлением не только сокращает время производства, но также позволяет избавиться от отклонений размеров, загрязнений в результате вторичных процессов и т. д. В результате это значительно повышает точность внешнего вида и однородность пластиковых компонентов.
Основная техника склеивания разнородных материалов
Основным препятствием при формовании пленочных вкладышей является прочное соединение различных материалов . Например, несоответствие скоростей термической усадки пленки ПК/ПММА и расплавленных смол, таких как АБС, часто приводит к тому, что пленка становится неуместной и сморщивается.
JS Precision использует анализ текучести пресс-формы Moldex3D для прогнозирования смещения, оптимизации конструкции ворот и соблюдения стандарта VDA 275voc, чтобы гарантировать, что линии сварки не влияют на функциональные области пленки.
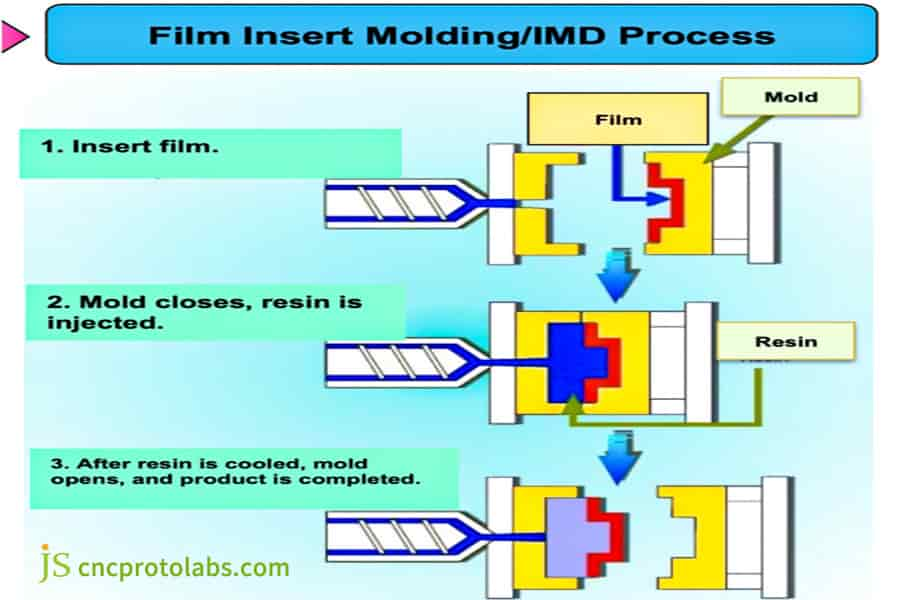
Рисунок 1: Иллюстрация, показывающая трехэтапный процесс формования вставки пленки (IMD): вставка пленки, закрытие формы и впрыск смолы, а также открытие формы для высвобождения готового продукта.
Снижается ли стоимость изготовления одной детали вставки пленки по сравнению с традиционным напылением?
В масштабе себестоимость единицы продукции при формовании вставок из пленки меньше, чем при традиционном методе напыления, и разница становится еще более существенной при увеличении производства.
Например, компания JS Precision установила, что общие затраты на производство 100 000 пластиковых компонентов в год на 30–50 % меньше, чем при использовании традиционной техники распыления, что указывает на большую выгоду для автомобиля и промышленность бытовой электроники .
Сравнительный анализ структуры затрат
Если рассматривать типичные детали салона автомобиля, общая стоимость метода окраски распылением составляет около 11 долларов США за штуку (литье под давлением 3 доллара + окраска распылением 5 долларов + трафаретная печать 2 доллара + обработка окружающей среды 1 доллар).
Формование вставки пленки, которое представляет собой одноэтапный процесс формования, имеет прямые затраты в размере 6 долларов США за штуку и примерно 8 долларов США за штуку после амортизации формы, что позволяет сэкономить почти 30% затрат на каждый процесс.
Количественное сравнение скрытых затрат
Формование вставок из пленки также имеет очень большие нематериальные преимущества с точки зрения затрат:
Его показатель успеха составляет 95%-98%, что намного лучше, чем 85%-90% традиционного процесса окраски распылением, что позволяет свести к минимуму отходы, а также, в отличие от окраски распылением, продукт не требует инвестиций в размере 1,2 миллиона долларов США в оборудование для очистки от ЛОС и 200 000 долларов США на ежегодные затраты на техническое обслуживание, поэтому в долгосрочной перспективе он окупается больше.
Если вы хотите точно рассчитать снижение затрат при переходе вашей продукции на формование с пленочной вставкой, вы можете связаться с инженерами JS Precision и предоставить параметры продукта, чтобы получить бесплатный отчет о расчете стоимости.
Как выбрать подходящие пластиковые формовочные материалы и пленки для изделий?
Очень важно, чтобы пластиковый формовочный материал и пленки для изделий в первую очередь были правильно согласованы с функциональными требованиями изделия. Это единственный способ гарантировать прочное соединение пленки и смолы.
Пленка придает поверхности характеристики, а смола придает изделию прочную структуру, поэтому только тогда технология формования вставки из пленки можно сделать правильно.
Стандарты соответствия пленки и смолы:
Прочность сцепления пленки со смолой зависит от их химической совместимости. Сплав ПК/АБС и пленка ПММА представляют собой очень распространенную комбинацию для формования вставок пленки.
Испытания, проведенные JS Precision, показали, что прочность на отслаивание такой пары материалов составляет около 5,0-6,0 кгс/см, что достаточно, чтобы прослужить более 5 лет для автомобильных внутренних деталей, а также является одним из лучших вариантов для корпусов бытовой электроники.
| Распространенные комбинации материалов | Прочность сцепления (кгс/см) | Применимые сценарии | Твердость поверхности | Рейтинг устойчивости к ультрафиолетовому излучению |
| ПК/АБС+ПММА | 5,0-6,0 | Детали интерьера автомобилей, корпуса бытовой электроники | 2H или выше | УФ340нм 1500ч |
| АБС+ПК+ПК пленка | 4,5-5,0 | Панели бытовой техники, общие электронные компоненты | 1 час или выше | УФ340нм 1000ч |
| ПП+ПЭ пленка | <1,0 | Простые ежедневные потребности | класс HB | УФ340нм 500ч |
| ПК+ПК пленка | 5,5-6,5 | Высококачественные оптические компоненты | 3 часа или выше | УФ340нм 2000ч |
Случаи отказа из-за неправильного выбора материала
Неправильный выбор материала может привести к выходу из строя формовочных изделий из пленочной вставки:
- Температура плавления смолы 280°C или выше повредит печатный слой пленки, в результате чего рисунок станет размытым и блеклым.
- Обычные пленки без УФ-защиты для наружных деталей автомобилей после воздействия УФ-излучения мощностью 1500 кДж/м имеют индекс пожелтения ΔE>3,0, что не соответствует отраслевым стандартам.
Какая комбинация материалов в таблице соответствует сценарию применения вашего продукта? Отправьте свои требования к характеристикам и устойчивости к атмосферным воздействиям, чтобы получить бесплатный отчет о выборе пленки материала и предварительной оценке надежности.

Рисунок 2. Пластиковые гранулы разного цвета, расположенные по кругу, представляют собой различные варианты материалов, доступных для процессов формования.
Каковы наиболее распространенные технологические дефекты в технологии формования вставок пленки? Как это решить?
Обычными дефектами формования вставок пленки чаще всего являются сморщивание пленки и вымывание краски. Основная причина заключается в том, что сила сдвига расплава превышает механический предел пленки. Дефект можно уменьшить за счет очень точного контроля точности пресс-формы и параметров впрыска, которые являются двумя основными факторами, влияющими на производительность.
Причины и борьба с морщинами пленки
Морщины на пленке возникают из-за недостатка точность позиционирования пресс-формы . Когда зазор между позиционирующими штифтами превышает 0,15 мм, пленка легко смещается и мнется из-за расплава под высоким давлением.
JS Precision жестко контролирует зазор до 0,05-0,15 мм, а также устанавливает устройство адсорбции пленки для выполнения формования вставки пленки со стабильным положением пленки.
Технологические меры противодействия вымыванию чернил
Вымывание краски происходит из-за воздействия высокой скорости расплава на печатный слой. JS Precision решает эту проблему с помощью метода впрыска на низкой скорости и под высоким давлением:
Скорость на первом этапе составляет 30-50 мм/с, а этап наполнения начинается только после того, как фронт расплава пройдет функциональную область пленки. Лучше всего использовать формовочную машину с сервоклапаном, чтобы убедиться, что точность точки переключения VP находится в пределах ± 0,5 мм.
Как проверить надежность изделий для формования пленочных вставок в автомобильной или бытовой электронике?
В секторах автомобилестроения и бытовой электроники формовочные изделия с пленочными вставками должны пройти испытания на старение в условиях окружающей среды, механические характеристики и испытания на адгезию, чтобы продемонстрировать свою надежность.
Если в течение периода проверки не будет обнаружено расслоений, обесцвечивания или отслаивания рисунка , только тогда можно приступать к серийному производству.
Стандарты проверки автомобильных внутренних частей
Изделия для формования пленочных вставок для деталей салона автомобиля должны соответствовать Стандарт GMW16717 строго. Изделия типа Е подвергаются трем основным испытаниям:
1000 циклов термоциклирования от -40 ℃ до 105 ℃, 1000 часов старения при относительной влажности 95 % и испытание на распыление 5 % раствора NaCl . Продукты, прошедшие три теста, имеют право на поставку в автомобильную цепочку поставок.
Методы испытания адгезии и устойчивости к атмосферным воздействиям
- Испытание на поперечный разрез: После поперечного разреза сеткой с шагом 1 мм и удаления ленты 3М площадь отслоенной пленки должна составлять <5%, чтобы получить класс 5B, который считается (квалифицированным).
- Испытание на старение QUV: разница цвета ΔE≤2,0 и сохранение блеска ≥80% после 1500 часов УФ-облучения с длиной волны 340 нм должны поддерживаться, чтобы обеспечить устойчивость пластиковых деталей к атмосферным воздействиям.
Какие факторы влияют на качество формования пленочных вставок при проектировании пластиковых компонентов сложной структуры?
При разработке пластиковых компонентов сложной структуры геометрические свойства продукта играют важную роль в определении качества формования вставки из пленки. При проектировании продукта необходимо строго следовать рекомендациям DFM (Проектирование для производства) , чтобы предвидеть и устранять технологические риски. В этом суть внедрения технологий.
Требования к проектированию важных геометрических элементов:
- Угловой радиус: ≥0,3 мм, в противном случае пленка, подвергающаяся глубокому растяжению, может привести к напряжению и растрескиванию, что приведет к утилизации формованных изделий с пленочной вставкой.
- Угол уклона: крайне желательно иметь угол ≥1,5°, чтобы после формования пленку можно было отделить от формы без царапин , сохраняя тем самым точность поверхности пластиковых деталей.
- Области узора: старайтесь избегать проектирования этих областей, на которые приходится основная нагрузка, таких как зажимы и винтовые стойки, чтобы напряжение при сборке не приводило к отслаиванию слоя узора.
Техническая выгода раннего вмешательства в проектирование:
Проведение технико-экономического обоснования метода формования вставки из пленки перед подготовкой формы может помочь избежать затрат на изменение формы, которые могут возникнуть из-за того, что пленка не покрывает определенные области. Отраслевые отчеты показывают, что затраты на замену пресс-форм обычно составляют 30–50 % первоначальных инвестиций.
Если вы проектируете сложную конструкцию пластиковые компоненты , свяжитесь с JS Precision, чтобы получить бесплатное руководство по проектированию DFM, чтобы сделать дизайн вашего продукта более подходящим для процесса формования вставок пленки.
Какие технические параметры следует учитывать при оценке поставщиков формовочных вкладышей для пленки?
Когда дело доходит до оценки поставщиков формовочных вставок для пленки, основное внимание уделяется их способности контролировать процесс, их системам обеспечения качества, а также тому, насколько эффективно их цепочка поставок объединяет как пластиковый формовочный материал, так и пленки. Основные показатели качества также могут выступать в качестве фундаментальной основы для оценки.
Стандарты оценки ключевых показателей качества
| Индикатор оценки | Стандарт приемки | Основное влияние |
| Точность подбора цветов рисунка | ±0,1 мм | Определяет точность внешнего вида пластиковых деталей. |
| Толщина слоя отверждения пленки | Слой УФ-отверждения ≥5 мкм | Обеспечивает твердость поверхности 2H или выше, повышая устойчивость к царапинам. |
| Точность позиционирования зазора штифта | 0,05-0,15 мм | Предотвращает сморщивание пленки во время формования вкладыша пленки. |
| Контроль скорости впрыска расплава | ±5 мм/с | Предотвращает эрозию красочного слоя, обеспечивая целостность рисунка. |
| Точность контроля температуры пресс-формы | ±2℃ | Обеспечивает стабильную адгезию между смолой и пленкой. |
Кроме того, важно также проверить условия управления запасами пленки у поставщика: температура хранения 18-25 ℃, влажность 40-60%, а также соблюдать ограничения по минимальному количеству закупок материалов, чтобы гарантировать, что производственные графики не будут нарушены запасами материалов.
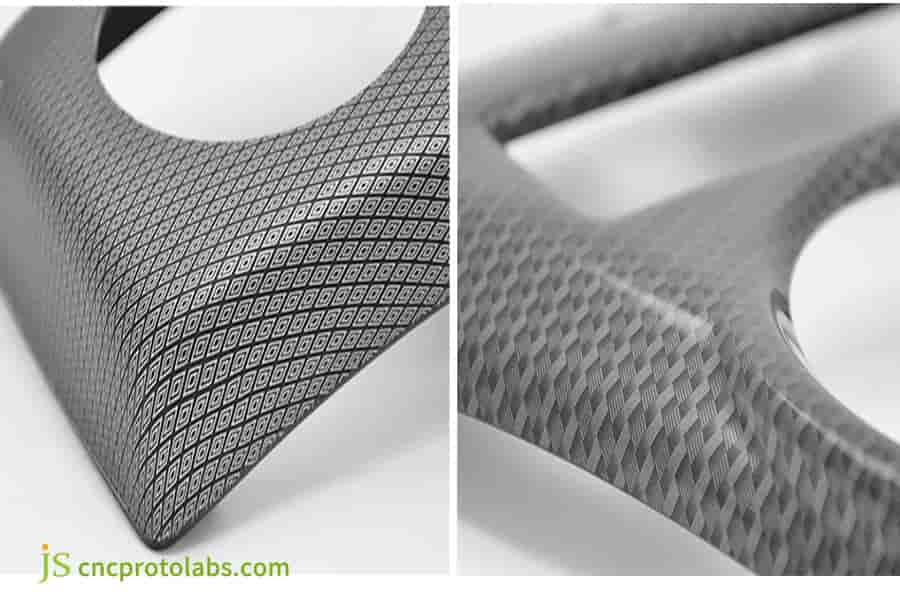
Рисунок 3. Крупный план пластикового компонента, изготовленного с использованием формования вставок из пленки, демонстрирующий точную геометрическую текстуру на черной подложке.
Пример использования JS Precision: решение проблемы пожелтения центральной панели управления одной автомобильной марки
Предыстория проекта:
Панели центральной консоли автомобилей на новых источниках энергии, которые экспортировались на Ближний Восток, показали пожелтение (ΔE>4,5) и отслаивание после 6 месяцев поставки, что привело к более чем 1200 рекламациям и возможному отзыву.
Первоначальный поставщик использовал напыление + процесс УФ-отверждения, однако покрытие не смогло противостоять суровым условиям Ближнего Востока.
Ключевые проблемы:
Температура поверхности на Ближнем Востоке может достигать 70 ℃, а годовое ультрафиолетовое излучение составляет 2000 кДж/м². OEM хочет срок службы 5 лет даже в экстремальных условиях, панель центральной консоли имеет несколько острых углов R0,2 мм, а коэффициент глубокого растяжения пленки составляет 1:3, поэтому процесс формования вставки пленки очень сложен.
Решение
Чтобы преодолеть упомянутые выше проблемы, JS Точность использует технологию формования вставок из пленки, чтобы обеспечить совершенно другое решение:
1. Выбор материала:
Многослойная композитная пленка PMMA/ASA (толщиной 0,5 мм) сочетается с черной подложкой из PC/ABS. Слой пленки содержит 0,5% поглотителя УФ-излучения высокой концентрации для лучшей устойчивости к атмосферным воздействиям.
2. Оптимизация процесса:
С помощью анализа отслеживания частиц Moldex3D было обнаружено, что исходный центральный затвор заставлял фронт расплава воздействовать на функциональную область пленки со скоростью> 100 мм/с.
За счет перехода на боковой затвор и сочетания его с трехступенчатым замедлением 50 → 30 → 20 мм/с пиковое напряжение сдвига расплава на пленке было снижено на 60 %, что является ключевым технологическим окном для устранения риска вымывания краски.
3. Проверочное тестирование:
Стандарты GMW16717 типа E строго соблюдаются в течение 1500 часов QUV-старения и 1000 циклов термоциклирования, чтобы гарантировать соответствие характеристик продукта стандартам.
Окончательные результаты
- Сторонние испытания показывают, что после 1500 часов старения QUV индекс пожелтения ΔE этой схемы составляет 1,2, а уровень 5B (0% осадка) в тесте на сотню сеток соответствует требованиям принимающей фабрики.
- За 24 месяца установки изделия жалоб на пожелтение не поступало, а рейтинг поставщика JS Precision был изменен на А.
- Себестоимость единицы продукции снизилась с 22 до 15 долларов, таким образом клиент смог сэкономить 1,4 миллиона долларов в год.
Если ваш продукт также сталкивается с проблемами снижения производительности в экстремальных условиях, обратитесь в техническую команду JS Precision. Отправьте чертежи вашего продукта, чтобы получить индивидуальное решение для формования пленочных вставок, позволяющее решить проблемы надежности вашего продукта.

Рис. 4. Интерьер автомобиля: панель управления на центральной консоли с большим сенсорным экраном и окружающими кнопками, вероятно, изготовленная с использованием формованной вставки из пленки.
Часто задаваемые вопросы
Вопрос 1: В чем разница между формованием пленочной вставки и маркировкой в форме (IML)?
Этикетирование пресс-форм (IML) в основном предназначено для простого декорирования этикеток с использованием тонкой пленки, которая выполняет только одну функцию. С другой стороны, формование вставок из пленки — это процесс формования толстой пленки, который не только украшает, но и выполняет функции , обеспечивая тем самым двойную защиту пластиковых компонентов и подходит для высокотехнологичных производственных ситуаций.
В2: Можно ли использовать полипропилен для формования вставок пленки?
Не рекомендуется использовать ПП для формования пленочных вставок, поскольку прочность сцепления ПП с пленками ПК/ПММА очень низкая (прочность на отслаивание <1,0 кгс/см), что приводит к легкому расслоению и несоответствию основным требованиям к продукту.
Вопрос 3. Как быстро устранить проблемы с вымыванием чернил?
Самый быстрый способ устранения неполадок, связанных с вымыванием чернил, — это выяснить , направлен ли заслонка прямо на область рисунка пленки (прямое воздействие расплава приведет к вымыванию чернил). В то же время проверьте, нагревается ли расплав выше температуры теплового искажения пленки 120°C.
В4: Какой температурный диапазон следует использовать для формовочной формы для вставки пленки?
Обычно температура формы для формования вставки пленки должна находиться в пределах 30-60°C. Слишком низкая температура приведет к значительному образованию сварных швов смолы, что снизит механическую прочность. Напротив, слишком высокая температура приведет к термической деформации пленки и появлению дефектов внешнего вида.
Вопрос 5: Соответствуют ли изделия для формования пленочных вставок требованиям автомобильных испытаний на летучие органические соединения?
Да, они. Если используются пластиковые формовочные материалы с низким содержанием летучих органических соединений и экологически чистые чернила, можно соответствовать автомобильным стандартам летучих органических соединений VDA278 и TS-BD-003.
Вопрос 6: Какой метод используется для проверки прочности сцепления пленки со смолой?
В соответствии со стандартом ASTM D903 испытание на отслаивание под углом 180° можно проводить при скорости отслаивания 50 мм/мин. Затем с помощью специальных инструментов измеряется максимальная сила отслаивания, и это значение можно использовать для оценки прочности сцепления между пленкой и смолой.
Вопрос 7: Каков минимальный угол радиуса (R) для формования вставки пленки?
Минимальный угол радиуса (R), предлагаемый для формования вставок из пленки, составляет ≥0. 3 мм , абсолютный минимум 0,2 мм. Если предлагается толщина 0,2 мм, необходимо провести анализ текучести пресс-формы, чтобы убедиться, что пленка будет достаточно растянута и не сломается во время формования.
В8: Насколько больше технологический цикл украшения поверхности, чем обычное литье под давлением?
Поскольку он включает в себя размещение и выравнивание пленки, цикл формования вставки для одной формы пленки может быть на 5-8 секунд дольше , чем у обычное литье под давлением . Однако за счет исключения этапов пленочного напыления и трафаретной печати общее время производства значительно сокращается.
Краткое содержание
Формование вставок из пленки благодаря одноэтапному формованию, более низкой стоимости и более высоким характеристикам не только изменило традиционный режим обработки поверхности пластиковых компонентов, но также решило проблемы защиты окружающей среды и стоимости, и в то же время улучшило внешний вид продукта и его характеристики на более высокий уровень.
JS Precision — профессиональный поставщик услуг по формованию пленочных вставок, предлагающий комплексную услугу, охватывающую весь процесс: от выбора материала и проектирования пресс-форм до оптимизации процесса и проверки надежности.
Если вы хотите понять процесс, рассчитать затраты или настроить решение, пожалуйста, свяжитесь с нами и воспользуйтесь поддержкой нашей технической команды.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

