
자동차 플라스틱 사출 성형은 자동차 부품 제조의 주요 기술로 사용됩니다.
두 가지 중요한 문제가 있습니다. 엔진룸 사출 성형 부품의 고온 균열과 내부 부품의 과도한 VOC 배출은 프로젝트 이정표와 브랜드 평판에 직접적으로 영향을 미칩니다.
내구성과 환경 친화성과 관련된 문제를 해결하는 것은 OEM과 Tier 1 공급업체의 공통 과제가 될 것입니다.
이 글에서는 고온 재료 선택, 금형 흐름 분석 등 네 가지 각도에서 자동차 플라스틱 사출 성형을 위한 완벽한 솔루션을 제시합니다. 정교도가 높은 플라스틱 사출 성형이 핵심입니다.
핵심 답변 요약
|
핵심 차원
|
핵심 답변
|
|
고온 구역 재료 선택
|
엔진룸 부품은 PPS(HDT>260°C) 또는 PA66+GF30(HDT 220-265°C)을 사용하여 장기 내열성과 화학적 부식 저항성의 이중 요구 사항을 충족해야 합니다.
|
|
VOC 및 냄새 제어
|
내부 부품은저취 PP + 활석 분말 소재를 채택하고 질소 보조 탈휘발 공정과 이슬점 ≤-40°C의 제습 건조를 결합하여 냄새가 3.0등급 이하이고 총 VOC 함량이 100ppm 이하.
|
|
치수 정확도 보장
|
자유형 표면 부품의 경우 기존 CMM 도트 대신 ATOS 청색광 전체 영역 스캐닝(정확도 0.02mm)을 사용하여 히트맵 편차 보고서를 생성하여 DTS 간격 맞춤을 확인합니다.
|
|
품질 시스템 기준점
|
IATF 16949 인증은 자동차 공급망의 진입 기준점이며 CQI-23 성형 시스템 평가는 배치 일관성을 보장하기 위한 핵심 감사 도구입니다.
|
|
비용 최적화 경로
|
성형 흐름 분석을 통해 게이트 및 냉각 방식을 최적화하면 금형 개봉 전에 잠재적 결함의 80% 이상을 제거하여 금형 테스트 반복 횟수와 금형 수정 비용을 줄일 수 있습니다.
|
주요 사항:
- 엔진룸 부품 제조에는 일반적으로 PPS(>260C HDT) 및 PA66+GF30이 선택되며, 내화학성 측면도 ESC 테스트를 거쳐야 합니다.
- 인테리어 부품을 다룰 때 VOC 제어의 주요 3대 요소는 저취 소재, 질소 탈휘발, 노점 제어 입니다.
- 수동으로 수행하는 경우 자유형 표면 검사는 ATOS 청색광 전체 영역 스캐닝을 통해 수행되어야 합니다. CMM 점 표기법은 DTS 격차를 완전히 평가할 수 없습니다.
- IATF 16949 인증 및 CQI-23 감사는 공급업체 선정을 위한 전제 조건으로 간주됩니다.
- 성형 흐름 분석은 변형 및 용접선 결과를 제공하므로 비용 관리를 위한 매우 중요한 전처리입니다.
자동차 플라스틱 사출 성형 분야에서 JS Precision을 신뢰하는 이유는 무엇입니까? 전문 자동차 부품 제조
자동차 부품 프로젝트를 성공적으로 구현하려면 신뢰할 수 있는 자동차 플라스틱 사출 성형 제조업체를 찾는 것이 최우선 순위에 있어야 합니다.
JS Precision은 실제로 전 세계 OEM 및 Tier 1 공급업체가 가장 신뢰하고 선호하는 파트너 중 하나입니다. 이는 협업에 대한 구체적이고 검증 가능한 성능 보증을 제공하기 때문입니다.
따라서 귀하는 귀하의 제품에 자동차 자동차 규정을 준수하는 서비스를 제공하는 데 있어 당사를 전적으로 신뢰할 수 있습니다. IATF 16949:2016 및 ISO 9001:2015와 같이 국제적으로 인정받는 인증을 보유한 JS Precision은 또한 최고 품질의 자동차 부품을 공급하고 ISO 13485:2016 의료 등급 품질 표준을 충족하여 그녀에게 한 걸음 더 추가할 수 있습니다. 절!
60~1600톤의 체결력을 갖춘 당사의 생산 기계는 고객의 요구 사항에 따라 자동차 사출 성형 생산의 다양한 방법론을 정확하게 맞춤화할 수 있습니다.
또한 우리는 가까운 플라스틱 사출 성형 작업과 관련된 귀하의 재능과 기술 매칭 요구 사항을 해결하는 데 도움이 되는 기술 지원을 제공합니다. 우리 전문 금형 흐름 분석 팀과 ATOS 청색광 측정 장치는 성형 결함을 방지하기 위한 사전 계획을 지원하여 부품의 올바른 모양을 보장하고 재작업으로 인한 손실을 낮추는 데 도움을 줄 수 있습니다.
최근 JS Precision은 유사한 요구 사항을 가진 유럽 Tier 1 공급업체를 지원하여 PPS 사출 성형 부품 균열 문제를 해결함으로써 ESC 테스트 통과율을 60%에서 100%로 높였습니다. 이를 통해 SOP를 제때에 제공하고 연체 처벌을 피할 수 있게 되었습니다.
또한 현지 OEM을 대상으로 내장 부품에 대한 VOC 관리를 강화하여악취 수준을 3.0 미만으로 감소하여 불만 발생률을 획기적으로 낮추고 브랜드 평판을 유지했습니다.
따라서 JS Precision을 선택하시면 플라스틱 사출 성형 생산의 주요 과제를 정확하게 해결하고 비용을 절감하며 운영 시간을 단축하고 프로젝트를 더욱 원활하게 진행할 수 있습니다.
<인용문>자동차 사출 성형 프로젝트를 위한 신뢰할 수 있는 파트너를 찾고 있다면 당사 기술팀에 문의하여 협력 위험을 완화할 수 있는 맞춤형 프로젝트 평가 및 솔루션을 문의하세요.
고열 엔진실의 플라스틱 사출 성형 자동차 부품에 적합한 재료를 어떻게 선택합니까?
이 장에서는 고온 영역에서 작동하는 부품의 재료 선택과 관련된 문제를 탐구합니다. 엔진실에 위치한 사출 성형 부품은 단기 내열성, 장기적 내열성, 내화학성, 습기 민감도
를 평가해야 합니다.사출 성형 플라스틱 자동차 부품과 플라스틱 사출 성형 자동차 부품 간의 재료 호환성 요구 사항은 부품의 사용 수명을 직접적으로 결정합니다. PPS, PA66+GF30 등의 자재는 작동 조건에 따라 일치해야 합니다.
HDT와 UL RTI의 차이점과 재료 선택 시 역할
HDT(열변형 온도, ASTM D648/ISO 75)는 단기적인 열에 대한 저항을 측정하므로 단기 작동 온도는 HDT보다 약 10℃ 낮아야 합니다. UL RTI는 장기간에 걸친 열에 대한 저항을 측정하므로 엔진룸 부품의 장기 작동 온도는 다음과 같아야 합니다. 재료의 UL RTI 값에 따릅니다.
내화학성의 구조와 재료 거동
엔진룸에는 다양한 출처의 화학 물질과 접촉하는 부품이 있습니다. 이것이 바로 내화학성이 자동차 플라스틱 사출 성형 부품의 주요 특징이 된 이유입니다.
그 중에서도 PPS는 내약품성이 뛰어나고 240℃의 고온에서도 장기간 보관이 가능하다는 점에서 가장 좋습니다. 한편, PA66+GF30은 냉각수 환경을 견디려면 가수분해에 대한 저항성을 갖춰야 합니다.
반면에 PPA+GF는 연료에 대한 저항력이 매우 강한 반면, PBT+GF는 매우 강한 화학물질에 노출되지 않는 상황에만 적합합니다.
재료 수분 함량이 기계적 특성 및 건조 매개변수에 미치는 영향
수분 함량이 높은 엔지니어링 플라스틱은 가수분해되어 기계적 특성이 악화됩니다. PA66 성형품의 수분 함량이 0.20%이면 인장 강도가 10~15% 감소하고 충격 강도가 20~30% 감소할 수 있습니다. PPS의 수분 함량은 0.05%, PC는 0.02%여야 합니다.
건조 조건: PA66은 0.10%까지 80°C에서 4~6시간 동안 건조됩니다. PPS는 120~150°C에서 3~4시간 동안 0.05%까지 건조됩니다. PC는 120°C에서 3~4시간 동안 0.02%까지 건조됩니다.
고내열 소재 선택 비교표
|
자료 유형
|
HDT(1.8MPa, °C)
|
장기 서비스 온도(°C)
|
일반적인 애플리케이션 시나리오
|
내화학성 등급
|
|
PPS
|
260-280
|
200-240
|
냉각수 라인 커넥터, 밸브 커버
|
우수(엔진 오일 및 냉각수에 대한 내성)
|
|
PA66+GF30
|
90-100
|
120-150
|
흡기 매니폴드, 라디에이터 엔드 캡
|
좋음(가수분해성 수정 필요)
|
|
PA46
|
160-180
|
160-180
|
고온 센서 하우징, 배기 시스템 주변 부품
|
좋음(PA66보다 내가수분해성 우수)
|
|
PPA+GF
|
200-220
|
150-170
|
엔진 실린더 헤드 커버, 연료 시스템 부품
|
우수(뛰어난 연료 저항)
|
|
PBT+GF
|
120-140
|
100-120
|
릴레이 하우징, 와이어 하니스 고정 부품
|
중간(강한 화학물질에 내성이 없음)
|
고온 영역에 적합한 재료를 선택하는 것은 자동차 플라스틱 사출 성형 성공의 첫 번째 단계입니다. 부품에 어떤 재료를 사용해야 할지 확실하지 않은 경우 당사에 문의하여 무료 재료 선택 백서를 받아 올바른 솔루션을 빠르게 찾으세요.

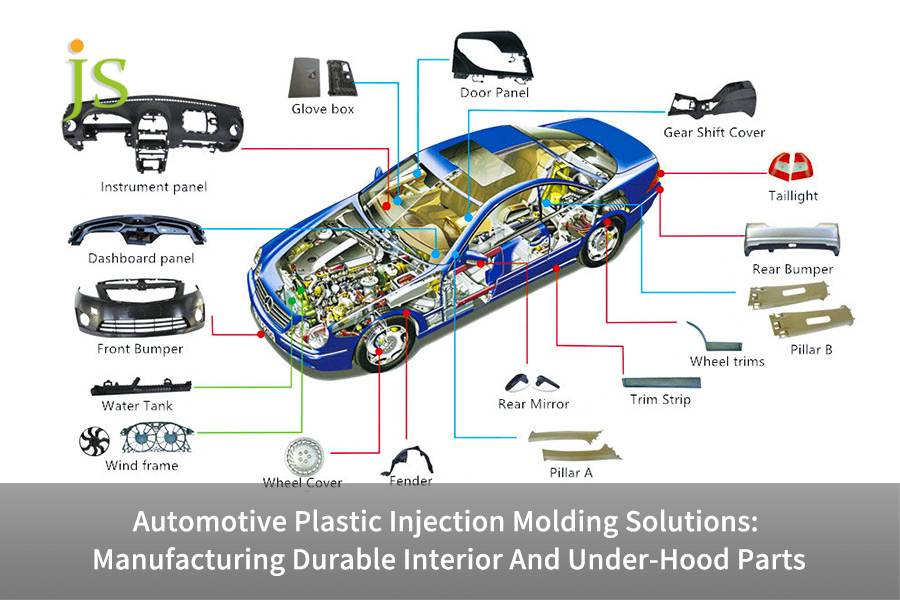
그림 1: 사출 성형된 자동차 엔진 베이와 흡기 매니폴드 및 라디에이터 스타일 부품과 같은 내부 플라스틱 구성 요소를 보여주는 한 회사의 홈페이지.
자동차 플라스틱 사출 성형은 어떻게 고열 엔진룸 부품의 내구성을 보장합니까?
적절한 재료를 결정하는 것은 확실히 매우 중요한 단계입니다. 그러나 자동차 플라스틱 사출 성형의 공정 제어는 실제로 고온 조건에서 부품의 수명을 보장하는 데 핵심입니다. 금형 설계부터 대규모 생산 모니터링까지 모든 것을 다룹니다.
ESC 환경 응력 균열 테스트 방법 및 표준 - 간략한 개요
자동차 사출 성형에 사용되는 플라스틱의 품질을 검증하려면 ASTM D1693에 따른 ESC 테스트를 반드시 수행해야 합니다.
사출 성형 부품을 얻은 후 80~120C의 온도 범위에서 500~1000시간 동안 냉각수와 오일의 50:50 혼합물에 담가집니다. 허용 기준은 인장 강도 75% 유지, 균열 없음, 팽창 없음입니다.
화학물질 노출 후 요구되는 강도 유지 수준
유지 강도는 부품의 기능에 따라 조정됩니다. 냉각 시스템 접촉 부품 75%, 오일과 접촉하는 부품 70%, 직접 접촉하지 않는 부품 80%.
예를 들어 수정되지 않은 PA66+GF30 부품은 120°C의 냉각수에 1000시간 동안 담근 후 원래 강도의 65%만 유지합니다. 부품을 수정하면 강도가 80% 이상으로 증가할 수 있습니다.
고온 노화에 따른 유리섬유 강화재료의 성능 저하 추적
고온 노화를 수행할 때 주목해야 할 주요 지표는 인장 강도 저하율 25%, 노치 충격 강도 유지율 60%, 치수 변화율 0.5%입니다.
150°C에서 1,000시간의 열노화 후 PA66+GF30은 15~20%의 강도 손실을 보이는 반면, PPS+GF40은 5~8%의 강도 손실만 나타냅니다.
엔진룸 부품 내구성 검증 지표
|
테스트 항목
|
테스트 조건
|
수락 기준
|
적용 부품
|
테스트 주기
|
|
ESC 내화학성 테스트
|
냉각수/오일 혼합물(50:50), 120°C에 적셔짐
|
인장 강도 유지율 ≥75%, 균열 없음
|
냉각수 파이프라인, 온도 조절 장치 하우징
|
1000시간
|
|
고온 열 노화 테스트
|
150°C에서 일정한 온도 노화
|
인장 강도 감쇠율 25%, 치수 변화율 0.5%
|
밸브 커버, 흡기 매니폴드
|
1000시간
|
|
열 순환 테스트
|
-40°C~150°C, 500사이클
|
변형 없음, 균열 없음, 기계적 성능 유지율 ≥80%.
|
모든 종류의 엔진룸 사출 성형 부품
|
720시간
|
|
진동 내구성 테스트
|
10-2000Hz, 가속도 20g, 연속 진동
|
느슨함, 파손 없음, 연결 안정성이 표준을 충족합니다.
|
와이어 하네스 고정 부품, 센서 브래킷
|
240시간
|
|
엔진 오일 침수 테스트
|
150°C에 적셔진 엔진 오일
|
인장 강도 유지율 ≥70%, 팽창 없음
|
오일 팬, 오일 필터 하우징
|
500시간
|
플라스틱 사출 성형 자동차 내장 부품의 주요 품질 과제는 무엇입니까?
자동차 내부 사출 성형 부품은 과도한 VOC 방출, 치수 정확도 부족, 표면 결함이라는 세 가지 주요 문제에 직면합니다. 이는 차량 내 공기질 및 시각적 매력과 직접적인 관련이 있습니다.
사출 성형 플라스틱 자동차 부품의 주요 그룹인 이들은 자동차 부품의 플라스틱 사출 성형 생산에 대한 불만이 제기되는 주요 이유 중 하나이기도 합니다.
인테리어 부품의 VOC 발생원 및 VDA278 테스트 표준
폴리머의 잔류 모노머, 가공 컴파운드, 사출 성형 중 수지의 열 분해는 내부 부품 VOC의 주요 원인입니다. VDA 278은 열탈착 분석을 기반으로 하는 필수 테스트 표준입니다. 총 VOC 수준이 100ppm인지 확인해야 합니다.
저취 PP 소재의 개질 경로 및 효과
VOC 준수를 위해 냄새가 적은 PP의 개질을 사용할 수 있습니다. 수소 개질은 분해를 대체하여 VOC를 76.5% 줄입니다. 20%-30% 활석 충전으로 인해 VOC가 40% 이상 감소하고 5% 제올라이트 흡착제는 휘발성 물질을 매우 효과적으로 포착할 수 있으며 결국 냄새 수준(VDA 270) 3.0에 도달합니다.
질소보조휘발과정 원리 및 구현효과
질소 보조 휘발은 VOC를 줄이기 위한 핵심 자동차 플라스틱 사출 성형 방법입니다. 99.9% 순수 질소를 배럴에 도입하면 휘발성 물질이 제거되고 개조와 함께 VOC가 추가로 30%-50% 감소합니다. 이는 대형 내부 부품에 가장 적합한 방법입니다.
자유형 표면 검사: CMM과 ATOS 정확도 비교
ATOS 블루라이트 스캐닝(정확도 0.02mm, 단일 스캔 0.2초) 덕분에 기존 CMM 지점별 측정이 여전히 더 뛰어납니다. CAD와 비교할 수 있는 3D 포인트 클라우드를 생성하며, DTS 간격까지 정확하게 측정합니다. 분명히 선택 방법이 되어야 합니다. 클래스 A 내부 트림의 곡면.
내부 부품의 일반적인 결함 및 수정
- 웰드 라인: 용융 흐름이 갈라졌다가 합쳐진 결과입니다. 게이트 위치를 바꾸고 금형 온도를 높이는 것이 해결 방법일 수 있습니다. 예측을 위해 금형 흐름 시뮬레이션을 사용할 수 있습니다.
- 수축 자국: 벽 두께가 불규칙하고 유지 압력이 부족하여 발생합니다. 벽 두께를 최적화하고 유지 압력과 시간을 늘려 더 나은 결과를 얻을 수 있습니다.
- 뒤틀림: 냉각이 고르지 않고 분자 방향이 다르기 때문에 발생합니다. 금형 흐름 시뮬레이션은 냉각 시스템을 예측하고 개선하는 데 사용될 수 있습니다.
- 불균일한 광택: 금형 온도 변화와 불충분한 금형 표면 마감으로 인해 발생합니다. 엄격한 온도 조절과 금형 연마로 이 문제를 해결할 수 있습니다.
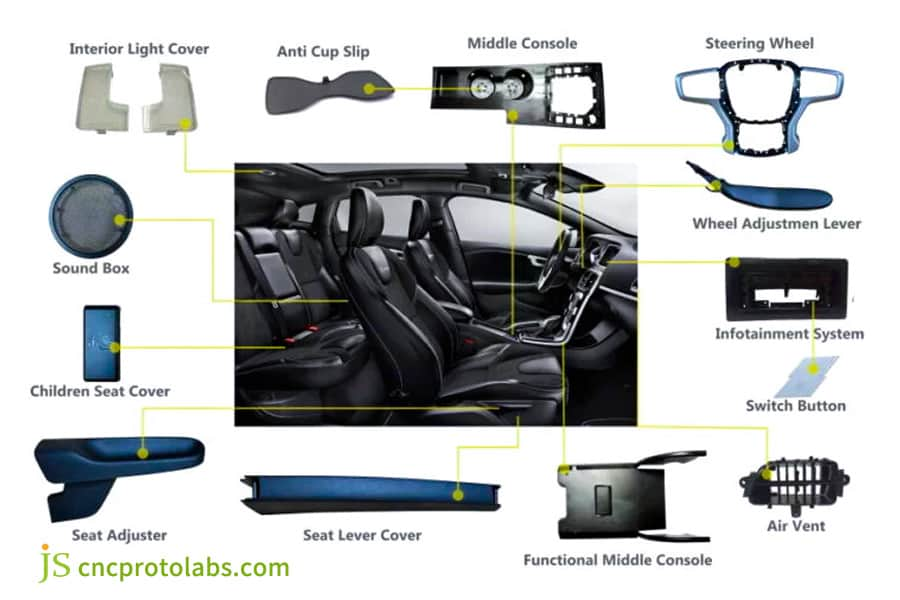
그림 2: 스티어링 휠, 센터 콘솔, 통풍구 등 자동차 내부 플라스틱 부품에 라벨이 표시된 분해도
자동차 플라스틱 사출 성형 회사는 어떻게 품질을 관리하고 규정 준수를 보장합니까?
품질 관리는 자동차 플라스틱 사출 성형의 핵심입니다. 자동차 공급망의 사출 성형 부품에 대한 품질 표준은시스템, 프로세스, 제품의 세 가지 수준으로 표현됩니다.
자동차 플라스틱 사출 성형 회사는 구현해야 하는 자동차 플라스틱 사출 성형 표준을 엄격하게 따라야 합니다.
CQI-23 감사의 제습 및 이슬점 제어
CQI - 23은 Toyota Core 분석의 중요한 활동 중 하나인 이슬점 제어 기능을 갖춘 마운드 시스템을 평가하는 데 필수적인 도구입니다.
나일론 이슬점 -30°C, PC 및 PPS -40°C. 노점 요구 사항을 충족하지 못하면 재료의 가수분해가 발생하고 VOC가 증가하며 기계적 특성이 저하되는 원인이 될 수 있습니다.
PPAP 레벨 3 문서 제출 체크리스트 및 감사 초점
PPAP 레벨 3은 생산 라인 출시를 위한 최소 전제 조건으로, 18개의 핵심 문서를 전달해야 합니다. 주요 활동은 이전 매개변수 변경 사항을 기록으로 유지해야 하는 프로세스 기능 Cpk 1.33을 확인하는 것입니다.
자동차 공급망의 일부로서 IATF 16949에 대한 액세스는 기본 요구사항입니다. 사출 성형 공정은 APQP, PFMEA, PPAP를 포함한 7가지 조건을 충족하여 신뢰할 수 있는 부품 품질을 보장할 수 있을 것으로 예상됩니다.
SPC 주요 매개변수 모니터링 요구사항
대량 생산에서는 2시간마다 용융 온도(5°C), 교대마다 사출 압력(5%), 교대마다 압력 전환 위치 유지(0.5mm), 2시간마다 부품 중량(0.5%), 교대마다 임계 치수 Cpk(1.33)와 같은 핵심 공정 매개변수를 주시해야 합니다.
간단히 말하면 부품 생산에 '표준화된 운영 레드 라인'을 설정하는 것입니다. So long as the parameter levels stay within the limits, the quality of each injection molded part will remain consistent and therefore the batch defects will be avoided.
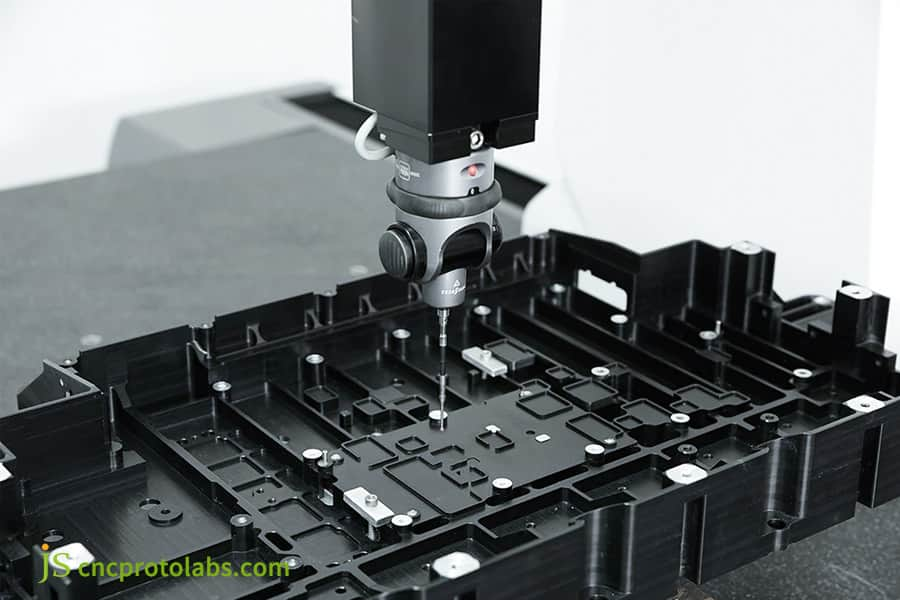
Figure 3: A Coordinate Measuring Machine (CMM) performing a precision inspection on a black automotive injection molded component in an industrial setting.
Why Is Mold Flow Analysis Essential For Plastic Injection Molding Automotive Projects?
Mold flow analysis is essentially "digital trial molding" for automotive plastic injection molding projects. It cuts down on trial molding expenses and shortens lead time, as it can prevent over 80% of possible defects by crossing them out beforehand through Moldflow software.
In other words, the whole molding process is filmed at the computer level, thereby doing away with mold opening and trial production. In this way, it is possible to locate potential problems beforehand and avoid the exorbitant costs and time wasted in remodeling.
Moldflow Warpage Prediction Accuracy and Verification Data
It is about 8%-12% for Moldflow warpage prediction error. For instance, predicting 2.3mm warpage on a dashboard while experimentally it's 2.5mm, it is feasible to reach the warpage limit of 1.0mm by fine-tuning holding pressure and cooling water channels.
The Impact of Gate and Cooling Water Channels on Shrinkage Uniformity
Gate location can determine how the polymers are aligned, on the other hand, cooling water channels are responsible for the cooling rate.
These two, via mold flow analysis, have to be installed in a way that the shrinkage rate difference between various parts is 0.1%, thereby avoiding part deformation.
Case Study: Mold Flow Analysis for Large Parts Bumper Grille
Using the Moldflow method, a 5-factor 5-level orthogonal test design was conducted on a commercial vehicle bumper grille. According to the results, the sequence of the warpage influence is:
Injection time > Melt temperature > Mold temperature > Cooling time >Holding pressure switching.
The best set of parameters are: melt temperature 240°C, mold temperature 60°C, injection time 6 seconds, and cooling time 16 seconds. These not only led to a 62% decrease in the warpage but also to a substantial shortening of the trial molding cycle.
|
Parameter Category
|
Specific Parameters
|
Acquisition Method
|
Importance
|
Impact Scope
|
|
Material Data
|
Melt density, viscosity, thermal conductivity
|
Moldflow database provided by material suppliers
|
Extremely High
|
Filling effect, warpage deformation
|
|
Mold Design
|
Gate position, cooling water channel layout, exhaust system
|
Mold design drawings
|
Extremely High
|
Weld line position, cooling uniformity
|
|
Process Parameters
|
Melt temperature, mold temperature, injection pressure, holding pressure curve
|
Past project experience + test optimization
|
High
|
Part accuracy, appearance quality
|
|
Product Structure
|
Wall thickness, rib layout, number of undercuts
|
Product 3D drawings
|
Extremely High
|
Filling difficulty, warpage risk
|
|
Other Parameters
|
Number of cavities, injection speed, cooling time
|
Mold design + process planning
|
Medium
|
Production efficiency, molding cycle
|
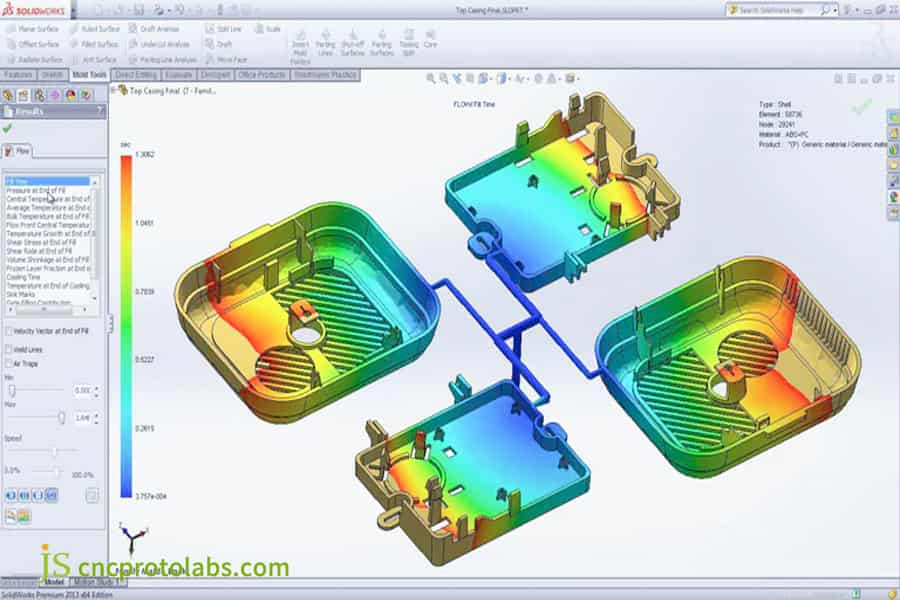
Figure 4: A software interface showing a color-coded mold flow analysis simulation for automotive plastic components.
How Can You Optimize Costs Without Sacrificing Quality In Plastic Injection Molding Automotive Projects?
Cost optimization is one of the most important aspects of plastic injection molding automotive projects. It involves making considered and targeted reductions in cost from the four main areas of design mold mass production, and supply chain, while still maintaining quality.
DFM Wall Thickness Optimization Minimizes Material Usage and Molding Cycle
DFM wall thickness optimization is the foundation for cost reduction in plastic injection molding automotive parts.
For example, reducing the wall thickness from 3.5mm to 2.8mm results in a 20% material saving while at the same time, the molding cycle can be shortened by 15%-20%. On the other hand changes such as removing the undercuts, can lead to a 10%-15% reduction in mold cost.
Hot Runner Systems Lead to Better Material Utilization and Higher ROI
Hot runner systems allow to increase the material utilization from a range of 60%-70% to more than 95%. If the annual production volume is 500,000 medium-sized injection molded parts, the ROI period is only 6-12 months. Further, it contributes to more even filling of the mold and defects are practically eliminated.
Pre-Mold Flow Analysis Minimizes Mold Modification Charges
Performing pre-mold flow analysis can eradicate over 80% of potential defects later on. Normally, 1 mold change costs from $5,000 to $15,000 and thus by decreasing the number of trial moldings from 3-5 to 1-2, you not only save $20,000-$50,000 but also reduce time by 4-8 weeks.
Summary of Cost Optimization Methods at Each Stage
|
Optimization Stage
|
Optimization Methods
|
Typical Savings Range
|
Quality Impact Evaluation
|
|
Product Design
|
DFM wall thickness optimization, structure simplification
|
15%-25%
|
No negative impact, improving molding stability.
|
|
Mold Design
|
Mold flow analysis in advance, gate/cooling optimization
|
20%-30%
|
|
|
Mold Manufacturing
|
Simplify mold structure, select suitable materials
|
10%-15%
|
Does not affect mold life and part accuracy.
|
|
Mass Production Stage
|
Hot runner application, process parameter optimization
|
15%-20%
|
Improve production efficiency and reduce defective loss.
|
|
Supply Chain
|
Material substitution, bulk purchase bargaining
|
5%-10%
|
Material performance must be strictly verified to ensure compliance.
|
If you want to optimize project costs while ensuring quality, please provide the part specifications and production volume, and we will calculate the cost optimization potential for plastic injection molding automotive parts for you free of charge.
What Key Indicators Should You Evaluate When Selecting Automotive Plastic Injection Molding Companies?
Selecting automotive plastic injection molding companies requires to check their quality system, technical capabilities, supply chain stability, and project experience. These factors are the main selection criteria for the plastic injection molding automotive industry and the fundamental requirements of the cooperation in this field.
IATF 16949 Certification Cycle and Surveillance Audit Requirements
IATF 16949 is a must-have selection criterion. The certification validity period may range from 6-12 months. Once certified, annual surveillance audits become mandatory along with the renewal audits every three years. The failure in passing the audit will impact the supply chain cooperation.
Injection Molding Equipment Tonnage Range and Part Compatibility
The formula for the calculation of clamping force is: Clamping force (tons) Projected area (cm) Cavity pressure (kg/cm) 1000. Cavity pressure is considered about 300-500 kg/cm.
We recommend that you only select suppliers with tonnage capabilities between 60 and 1600 tons.
Testing Capability Requirements
The trustworthy suppliers should have comprehensive testing capabilities: dimensional inspection (CMM, 0.005mm), freeform surface inspection (ATOS, 0.02mm), and material and environmental reliability testing. If a company owns their laboratory and testing facilities can decrease the testing cycle by more than 50%.
Supply Chain Stability Assessment Key Points
Supply chain stability needs to be assessed based on: long-term cooperation with original material manufacturers/authorized agents, a robust batch traceability system, and a secondary supplier management mechanism. On-time delivery rate for the past 12 months must be ≥98%.
The stability of the supply chain will be evaluated based on: continuous cooperation for a long time with original material manufacturers/authorized agents, having a strong batch traceability system, and the existence of a secondary supplier management mechanism. The on-time delivery rate for the last 12 months should be 98%.
JS Precision Case Study: Analysis And Solution Of Chemical Cracking Resistance Failure Of PPS Injection Parts
The following practical cases can help you intuitively understand how JS Precision addresses complex challenges in automotive plastic injection molding.
Client Background
One of the European Tier 1 suppliers who supply PPS + GF40 engine compartment coolant piping connectors to OEMs posted an annual volume of 800,000 pieces. Testing with the first batch of trial molds revealed that only 60% of the units which had passed the ESC test, and the project was facing the possibility of SOP postponements.
Problems
The sudden change in the wall thickness of the connector brought about the stress concentration. The ESC testing conditions were very rigorous (120°C, 1000 hours of coolant immersion, tensile strength retention 75%). The weld line lay at the stress concentration spot, so it was very susceptible to the cracks.
Actions Taken
Our technical team did not hesitate to take a step in the matter and addressed all the hitch by optimization from different directions:
1. Using Moldflow mold flow analysis, the gate position was re optimized from a single side gate to a symmetrical layout of double point gates, completely eliminating the problem of weld marks located in stress concentration areas.
2. Optimize the pressure holding curve, adjust from one pressure holding section to three pressure holding sections, ensure sufficient shrinkage of the thin-walled thick walled transition zone, and improve the density of the parts.
3. Raise the mold temperature from 130°C to 145°C to improve the melt flowability and weld bond strength.
4. Increase the R-angle transition in the stress concentration area to reduce the stress concentration factor. The fifth is to optimize the material drying process, reduce the moisture content to 0.03%, and avoid performance degradation caused by hydrolysis.
Final Results
Following the fine-tuning, the parts' tensile strength retention rate in the ESC test rose to 84%, weld line strength went up by 50%, the critical dimension Cpk grew to 1.48, the annual defect rate dropped to 0.3%, the project met its schedule completion (SOP), and the customer placed additional similar orders.
<인용문>If you are also facing similar issues such as cracking or substandard performance in injection molded parts, you can submit 3D drawings of the parts and your requirements. We will customize an exclusive automotive plastic injection molding solution for you to help your project be successfully implemented.
FAQ
Q1: How long does the development process for automotive injection molded parts typically take?
Part development from T0 trial molding to SOP mass production will generally take around 12-20 weeks in total, including mold manufacturing, trial molding optimization, and PPAP submission. However, this schedule may vary depending on the complexity of the parts, and we are able to offer tailored cycle planning.
Q2: Should a supplier of automotive injection molding have an IATF 16949 certification?
Indeed, IATF 16949 is merely an entrance gate for getting into the automotive supply chain. It would be impossible to collaborate without certification. We have this certification at hand and fulfill your supply chain requirements immediately.
Q3: Which materials are mostly used for injection molded engine compartment parts?
PPS (HDT>260°C) and PA66+GF30 are the most favored, next would be PPA+GF and PBT+GF. Your part's working conditions and your cost budget will determine the final choice.
Q4: What are the major factors causing interior parts' VOC to surpass standards?
Residual monomers, processing byproducts, and thermal degradation during injection molding are cumulatively responsible for VOC emissions. To ensure quality, one must first select low-odor materials and then maintain nitrogen devolatilization through the injection process.
Q5: Which injection molding defects can Moldflow analysis detect?
Moldflow analysis is able to identify five primary defects, such as warping, weld lines, and sink marks. It can help avoid more than 80% of issues, apart from reducing trial molding costs.
Q6: How can I rapidly find out the reason for warpage deformation of injection molded parts?
Moldflow analysis can be used to determine the direction of deformation. If there is uneven cooling, the warpage will be symmetrical. On the other hand, the shrinkage due to orientation is along the direction of flow of the melt. So, it is possible to do a targeted optimization.
Q7: How long do automotive injection molds typically last?
The lifecycles of mass production molds are estimated to be between 500,000 and 1,000,000. cycles With the use of top-quality mold steel and following a proper maintenance schedule, it is possible to extend these lifetimes to over 2,000,000 cycles. We are also able to provide mold maintenance support.
Q8: What is the lowest number of automotive injection molded parts that I can order?
Normally 5,000-10,000 pieces/year. If you want less quantity, then rapid prototyping or CNC machining can be considered. We have several models of cooperation.
Summary
Automotive plastic injection molding is fundamentally a systems engineering endeavor. Each phase directly impacts the reliability and regulatory compliance of the components.
Selecting an appropriate partner might allow you to not only circumvent unnecessary routes but also to lower prices while enhancing productivity. JS Precision offers a one-stop solution to assist you in resolving various injection molding-related issues that have been causing you difficulties.
Contact the JS Precision technical team immediately to get a tailor-made material plan and cost evaluation for your projectby simply sending 3D drawings to the specified email address, you will be able to get a DFM report and quotation within 24 hours. Together, let's make your automotive injection molding project run smoothly.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. 우리는 전 세계 150여 개국의 고객에게 빠르고 효율적인 고품질 제조 솔루션을 제공합니다. 소량 생산이든 대규모 맞춤 제작이든 24시간 이내에 가장 빠른 배송으로 고객의 요구를 충족시켜 드립니다. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

