
Automotive plastic injection molding works as the main technique for manufacturing automotive parts.
Two significant problemsi.e. highly elevated temperature cracking of engine compartment injection molded parts, as well as the occurrence of excessive VOC emissions in interior partsvery directly put the project milestone and brand reputation at risk.
Working out the issues related to both durability and environmental friendliness will be a common challenge for the OEMs and Tier 1 suppliers.
Here in this piece of writing, a complete solution for automotive plastic injection molding is given from four angles: high-temperature material selection, mold flow analysis, etc. The plastic injection molding with a high degree of refinement is the key.
Core Answer Summary
|
Core Dimension
|
Core Answer
|
|
High-Temperature Zone Material Selection
|
Engine compartment parts should use PPS (HDT>260°C) or PA66+GF30 (HDT 220-265°C) to meet the dual requirements of long-term heat resistance and chemical corrosion resistance.
|
|
VOC and Odor Control
|
Interior parts adopt low-odor PP + talcum powder material, combined with nitrogen-assisted devolatilization process and dehumidification drying with dew point ≤-40°C, so that the odor is ≤3.0 grade and the total VOC content is ≤100ppm.
|
|
Dimensional Accuracy Guarantee
|
For free-form surface parts, ATOS blue light full-area scanning (accuracy 0.02mm) is used instead of traditional CMM dotting to generate a heat map deviation report to verify DTS gap fit.
|
|
Quality System Threshold
|
IATF 16949 certification is the entry threshold for the automotive supply chain, and CQI-23 molding system evaluation is the core audit tool to ensure batch consistency.
|
|
Cost Optimization Path
|
Optimizing the gate and cooling scheme through mold flow analysis can eliminate more than 80% of potential defects before mold opening, reducing the number of mold test iterations and mold modification costs.
|
Key Takeaways:
- To manufacture engine compartment parts, PPS (>260C HDT) and PA66+GF30 are generally chosen, and the chemical resistance aspect should also be subjected to ESC testing.
- The main three elements in VOC control that are taken into consideration when dealing with interior parts: low-odor materials, nitrogen devolatilization, and dew point control.
- The freeform surface inspection, if done manually, has to be made by ATOS blue light full-area scanning. CMM dot notation is unable to fully assess DTS gaps.
- The IATF 16949 certification and CQI-23 audit are considered to be the prerequisites for supplier selection.
- Mold flow analysis gives the results of warpage and weld lines, making it a very important pre-process for cost control.
Why Trust JS Precision For Automotive Plastic Injection Molding? Professional Automotive Component Manufacturing
Finding a dependable automotive plastic injection molding manufacturer should be at the top of your list of priorities to ensure the successful implementation of your automotive parts projects.
JS Precision is, in fact, one of the most reliable and preferred partners for OEMs and Tier 1 suppliers worldwide, as it offers concrete and verifiable performance assurances for your collaboration.
Hence you can fully rely on us to provide your products with automotive automotive compliance. Holding internationally recognized certifications such as IATF 16949:2016 and ISO 9001:2015, JS Precision is also able to supply automotive components of the highest quality and meeting the ISO 13485:2016 medical-grade quality standard, to add one further string to her bow!
Our production machines with clamping forces of 60-1600 tons can accurately tailor different methodology of automotive injection molding production according to your requirements.
We also provide technical support to help solve your talent and technology matching needs related to plastic injection molding jobs near me, our expert mold flow analysis team and ATOS blue light measuring device can assist you in planning ahead to prevent molding defects, thereby ensuring the correct shape of parts and lowering the losses due to rework.
Recently, JS Precision has assisted European Tier 1 suppliers with similar requirements solving the PPS injection molded parts cracking issue, as a result increasing the ESC test pass rate from 60% to 100%, thereby enabling them to deliver SOPs on time, avoid the punishment of late payments.
Besides, we have refined VOC control of interior parts for a local OEM, decreasing the level of odor to less than 3.0, which has drastically reduced the complaint rate levels and preserved the brand reputation.
So if you pick JS Precision, you will be able to accurately address the main challenges of plastic injection molding production, cut your costs, reduce the time of operations, and even make the project run more smoothly.
If you are looking for a reliable partner for your automotive injection molding project, contact our technical team for a customized project assessment and solutions to mitigate cooperation risks.
How Do You Select The Right Materials For Plastic Injection Molding Automotive Parts In High-Heat Engine Compartments?
The present chapter explores the issues associated with the selection of material for parts operating in high-temperature zones. Injection molded parts located in engine compartments must be assessed for their heat resistance in the short term, heat resistance in the long term, chemical resistance, and moisture sensitivity.
The material compatibility requirements between injection molded plastic auto parts and plastic injection molding automotive parts directly determine the service life of the parts. Materials such as PPS and PA66+GF30 must be matched according to operating conditions.
How HDT and UL RTI Differ and Their Role in Material Selection
HDT (Heat Deflection Temperature, ASTM D648/ISO 75) measures resistance to heat in the short-term, therefore, the short-term operating temperature should be roughly 10℃ lower than the HDT. UL RTI measures resistance to heat over a long period, thus, the long-term operating temperature of engine compartment parts should be under the material's UL RTI value.
Framework and Material Behavior of Chemical Resistance
Engine compartments bear parts that get in touch with chemicals from different sources. That is why chemical resistance has become the primary feature of automotive plastic injection molding parts.
Among the others, PPS is the best as it shows excellent chemical resistance and can be kept at a temperature of as high as 240℃ for a long time. Meanwhile, PA66+GF30 has to be made resistant to hydrolysis if it is to endure a coolant environment.
On the other hand, PPA+GF is the one that greatly resists fuel, and PBT+GF is only fit for those situations where there is no exposure to very strong chemicals.
Impact of Material Moisture Content on Mechanical Properties and Drying Parameters
Engineering plastics with high moisture content will undergo hydrolysis and their mechanical properties will get worse: 0.20% moisture content of PA66 molding can cause 10-15% reduction in tensile strength and 20-30% reduction in impact strength, the moisture content of PPS should be 0.05% and PC 0.02%.
Drying condition: PA66 is drying at 80°C for 4-6 hours to 0.10%. PPS is drying at 120-150°C for 3-4 hours to 0.05%. PC is drying at 120°C for 3-4 hours to 0.02%.
High Temperature Resistant Material Selection Comparison Table
|
Material Type
|
HDT (1.8MPa, °C)
|
Long-Term Service Temperature (°C)
|
Typical Application Scenarios
|
Chemical Resistance Rating
|
|
PPS
|
260-280
|
200-240
|
Coolant line connectors, valve covers
|
Excellent (resistant to engine oil and coolant)
|
|
PA66+GF30
|
90-100
|
120-150
|
Intake manifold, radiator end cap
|
Good (hydrolysis-resistant modification required)
|
|
PA46
|
160-180
|
160-180
|
High-temperature sensor housing, exhaust system surrounding parts
|
Good (better hydrolysis resistance than PA66)
|
|
PPA+GF
|
200-220
|
150-170
|
Engine cylinder head cover, fuel system components
|
Excellent (outstanding fuel resistance)
|
|
PBT+GF
|
120-140
|
100-120
|
Relay housing, wire harness fixing parts
|
Medium (not resistant to strong chemicals)
|
Selecting the right material for high-temperature zones is the first step to success in automotive plastic injection molding. If you are unsure which material to use for your parts, contact us for a free material selection white paper to quickly find the right solution.

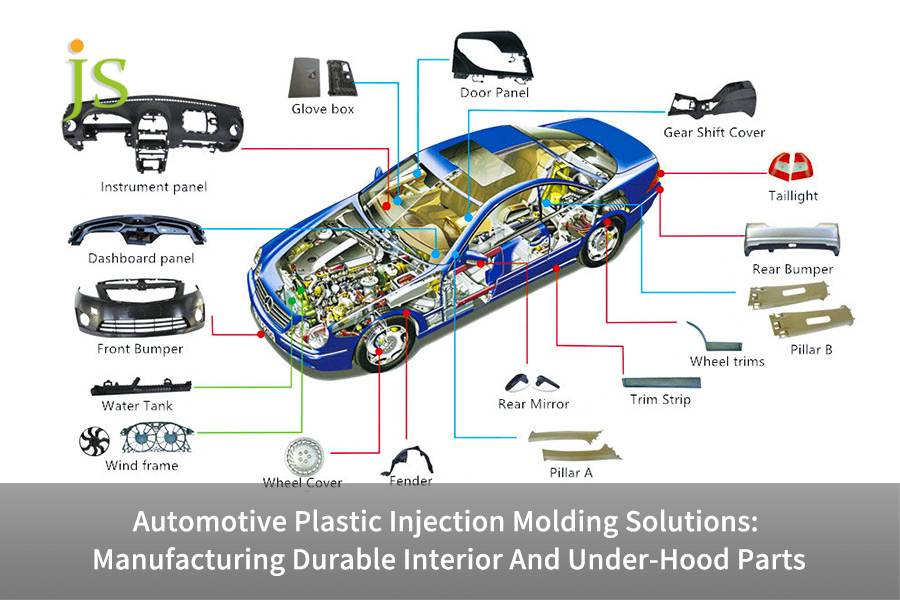
Figure 1: The homepage of a company showcasing injection molded automotive engine bay and interior plastic components, such as an intake manifold and radiator-style parts.
How Does Automotive Plastic Injection Molding Ensure Durability For High-Heat Under-Hood Parts?
Deciding on the appropriate material is definitely a very important step however, process control in plastic injection molding automotive is really at the heart of guaranteeing the longevity of parts under high-temperature conditions. It covers everything from mold designing to production monitoring at a large scale.
ESC Environmental Stress Cracking Test Method and Standards - A Brief Overview
It is a must to do an ESC test as per ASTM D1693 if you want to verify the quality of plastics used for automotive injection molding.
After the injection-molded part is obtained, it is immersed in a 50:50 mixture of coolant and oil at a temperature range of 80-120C for 500-1000 hours. The acceptance criteria are the retention of tensile strength by 75%, absence of cracking, and no swelling.
Required Levels of Strength Retention After Chemical Exposure
The retention strengths are aligned with the function of the parts: cooling system contact parts 75%, the parts in contact with oils 70%, and those parts which do not have a direct contact 80%.
For example, unmodified PA66+GF30 parts, after being soaked in the coolant at 120°C for 1000 hours, will only keep 65% of their original strength, if the parts are modified, this can be increased to >80%.
Tracking the Degradation of Performance of Glass Fiber Reinforced Materials Under High-Temperature Aging
When performing high-temperature aging, the primary indicators to focus on are: degradation rate of tensile strength 25%, retention rate of notched impact strength 60%, and dimensional change rate 0.5%.
After 1000 hours of heat aging at 150°C, PA66+GF30 displays 15%-20% loss of strength whereas PPS+GF40 shows only 5%-8% loss of strength.
Engine Compartment Parts Durability Verification Indicators
|
Test Item
|
Test Conditions
|
Acceptance Criteria
|
Applicable Parts
|
Test Cycle
|
|
ESC Chemical Resistance Test
|
Coolant/oil mixture (50:50), soaked at 120°C
|
Tensile strength retention rate ≥75%, no cracking.
|
Coolant pipelines, thermostat housing
|
1000 hours
|
|
High-Temperature Thermal Aging Test
|
Constant temperature aging at 150°C
|
Tensile strength attenuation rate ≤25%, dimensional change rate ≤0.5%.
|
Valve cover, intake manifold
|
1000 hours
|
|
Thermal Cycling Test
|
-40°C~150°C, 500 cycles
|
No deformation, no cracking, mechanical performance retention rate ≥80%.
|
All types of engine compartment injection molded parts
|
720 hours
|
|
Vibration Durability Test
|
10-2000Hz, acceleration 20g, continuous vibration
|
No loosening, no fracture, connection reliability meets standards.
|
Wire harness fixing parts, sensor brackets
|
240 hours
|
|
Engine Oil Immersion Test
|
Engine oil, soaked at 150°C
|
Tensile strength retention rate ≥70%, no swelling.
|
Oil pan, oil filter housing
|
500 hours
|
What Are The Key Quality Challenges In Plastic Injection Molding Automotive Interior Parts?
Automotive interior injection molding parts encounter three major issues arise which are excessive VOC emissions, lack of dimensional accuracy, and surface defects. These are directly related to in-vehicle air quality and visual appeal.
Being a significant group of injection molded plastic auto parts, they are also one of the main reasons for complaints in plastic injection molding production of automotive parts.
VOC Sources in Interior Parts and VDA278 Testing Standard
Residual monomers in polymers, processing compounds, and the thermal degradation of the resin during injection molding are the main sources of VOCs in interior parts. VDA 278 is the essential testing standard that is based on thermal desorption analysis. You must confirm that the total VOC level is 100 ppm.
Modification Path and Effects of Low-Odor PP Materials
Modification of low-odor PP can be used for VOC compliance: hydrogen modification substitutes degradation, leading to 76.5% less VOC. 20%-30% talc filling causes VOC to drop by more than 40%, and 5% zeolite adsorbent can capture volatiles very effectively, eventually reaching the odor level (VDA 270) 3.0.
Nitrogen-Assisted Volatilization Process Principle and Implementation Effect
Nitrogen-assisted volatilization is the key automotive plastic injection molding method for reducing VOCs. Introducing 99.9% pure nitrogen into the barrel will take away the volatiles and lead to an additional 30%-50% decrease of VOCs along with modification, being the best method for the large interior parts.
Freeform Surface Inspection: CMM vs. ATOS Accuracy Comparison
Traditional CMM point-by-point measurement is still beaten thanks to ATOS blue light scanning (accuracy 0.02mm, single scan 0.2 seconds). It produces 3D point clouds which can be compared with CAD, and it even accurately measures DTS gaps. It should definitely be the method of choice for Class A curved surfaces of interior trim.
Typical Defects and Fixes for Interior Parts
- Weld lines: They are the result of the melt flows diverging and then merging. Changing the gate location and elevating the mold temperature might be the way to fix it. Mold flow simulation is available for making predictions.
- Shrinkage marks: They happen due to irregular wall thickness and lack of holding pressure. Wall thickness can be optimized, and holding pressure and time can be increased to achieve better results.
- Warpage: It results from uneven cooling and differences in molecular orientation. Mold flow simulation can be used for forecasting and improving the cooling system.
- Uneven gloss: It results from the mold temperature variations and insufficient mold surface finish. Strict temperature regulation and mold polishing can fix this.
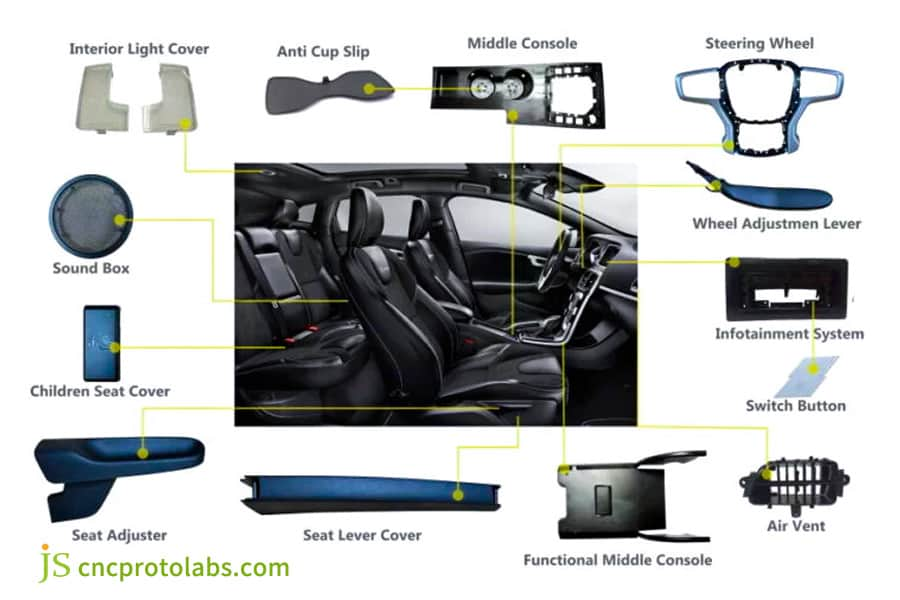
Figure 2: An exploded view diagram with labeled automotive interior plastic parts, such as the steering wheel, center console, and air vents.
How Do Automotive Plastic Injection Molding Companies Control Quality And Ensure Compliance?
Quality control is at the heart of automotive plastic injection molding. Quality standards for injection molded parts in the automotive supply chain are expressed at three different levels: system, process, and product.
Automotive plastic injection molding companies need to strictly follow the automotive plastic injection molding standards they are required to implement.
Dehumidification and Dew Point Control in CQI-23 Audit
CQI - 23 is an essential instrument for the evaluation of the mounded system with dew point control as one of the crucial activities of the Toyota Core analysis:
Nylon dew point -30°C, PC and PPS -40°C. Not achieving dew point requirements may cause the hydrolysis of the material, lead to the increase of VOCs, and be a reason for the deterioration of mechanical properties.
PPAP Level 3 Document Submission Checklist and Audit Focus
Level 3 of PPAP is the minimal prerequisite for the launch of the production line, which requires the hand-over of 18 core documents. main activity is checking the process capability Cpk 1.33 which demands record-keeping of prior parameter changes.
As part of the automotive supply chain, access to IATF 16949 is a fundamental requirement. The injection molding process is expected to satisfy seven conditions, including APQP, PFMEA, and PPAP, to be able to assure the reliable quality of parts.
SPC Key Parameter Monitoring Requirements
Mass production has to keep an eye on core process parameters such as melt temperature every 2 hours (5°C), injection pressure every shift (5%), holding pressure switching position every shift (0.5mm), part weight every 2 hours (0.5%), and critical dimension Cpk every shift (1.33).
Put simply, this is establishing "standardized operating red lines" in part production. So long as the parameter levels stay within the limits, the quality of each injection molded part will remain consistent and therefore the batch defects will be avoided.
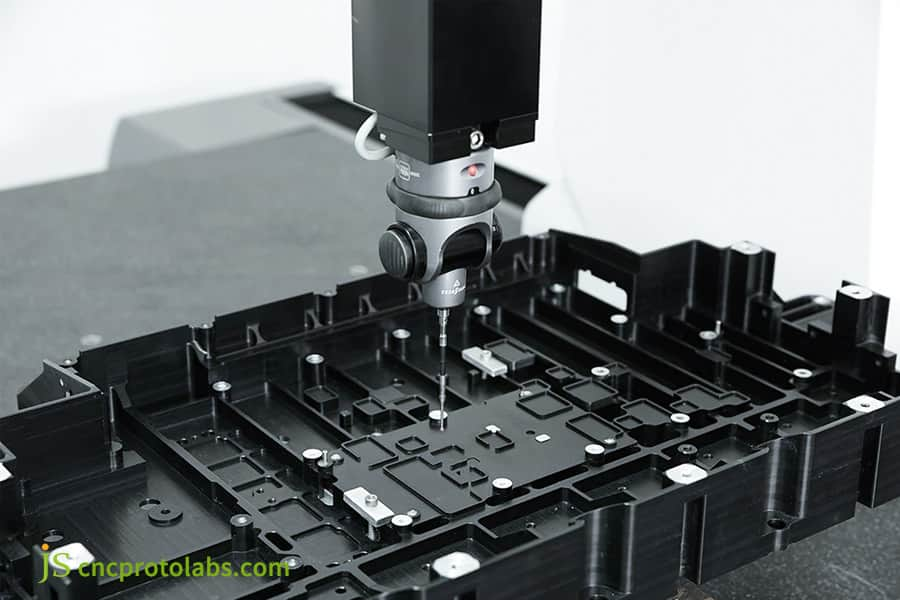
Figure 3: A Coordinate Measuring Machine (CMM) performing a precision inspection on a black automotive injection molded component in an industrial setting.
Why Is Mold Flow Analysis Essential For Plastic Injection Molding Automotive Projects?
Mold flow analysis is essentially "digital trial molding" for automotive plastic injection molding projects. It cuts down on trial molding expenses and shortens lead time, as it can prevent over 80% of possible defects by crossing them out beforehand through Moldflow software.
In other words, the whole molding process is filmed at the computer level, thereby doing away with mold opening and trial production. In this way, it is possible to locate potential problems beforehand and avoid the exorbitant costs and time wasted in remodeling.
Moldflow Warpage Prediction Accuracy and Verification Data
It is about 8%-12% for Moldflow warpage prediction error. For instance, predicting 2.3mm warpage on a dashboard while experimentally it's 2.5mm, it is feasible to reach the warpage limit of 1.0mm by fine-tuning holding pressure and cooling water channels.
The Impact of Gate and Cooling Water Channels on Shrinkage Uniformity
Gate location can determine how the polymers are aligned, on the other hand, cooling water channels are responsible for the cooling rate.
These two, via mold flow analysis, have to be installed in a way that the shrinkage rate difference between various parts is 0.1%, thereby avoiding part deformation.
Case Study: Mold Flow Analysis for Large Parts Bumper Grille
Using the Moldflow method, a 5-factor 5-level orthogonal test design was conducted on a commercial vehicle bumper grille. According to the results, the sequence of the warpage influence is:
Injection time > Melt temperature > Mold temperature > Cooling time >Holding pressure switching.
The best set of parameters are: melt temperature 240°C, mold temperature 60°C, injection time 6 seconds, and cooling time 16 seconds. These not only led to a 62% decrease in the warpage but also to a substantial shortening of the trial molding cycle.
|
Parameter Category
|
Specific Parameters
|
Acquisition Method
|
Importance
|
Impact Scope
|
|
Material Data
|
Melt density, viscosity, thermal conductivity
|
Moldflow database provided by material suppliers
|
Extremely High
|
Filling effect, warpage deformation
|
|
Mold Design
|
Gate position, cooling water channel layout, exhaust system
|
Mold design drawings
|
Extremely High
|
Weld line position, cooling uniformity
|
|
Process Parameters
|
Melt temperature, mold temperature, injection pressure, holding pressure curve
|
Past project experience + test optimization
|
High
|
Part accuracy, appearance quality
|
|
Product Structure
|
Wall thickness, rib layout, number of undercuts
|
Product 3D drawings
|
Extremely High
|
Filling difficulty, warpage risk
|
|
Other Parameters
|
Number of cavities, injection speed, cooling time
|
Mold design + process planning
|
Medium
|
Production efficiency, molding cycle
|
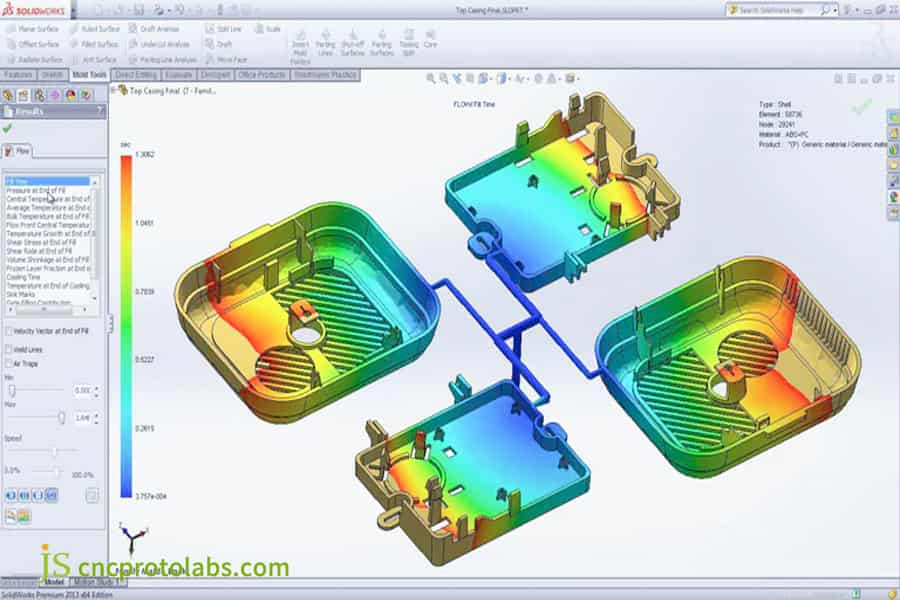
Figure 4: A software interface showing a color-coded mold flow analysis simulation for automotive plastic components.
How Can You Optimize Costs Without Sacrificing Quality In Plastic Injection Molding Automotive Projects?
Cost optimization is one of the most important aspects of plastic injection molding automotive projects. It involves making considered and targeted reductions in cost from the four main areas of design mold mass production, and supply chain, while still maintaining quality.
DFM Wall Thickness Optimization Minimizes Material Usage and Molding Cycle
DFM wall thickness optimization is the foundation for cost reduction in plastic injection molding automotive parts.
For example, reducing the wall thickness from 3.5mm to 2.8mm results in a 20% material saving while at the same time, the molding cycle can be shortened by 15%-20%. On the other hand changes such as removing the undercuts, can lead to a 10%-15% reduction in mold cost.
Hot Runner Systems Lead to Better Material Utilization and Higher ROI
Hot runner systems allow to increase the material utilization from a range of 60%-70% to more than 95%. If the annual production volume is 500,000 medium-sized injection molded parts, the ROI period is only 6-12 months. Further, it contributes to more even filling of the mold and defects are practically eliminated.
Pre-Mold Flow Analysis Minimizes Mold Modification Charges
Performing pre-mold flow analysis can eradicate over 80% of potential defects later on. Normally, 1 mold change costs from $5,000 to $15,000 and thus by decreasing the number of trial moldings from 3-5 to 1-2, you not only save $20,000-$50,000 but also reduce time by 4-8 weeks.
Summary of Cost Optimization Methods at Each Stage
|
Optimization Stage
|
Optimization Methods
|
Typical Savings Range
|
Quality Impact Evaluation
|
|
Product Design
|
DFM wall thickness optimization, structure simplification
|
15%-25%
|
No negative impact, improving molding stability.
|
|
Mold Design
|
Mold flow analysis in advance, gate/cooling optimization
|
20%-30%
|
|
|
Mold Manufacturing
|
Simplify mold structure, select suitable materials
|
10%-15%
|
Does not affect mold life and part accuracy.
|
|
Mass Production Stage
|
Hot runner application, process parameter optimization
|
15%-20%
|
Improve production efficiency and reduce defective loss.
|
|
Supply Chain
|
Material substitution, bulk purchase bargaining
|
5%-10%
|
Material performance must be strictly verified to ensure compliance.
|
If you want to optimize project costs while ensuring quality, please provide the part specifications and production volume, and we will calculate the cost optimization potential for plastic injection molding automotive parts for you free of charge.
What Key Indicators Should You Evaluate When Selecting Automotive Plastic Injection Molding Companies?
Selecting automotive plastic injection molding companies requires to check their quality system, technical capabilities, supply chain stability, and project experience. These factors are the main selection criteria for the plastic injection molding automotive industry and the fundamental requirements of the cooperation in this field.
IATF 16949 Certification Cycle and Surveillance Audit Requirements
IATF 16949 is a must-have selection criterion. The certification validity period may range from 6-12 months. Once certified, annual surveillance audits become mandatory along with the renewal audits every three years. The failure in passing the audit will impact the supply chain cooperation.
Injection Molding Equipment Tonnage Range and Part Compatibility
The formula for the calculation of clamping force is: Clamping force (tons) Projected area (cm) Cavity pressure (kg/cm) 1000. Cavity pressure is considered about 300-500 kg/cm.
We recommend that you only select suppliers with tonnage capabilities between 60 and 1600 tons.
Testing Capability Requirements
The trustworthy suppliers should have comprehensive testing capabilities: dimensional inspection (CMM, 0.005mm), freeform surface inspection (ATOS, 0.02mm), and material and environmental reliability testing. If a company owns their laboratory and testing facilities can decrease the testing cycle by more than 50%.
Supply Chain Stability Assessment Key Points
Supply chain stability needs to be assessed based on: long-term cooperation with original material manufacturers/authorized agents, a robust batch traceability system, and a secondary supplier management mechanism. On-time delivery rate for the past 12 months must be ≥98%.
The stability of the supply chain will be evaluated based on: continuous cooperation for a long time with original material manufacturers/authorized agents, having a strong batch traceability system, and the existence of a secondary supplier management mechanism. The on-time delivery rate for the last 12 months should be 98%.
JS Precision Case Study: Analysis And Solution Of Chemical Cracking Resistance Failure Of PPS Injection Parts
The following practical cases can help you intuitively understand how JS Precision addresses complex challenges in automotive plastic injection molding.
Client Background
One of the European Tier 1 suppliers who supply PPS + GF40 engine compartment coolant piping connectors to OEMs posted an annual volume of 800,000 pieces. Testing with the first batch of trial molds revealed that only 60% of the units which had passed the ESC test, and the project was facing the possibility of SOP postponements.
Problems
The sudden change in the wall thickness of the connector brought about the stress concentration. The ESC testing conditions were very rigorous (120°C, 1000 hours of coolant immersion, tensile strength retention 75%). The weld line lay at the stress concentration spot, so it was very susceptible to the cracks.
Actions Taken
Our technical team did not hesitate to take a step in the matter and addressed all the hitch by optimization from different directions:
1. Using Moldflow mold flow analysis, the gate position was re optimized from a single side gate to a symmetrical layout of double point gates, completely eliminating the problem of weld marks located in stress concentration areas.
2. Optimize the pressure holding curve, adjust from one pressure holding section to three pressure holding sections, ensure sufficient shrinkage of the thin-walled thick walled transition zone, and improve the density of the parts.
3. Raise the mold temperature from 130°C to 145°C to improve the melt flowability and weld bond strength.
4. Increase the R-angle transition in the stress concentration area to reduce the stress concentration factor. The fifth is to optimize the material drying process, reduce the moisture content to 0.03%, and avoid performance degradation caused by hydrolysis.
Final Results
Following the fine-tuning, the parts' tensile strength retention rate in the ESC test rose to 84%, weld line strength went up by 50%, the critical dimension Cpk grew to 1.48, the annual defect rate dropped to 0.3%, the project met its schedule completion (SOP), and the customer placed additional similar orders.
If you are also facing similar issues such as cracking or substandard performance in injection molded parts, you can submit 3D drawings of the parts and your requirements. We will customize an exclusive automotive plastic injection molding solution for you to help your project be successfully implemented.
FAQs
Q1: How long does the development process for automotive injection molded parts typically take?
Part development from T0 trial molding to SOP mass production will generally take around 12-20 weeks in total, including mold manufacturing, trial molding optimization, and PPAP submission. However, this schedule may vary depending on the complexity of the parts, and we are able to offer tailored cycle planning.
Q2: Should a supplier of automotive injection molding have an IATF 16949 certification?
Indeed, IATF 16949 is merely an entrance gate for getting into the automotive supply chain. It would be impossible to collaborate without certification. We have this certification at hand and fulfill your supply chain requirements immediately.
Q3: Which materials are mostly used for injection molded engine compartment parts?
PPS (HDT>260°C) and PA66+GF30 are the most favored, next would be PPA+GF and PBT+GF. Your part's working conditions and your cost budget will determine the final choice.
Q4: What are the major factors causing interior parts' VOC to surpass standards?
Residual monomers, processing byproducts, and thermal degradation during injection molding are cumulatively responsible for VOC emissions. To ensure quality, one must first select low-odor materials and then maintain nitrogen devolatilization through the injection process.
Q5: Which injection molding defects can Moldflow analysis detect?
Moldflow analysis is able to identify five primary defects, such as warping, weld lines, and sink marks. It can help avoid more than 80% of issues, apart from reducing trial molding costs.
Q6: How can I rapidly find out the reason for warpage deformation of injection molded parts?
Moldflow analysis can be used to determine the direction of deformation. If there is uneven cooling, the warpage will be symmetrical. On the other hand, the shrinkage due to orientation is along the direction of flow of the melt. So, it is possible to do a targeted optimization.
Q7: How long do automotive injection molds typically last?
The lifecycles of mass production molds are estimated to be between 500,000 and 1,000,000. cycles With the use of top-quality mold steel and following a proper maintenance schedule, it is possible to extend these lifetimes to over 2,000,000 cycles. We are also able to provide mold maintenance support.
Q8: What is the lowest number of automotive injection molded parts that I can order?
Normally 5,000-10,000 pieces/year. If you want less quantity, then rapid prototyping or CNC machining can be considered. We have several models of cooperation.
Summary
Automotive plastic injection molding is fundamentally a systems engineering endeavor. Each phase directly impacts the reliability and regulatory compliance of the components.
Selecting an appropriate partner might allow you to not only circumvent unnecessary routes but also to lower prices while enhancing productivity. JS Precision offers a one-stop solution to assist you in resolving various injection molding-related issues that have been causing you difficulties.
Contact the JS Precision technical team immediately to get a tailor-made material plan and cost evaluation for your projectby simply sending 3D drawings to the specified email address, you will be able to get a DFM report and quotation within 24 hours. Together, let's make your automotive injection molding project run smoothly.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

