Две существенные проблемы. Растрескивание деталей моторного отсека, отлитых под давлением, при высоких температурах, а также появление чрезмерных выбросов летучих органических соединений в деталях салона прямо ставят под угрозу реализацию проекта и репутацию бренда.
Решение вопросов, связанных как с долговечностью, так и с экологичностью, станет общей задачей для OEM-производителей и поставщиков первого уровня.
Здесь, в этой статье, комплексное решение для литья автомобильного пластика под давлением представлено с четырех точек зрения: выбор высокотемпературного материала, анализ текучести пресс-формы и т. д. Литье пластика под давлением с высокой степенью очистки является ключевым моментом.
Сводка основных ответов
<дел>
<тело>
Основное измерение
Основной ответ
Выбор материала для высокотемпературной зоны
Детали моторного отсека должны быть изготовлены из PPS (HDT>260°C) или PA66+GF30 (HDT 220–265°C), чтобы соответствовать двойным требованиям: долговременной термостойкости и стойкости к химической коррозии.
Контроль летучих органических соединений и запаха
Внутренние детали изготовлены из полипропилена + талькового порошка со слабым запахом в сочетании с процессом удаления летучих веществ с помощью азота и осушающей сушки с точкой росы ≤-40°C, так что уровень запаха составляет ≤3,0, а общее содержание летучих органических соединений составляет ≤100 страниц в минуту.
Гарантия точности размеров
Для деталей с поверхностью произвольной формы вместо традиционного точечного растрирования CMM используется полноэкранное сканирование ATOS синим светом (точность 0,02 мм) для создания отчета об отклонении тепловой карты для проверки соответствия зазора DTS.
Порог системы качества
Сертификация IATF 16949 — это начальный этап цепочки поставок автомобильной продукции, а оценка системы формования CQI-23 — основной инструмент аудита, обеспечивающий согласованность партий.
Путь оптимизации затрат
Оптимизация литника и схемы охлаждения посредством анализа текучести пресс-формы может устранить более 80 % потенциальных дефектов перед открытием пресс-формы, сокращая количество итераций испытаний пресс-формы и затраты на ее модификацию.
Основные выводы:
<ул>
Для изготовления деталей моторного отсека обычно выбираются PPS (>260C HDT) и PA66+GF30, а химическая стойкость также должна подвергаться испытаниям ESC.
Основные три элемента контроля ЛОС, которые принимаются во внимание при работе с деталями интерьера: материалы со слабым запахом, удаление летучих азота и контроль точки росы.
Осмотр поверхности произвольной формы, если он выполняется вручную, должен выполняться с помощью сканирования полной площади синим светом ATOS. Точечная нотация CMM не позволяет полностью оценить пробелы в DTS.
Сертификация IATF 16949 и аудит CQI-23 считаются обязательными условиями для выбора поставщика.
Анализ текучести пресс-формы дает результаты коробления и линий сварки, что делает его очень важным предварительным процессом для контроля затрат.
Почему стоит доверять JS Precision при литье автомобильного пластика под давлением? Профессиональное производство автомобильных компонентов
Поиск надежного производителя автомобильных пластиковых деталей для литья под давлением должен быть в верхней части вашего списка приоритетов, чтобы обеспечить успешную реализацию ваших проектов по производству автомобильных запчастей.
JS Precision фактически является одним из самых надежных и предпочтительных партнеров для OEM-производителей и поставщиков первого уровня во всем мире, поскольку он предлагает конкретные и поддающиеся проверке гарантии эффективности вашего сотрудничества.
Поэтому вы можете полностью положиться на нас в обеспечении соответствия вашей продукции требованиям автомобильной промышленности. Обладая международно признанными сертификатами, такими как IATF 16949:2016 и ISO 9001:2015, JS Precision также может поставлять автомобильные компоненты высочайшего качества, соответствующие медицинскому стандарту качества ISO 13485:2016, и это еще одна строка. ей поклон!
Наши производственные машины с усилием смыкания 60–1600 тонн могут точно адаптировать различные методы автомобильного литьевого производства в соответствии с вашими требованиями.
Мы также предоставляем техническую поддержку, чтобы помочь вам удовлетворить ваши потребности в талантах и технологиях, связанных с работами по литью пластмасс под давлением рядом со мной. наша экспертная группа по анализу текучести пресс-формы и устройство для измерения синего света ATOS могут помочь вам в предварительном планировании для предотвращения дефектов при литье, тем самым обеспечивая правильную форму деталей и снижая потери из-за доработок.
Недавно компания JS Precision помогла европейским поставщикам уровня 1 с аналогичными требованиями решить проблему растрескивания деталей PPS, отлитых под давлением, в результате чего процент прохождения испытаний ESC увеличился с 60 % до 100 %, что позволило им своевременно предоставлять СОП и избежать наказания за просрочку платежей.
Кроме того, мы усовершенствовали контроль содержания летучих органических соединений в деталях интерьера для местного OEM-производителя, снизив уровень запаха до менее 3,0, что значительно снизило уровень жалоб и сохранило репутацию бренда.
Поэтому, если вы выберете JS Precision, вы сможете точно решить основные проблемы производства литья пластмасс под давлением, сократить свои расходы, сократить время операций и даже сделать проект более плавным.
<блок-цитата>
Если вы ищете надежного партнера для вашего проекта по литью автомобилей под давлением, свяжитесь с нашей технической командой для индивидуальной оценки проекта и решений по снижению рисков сотрудничества.
Как выбрать правильные материалы для литья пластмассовых автомобильных деталей в сильно нагревающихся моторных отсеках?
В настоящей главе исследуются вопросы, связанные с выбором материала для деталей, работающих в зонах высоких температур. Детали, полученные литьем под давлением, расположенные в моторном отсеке, должны быть оценены на предмет их термостойкости в краткосрочной перспективе, термостойкости в долгосрочной перспективе, химической стойкости и чувствительности к влаге.
Требования к совместимости материалов между пластиковыми автозапчастями, полученными литьем под давлением, и автомобильными деталями, полученными литьем под давлением, напрямую определяют срок службы деталей. Такие материалы, как PPS и PA66+GF30, должны подбираться в соответствии с условиями эксплуатации.
Чем отличаются HDT и UL RTI и их роль в выборе материала
HDT (температура теплового отклонения, ASTM D648/ISO 75) измеряет устойчивость к нагреву в краткосрочной перспективе, поэтому кратковременная рабочая температура должна быть примерно на 10 ℃ ниже, чем HDT. UL RTI измеряет устойчивость к нагреву в течение длительного периода, таким образом, долгосрочная рабочая температура температура деталей моторного отсека должна быть ниже значения UL RTI для материала.
Основы и поведение материалов химической стойкости
В моторном отсеке имеются детали, которые контактируют с химикатами из разных источников. Вот почему химическая стойкость стала основной характеристикой автомобильных пластиковых деталей, отлитых под давлением.
Среди других PPS является лучшим, поскольку он демонстрирует отличную химическую стойкость и может храниться при температуре до 240 ℃ в течение длительного времени. Между тем, PA66+GF30 необходимо сделать устойчивым к гидролизу, чтобы он мог выдерживать воздействие охлаждающей жидкости.
С другой стороны, PPA+GF очень устойчив к топливу, а PBT+GF подходит только для тех ситуаций, когда нет воздействия очень сильных химикатов.
Влияние влажности материала на механические свойства и параметры сушки
Конструкционные пластики с высоким содержанием влаги будут подвергаться гидролизу и их механические свойства ухудшатся: влажность 0,20% формовочного изделия ПА66 может привести к снижению прочности на разрыв на 10-15% и ударной вязкости на 20-30%, влажность ППС должна составлять 0,05%, а ПК - 0,02%.
Условия сушки:PA66 высыхает при 80°C в течение 4-6 часов до содержания 0,10%. ППС сушится при 120-150°С в течение 3-4 часов до 0,05%. ПК сушится при температуре 120°С в течение 3-4 часов до 0,02%.
Сравнительная таблица выбора жаростойких материалов
<дел>
<тело>
<тр>
Тип материала
HDT (1,8 МПа, °C)
Температура длительного использования (°C)
Типичные сценарии применения
Рейтинг химической устойчивости
<тр>
PPS
260-280
200-240
Соединители линий охлаждающей жидкости, крышки клапанов
Отлично (устойчив к моторному маслу и охлаждающей жидкости)
<тр>
PA66+GF30
90-100
120–150
Впускной коллектор, торцевая крышка радиатора
Хорошо (требуется модификация, устойчивая к гидролизу)
<тр>
PA46
160–180
160–180
Корпус датчика высокой температуры, детали вокруг выхлопной системы
Хорошо (лучшая устойчивость к гидролизу, чем у PA66)
<тр>
PPA+GF
200-220
150-170
Крышка головки блока цилиндров двигателя, компоненты топливной системы
Отлично (выдающаяся топливная устойчивость)
<тр>
PBT+GF
120–140
100–120
Корпус реле, детали крепления жгута проводов
Средний (не устойчив к сильным химикатам)
<блок-цитата>
Выбор правильного материала для высокотемпературных зон — первый шаг к успеху в литье автомобильного пластика под давлением. Если вы не уверены, какой материал использовать для своих деталей, свяжитесь с нами, чтобы получить бесплатный информационный документ по выбору материала, чтобы быстро найти правильное решение.
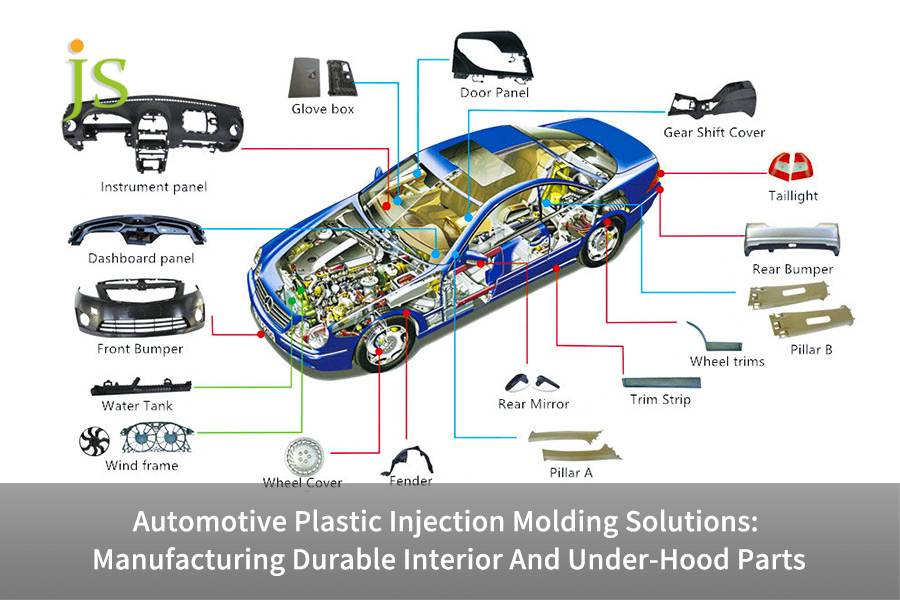
Рис. 1. Домашняя страница компании, демонстрирующей отлитые под давлением автомобильные детали моторного отсека и внутренние пластиковые детали, такие как впускной коллектор и детали радиатора.
Как литье автомобильного пластика под давлением обеспечивает долговечность деталей под капотом, нагревающихся при высоких температурах?
Выбор подходящего материала, безусловно, является очень важным шагом, однако управление процессом в автомобильном литье пластмасс под давлением действительно лежит в основе обеспечения долговечности деталей в условиях высоких температур. Он охватывает все: от проектирования пресс-форм до крупномасштабного мониторинга производства.
Метод и стандарты испытаний ESC на растрескивание под воздействием окружающей среды – краткий обзор
Необходимо пройти тест ESC в соответствии с ASTM D1693, если вы хотите проверить качество пластмасс, используемых для литья под давлением автомобилей.
После получения литьевой детали ее погружают в смесь охлаждающей жидкости и масла в соотношении 50:50 при температуре 80-120С на 500-1000 часов. Критериями приемки являются сохранение прочности на разрыв на 75 %, отсутствие растрескивания и набухания.
Необходимые уровни сохранения прочности после химического воздействия
Сила удержания соответствует функции деталей: детали, контактирующие с системой охлаждения, 75 %, детали, контактирующие с маслами, 70 % и детали, не имеющие прямого контакта, 80 %.
Например, немодифицированные детали PA66+GF30 после выдержки в охлаждающей жидкости при температуре 120°C в течение 1000 часов сохранят только 65 % своей первоначальной прочности; если детали модифицированы, ее можно увеличить до >80 %.
Отслеживание ухудшения характеристик материалов, армированных стекловолокном, при высокотемпературном старении
При проведении высокотемпературного старения основными показателями, на которые следует обратить внимание, являются: степень снижения прочности на разрыв 25 %, степень сохранения ударной вязкости с надрезом 60 % и скорость изменения размеров 0,5 %.
После 1000 часов теплового старения при 150°C PA66+GF30 демонстрирует потерю прочности на 15–20 %, тогда как PPS+GF40 демонстрирует потерю прочности только на 5–8 %.
Сохранение прочности на разрыв ≥70 %, без набухания.
Масляный поддон, корпус масляного фильтра
500 часов
Каковы основные проблемы качества при литье пластиковых деталей салона автомобиля?
При изготовлении деталей салона автомобиля, отлитых под давлением, возникают три основные проблемы: чрезмерные выбросы летучих органических соединений, недостаточная точность размеров и дефекты поверхности. Они напрямую связаны с качеством воздуха в автомобиле и его визуальной привлекательностью.
Источники летучих органических соединений во внутренних деталях и стандарт тестирования VDA278
Остаточные мономеры в полимерах, технологических соединениях и термическое разложение смолы во время литья под давлением являются основными источниками летучих органических соединений во внутренних деталях. VDA 278 — это основной стандарт тестирования, основанный на термодесорбционном анализе. Вы должны подтвердить, что общий уровень ЛОС составляет 100 частей на миллион.
Путь модификации и эффекты полипропиленовых материалов со слабым запахом
Модификация полипропилена со слабым запахом может быть использована для обеспечения соответствия требованиям по содержанию летучих органических соединений: водородная модификация заменяет разложение, что приводит к снижению содержания летучих органических соединений на 76,5%. Наполнение тальком на 20–30 % приводит к снижению содержания летучих органических соединений более чем на 40 %, а 5 % цеолитовый адсорбент может очень эффективно улавливать летучие вещества, в конечном итоге достигая уровня запаха (VDA 270) 3,0.
Принцип процесса улетучивания с помощью азота и эффект от реализации
Испарение азота — ключевой метод литья автомобильного пластика под давлением, позволяющий снизить содержание летучих органических соединений. Введение в ствол азота чистотой 99,9 % удалит летучие вещества и приведет к дополнительному снижению содержания ЛОС на 30–50 % наряду с модификацией, что является лучшим методом для крупных внутренних деталей.
Осмотр поверхности произвольной формы: сравнение точности КИМ и ATOS
Традиционные точечные измерения КИМ по-прежнему превосходят результаты благодаря сканированию синим светом ATOS (точность 0,02 мм, время единичного сканирования 0,2 секунды). Он создает трехмерные облака точек, которые можно сравнить с CAD, и даже точно измеряет пробелы в DTS. Этот метод определенно следует использовать для изогнутых поверхностей внутренней отделки класса А.
Типичные дефекты и исправления деталей интерьера
<ул>
Линии сварного шва: Они возникают в результате расхождения и последующего слияния потоков расплава. Изменение местоположения литника и повышение температуры формы может помочь исправить ситуацию. Для прогнозирования доступно моделирование течения пресс-формы.
Следы усадки: они возникают из-за неравномерной толщины стенок и отсутствия удерживающего давления. Толщину стенок можно оптимизировать, а давление и время удержания можно увеличить для достижения лучших результатов.
Деформация: возникает в результате неравномерного охлаждения и различий в ориентации молекул. Моделирование течения пресс-формы можно использовать для прогнозирования и улучшения системы охлаждения.
Неравномерный блеск: возникает из-за колебаний температуры формы и недостаточного обработки поверхности формы. Это можно исправить строгим регулированием температуры и полировкой пресс-форм.
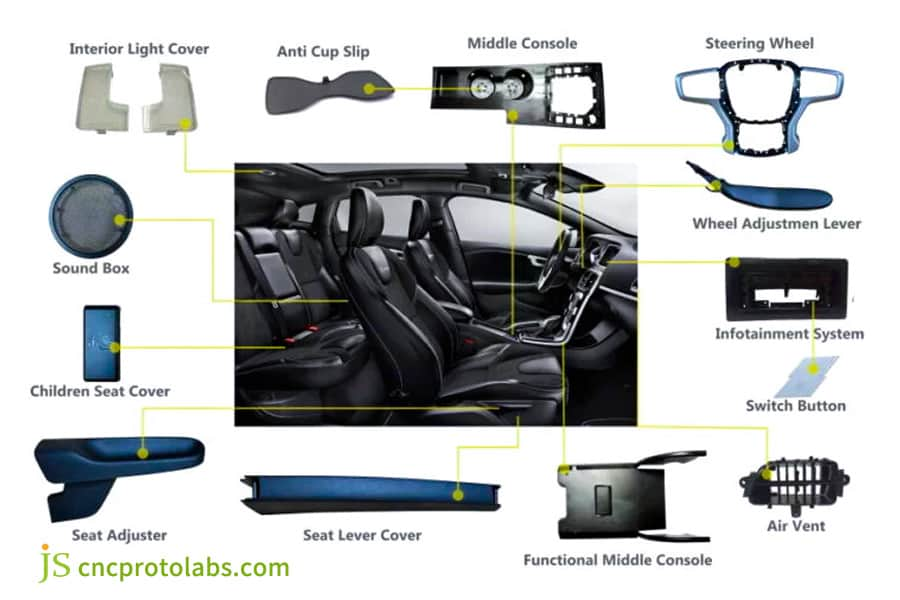
Рис. 2. Схема в разобранном виде с маркированными пластиковыми деталями салона автомобиля, такими как рулевое колесо, центральная консоль и вентиляционные отверстия.
Как компании, занимающиеся литьем автомобильного пластика под давлением, контролируют качество и обеспечивают соблюдение требований?
Контроль качества лежит в основе литья автомобильного пластика под давлением. Стандарты качества деталей, полученных литьем под давлением в цепочке поставок автомобилей, выражаются на трех различных уровнях: система, процесс и продукт.
CQI-23 — важный инструмент для оценки насыпной системы с контролем точки росы как одного из важнейших этапов анализа Toyota Core:
Точка росы нейлона -30°C, поликарбоната и полипропилена -40°C. Недостижение требований к точке росы может вызвать гидролиз материала, привести к увеличению содержания ЛОС и стать причиной ухудшения механических свойств.
Контрольный список подачи документов PPAP уровня 3 и фокус аудита
Уровень 3 PPAP является минимальным условием для запуска производственной линии, требующей передачи 18 основных документов. Основной деятельностью является проверка возможностей процесса Cpk 1.33, которая требует ведения учета предыдущих изменений параметров.
Для участников цепочки поставок автомобильной продукции доступ к стандарту IATF 16949 является основополагающим требованием. Ожидается, что процесс литья под давлением должен удовлетворять семи условиям, включая APQP, PFMEA и PPAP, чтобы обеспечить надежное качество деталей.
Требования к мониторингу ключевых параметров SPC
При массовом производстве необходимо следить за основными параметрами процесса, такими как температура расплава каждые 2 часа (5°C), давление впрыска каждую смену (5%), удержание положения переключения давления каждую смену (0,5 мм), вес детали каждые 2 часа (0,5%) и критический размер Cpk каждую смену (1,33).
Проще говоря, это создание «стандартизированных рабочих красных линий» в производстве деталей. Пока уровни параметров остаются в допустимых пределах, качество каждой детали, отлитой под давлением, будет оставаться стабильным и, следовательно, можно будет избежать дефектов партии.
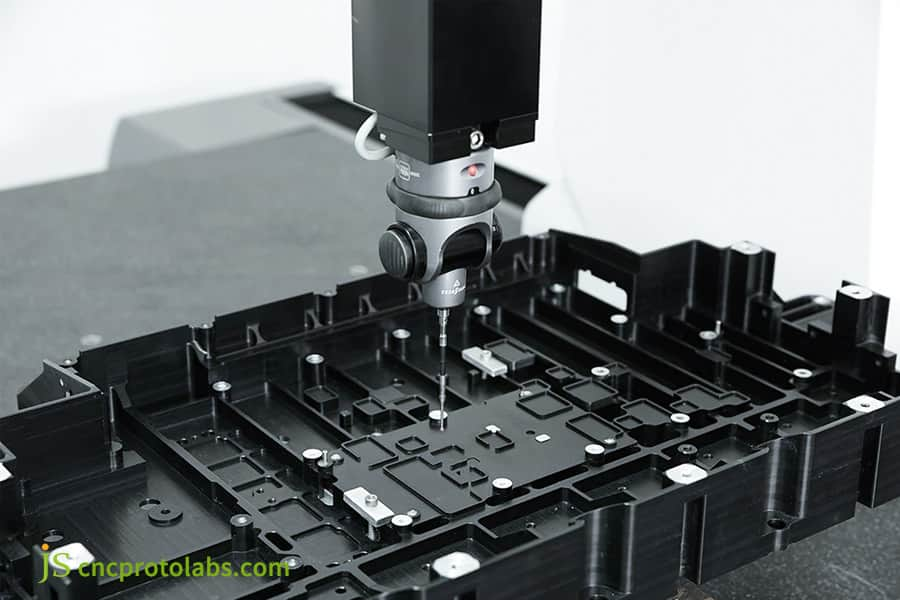
Figure 3: A Coordinate Measuring Machine (CMM) performing a precision inspection on a black automotive injection molded component in an industrial setting.
Why Is Mold Flow Analysis Essential For Plastic Injection Molding Automotive Projects?
Mold flow analysis is essentially "digital trial molding" for automotive plastic injection molding projects. It cuts down on trial molding expenses and shortens lead time, as it can prevent over 80% of possible defects by crossing them out beforehand through Moldflow software.
In other words, the whole molding process is filmed at the computer level, thereby doing away with mold opening and trial production. In this way, it is possible to locate potential problems beforehand and avoid the exorbitant costs and time wasted in remodeling.
Moldflow Warpage Prediction Accuracy and Verification Data
It is about 8%-12% for Moldflow warpage prediction error. For instance, predicting 2.3mm warpage on a dashboard while experimentally it's 2.5mm, it is feasible to reach the warpage limit of 1.0mm by fine-tuning holding pressure and cooling water channels.
The Impact of Gate and Cooling Water Channels on Shrinkage Uniformity
Gate location can determine how the polymers are aligned, on the other hand, cooling water channels are responsible for the cooling rate.
These two, via mold flow analysis, have to be installed in a way that the shrinkage rate difference between various parts is 0.1%, thereby avoiding part deformation.
Case Study: Mold Flow Analysis for Large Parts Bumper Grille
Using the Moldflow method, a 5-factor 5-level orthogonal test design was conducted on a commercial vehicle bumper grille. According to the results, the sequence of the warpage influence is:
Injection time > Melt temperature > Mold temperature > Cooling time >Holding pressure switching.
The best set of parameters are: melt temperature 240°C, mold temperature 60°C, injection time 6 seconds, and cooling time 16 seconds. These not only led to a 62% decrease in the warpage but also to a substantial shortening of the trial molding cycle.
<дел>
<тело>
<тр>
Parameter Category
Specific Parameters
Acquisition Method
Importance
Impact Scope
<тр>
Material Data
Melt density, viscosity, thermal conductivity
Moldflow database provided by material suppliers
Extremely High
Filling effect, warpage deformation
<тр>
Mold Design
Gate position, cooling water channel layout, exhaust system
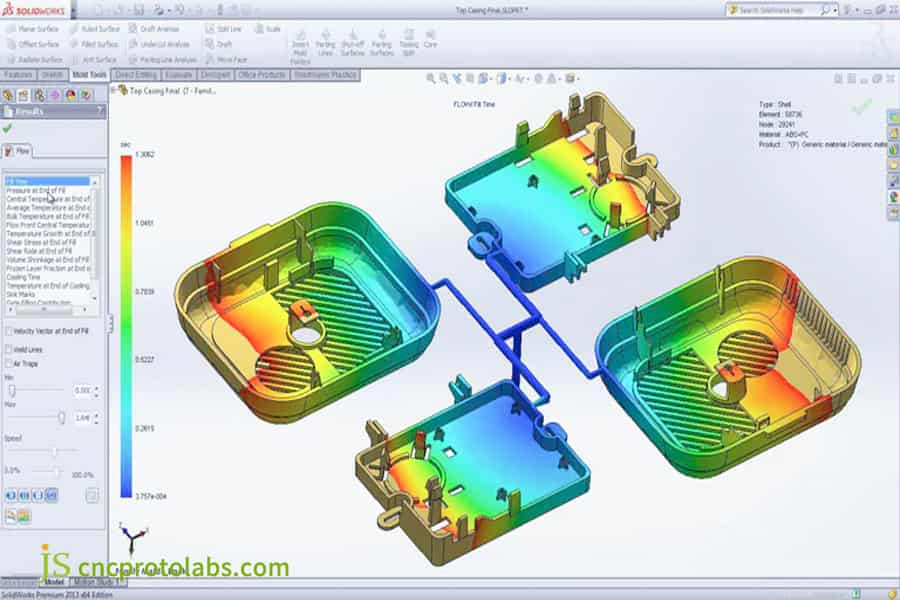
Figure 4: A software interface showing a color-coded mold flow analysis simulation for automotive plastic components.
How Can You Optimize Costs Without Sacrificing Quality In Plastic Injection Molding Automotive Projects?
Cost optimization is one of the most important aspects of plastic injection molding automotive projects. It involves making considered and targeted reductions in cost from the four main areas of design mold mass production, and supply chain, while still maintaining quality.
DFM Wall Thickness Optimization Minimizes Material Usage and Molding Cycle
For example, reducing the wall thickness from 3.5mm to 2.8mm results in a 20% material saving while at the same time, the molding cycle can be shortened by 15%-20%. On the other hand changes such as removing the undercuts, can lead to a 10%-15% reduction in mold cost.
Hot Runner Systems Lead to Better Material Utilization and Higher ROI
Hot runner systems allow to increase the material utilization from a range of 60%-70% to more than 95%. If the annual production volume is 500,000 medium-sized injection molded parts, the ROI period is only 6-12 months. Further, it contributes to more even filling of the mold and defects are practically eliminated.
Performing pre-mold flow analysis can eradicate over 80% of potential defects later on. Normally, 1 mold change costs from $5,000 to $15,000 and thus by decreasing the number of trial moldings from 3-5 to 1-2, you not only save $20,000-$50,000 but also reduce time by 4-8 weeks.
Summary of Cost Optimization Methods at Each Stage
Hot runner application, process parameter optimization
15%-20%
Improve production efficiency and reduce defective loss.
<тр>
Supply Chain
Material substitution, bulk purchase bargaining
5%-10%
Material performance must be strictly verified to ensure compliance.
<блок-цитата>
If you want to optimize project costs while ensuring quality, please provide the part specifications and production volume, and we will calculate the cost optimization potential for plastic injection molding automotive parts for you free of charge.
What Key Indicators Should You Evaluate When Selecting Automotive Plastic Injection Molding Companies?
Selecting automotive plastic injection molding companies requires to check their quality system, technical capabilities, supply chain stability, and project experience. These factors are the main selection criteria for the plastic injection molding automotive industry and the fundamental requirements of the cooperation in this field.
IATF 16949 Certification Cycle and Surveillance Audit Requirements
IATF 16949 is a must-have selection criterion. The certification validity period may range from 6-12 months. Once certified, annual surveillance audits become mandatory along with the renewal audits every three years. The failure in passing the audit will impact the supply chain cooperation.
Injection Molding Equipment Tonnage Range and Part Compatibility
The formula for the calculation of clamping force is: Clamping force (tons) Projected area (cm) Cavity pressure (kg/cm) 1000. Cavity pressure is considered about 300-500 kg/cm.
We recommend that you only select suppliers with tonnage capabilities between 60 and 1600 tons.
Testing Capability Requirements
The trustworthy suppliers should have comprehensive testing capabilities: dimensional inspection (CMM, 0.005mm), freeform surface inspection (ATOS, 0.02mm), and material and environmental reliability testing. If a company owns their laboratory and testing facilities can decrease the testing cycle by more than 50%.
Supply Chain Stability Assessment Key Points
Supply chain stability needs to be assessed based on: long-term cooperation with original material manufacturers/authorized agents, a robust batch traceability system, and a secondary supplier management mechanism. On-time delivery rate for the past 12 months must be ≥98%.
The stability of the supply chain will be evaluated based on: continuous cooperation for a long time with original material manufacturers/authorized agents, having a strong batch traceability system, and the existence of a secondary supplier management mechanism. The on-time delivery rate for the last 12 months should be 98%.
JS Precision Case Study: Analysis And Solution Of Chemical Cracking Resistance Failure Of PPS Injection Parts
The following practical cases can help you intuitively understand how JS Precision addresses complex challenges in automotive plastic injection molding.
Client Background
One of the European Tier 1 suppliers who supply PPS + GF40 engine compartment coolant piping connectors to OEMs posted an annual volume of 800,000 pieces. Testing with the first batch of trial molds revealed that only 60% of the units which had passed the ESC test, and the project was facing the possibility of SOP postponements.
Problems
The sudden change in the wall thickness of the connector brought about the stress concentration. The ESC testing conditions were very rigorous (120°C, 1000 hours of coolant immersion, tensile strength retention 75%). The weld line lay at the stress concentration spot, so it was very susceptible to the cracks.
Actions Taken
Our technical team did not hesitate to take a step in the matter and addressed all the hitch by optimization from different directions:
1. Using Moldflow mold flow analysis, the gate position was re optimized from a single side gate to a symmetrical layout of double point gates, completely eliminating the problem of weld marks located in stress concentration areas.
2. Optimize the pressure holding curve, adjust from one pressure holding section to three pressure holding sections, ensure sufficient shrinkage of the thin-walled thick walled transition zone, and improve the density of the parts.
3. Raise the mold temperature from 130°C to 145°C to improve the melt flowability and weld bond strength.
4. Increase the R-angle transition in the stress concentration area to reduce the stress concentration factor. The fifth is to optimize the material drying process, reduce the moisture content to 0.03%, and avoid performance degradation caused by hydrolysis.
Final Results
Following the fine-tuning, the parts' tensile strength retention rate in the ESC test rose to 84%, weld line strength went up by 50%, the critical dimension Cpk grew to 1.48, the annual defect rate dropped to 0.3%, the project met its schedule completion (SOP), and the customer placed additional similar orders.
<блок-цитата>
If you are also facing similar issues such as cracking or substandard performance in injection molded parts, you can submit 3D drawings of the parts and your requirements. We will customize an exclusive automotive plastic injection molding solution for you to help your project be successfully implemented.
FAQs
Q1: How long does the development process for automotive injection molded parts typically take?
Part development from T0 trial molding to SOP mass production will generally take around 12-20 weeks in total, including mold manufacturing, trial molding optimization, and PPAP submission. However, this schedule may vary depending on the complexity of the parts, and we are able to offer tailored cycle planning.
Q2: Should a supplier of automotive injection molding have an IATF 16949 certification?
Indeed, IATF 16949 is merely an entrance gate for getting into the automotive supply chain. It would be impossible to collaborate without certification. We have this certification at hand and fulfill your supply chain requirements immediately.
Q3: Which materials are mostly used for injection molded engine compartment parts?
PPS (HDT>260°C) and PA66+GF30 are the most favored, next would be PPA+GF and PBT+GF. Your part's working conditions and your cost budget will determine the final choice.
Q4: What are the major factors causing interior parts' VOC to surpass standards?
Residual monomers, processing byproducts, and thermal degradation during injection molding are cumulatively responsible for VOC emissions. To ensure quality, one must first select low-odor materials and then maintain nitrogen devolatilization through the injection process.
Q5: Which injection molding defects can Moldflow analysis detect?
Moldflow analysis is able to identify five primary defects, such as warping, weld lines, and sink marks. It can help avoid more than 80% of issues, apart from reducing trial molding costs.
Q6: How can I rapidly find out the reason for warpage deformation of injection molded parts?
Moldflow analysis can be used to determine the direction of deformation. If there is uneven cooling, the warpage will be symmetrical. On the other hand, the shrinkage due to orientation is along the direction of flow of the melt. So, it is possible to do a targeted optimization.
Q7: How long do automotive injection molds typically last?
The lifecycles of mass production molds are estimated to be between 500,000 and 1,000,000. cycles With the use of top-quality mold steel and following a proper maintenance schedule, it is possible to extend these lifetimes to over 2,000,000 cycles. We are also able to provide mold maintenance support.
Q8: What is the lowest number of automotive injection molded parts that I can order?
Normally 5,000-10,000 pieces/year. If you want less quantity, then rapid prototyping or CNC machining can be considered. We have several models of cooperation.
Summary
Automotive plastic injection molding is fundamentally a systems engineering endeavor. Each phase directly impacts the reliability and regulatory compliance of the components.
Selecting an appropriate partner might allow you to not only circumvent unnecessary routes but also to lower prices while enhancing productivity. JS Precision offers a one-stop solution to assist you in resolving various injection molding-related issues that have been causing you difficulties.
Contact the JS Precision technical team immediately to get a tailor-made material plan and cost evaluation for your projectby simply sending 3D drawings to the specified email address, you will be able to get a DFM report and quotation within 24 hours. Together, let's make your automotive injection molding project run smoothly.
Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.