Dos problemas importantes: El agrietamiento a temperaturas muy elevadas de las piezas moldeadas por inyección del compartimiento del motor, así como la aparición de emisiones excesivas de VOC en las piezas interiores, ponen muy directamente en riesgo el hito del proyecto y la reputación de la marca.
Resolver las cuestiones relacionadas con la durabilidad y el respeto al medio ambiente será un desafío común para los fabricantes de equipos originales y los proveedores de nivel 1.
Aquí, en este escrito, se ofrece una solución completa para el moldeo por inyección de plástico para automóviles desde cuatro ángulos: selección de materiales a alta temperatura, análisis de flujo del molde, etc. El moldeo por inyección de plástico con un alto grado de refinamiento es la clave.
Resumen de respuestas principales
Dimensión principal
Respuesta principal
Selección de materiales para zonas de alta temperatura
Las piezas del compartimiento del motor deben usar PPS (HDT>260°C) o PA66+GF30 (HDT 220-265°C) para cumplir con los requisitos duales de resistencia al calor a largo plazo y resistencia a la corrosión química.
Control de olores y COV
Las piezas interiores adoptan material PP + talco en polvo de bajo olor, combinado con un proceso de desvolatilización asistido por nitrógeno y secado por deshumidificación con un punto de rocío ≤-40 °C, de modo que el olor es de grado ≤3,0 y el contenido total de COV es ≤100 ppm.
Garantía de precisión dimensional
Para piezas de superficie de forma libre, se utiliza el escaneo de área completa con luz azul ATOS (precisión de 0,02 mm) en lugar de los puntos tradicionales de CMM para generar un informe de desviación del mapa de calor para verificar el ajuste del espacio DTS.
Umbral del sistema de calidad
La certificación IATF 16949 es el umbral de entrada para la cadena de suministro automotriz, y la evaluación del sistema de moldeo CQI-23 es la herramienta de auditoría principal para garantizar la coherencia de los lotes.
Ruta de optimización de costos
La optimización de la compuerta y el esquema de enfriamiento mediante el análisis del flujo del molde puede eliminar más del 80 % de los defectos potenciales antes de la apertura del molde, lo que reduce el número de iteraciones de prueba del molde y los costos de modificación del molde.
Conclusiones clave:
Para fabricar piezas del compartimento del motor, generalmente se eligen PPS (>260C HDT) y PA66+GF30, y el aspecto de resistencia química también debe someterse a pruebas ESC.
Los tres elementos principales en el control de COV que se tienen en cuenta al tratar con piezas interiores: materiales con poco olor, desvolatilización de nitrógeno y control del punto de rocío.
La inspección de la superficie de forma libre, si se realiza manualmente, debe realizarse mediante escaneo de área completa con luz azul ATOS. La notación de puntos CMM no puede evaluar completamente las brechas de DTS.
La certificación IATF 16949 y la auditoría CQI-23 se consideran requisitos previos para la selección de proveedores.
El análisis de flujo del molde proporciona los resultados de las líneas de deformación y soldadura, lo que lo convierte en un proceso previo muy importante para el control de costos.
¿Por qué confiar en JS Precision para el moldeo por inyección de plástico para automóviles? Fabricación profesional de componentes automotrices
Encontrar un fabricante confiable de moldeo por inyección de plástico para automóviles debe estar en la parte superior de su lista de prioridades para garantizar la implementación exitosa de sus proyectos de piezas para automóviles.
JS Precision es, de hecho, uno de los socios más confiables y preferidos para los OEM y proveedores de nivel 1 en todo el mundo, ya que ofrece garantías de rendimiento concretas y verificables para su colaboración.
Por lo tanto, puede confiar plenamente en nosotros para proporcionarle a sus productos el cumplimiento de las normas de automoción. Con certificaciones reconocidas internacionalmente como IATF 16949:2016 e ISO 9001:2015, JS Precision también puede suministrar componentes automotrices de la más alta calidad y cumplir con el estándar de calidad de grado médico ISO 13485:2016, para agregar una cadena más a ¡su arco!
Nuestras máquinas de producción con fuerzas de cierre de 60-1600 toneladas pueden adaptar con precisión diferentes metodologías de producción de moldeo por inyección para automóviles según sus requisitos.
También brindamos soporte técnico para ayudarlo a resolver sus necesidades de talento y tecnología relacionadas con trabajos de moldeo por inyección de plástico cerca de mí, nuestro equipo experto en análisis de flujo de molde y dispositivo de medición de luz azul ATOS pueden ayudarlo a planificar con anticipación para evitar defectos de moldeo, garantizando así la forma correcta de las piezas y reduciendo las pérdidas debido al retrabajo.
Recientemente, JS Precision ha ayudado a proveedores europeos de nivel 1 con requisitos similares a resolver el problema de agrietamiento de las piezas moldeadas por inyección de PPS, lo que como resultado aumentó la tasa de aprobación de la prueba ESC del 60% al 100%, lo que les permitió entregar los SOP a tiempo y evitar el castigo por pagos atrasados.
Además, hemos refinado el control de VOC de las piezas interiores para un OEM local, reduciendo el nivel de olor a menos de 3,0, lo que ha reducido drásticamente los niveles de tasa de quejas y preservado la reputación de la marca.
Entonces, si elige JS Precision, podrá abordar con precisión los principales desafíos de la producción de moldeo por inyección de plástico, reducir sus costos, reducir el tiempo de operaciones e incluso hacer que el proyecto se desarrolle sin problemas.
Si está buscando un socio confiable para su proyecto de moldeo por inyección automotriz, comuníquese con nuestro equipo técnico para una evaluación personalizada del proyecto y soluciones para mitigar los riesgos de cooperación.
¿Cómo se seleccionan los materiales adecuados para el moldeo por inyección de plástico de piezas automotrices en compartimentos de motores con altas temperaturas?
El presente capítulo explora los problemas asociados con la selección de material para piezas que operan en zonas de alta temperatura. Las piezas moldeadas por inyección ubicadas en los compartimientos del motor deben evaluarse por su resistencia al calor a corto plazo, resistencia al calor a largo plazo, resistencia química y sensibilidad a la humedad.
Los requisitos de compatibilidad de materiales entre las piezas de automóvil de plástico moldeadas por inyección y las piezas de automóvil de moldeo por inyección de plástico determinan directamente la vida útil de las piezas. Materiales como PPS y PA66+GF30 deben combinarse según las condiciones de funcionamiento.
En qué se diferencian HDT y UL RTI y su papel en la selección de materiales
HDT (Temperatura de deflexión del calor, ASTM D648/ISO 75) mide la resistencia al calor a corto plazo, por lo tanto, la temperatura de funcionamiento a corto plazo debe ser aproximadamente 10 ℃ más baja que la HDT. UL RTI mide la resistencia al calor durante un período prolongado, por lo tanto, la temperatura de funcionamiento a largo plazo de las piezas del compartimiento del motor deben estar por debajo del valor UL RTI del material.
Estructura y comportamiento material de resistencia química
Los compartimentos del motor contienen piezas que entran en contacto con productos químicos de diferentes fuentes. Es por eso que la resistencia química se ha convertido en la característica principal de las piezas de moldeo por inyección de plástico para automóviles.
Entre los demás, el PPS es el mejor ya que muestra una excelente resistencia química y puede mantenerse a una temperatura de hasta 240 ℃ durante mucho tiempo. Mientras tanto, PA66+GF30 debe ser resistente a la hidrólisis si quiere soportar un ambiente refrigerante.
Por otro lado, el PPA+GF es el que resiste mucho el combustible, y el PBT+GF sólo es apto para aquellas situaciones donde no hay exposición a químicos muy fuertes.
Impacto del contenido de humedad del material en las propiedades mecánicas y los parámetros de secado
Los plásticos de ingeniería con alto contenido de humedad sufrirán hidrólisis y sus propiedades mecánicas empeorarán: un contenido de humedad del 0,20 % en el moldeado de PA66 puede provocar una reducción del 10 al 15 % en la resistencia a la tracción y del 20 al 30 % en la resistencia al impacto, el contenido de humedad del PPS debe ser del 0,05 % y del PC del 0,02 %.
Condición de secado: PA66 se seca a 80 °C durante 4 a 6 horas al 0,10 %. El PPS se seca a 120-150°C durante 3-4 horas al 0,05%. La PC se seca a 120°C durante 3-4 horas al 0,02%.
Tabla comparativa de selección de materiales resistentes a altas temperaturas
Tipo de material
HDT (1,8 MPa, °C)
Temperatura de servicio a largo plazo (°C)
Escenarios de aplicación típicos
Clasificación de resistencia química
PPS
260-280
200-240
Conectores de línea de refrigerante, tapas de válvulas
Excelente (resistente al aceite de motor y al refrigerante)
PA66+GF30
90-100
120-150
Colector de admisión, tapa del extremo del radiador
Bueno (se requiere modificación resistente a la hidrólisis)
PA46
160-180
160-180
Carcasa del sensor de alta temperatura, piezas circundantes del sistema de escape
Bueno (mejor resistencia a la hidrólisis que PA66)
PPA+GF
200-220
150-170
Tapa de culata del motor, componentes del sistema de combustible
Excelente (resistencia al combustible excepcional)
PBT+GF
120-140
100-120
Carcasa del relé, piezas de fijación del mazo de cables
Medio (no resistente a productos químicos fuertes)
Seleccionar el material adecuado para zonas de alta temperatura es el primer paso hacia el éxito en el moldeo por inyección de plástico para automóviles. Si no está seguro de qué material utilizar para sus piezas, contáctenos para obtener un informe técnico gratuito sobre la selección de materiales para encontrar rápidamente la solución adecuada.
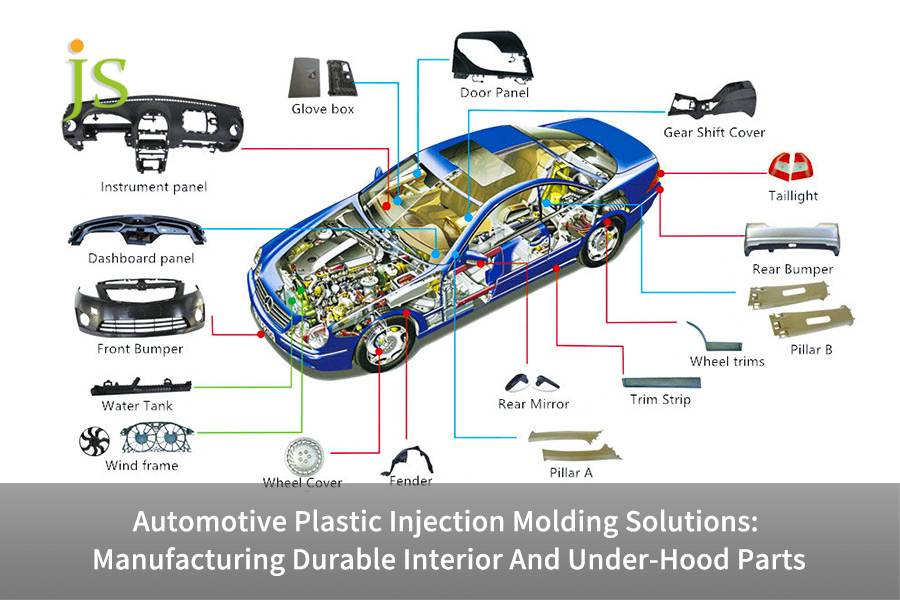
Figura 1: página de inicio de una empresa que muestra el compartimiento del motor de un automóvil moldeado por inyección y componentes plásticos interiores, como un colector de admisión y piezas estilo radiador.
¿Cómo garantiza el moldeo por inyección de plástico para automóviles la durabilidad de las piezas debajo del capó expuestas a altas temperaturas?
Decidir el material apropiado es definitivamente un paso muy importante; sin embargo, el control del proceso en el moldeo por inyección de plástico automotriz es realmente fundamental para garantizar la longevidad de las piezas en condiciones de alta temperatura. Abarca todo, desde el diseño de moldes hasta el seguimiento de la producción a gran escala.
Métodos y estándares de prueba de agrietamiento por tensión ambiental ESC: una breve descripción
Es imprescindible realizar una prueba ESC según ASTM D1693 si desea verificar la calidad de los plásticos utilizados para el moldeo por inyección de automóviles.
Una vez obtenida la pieza moldeada por inyección, se sumerge en una mezcla 50:50 de refrigerante y aceite a un rango de temperatura de 80-120 °C durante 500-1000 horas. Los criterios de aceptación son la retención de la resistencia a la tracción en un 75%, la ausencia de grietas y la ausencia de hinchazón.
Niveles requeridos de retención de resistencia después de la exposición química
Las fuerzas de retención están alineadas con la función de las piezas: las piezas en contacto con el sistema de refrigeración un 75%, las piezas en contacto con aceites un 70% y aquellas piezas que no tienen contacto directo un 80%.
Por ejemplo, las piezas de PA66+GF30 no modificadas, después de remojarlas en el refrigerante a 120 °C durante 1000 horas, solo mantendrán el 65 % de su resistencia original; si las piezas se modifican, esta se puede aumentar a >80 %.
Seguimiento de la degradación del rendimiento de materiales reforzados con fibra de vidrio bajo envejecimiento a alta temperatura
Al realizar envejecimiento a alta temperatura, los principales indicadores en los que centrarse son: tasa de degradación de la resistencia a la tracción del 25 %, tasa de retención de la resistencia al impacto entallada del 60 % y tasa de cambio dimensional del 0,5 %.
Después de 1000 horas de envejecimiento térmico a 150 °C, PA66+GF30 muestra una pérdida de resistencia del 15 % al 20 % mientras que PPS+GF40 muestra solo una pérdida de resistencia del 5 % al 8 %.
Indicadores de verificación de durabilidad de las piezas del compartimento del motor
Elemento de prueba
Condiciones de prueba
Criterios de aceptación
Piezas aplicables
Ciclo de prueba
Prueba de resistencia química ESC
Mezcla de refrigerante/aceite (50:50), remojada a 120°C
Tasa de retención de resistencia a la tracción ≥75%, sin grietas.
Tuberías de refrigerante, carcasa del termostato
1000 horas
Prueba de envejecimiento térmico a alta temperatura
Envejecimiento a temperatura constante a 150°C
Tasa de atenuación de la resistencia a la tracción ≤25%, tasa de cambio dimensional ≤0,5%.
Tapa de válvula, colector de admisión
1000 horas
Prueba de ciclo térmico
-40°C~150°C, 500 ciclos
Sin deformación ni grietas, tasa de retención del rendimiento mecánico ≥80 %.
Todo tipo de piezas moldeadas por inyección del compartimento del motor
720 horas
Prueba de durabilidad por vibración
10-2000 Hz, aceleración 20 g, vibración continua
Sin aflojamiento ni fractura, la confiabilidad de la conexión cumple con los estándares.
Piezas de fijación del mazo de cables, soportes del sensor
240 horas
Prueba de inmersión en aceite de motor
Aceite de motor, empapado a 150°C
Tasa de retención de resistencia a la tracción ≥70%, sin hinchazón.
Cárter de aceite, carcasa del filtro de aceite
500 horas
¿Cuáles son los principales desafíos de calidad en el moldeo por inyección de plástico de piezas interiores de automóviles?
Las piezas de moldeo por inyección de interiores de automóviles enfrentan tres problemas principales: emisiones excesivas de COV, falta de precisión dimensional y defectos superficiales. Estos están directamente relacionados con la calidad del aire dentro del vehículo y el atractivo visual.
Al ser un grupo importante de piezas de automóvil de plástico moldeadas por inyección, también son uno de los principales motivos de quejas en la producción de piezas de automóvil mediante moldeo por inyección de plástico.
Fuentes de COV en piezas interiores y estándar de prueba VDA278
Los monómeros residuales en los polímeros, los compuestos de procesamiento y la degradación térmica de la resina durante el moldeo por inyección son las principales fuentes de COV en las piezas interiores. VDA 278 es el estándar de prueba esencial que se basa en el análisis de desorción térmica. Debes confirmar que el nivel total de COV es de 100 ppm.
Ruta de modificación y efectos de los materiales de PP de bajo olor
La modificación del PP de bajo olor se puede utilizar para cumplir con los COV: la modificación con hidrógeno sustituye la degradación, lo que genera un 76,5 % menos de COV. El relleno de talco entre un 20% y un 30% hace que los COV disminuyan en más de un 40%, y el adsorbente de zeolita al 5% puede capturar los volátiles de manera muy efectiva, alcanzando eventualmente el nivel de olor (VDA 270) 3.0.
Principio y efecto de implementación del proceso de volatilización asistida por nitrógeno
La volatilización asistida por nitrógeno es el método clave de moldeo por inyección de plástico automotriz para reducir los COV. La introducción de nitrógeno puro al 99,9 % en el barril eliminará los volátiles y conducirá a una disminución adicional del 30 % al 50 % de COV junto con la modificación, siendo el mejor método para las piezas interiores grandes.
Inspección de superficies de forma libre: Comparación de precisión entre CMM y ATOS
La medición punto por punto de la CMM tradicional aún es superada gracias al escaneo de luz azul ATOS (precisión de 0,02 mm, escaneo único de 0,2 segundos). Produce nubes de puntos 3D que se pueden comparar con CAD e incluso mide con precisión los espacios DTS. Definitivamente debería ser el método de elección para superficies curvas de Clase A en molduras interiores.
Defectos típicos y correcciones de piezas interiores
Líneas de soldadura: Son el resultado de que los flujos de fusión divergen y luego se fusionan. Cambiar la ubicación de la puerta y elevar la temperatura del molde podría ser la forma de solucionarlo. La simulación del flujo del molde está disponible para hacer predicciones.
Marcas de contracción: Ocurren debido al espesor irregular de la pared y a la falta de presión de sujeción. Se puede optimizar el espesor de la pared y se pueden aumentar la presión y el tiempo de sujeción para lograr mejores resultados.
Alabeo: Resulta de un enfriamiento desigual y de diferencias en la orientación molecular. La simulación del flujo del molde se puede utilizar para pronosticar y mejorar el sistema de enfriamiento.
Brillo desigual: resulta de las variaciones de temperatura del molde yun acabado superficial insuficiente del molde. Una regulación estricta de la temperatura y el pulido del molde pueden solucionar este problema.
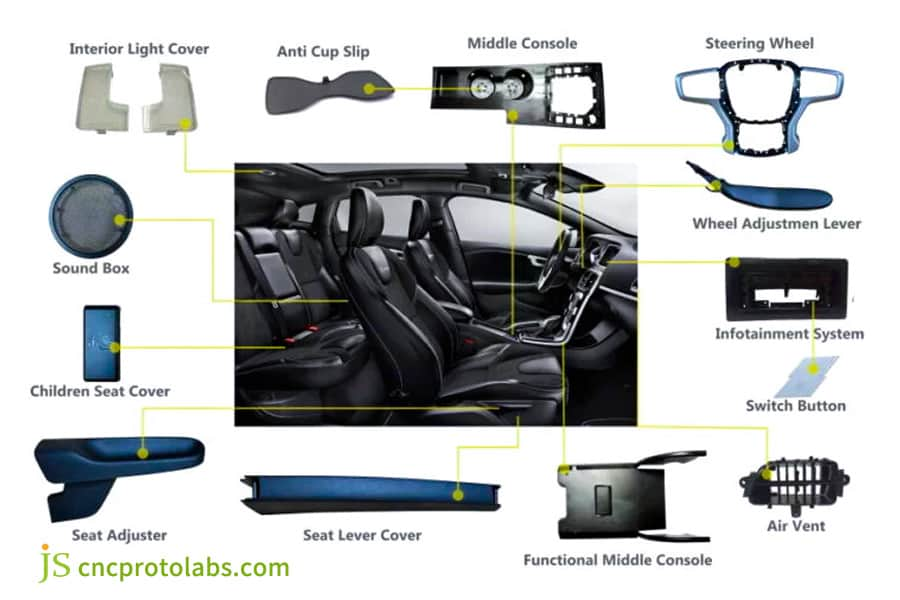
Figura 2: diagrama de vista ampliada con piezas de plástico del interior del automóvil etiquetadas, como el volante, la consola central y las salidas de aire.
¿Cómo controlan las empresas de moldeo por inyección de plástico para automóviles la calidad y garantizan el cumplimiento?
El control de calidad es el núcleo del moldeo por inyección de plástico para automóviles. Los estándares de calidad para piezas moldeadas por inyección en la cadena de suministro automotriz se expresan en tres niveles diferentes: sistema, proceso y producto.
Control de deshumidificación y punto de rocío en la auditoría CQI-23
CQI - 23 es un instrumento esencial para la evaluación del sistema en montículo con control del punto de rocío como una de las actividades cruciales del análisis Toyota Core:
Punto de rocío del nailon -30°C, PC y PPS -40°C. No alcanzar los requisitos de punto de rocío puede provocar la hidrólisis del material, provocar un aumento de COV y ser un motivo para el deterioro de las propiedades mecánicas.
Lista de verificación de envío de documentos de nivel 3 del PPAP y enfoque de auditoría
El nivel 3 de PPAP es el requisito previo mínimo para el lanzamiento de la línea de producción, que requiere la entrega de 18 documentos básicos. La actividad principal es comprobar la capacidad del proceso Cpk 1.33, lo que exige el mantenimiento de registros de los cambios de parámetros anteriores.
Como parte de la cadena de suministro automotriz, el acceso a IATF 16949 es un requisito fundamental. Se espera que el proceso de moldeo por inyección cumpla siete condiciones, incluyendo APQP, PFMEA y PPAP, para poder garantizar la calidad confiable de las piezas.
Requisitos de monitoreo de parámetros clave del SPC
La producción en masa debe vigilar los parámetros centrales del proceso, como la temperatura de fusión cada 2 horas (5 °C), la presión de inyección en cada turno (5 %), mantener la posición de cambio de presión en cada turno (0,5 mm), el peso de la pieza cada 2 horas (0,5 %) y la dimensión crítica Cpk en cada turno (1,33).
En pocas palabras, se trata de establecer "líneas rojas operativas estandarizadas" en la producción de piezas. Mientras los niveles de los parámetros se mantengan dentro de los límites, la calidad de cada pieza moldeada por inyección seguirá siendo constante y, por lo tanto, se evitarán los defectos del lote.
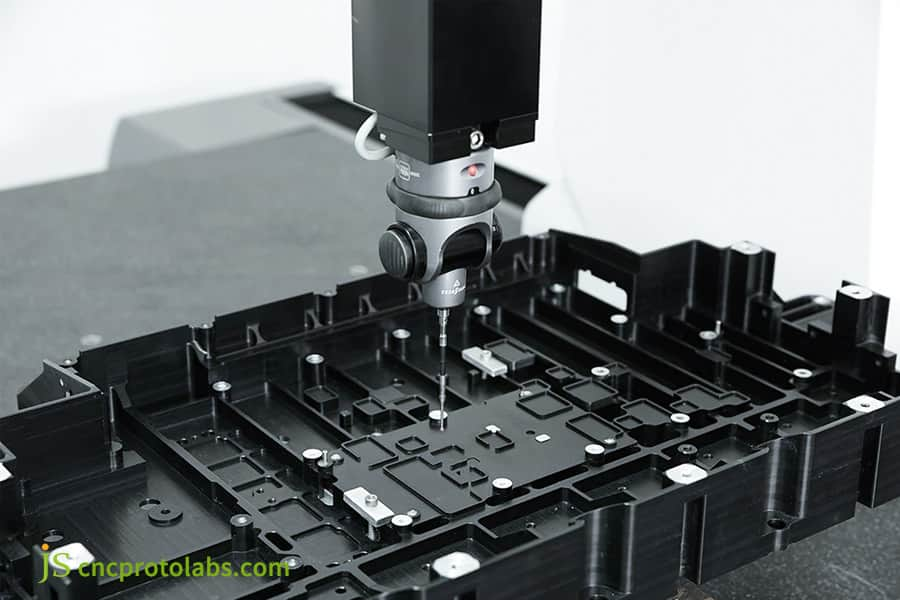
Figura 3: Una máquina de medición por coordenadas (MMC) que realiza una inspección de precisión en un componente automotriz negro moldeado por inyección en un entorno industrial.
¿Por qué es esencial el análisis del flujo de moldes para proyectos automotrices de moldeo por inyección de plástico?
El análisis de flujo de molde es esencialmente "moldeo de prueba digital" para proyectos de moldeo por inyección de plástico para automóviles. Reduce los gastos de moldeo de prueba y acorta el tiempo de entrega, ya que puede prevenir más del 80 % de los posibles defectos tachándolos de antemano mediante el software Moldflow.
En otras palabras, todo el proceso de moldeo se filma a nivel de computadora, eliminando así la apertura del molde y la producción de prueba. De esta forma, es posible localizar de antemano posibles problemas y evitar costes desorbitados y pérdida de tiempo en la remodelación.
Datos de verificación y precisión de la predicción de deformación de Moldflow
El error de predicción de deformación de Moldflow es aproximadamente del 8 % al 12 %. Por ejemplo, al predecir una deformación de 2,3 mm en un tablero, mientras que experimentalmente es de 2,5 mm, es factible alcanzar el límite de deformación de 1,0 mm ajustando con precisión los canales de agua de refrigeración y presión de retención.
El impacto de la compuerta y los canales de agua de refrigeración en la uniformidad de la contracción
La ubicación de la puerta puede determinar cómo se alinean los polímeros; por otro lado, los canales de agua de refrigeración son responsables de la velocidad de enfriamiento.
Estos dos, mediante análisis de flujo del molde, deben instalarse de manera que la diferencia en la tasa de contracción entre varias piezas sea del 0,1 %, evitando la deformación de las piezas.
Estudio de caso: Análisis de flujo de molde para piezas grandes de rejilla de parachoques
Utilizando el método Moldflow, se realizó un diseño de prueba ortogonal de 5 factores y 5 niveles en la parrilla del parachoques de un vehículo comercial. Según los resultados, la secuencia de la influencia de la deformación es:
Tiempo de inyección > Temperatura de fusión > Temperatura del molde > Tiempo de enfriamiento >Cambio de presión de mantenimiento.
El mejor conjunto de parámetros son: temperatura de fusión 240°C, temperatura del molde 60°C, tiempo de inyección 6 segundos y tiempo de enfriamiento 16 segundos. Esto no sólo condujo a una disminución del 62 % en la deformación sino también a un acortamiento sustancial del ciclo de moldeo de prueba.
Categoría de parámetro
Parámetros específicos
Método de adquisición
Importancia
Alcance del impacto
Datos del material
Densidad del fundido, viscosidad, conductividad térmica
Base de datos de Moldflow proporcionada por proveedores de materiales
Extremadamente alto
Efecto de relleno, deformación por alabeo
Diseño de molde
Posición de la puerta, disposición del canal de agua de refrigeración, sistema de escape
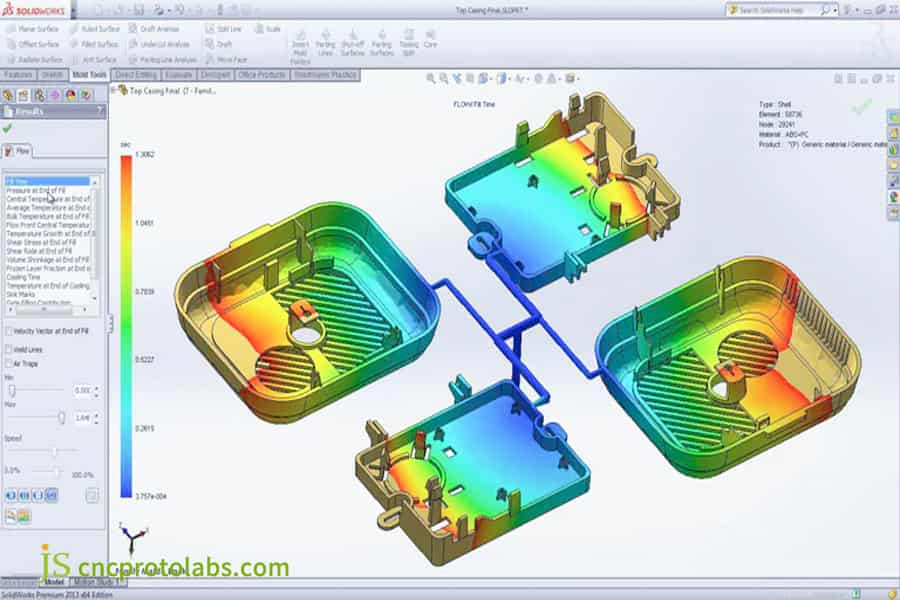
Figure 4: A software interface showing a color-coded mold flow analysis simulation for automotive plastic components.
How Can You Optimize Costs Without Sacrificing Quality In Plastic Injection Molding Automotive Projects?
Cost optimization is one of the most important aspects of plastic injection molding automotive projects. It involves making considered and targeted reductions in cost from the four main areas of design mold mass production, and supply chain, while still maintaining quality.
DFM Wall Thickness Optimization Minimizes Material Usage and Molding Cycle
For example, reducing the wall thickness from 3.5mm to 2.8mm results in a 20% material saving while at the same time, the molding cycle can be shortened by 15%-20%. On the other hand changes such as removing the undercuts, can lead to a 10%-15% reduction in mold cost.
Hot Runner Systems Lead to Better Material Utilization and Higher ROI
Hot runner systems allow to increase the material utilization from a range of 60%-70% to more than 95%. If the annual production volume is 500,000 medium-sized injection molded parts, the ROI period is only 6-12 months. Further, it contributes to more even filling of the mold and defects are practically eliminated.
Performing pre-mold flow analysis can eradicate over 80% of potential defects later on. Normally, 1 mold change costs from $5,000 to $15,000 and thus by decreasing the number of trial moldings from 3-5 to 1-2, you not only save $20,000-$50,000 but also reduce time by 4-8 weeks.
Summary of Cost Optimization Methods at Each Stage
Hot runner application, process parameter optimization
15%-20%
Improve production efficiency and reduce defective loss.
Supply Chain
Material substitution, bulk purchase bargaining
5%-10%
Material performance must be strictly verified to ensure compliance.
If you want to optimize project costs while ensuring quality, please provide the part specifications and production volume, and we will calculate the cost optimization potential for plastic injection molding automotive parts for you free of charge.
What Key Indicators Should You Evaluate When Selecting Automotive Plastic Injection Molding Companies?
Selecting automotive plastic injection molding companies requires to check their quality system, technical capabilities, supply chain stability, and project experience. These factors are the main selection criteria for the plastic injection molding automotive industry and the fundamental requirements of the cooperation in this field.
IATF 16949 Certification Cycle and Surveillance Audit Requirements
IATF 16949 is a must-have selection criterion. The certification validity period may range from 6-12 months. Once certified, annual surveillance audits become mandatory along with the renewal audits every three years. The failure in passing the audit will impact the supply chain cooperation.
Injection Molding Equipment Tonnage Range and Part Compatibility
The formula for the calculation of clamping force is: Clamping force (tons) Projected area (cm) Cavity pressure (kg/cm) 1000. Cavity pressure is considered about 300-500 kg/cm.
We recommend that you only select suppliers with tonnage capabilities between 60 and 1600 tons.
Testing Capability Requirements
The trustworthy suppliers should have comprehensive testing capabilities: dimensional inspection (CMM, 0.005mm), freeform surface inspection (ATOS, 0.02mm), and material and environmental reliability testing. If a company owns their laboratory and testing facilities can decrease the testing cycle by more than 50%.
Supply Chain Stability Assessment Key Points
Supply chain stability needs to be assessed based on: long-term cooperation with original material manufacturers/authorized agents, a robust batch traceability system, and a secondary supplier management mechanism. On-time delivery rate for the past 12 months must be ≥98%.
The stability of the supply chain will be evaluated based on: continuous cooperation for a long time with original material manufacturers/authorized agents, having a strong batch traceability system, and the existence of a secondary supplier management mechanism. The on-time delivery rate for the last 12 months should be 98%.
JS Precision Case Study: Analysis And Solution Of Chemical Cracking Resistance Failure Of PPS Injection Parts
The following practical cases can help you intuitively understand how JS Precision addresses complex challenges in automotive plastic injection molding.
Client Background
One of the European Tier 1 suppliers who supply PPS + GF40 engine compartment coolant piping connectors to OEMs posted an annual volume of 800,000 pieces. Testing with the first batch of trial molds revealed that only 60% of the units which had passed the ESC test, and the project was facing the possibility of SOP postponements.
Problems
The sudden change in the wall thickness of the connector brought about the stress concentration. The ESC testing conditions were very rigorous (120°C, 1000 hours of coolant immersion, tensile strength retention 75%). The weld line lay at the stress concentration spot, so it was very susceptible to the cracks.
Actions Taken
Our technical team did not hesitate to take a step in the matter and addressed all the hitch by optimization from different directions:
1. Using Moldflow mold flow analysis, the gate position was re optimized from a single side gate to a symmetrical layout of double point gates, completely eliminating the problem of weld marks located in stress concentration areas.
2. Optimize the pressure holding curve, adjust from one pressure holding section to three pressure holding sections, ensure sufficient shrinkage of the thin-walled thick walled transition zone, and improve the density of the parts.
3. Raise the mold temperature from 130°C to 145°C to improve the melt flowability and weld bond strength.
4. Increase the R-angle transition in the stress concentration area to reduce the stress concentration factor. The fifth is to optimize the material drying process, reduce the moisture content to 0.03%, and avoid performance degradation caused by hydrolysis.
Final Results
Following the fine-tuning, the parts' tensile strength retention rate in the ESC test rose to 84%, weld line strength went up by 50%, the critical dimension Cpk grew to 1.48, the annual defect rate dropped to 0.3%, the project met its schedule completion (SOP), and the customer placed additional similar orders.
If you are also facing similar issues such as cracking or substandard performance in injection molded parts, you can submit 3D drawings of the parts and your requirements. We will customize an exclusive automotive plastic injection molding solution for you to help your project be successfully implemented.
Preguntas frecuentes
Q1: How long does the development process for automotive injection molded parts typically take?
Part development from T0 trial molding to SOP mass production will generally take around 12-20 weeks in total, including mold manufacturing, trial molding optimization, and PPAP submission. However, this schedule may vary depending on the complexity of the parts, and we are able to offer tailored cycle planning.
Q2: Should a supplier of automotive injection molding have an IATF 16949 certification?
Indeed, IATF 16949 is merely an entrance gate for getting into the automotive supply chain. It would be impossible to collaborate without certification. We have this certification at hand and fulfill your supply chain requirements immediately.
Q3: Which materials are mostly used for injection molded engine compartment parts?
PPS (HDT>260°C) and PA66+GF30 are the most favored, next would be PPA+GF and PBT+GF. Your part's working conditions and your cost budget will determine the final choice.
Q4: What are the major factors causing interior parts' VOC to surpass standards?
Residual monomers, processing byproducts, and thermal degradation during injection molding are cumulatively responsible for VOC emissions. To ensure quality, one must first select low-odor materials and then maintain nitrogen devolatilization through the injection process.
Q5: Which injection molding defects can Moldflow analysis detect?
Moldflow analysis is able to identify five primary defects, such as warping, weld lines, and sink marks. It can help avoid more than 80% of issues, apart from reducing trial molding costs.
Q6: How can I rapidly find out the reason for warpage deformation of injection molded parts?
Moldflow analysis can be used to determine the direction of deformation. If there is uneven cooling, the warpage will be symmetrical. On the other hand, the shrinkage due to orientation is along the direction of flow of the melt. So, it is possible to do a targeted optimization.
Q7: How long do automotive injection molds typically last?
The lifecycles of mass production molds are estimated to be between 500,000 and 1,000,000. cycles With the use of top-quality mold steel and following a proper maintenance schedule, it is possible to extend these lifetimes to over 2,000,000 cycles. We are also able to provide mold maintenance support.
Q8: What is the lowest number of automotive injection molded parts that I can order?
Normally 5,000-10,000 pieces/year. If you want less quantity, then rapid prototyping or CNC machining can be considered. We have several models of cooperation.
Resumen
Automotive plastic injection molding is fundamentally a systems engineering endeavor. Each phase directly impacts the reliability and regulatory compliance of the components.
Selecting an appropriate partner might allow you to not only circumvent unnecessary routes but also to lower prices while enhancing productivity. JS Precision offers a one-stop solution to assist you in resolving various injection molding-related issues that have been causing you difficulties.
Contact the JS Precision technical team immediately to get a tailor-made material plan and cost evaluation for your projectby simply sending 3D drawings to the specified email address, you will be able to get a DFM report and quotation within 24 hours. Together, let's make your automotive injection molding project run smoothly.
Descargo de responsabilidad
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.