Dois problemas significativos: rachaduras em temperaturas altamente elevadas de peças moldadas por injeção do compartimento do motor, bem como a ocorrência de emissões excessivas de VOC em peças internas colocam muito diretamente em risco o marco do projeto e a reputação da marca.
Resolver as questões relacionadas à durabilidade e ao respeito ao meio ambiente será um desafio comum para os OEMs e fornecedores de nível 1.
Aqui neste artigo, uma solução completa para moldagem por injeção de plástico automotivo é apresentada a partir de quatro ângulos: seleção de materiais em alta temperatura, análise do fluxo do molde, etc. A moldagem por injeção de plástico com alto grau de refinamento é a chave.
Resumo da resposta principal
Dimensão principal
Resposta principal
Seleção de materiais para zonas de alta temperatura
As peças do compartimento do motor devem usar PPS (HDT>260°C) ou PA66+GF30 (HDT 220-265°C) para atender aos requisitos duplos de resistência ao calor de longo prazo e resistência à corrosão química.
Controle de COV e odor
As peças internas adotam PP de baixo odor + material em pó de talco, combinado com processo de desvolatilização assistido por nitrogênio e secagem por desumidificação com ponto de orvalho ≤-40°C, de modo que o odor seja de grau ≤3,0 e o conteúdo total de VOC seja ≤100 ppm.
Garantia de precisão dimensional
Para peças de superfície de forma livre, a varredura de área completa com luz azul ATOS (precisão de 0,02 mm) é usada em vez do pontilhamento CMM tradicional para gerar um relatório de desvio de mapa de calor para verificar o ajuste da lacuna DTS.
Limite do sistema de qualidade
A certificação IATF 16949 é o limite de entrada para a cadeia de suprimentos automotiva, e a avaliação do sistema de moldagem CQI-23 é a principal ferramenta de auditoria para garantir a consistência do lote.
Caminho de otimização de custos
Otimizar a porta e o esquema de resfriamento por meio da análise do fluxo do molde pode eliminar mais de 80% dos defeitos potenciais antes da abertura do molde, reduzindo o número de iterações de teste do molde e os custos de modificação do molde.
Principais vantagens:
Para fabricar peças do compartimento do motor, geralmente são escolhidos PPS (>260C HDT) e PA66+GF30, e o aspecto de resistência química também deve ser submetido a testes ESC.
Os três principais elementos no controle de VOC que são levados em consideração ao lidar com peças internas: materiais de baixo odor, devolatilização de nitrogênio e controle de ponto de orvalho.
A inspeção de superfície de forma livre, se feita manualmente, deve ser feita por varredura de área completa com luz azul ATOS. A notação de ponto CMM não consegue avaliar completamente as lacunas do DTS.
A certificação IATF 16949 e a auditoria CQI-23 são consideradas pré-requisitos para a seleção de fornecedores.
A análise do fluxo do molde fornece os resultados de empenamento e linhas de solda, tornando-se um pré-processo muito importante para o controle de custos.
Por que confiar na JS Precision para moldagem por injeção de plástico automotivo? Fabricação Profissional de Componentes Automotivos
Encontrar um fabricante confiável de moldagem por injeção de plástico automotivo deve estar no topo de sua lista de prioridades para garantir a implementação bem-sucedida de seus projetos de peças automotivas.
A JS Precision é, na verdade, um dos parceiros mais confiáveis e preferidos para OEMs e fornecedores de nível 1 em todo o mundo, pois oferece garantias de desempenho concretas e verificáveis para sua colaboração.
Portanto, você pode confiar totalmente em nós para fornecer aos seus produtos conformidade automotiva. Possuindo certificações reconhecidas internacionalmente, como IATF 16949:2016 e ISO 9001:2015, a JS Precision também é capaz de fornecer componentes automotivos da mais alta qualidade e que atendem ao padrão de qualidade médica ISO 13485:2016, para adicionar mais uma linha à sua reverência!
Nossas máquinas de produção com forças de fixação de 60-1600 toneladas podem adaptar com precisão diferentes metodologias de produção de moldagem por injeção automotiva de acordo com suas necessidades.
Também fornecemos suporte técnico para ajudar a resolver suas necessidades de combinação de talentos e tecnologia relacionadas a trabalhos de moldagem por injeção de plástico perto de mim. nossa equipe especializada em análise de fluxo de moldes e dispositivo de medição de luz azul ATOS podem ajudá-lo a planejar com antecedência para evitar defeitos de moldagem, garantindo assim o formato correto das peças e reduzindo as perdas devido ao retrabalho.
Recentemente, a JS Precision ajudou fornecedores europeus de nível 1 com requisitos semelhantes a resolver o problema de quebra de peças moldadas por injeção de PPS, aumentando como resultado a taxa de aprovação no teste ESC de 60% para 100%, permitindo-lhes entregar SOPs no prazo e evitar a punição por atrasos nos pagamentos.
Além disso, refinamos o controle de COV de peças internas para um OEM local, diminuindo o nível de odor para menos de 3,0, o que reduziu drasticamente os níveis de reclamações e preservou a reputação da marca.
Portanto, se você escolher o JS Precision, poderá enfrentar com precisão os principais desafios da produção de moldagem por injeção de plástico, reduzir custos, reduzir o tempo de operações e até fazer o projeto funcionar com mais tranquilidade.
Se você procura um parceiro confiável para seu projeto de moldagem por injeção automotiva, entre em contato com nossa equipe técnica para uma avaliação personalizada do projeto e soluções para mitigar os riscos de cooperação.
Como você seleciona os materiais certos para peças automotivas de moldagem por injeção de plástico em compartimentos de motor de alta temperatura?
O presente capítulo explora as questões associadas à seleção de materiais para peças que operam em zonas de alta temperatura. As peças moldadas por injeção localizadas nos compartimentos do motor devem ser avaliadas quanto à sua resistência ao calor a curto prazo, resistência ao calor a longo prazo, resistência química e sensibilidade à umidade.
Os requisitos de compatibilidade de materiais entre peças automotivas de plástico moldadas por injeção e peças automotivas moldadas por injeção de plástico determinam diretamente a vida útil das peças. Materiais como PPS e PA66+GF30 devem ser combinados de acordo com as condições operacionais.
Como o HDT e o UL RTI diferem e seu papel na seleção de materiais
HDT (Temperatura de Deflexão de Calor, ASTM D648/ISO 75) mede a resistência ao calor a curto prazo, portanto, a temperatura operacional a curto prazo deve ser cerca de 10°C mais baixa que a HDT. UL RTI mede a resistência ao calor durante um longo período, portanto, a temperatura operacional a longo prazo das peças do compartimento do motor devem estar abaixo do valor UL RTI do material.
Estrutura e comportamento material da resistência química
Os compartimentos do motor contêm peças que entram em contato com produtos químicos de diferentes fontes. É por isso que a resistência química se tornou a principal característica das peças automotivas moldadas por injeção de plástico.
Entre outros, o PPS é o melhor, pois apresenta excelente resistência química e pode ser mantido emtemperaturas de até 240°C por muito tempo. Enquanto isso, o PA66+GF30 deve ser resistente à hidrólise para poder suportar um ambiente de refrigeração.
Por outro lado, o PPA+GF é aquele que resiste muito ao combustível, e o PBT+GF só é adequado para situações onde não há exposição a produtos químicos muito fortes.
Impacto do teor de umidade do material nas propriedades mecânicas e nos parâmetros de secagem
Plásticos de engenharia com alto teor de umidade sofrerão hidrólise e suas propriedades mecânicas piorarão: 0,20% de teor de umidade da moldagem PA66 pode causar redução de 10-15% na resistência à tração e redução de 20-30% na resistência ao impacto, o teor de umidade do PPS deve ser de 0,05% e do PC 0,02%.
Condição de secagem: PA66 está secando a 80°C por 4-6 horas a 0,10%. O PPS está secando a 120-150°C durante 3-4 horas até 0,05%. O PC está secando a 120°C por 3-4 horas a 0,02%.
Tabela de comparação de seleção de materiais resistentes a altas temperaturas
Tipo de material
HDT (1,8MPa, °C)
Temperatura de serviço de longo prazo (°C)
Cenários típicos de aplicação
Classificação de resistência química
PPS
260-280
200-240
Conectores de linha de refrigerante, tampas de válvula
Excelente (resistente ao óleo do motor e ao líquido de arrefecimento)
PA66+GF30
90-100
120-150
Coletor de admissão, tampa final do radiador
Bom (modificação resistente à hidrólise necessária)
PA46
160-180
160-180
Carcaça do sensor de alta temperatura, peças circundantes do sistema de exaustão
Bom (melhor resistência à hidrólise que PA66)
PPA+GF
200-220
150-170
Tampa do cabeçote do motor, componentes do sistema de combustível
Excelente (excelente resistência ao combustível)
PBT+GF
120-140
100-120
Carcaça do relé, peças de fixação do chicote de fios
Médio (não resistente a produtos químicos fortes)
Selecionar o material certo para zonas de alta temperatura é o primeiro passo para o sucesso na moldagem por injeção de plástico automotivo. Se você não tiver certeza de qual material usar em suas peças, entre em contato conosco para obter um white paper gratuito sobre seleção de materiais e encontrar rapidamente a solução certa.
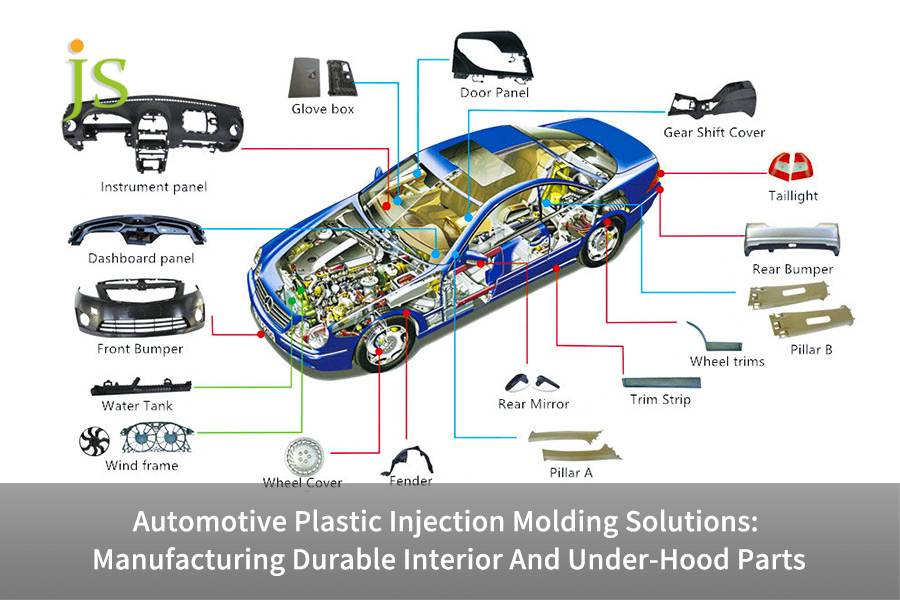
Figura 1: página inicial de uma empresa exibindo o compartimento do motor automotivo moldado por injeção e componentes plásticos internos, como coletor de admissão e peças estilo radiador.
Como a moldagem por injeção de plástico automotivo garante durabilidade para peças sob o capô sob alto calor?
Decidir sobre o material apropriado é definitivamente uma etapa muito importante, no entanto, o controle do processo em moldagem por injeção de plástico automotivo é realmente o cerne da garantia da longevidade das peças sob condições de alta temperatura. Abrange tudo, desde o projeto de moldes até o monitoramento da produção em grande escala.
Método e padrões de teste de fissuração por tensão ambiental ESC - Uma breve visão geral
É obrigatório fazer um teste ESC conforme ASTM D1693 se você quiser verificar a qualidade dos plásticos usados na moldagem por injeção automotiva.
Após a obtenção da peça moldada por injeção, ela é imersa em uma mistura 50:50 de líquido refrigerante e óleo a uma faixa de temperatura de 80-120°C por 500-1000 horas. Os critérios de aceitação são a retenção da resistência à tração em 75%, ausência de fissuras e nenhum inchaço.
Níveis necessários de retenção de força após exposição química
As forças de retenção estão alinhadas com a função das peças: peças em contato com o sistema de refrigeração 75%, peças em contato com óleos 70% e peças que não têm contato direto 80%.
Por exemplo, peças PA66+GF30 não modificadas, após serem embebidas no refrigerante a 120°C por 1000 horas, manterão apenas 65% de sua resistência original. Se as peças forem modificadas, isso pode ser aumentado para >80%.
Acompanhamento da degradação do desempenho de materiais reforçados com fibra de vidro sob envelhecimento em alta temperatura
Ao realizar o envelhecimento em alta temperatura, os principais indicadores a serem observados são: taxa de degradação da resistência à tração de 25%, taxa de retenção da resistência ao impacto com entalhe de 60% e taxa de alteração dimensional de 0,5%.
Após 1000 horas de envelhecimento térmico a 150°C, o PA66+GF30 apresenta 15%-20% de perda de resistência, enquanto o PPS+GF40 apresenta apenas 5%-8% de perda de resistência.
Indicadores de verificação de durabilidade das peças do compartimento do motor
Item de teste
Condições de teste
Critérios de aceitação
Partes aplicáveis
Ciclo de teste
Teste de resistência química ESC
Mistura de líquido refrigerante/óleo (50:50), embebida a 120°C
Taxa de retenção de resistência à tração ≥75%, sem rachaduras.
Tubulações de refrigerante, carcaça do termostato
1000 horas
Teste de envelhecimento térmico em alta temperatura
Envelhecimento em temperatura constante a 150°C
Taxa de atenuação da resistência à tração ≤25%, taxa de alteração dimensional ≤0,5%.
Tampa da válvula, coletor de admissão
1000 horas
Teste de ciclagem térmica
-40°C~150°C, 500 ciclos
Sem deformação, sem rachaduras, taxa de retenção de desempenho mecânico ≥80%.
Todos os tipos de peças moldadas por injeção do compartimento do motor
720 horas
Teste de durabilidade de vibração
10-2000Hz, aceleração 20g, vibração contínua
Sem afrouxamento, sem fratura, a confiabilidade da conexão atende aos padrões.
Peças de fixação do chicote elétrico, suportes do sensor
240 horas
Teste de imersão em óleo do motor
Óleo do motor embebido a 150°C
Taxa de retenção de resistência à tração ≥70%, sem inchaço.
Cárter de óleo, caixa do filtro de óleo
500 horas
Quais são os principais desafios de qualidade em peças internas automotivas para moldagem por injeção de plástico?
As peças moldadas por injeção de interiores automotivos enfrentam três problemas principais: emissões excessivas de VOC, falta de precisão dimensional e defeitos de superfície. Eles estão diretamente relacionados à qualidade do ar e ao apelo visual no veículo.
Sendo um grupo significativo de peças automotivas de plástico moldadas por injeção, elas também são um dos principais motivos de reclamações na produção de peças automotivas por moldagem por injeção de plástico.
Fontes de VOC em peças internas e padrão de teste VDA278
Monômeros residuais em polímeros, compostos de processamento e a degradação térmica da resina durante a moldagem por injeção são as principais fontes de VOCs em peças internas. VDA 278 é o padrão de teste essencial baseado na análise de dessorção térmica. Você deve confirmar se o nível total de VOC é de 100 ppm.
Caminho de modificação e efeitos de materiais PP de baixo odor
A modificação do PP de baixo odor pode ser usada para conformidade com VOC: a modificação do hidrogênio substitui a degradação, levando a 76,5% menos VOC. 20%-30% de enchimento de talco faz com que o VOC caia em mais de 40%, e 5% do adsorvente zeólito pode capturar voláteis de forma muito eficaz, eventualmente atingindo o nível de odor (VDA 270) 3,0.
Princípio do Processo de Volatilização Assistida por Nitrogênio e Efeito de Implementação
A volatilização assistida por nitrogênio é o principal método de moldagem por injeção de plástico automotivo para reduzir COVs. A introdução de 99,9% de nitrogênio puro no barril removerá os voláteis e levará a uma redução adicional de 30% a 50% de VOCs junto com a modificação, sendo o melhor método para grandes partes internas.
Inspeção de superfície de forma livre: comparação de precisão CMM vs. ATOS
A medição ponto a ponto tradicional da CMM ainda é superada graças à digitalização com luz azul ATOS (precisão de 0,02 mm, varredura única de 0,2 segundos). Ele produz nuvens de pontos 3D que podem ser comparadas com CAD e até mede lacunas DTS com precisão. Definitivamente deve ser o método de escolha para superfícies curvas Classe A de acabamento interno.
Defeitos e correções típicas em peças internas
Linhas de solda: São o resultado dos fluxos de fusão divergindo e depois se fundindo. Mudar a localização da porta e elevar a temperatura do molde pode ser a maneira de consertar. A simulação do fluxo do molde está disponível para fazer previsões.
Marcas de encolhimento: Ocorrem devido à espessura irregular da parede e à falta de pressão de retenção. A espessura da parede pode ser otimizada e a pressão e o tempo de retenção podem ser aumentados para obter melhores resultados.
Deformação: Resulta de resfriamento desigual e diferenças na orientação molecular. A simulação do fluxo do molde pode ser usada para prever e melhorar o sistema de resfriamento.
Brilho irregular: resulta das variações de temperatura do molde edo molde insuficiente acabamento superficial. A regulação rigorosa da temperatura e o polimento do molde podem resolver isso.
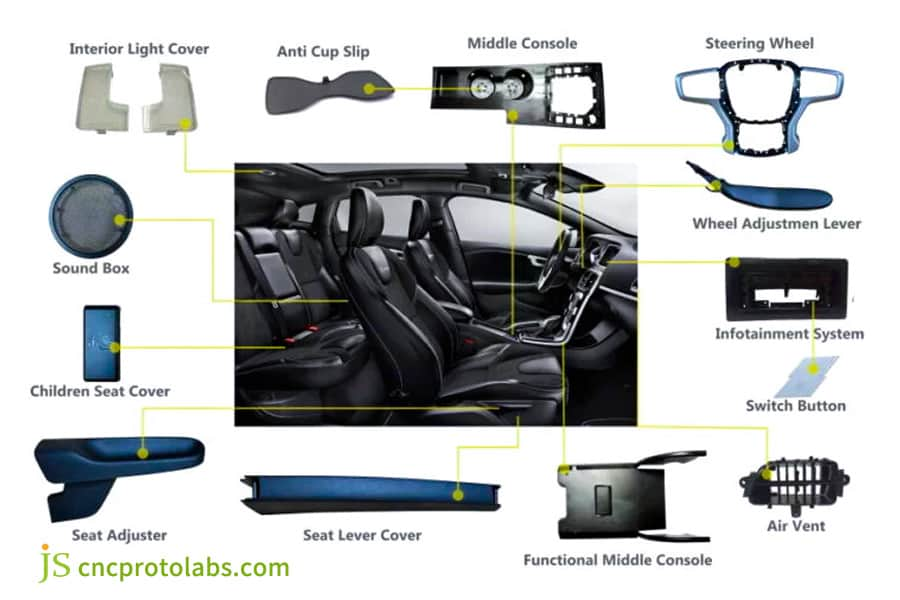
Figura 2: um diagrama de vista explodida com peças plásticas do interior automotivo rotuladas, como volante, console central e saídas de ar.
Como as empresas de moldagem por injeção de plástico automotivo controlam a qualidade e garantem a conformidade?
O controle de qualidade está no centro da moldagem por injeção de plástico automotivo. Os padrões de qualidade para peças moldadas por injeção na cadeia de fornecimento automotivo são expressos em três níveis diferentes: sistema, processo e produto.
Desumidificação e controle do ponto de orvalho na auditoria CQI-23
CQI - 23 é um instrumento essencial para a avaliação do sistema amontoado com controle do ponto de orvalho como uma das atividades cruciais da análise Toyota Core:
Ponto de orvalho de nylon -30°C, PC e PPS -40°C. Não atingir os requisitos de ponto de orvalho pode causar a hidrólise do material, levar ao aumento de VOCs e ser uma razão para a deterioração das propriedades mecânicas.
Lista de verificação para envio de documentos PPAP nível 3 e foco da auditoria
O nível 3 do PPAP é o pré-requisito mínimo para o lançamento da linha de produção, que exige a entrega de 18 documentos principais. A atividade principal é verificar a capacidade do processo Cpk 1.33, que exige manutenção de registros de alterações anteriores de parâmetros.
Como parte da cadeia de fornecimento automotivo, o acesso à IATF 16949 é um requisito fundamental. Espera-se que o processo de moldagem por injeção satisfaça sete condições, incluindo APQP, PFMEA e PPAP, para poder garantir a qualidade confiável das peças.
Requisitos de monitoramento dos principais parâmetros do SPC
A produção em massa precisa ficar de olho nos principais parâmetros do processo, como temperatura de fusão a cada 2 horas (5°C), pressão de injeção a cada turno (5%), manter a posição do interruptor de pressão a cada turno (0,5 mm), peso da peça a cada 2 horas (0,5%) e dimensão crítica Cpk a cada turno (1,33).
Simplificando, isto é estabelecer "linhas vermelhas operacionais padronizadas" na produção de peças. So long as the parameter levels stay within the limits, the quality of each injection molded part will remain consistent and therefore the batch defects will be avoided.
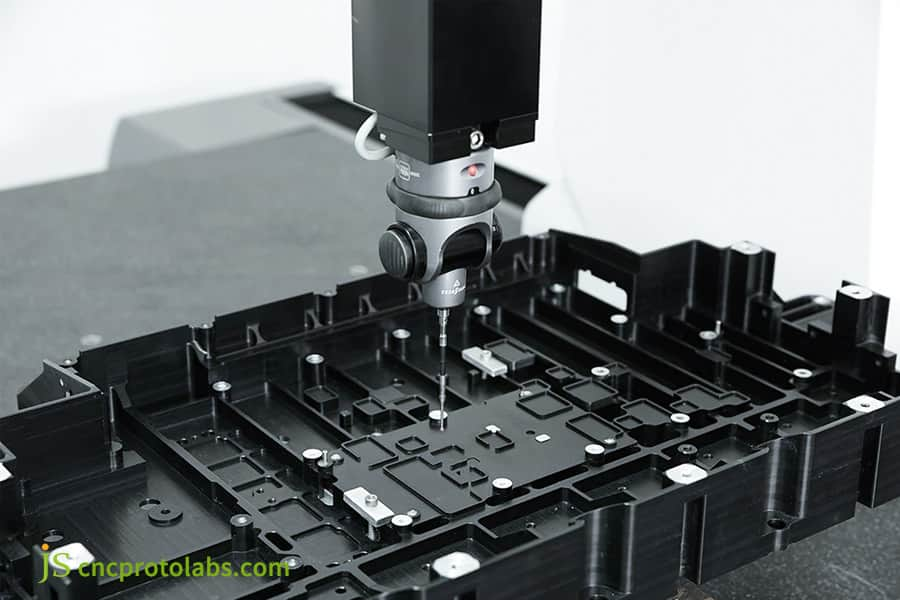
Figure 3: A Coordinate Measuring Machine (CMM) performing a precision inspection on a black automotive injection molded component in an industrial setting.
Why Is Mold Flow Analysis Essential For Plastic Injection Molding Automotive Projects?
Mold flow analysis is essentially "digital trial molding" for automotive plastic injection molding projects. It cuts down on trial molding expenses and shortens lead time, as it can prevent over 80% of possible defects by crossing them out beforehand through Moldflow software.
In other words, the whole molding process is filmed at the computer level, thereby doing away with mold opening and trial production. In this way, it is possible to locate potential problems beforehand and avoid the exorbitant costs and time wasted in remodeling.
Moldflow Warpage Prediction Accuracy and Verification Data
It is about 8%-12% for Moldflow warpage prediction error. For instance, predicting 2.3mm warpage on a dashboard while experimentally it's 2.5mm, it is feasible to reach the warpage limit of 1.0mm by fine-tuning holding pressure and cooling water channels.
The Impact of Gate and Cooling Water Channels on Shrinkage Uniformity
Gate location can determine how the polymers are aligned, on the other hand, cooling water channels are responsible for the cooling rate.
These two, via mold flow analysis, have to be installed in a way that the shrinkage rate difference between various parts is 0.1%, thereby avoiding part deformation.
Case Study: Mold Flow Analysis for Large Parts Bumper Grille
Using the Moldflow method, a 5-factor 5-level orthogonal test design was conducted on a commercial vehicle bumper grille. According to the results, the sequence of the warpage influence is:
Injection time > Melt temperature > Mold temperature > Cooling time >Holding pressure switching.
The best set of parameters are: melt temperature 240°C, mold temperature 60°C, injection time 6 seconds, and cooling time 16 seconds. These not only led to a 62% decrease in the warpage but also to a substantial shortening of the trial molding cycle.
Parameter Category
Specific Parameters
Acquisition Method
Importance
Impact Scope
Material Data
Melt density, viscosity, thermal conductivity
Moldflow database provided by material suppliers
Extremely High
Filling effect, warpage deformation
Mold Design
Gate position, cooling water channel layout, exhaust system
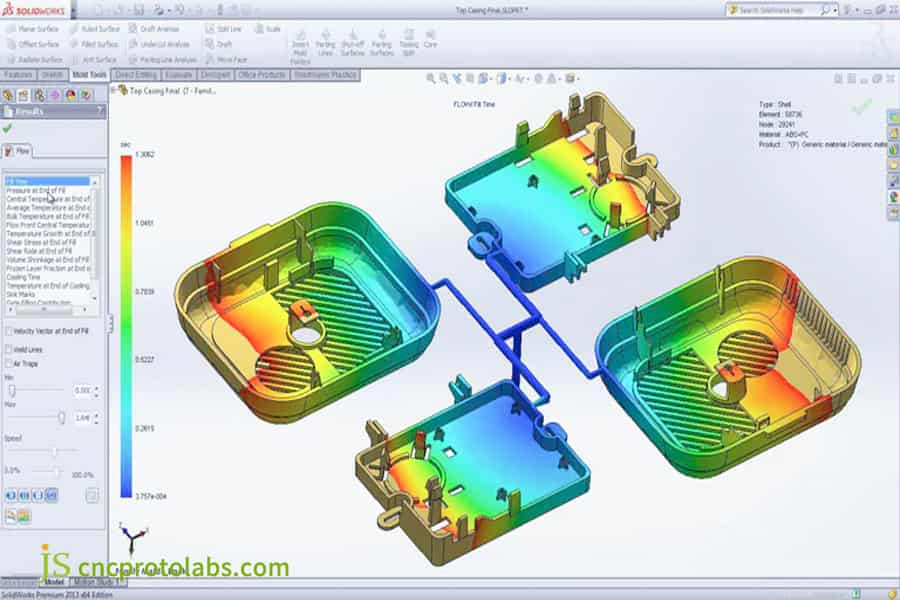
Figure 4: A software interface showing a color-coded mold flow analysis simulation for automotive plastic components.
How Can You Optimize Costs Without Sacrificing Quality In Plastic Injection Molding Automotive Projects?
Cost optimization is one of the most important aspects of plastic injection molding automotive projects. It involves making considered and targeted reductions in cost from the four main areas of design mold mass production, and supply chain, while still maintaining quality.
DFM Wall Thickness Optimization Minimizes Material Usage and Molding Cycle
For example, reducing the wall thickness from 3.5mm to 2.8mm results in a 20% material saving while at the same time, the molding cycle can be shortened by 15%-20%. On the other hand changes such as removing the undercuts, can lead to a 10%-15% reduction in mold cost.
Hot Runner Systems Lead to Better Material Utilization and Higher ROI
Hot runner systems allow to increase the material utilization from a range of 60%-70% to more than 95%. If the annual production volume is 500,000 medium-sized injection molded parts, the ROI period is only 6-12 months. Further, it contributes to more even filling of the mold and defects are practically eliminated.
Performing pre-mold flow analysis can eradicate over 80% of potential defects later on. Normally, 1 mold change costs from $5,000 to $15,000 and thus by decreasing the number of trial moldings from 3-5 to 1-2, you not only save $20,000-$50,000 but also reduce time by 4-8 weeks.
Summary of Cost Optimization Methods at Each Stage
Hot runner application, process parameter optimization
15%-20%
Improve production efficiency and reduce defective loss.
Supply Chain
Material substitution, bulk purchase bargaining
5%-10%
Material performance must be strictly verified to ensure compliance.
If you want to optimize project costs while ensuring quality, please provide the part specifications and production volume, and we will calculate the cost optimization potential for plastic injection molding automotive parts for you free of charge.
What Key Indicators Should You Evaluate When Selecting Automotive Plastic Injection Molding Companies?
Selecting automotive plastic injection molding companies requires to check their quality system, technical capabilities, supply chain stability, and project experience. These factors are the main selection criteria for the plastic injection molding automotive industry and the fundamental requirements of the cooperation in this field.
IATF 16949 Certification Cycle and Surveillance Audit Requirements
IATF 16949 is a must-have selection criterion. The certification validity period may range from 6-12 months. Once certified, annual surveillance audits become mandatory along with the renewal audits every three years. The failure in passing the audit will impact the supply chain cooperation.
Injection Molding Equipment Tonnage Range and Part Compatibility
The formula for the calculation of clamping force is: Clamping force (tons) Projected area (cm) Cavity pressure (kg/cm) 1000. Cavity pressure is considered about 300-500 kg/cm.
We recommend that you only select suppliers with tonnage capabilities between 60 and 1600 tons.
Testing Capability Requirements
The trustworthy suppliers should have comprehensive testing capabilities: dimensional inspection (CMM, 0.005mm), freeform surface inspection (ATOS, 0.02mm), and material and environmental reliability testing. If a company owns their laboratory and testing facilities can decrease the testing cycle by more than 50%.
Supply Chain Stability Assessment Key Points
Supply chain stability needs to be assessed based on: long-term cooperation with original material manufacturers/authorized agents, a robust batch traceability system, and a secondary supplier management mechanism. On-time delivery rate for the past 12 months must be ≥98%.
The stability of the supply chain will be evaluated based on: continuous cooperation for a long time with original material manufacturers/authorized agents, having a strong batch traceability system, and the existence of a secondary supplier management mechanism. The on-time delivery rate for the last 12 months should be 98%.
JS Precision Case Study: Analysis And Solution Of Chemical Cracking Resistance Failure Of PPS Injection Parts
The following practical cases can help you intuitively understand how JS Precision addresses complex challenges in automotive plastic injection molding.
Client Background
One of the European Tier 1 suppliers who supply PPS + GF40 engine compartment coolant piping connectors to OEMs posted an annual volume of 800,000 pieces. Testing with the first batch of trial molds revealed that only 60% of the units which had passed the ESC test, and the project was facing the possibility of SOP postponements.
Problems
The sudden change in the wall thickness of the connector brought about the stress concentration. The ESC testing conditions were very rigorous (120°C, 1000 hours of coolant immersion, tensile strength retention 75%). The weld line lay at the stress concentration spot, so it was very susceptible to the cracks.
Actions Taken
Our technical team did not hesitate to take a step in the matter and addressed all the hitch by optimization from different directions:
1. Using Moldflow mold flow analysis, the gate position was re optimized from a single side gate to a symmetrical layout of double point gates, completely eliminating the problem of weld marks located in stress concentration areas.
2. Optimize the pressure holding curve, adjust from one pressure holding section to three pressure holding sections, ensure sufficient shrinkage of the thin-walled thick walled transition zone, and improve the density of the parts.
3. Raise the mold temperature from 130°C to 145°C to improve the melt flowability and weld bond strength.
4. Increase the R-angle transition in the stress concentration area to reduce the stress concentration factor. The fifth is to optimize the material drying process, reduce the moisture content to 0.03%, and avoid performance degradation caused by hydrolysis.
Final Results
Following the fine-tuning, the parts' tensile strength retention rate in the ESC test rose to 84%, weld line strength went up by 50%, the critical dimension Cpk grew to 1.48, the annual defect rate dropped to 0.3%, the project met its schedule completion (SOP), and the customer placed additional similar orders.
If you are also facing similar issues such as cracking or substandard performance in injection molded parts, you can submit 3D drawings of the parts and your requirements. We will customize an exclusive automotive plastic injection molding solution for you to help your project be successfully implemented.
FAQs
Q1: How long does the development process for automotive injection molded parts typically take?
Part development from T0 trial molding to SOP mass production will generally take around 12-20 weeks in total, including mold manufacturing, trial molding optimization, and PPAP submission. However, this schedule may vary depending on the complexity of the parts, and we are able to offer tailored cycle planning.
Q2: Should a supplier of automotive injection molding have an IATF 16949 certification?
Indeed, IATF 16949 is merely an entrance gate for getting into the automotive supply chain. It would be impossible to collaborate without certification. We have this certification at hand and fulfill your supply chain requirements immediately.
Q3: Which materials are mostly used for injection molded engine compartment parts?
PPS (HDT>260°C) and PA66+GF30 are the most favored, next would be PPA+GF and PBT+GF. Your part's working conditions and your cost budget will determine the final choice.
Q4: What are the major factors causing interior parts' VOC to surpass standards?
Residual monomers, processing byproducts, and thermal degradation during injection molding are cumulatively responsible for VOC emissions. To ensure quality, one must first select low-odor materials and then maintain nitrogen devolatilization through the injection process.
Q5: Which injection molding defects can Moldflow analysis detect?
Moldflow analysis is able to identify five primary defects, such as warping, weld lines, and sink marks. It can help avoid more than 80% of issues, apart from reducing trial molding costs.
Q6: How can I rapidly find out the reason for warpage deformation of injection molded parts?
Moldflow analysis can be used to determine the direction of deformation. If there is uneven cooling, the warpage will be symmetrical. On the other hand, the shrinkage due to orientation is along the direction of flow of the melt. So, it is possible to do a targeted optimization.
Q7: How long do automotive injection molds typically last?
The lifecycles of mass production molds are estimated to be between 500,000 and 1,000,000. cycles With the use of top-quality mold steel and following a proper maintenance schedule, it is possible to extend these lifetimes to over 2,000,000 cycles. We are also able to provide mold maintenance support.
Q8: What is the lowest number of automotive injection molded parts that I can order?
Normally 5,000-10,000 pieces/year. If you want less quantity, then rapid prototyping or CNC machining can be considered. We have several models of cooperation.
Summary
Automotive plastic injection molding is fundamentally a systems engineering endeavor. Each phase directly impacts the reliability and regulatory compliance of the components.
Selecting an appropriate partner might allow you to not only circumvent unnecessary routes but also to lower prices while enhancing productivity. JS Precision offers a one-stop solution to assist you in resolving various injection molding-related issues that have been causing you difficulties.
Contact the JS Precision technical team immediately to get a tailor-made material plan and cost evaluation for your projectby simply sending 3D drawings to the specified email address, you will be able to get a DFM report and quotation within 24 hours. Together, let's make your automotive injection molding project run smoothly.
Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.