
Le moulage par injection de plastique automobile constitue la principale technique de fabrication de pièces automobiles.
Deux problèmes importants, à savoir la fissuration à température très élevée des pièces moulées par injection du compartiment moteur, ainsi que l'apparition d'émissions excessives de COV dans les pièces intérieures mettent très directement en danger l'étape du projet et la réputation de la marque.
Résoudre les problèmes liés à la fois à la durabilité et au respect de l'environnement sera un défi commun pour les équipementiers et les fournisseurs de niveau 1.
Ici, dans cet article, une solution complète pour le moulage par injection de plastique automobile est présentée sous quatre angles : sélection des matériaux à haute température, analyse du flux de moule, etc. Le moulage par injection de plastique avec un haut degré de raffinement est la clé.
Résumé des réponses principales
|
Dimension centrale
|
Réponse principale
|
|
Sélection des matériaux pour les zones à haute température
|
Les pièces du compartiment moteur doivent utiliser du PPS (HDT>260°C) ou du PA66+GF30 (HDT 220-265°C) pour répondre à la double exigence de résistance thermique à long terme et de résistance à la corrosion chimique.
|
|
Contrôle des COV et des odeurs
|
Les parties intérieures adoptentun matériau PP + talc à faible odeur, combiné à un processus de dévolatilisation assisté par l'azote et à un séchage par déshumidification avec un point de rosée ≤-40°C, de sorte que l'odeur soit ≤3,0 et la teneur totale en COV soit ≤100 ppm.
|
|
Garantie de précision dimensionnelle
|
Pour les pièces de surface de forme libre, le balayage pleine zone à lumière bleue ATOS (précision de 0,02 mm) est utilisé à la place du pointage CMM traditionnel pour générer un rapport d'écart de carte thermique afin de vérifier l'ajustement de l'écart DTS.
|
|
Seuil du système qualité
|
La certification IATF 16949 est le seuil d'entrée pour la chaîne d'approvisionnement automobile, et l'évaluation du système de moulage CQI-23 est l'outil d'audit principal pour garantir la cohérence des lots.
|
|
Chemin d'optimisation des coûts
|
L'optimisation de la porte et du système de refroidissement grâce à l'analyse du flux du moule peut éliminer plus de 80 % des défauts potentiels avant l'ouverture du moule, réduisant ainsi le nombre d'itérations de test du moule et les coûts de modification du moule.
|
Principaux points à retenir :
- Pour fabriquer des pièces de compartiment moteur, le PPS (>260C HDT) et le PA66+GF30 sont généralement choisis, et l'aspect résistance chimique doit également être soumis à des tests ESC.
- Les trois principaux éléments du contrôle des COV qui sont pris en compte lorsqu'il s'agit de pièces intérieures : les matériaux à faible odeur, la dévolatilisation de l'azote et le contrôle du point de rosée.
- L'inspection de surface de forme libre, si elle est effectuée manuellement, doit être effectuée par numérisation ATOS sur toute la zone à la lumière bleue. La notation par points CMM ne permet pas d'évaluer pleinement les écarts DTS.
- La certification IATF 16949 et l'audit CQI-23 sont considérés comme des conditions préalables à la sélection des fournisseurs.
- L'analyse du flux de moule donne les résultats du gauchissement et des lignes de soudure, ce qui en fait un pré-processus très important pour le contrôle des coûts.
Pourquoi faire confiance à JS Precision pour le moulage par injection de plastique automobile ? Fabrication professionnelle de composants automobiles
Trouver un fabricant fiable de moulage par injection de plastique automobile devrait figurer en tête de votre liste de priorités pour garantir la mise en œuvre réussie de vos projets de pièces automobiles.
JS Precision est, en fait, l'un des partenaires les plus fiables et privilégiés des OEM et des fournisseurs de niveau 1 dans le monde entier, car il offre des garanties de performance concrètes et vérifiables pour votre collaboration.
Vous pouvez donc entièrement compter sur nous pour fournir à vos produits la conformité automobile. Détenant des certifications internationalement reconnues telles que IATF 16949:2016 et ISO 9001:2015, JS Precision est également en mesure de fournir des composants automobiles de la plus haute qualité et répondant à la norme de qualité médicale ISO 13485:2016, pour ajouter une chaîne supplémentaire à son inclinez-vous !
Nos machines de production avec des forces de serrage de 60 à 1 600 tonnes peuvent adapter avec précision différentes méthodologies de production de moulage par injection automobile en fonction de vos besoins.
Nous fournissons également une assistance technique pour vous aider à répondre à vos besoins en matière de talents et de technologie liés aux travaux de moulage par injection plastique près de chez moi, notre équipe d'experts en analyse de flux de moule et notre appareil de mesure de la lumière bleue ATOS peuvent vous aider à planifier à l'avance pour éviter les défauts de moulage, garantissant ainsi la forme correcte des pièces et réduisant les pertes dues aux reprises.
Récemment, JS Precision a aidé des fournisseurs européens de niveau 1 ayant des exigences similaires à résoudre le problème de fissuration des pièces moulées par injection PPS, augmentant ainsi le taux de réussite aux tests ESC de 60 % à 100 %, leur permettant ainsi de livrer les SOP à temps et d'éviter les sanctions liées aux retards de paiement.
En outre, nous avons affiné le contrôle des COV des pièces intérieures pour un OEM local, réduisant le niveau d'odeur à moins de 3,0, ce qui a considérablement réduit le taux de plaintes et préservé la réputation de la marque.
Ainsi, si vous choisissez JS Precision, vous serez en mesure de relever avec précision les principaux défis de la production de moulage par injection plastique, de réduire vos coûts, de réduire le temps des opérations et même de rendre le projet plus fluide.
Si vous recherchez un partenaire fiable pour votre projet de moulage par injection automobile, contactez notre équipe technique pour une évaluation de projet personnalisée et des solutions pour atténuer les risques de coopération.
Comment sélectionner les bons matériaux pour le moulage par injection de plastique de pièces automobiles dans des compartiments moteur à haute température ?
Le présent chapitre explore les enjeux associés à la sélection des matériaux pour les pièces fonctionnant dans des zones à haute température. Les pièces moulées par injection situées dans les compartiments moteur doivent être évaluées pour leur résistance à la chaleur à court terme, leur résistance à la chaleur à long terme, leur résistance chimique et leur sensibilité à l'humidité.
Les exigences de compatibilité des matériaux entre les pièces automobiles en plastique moulées par injection et les pièces automobiles moulées par injection plastique déterminent directement la durée de vie des pièces. Les matériaux tels que le PPS et le PA66+GF30 doivent être adaptés en fonction des conditions de fonctionnement.
Comment les HDT et UL RTI diffèrent et leur rôle dans la sélection des matériaux
HDT (Heat Deflection Temperature, ASTM D648/ISO 75) mesure la résistance à la chaleur à court terme, par conséquent, la température de fonctionnement à court terme doit être environ 10 ℃ inférieure à la HDT. UL RTI mesure la résistance à la chaleur sur une longue période, donc la température de fonctionnement à long terme de Les pièces du compartiment moteur doivent être inférieures à la valeur UL RTI du matériau.
Cadre et comportement des matériaux de la résistance chimique
Les compartiments moteur contiennent des pièces qui entrent en contact avec des produits chimiques provenant de différentes sources. C'est pourquoi la résistance chimique est devenue la principale caractéristique des pièces automobiles moulées par injection plastique.
Parmi les autres, le PPS est le meilleur car il présente une excellente résistance chimique et peut être conservé à une température pouvant atteindre 240 ℃ pendant une longue période. Parallèlement, le PA66+GF30 doit être rendu résistant à l'hydrolyse s'il doit supporter un environnement de refroidissement.
D'un autre côté, PPA+GF est celui qui résiste le plus au carburant, et PBT+GF ne convient que dans les situations où il n'y a pas d'exposition à des produits chimiques très puissants.
Impact de la teneur en humidité du matériau sur les propriétés mécaniques et les paramètres de séchage
Les plastiques techniques à forte teneur en humidité subiront une hydrolyse et leurs propriétés mécaniques se détérioreront : une teneur en humidité de 0,20 % du moulage PA66 peut entraîner une réduction de 10 à 15 % de la résistance à la traction et de 20 à 30 % de la résistance aux chocs, la teneur en humidité du PPS doit être de 0,05 % et celle du PC de 0,02 %.
Condition de séchage : Le PA66 sèche à 80°C pendant 4 à 6 heures à 0,10 %. Le PPS sèche à 120-150°C pendant 3-4 heures jusqu'à 0,05 %. Le PC sèche à 120°C pendant 3-4 heures à 0,02 %.
Tableau de comparaison de sélection de matériaux résistants aux hautes températures
|
Type de matériau
|
HDT (1,8MPa, °C)
|
Température de service à long terme (°C)
|
Scénarios d'application typiques
|
Indice de résistance chimique
|
|
PPS
|
260-280
|
200-240
|
Connecteurs de conduite de liquide de refroidissement, couvercles de soupape
|
Excellent (résistant à l'huile moteur et au liquide de refroidissement)
|
|
PA66+GF30
|
90-100
|
120-150
|
Collecteur d'admission, capuchon d'extrémité de radiateur
|
Bon (modification résistante à l'hydrolyse requise)
|
|
PA46
|
160-180
|
160-180
|
Boîtier de capteur haute température, pièces entourant le système d'échappement
|
Bon (meilleure résistance à l'hydrolyse que le PA66)
|
|
PPA+GF
|
200-220
|
150-170
|
Couvre-culasse moteur, composants du système de carburant
|
Excellent (résistance exceptionnelle au carburant)
|
|
PBT+GF
|
120-140
|
100-120
|
Boîtier de relais, pièces de fixation du faisceau de câbles
|
Moyen (non résistant aux produits chimiques puissants)
|
La sélection du matériau approprié pour les zones à haute température est la première étape vers le succès dans le moulage par injection de plastique automobile. Si vous ne savez pas quel matériau utiliser pour vos pièces, contactez-nous pour obtenir un livre blanc gratuit sur la sélection des matériaux afin de trouver rapidement la bonne solution.

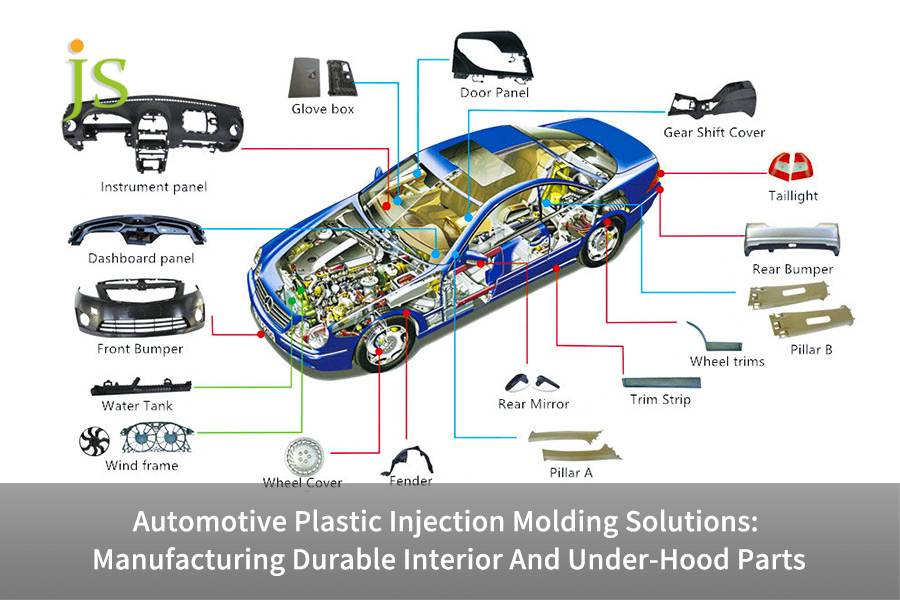
Figure 1 : page d'accueil d'une entreprise présentant un compartiment moteur automobile moulé par injection et des composants intérieurs en plastique, tels qu'un collecteur d'admission et des pièces de type radiateur.
Comment le moulage par injection de plastique automobile garantit-il la durabilité des pièces placées sous le capot à haute température ?
Le choix du matériau approprié est certainement une étape très importante, cependant, le contrôle des processus dans le moulage par injection plastique automobile est vraiment au cœur de la garantie de la longévité des pièces dans des conditions de haute température. Il couvre tout, de la conception des moules au suivi de la production à grande échelle.
Méthode et normes d'essai de fissuration sous contrainte environnementale ESC - Un bref aperçu
Il est indispensable d'effectuer un test ESC selon ASTM D1693 si vous souhaitez vérifier la qualité des plastiques utilisés pour le moulage par injection automobile.
Une fois la pièce moulée par injection obtenue, elle est immergée dans un mélange 50:50 de liquide de refroidissement et d'huile à une plage de température de 80 à 120 °C pendant 500 à 1 000 heures. Les critères d'acceptation sont la rétention de la résistance à la traction de 75 %, l'absence de fissuration et l'absence de gonflement.
Niveaux requis de rétention de résistance après une exposition chimique
Les forces de rétention sont alignées avec la fonction des pièces : les pièces en contact avec le système de refroidissement 75 %, les pièces en contact avec les huiles 70 % et les pièces qui n'ont pas de contact direct 80 %.
Par exemple, des pièces PA66+GF30 non modifiées, après avoir été trempées dans le liquide de refroidissement à 120 °C pendant 1 000 heures, ne conserveront que 65 % de leur résistance d'origine. Si les pièces sont modifiées, cette valeur peut être augmentée jusqu'à >80 %.
Suivi de la dégradation des performances des matériaux renforcés de fibres de verre lors d'un vieillissement à haute température
Lors d'un vieillissement à haute température, les principaux indicateurs sur lesquels se concentrer sont : le taux de dégradation de la résistance à la traction de 25 %, le taux de rétention de la résistance aux chocs entaillés de 60 % et le taux de changement dimensionnel de 0,5 %.
Après 1 000 heures de vieillissement thermique à 150 °C, le PA66+GF30 affiche une perte de résistance de 15 à 20 %, tandis que le PPS+GF40 ne présente qu'une perte de résistance de 5 à 8 %.
Indicateurs de vérification de la durabilité des pièces du compartiment moteur
|
Élément de test
|
Conditions de test
|
Critères d'acceptation
|
Pièces applicables
|
Cycle de test
|
|
Test de résistance chimique ESC
|
Mélange liquide de refroidissement/huile (50:50), trempé à 120°C
|
Taux de rétention de résistance à la traction ≥75 %, pas de fissuration.
|
Conduites de liquide de refroidissement, boîtier de thermostat
|
1000 heures
|
|
Test de vieillissement thermique à haute température
|
Vieillissement à température constante à 150°C
|
Taux d'atténuation de la résistance à la traction ≤25 %, taux de changement dimensionnel ≤0,5 %.
|
Couvercle de soupape, collecteur d'admission
|
1000 heures
|
|
Test de cyclage thermique
|
-40°C~150°C, 500 cycles
|
Aucune déformation, aucune fissuration, taux de rétention des performances mécaniques ≥80%.
|
Tous types de pièces moulées par injection de compartiment moteur
|
720 heures
|
|
Test de durabilité aux vibrations
|
10-2000 Hz, accélération 20 g, vibration continue
|
Pas de desserrage, pas de fracture, fiabilité de connexion aux normes.
|
Pièces de fixation du faisceau de câbles, supports de capteur
|
240 heures
|
|
Test d'immersion dans l'huile moteur
|
Huile moteur, trempée à 150°C
|
Taux de rétention de résistance à la traction ≥70 %, pas de gonflement.
|
Carter d'huile, boîtier de filtre à huile
|
500 heures
|
Quels sont les principaux défis de qualité dans le moulage par injection de plastique de pièces intérieures automobiles ?
Les pièces moulées par injection intérieures d'automobiles rencontrent trois problèmes majeurs : les émissions excessives de COV, le manque de précision dimensionnelle et les défauts de surface. Ceux-ci sont directement liés à la qualité de l'air et à l'attrait visuel à bord du véhicule.
Il s'agit d'un groupe important de pièces automobiles en plastique moulées par injection, elles constituent également l'une des principales raisons de plaintes dans le domaine de la production de pièces automobiles par moulage par injection plastique.
Sources de COV dans les pièces intérieures et norme de test VDA278
Les monomères résiduels dans les polymères, les composés de traitement et la dégradation thermique de la résine lors du moulage par injection sont les principales sources de COV dans les pièces intérieures. VDA 278 est la norme de test essentielle basée sur l'analyse de désorption thermique. Vous devez confirmer que le niveau total de COV est de 100 ppm.
Chemin de modification et effets des matériaux PP à faible odeur
La modification du PP à faible odeur peut être utilisée pour la conformité en matière de COV : la modification par l'hydrogène remplace la dégradation, conduisant à 76,5 % de COV en moins. Un remplissage de 20 à 30 % de talc fait baisser les COV de plus de 40 %, et 5 % d'adsorbant de zéolite peuvent capturer les substances volatiles de manière très efficace, pour finalement atteindre le niveau d'odeur (VDA 270) 3.0.
Principe du processus de volatilisation assisté par l'azote et effet de sa mise en œuvre
La volatilisation assistée par l'azote est la principale méthode de moulage par injection de plastique automobile pour réduire les COV. L'introduction de 99,9 % d'azote pur dans le baril éliminera les substances volatiles et entraînera une diminution supplémentaire de 30 à 50 % des COV ainsi qu'une modification, ce qui constitue la meilleure méthode pour les grandes pièces intérieures.
Inspection des surfaces de forme libre : comparaison de la précision entre les MMT et les ATOS
La mesure point par point sur MMT traditionnelle est toujours dépassée grâce au balayage à lumière bleue ATOS (précision de 0,02 mm, balayage unique de 0,2 seconde). Il produit des nuages de points 3D comparables à la CAO et mesure même avec précision les écarts DTS. Cela devrait certainement être la méthode de choix pour les surfaces courbes de classe A des garnitures intérieures.
Défauts typiques et correctifs pour les pièces intérieures
- Lignes de soudure : elles sont le résultat de la divergence puis de la fusion des flux de fusion. Changer l’emplacement de la porte et augmenter la température du moule pourrait être le moyen de résoudre ce problème. La simulation du flux de moule est disponible pour faire des prédictions.
- Marques de retrait : elles se produisent en raison d'une épaisseur de paroi irrégulière et d'un manque de pression de maintien. L'épaisseur de la paroi peut être optimisée, et la pression et le temps de maintien peuvent être augmentés pour obtenir de meilleurs résultats.
- Déformation : elle résulte d'un refroidissement inégal et de différences d'orientation moléculaire. La simulation du flux de moule peut être utilisée pour prévoir et améliorer le système de refroidissement.
- Brillance inégale : Il résulte des variations de température du moule et d'une finition de surface insuffisante du moule. Une régulation stricte de la température et un polissage des moules peuvent résoudre ce problème.
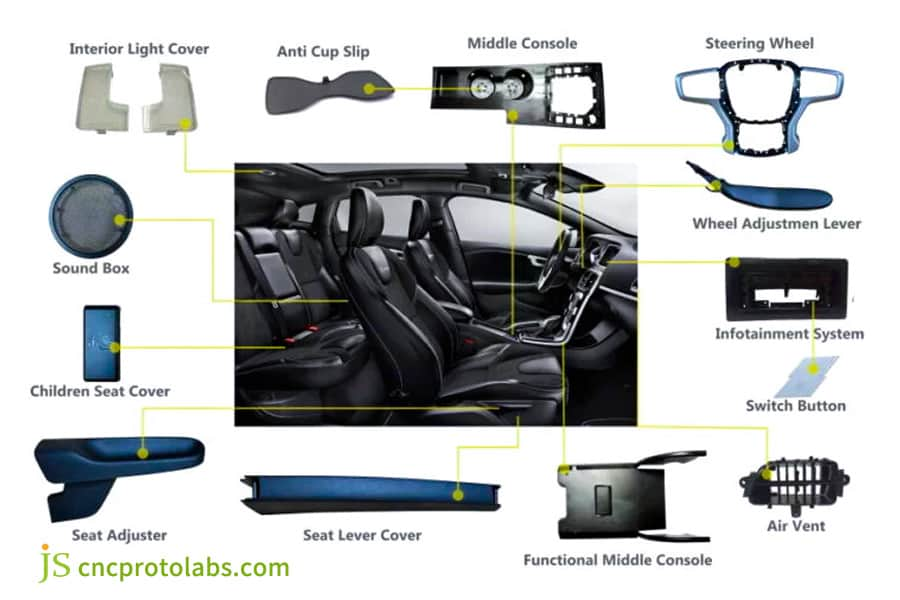
Figure 2 : Un diagramme en vue éclatée avec des pièces en plastique intérieures d'automobile étiquetées, telles que le volant, la console centrale et les bouches d'aération.
Comment les entreprises de moulage par injection de plastique automobile contrôlent-elles la qualité et garantissent-elles la conformité ?
Le contrôle qualité est au cœur du moulage par injection de plastique automobile. Les normes de qualité pour les pièces moulées par injection dans la chaîne d'approvisionnement automobile s'expriment à trois niveaux différents : système, processus et produit.
Les entreprises de moulage par injection de plastique automobile doivent suivre strictement les normes de moulage par injection de plastique automobile qu'elles sont tenues de mettre en œuvre.
Déshumidification et contrôle du point de rosée dans l'audit CQI-23
CQI - 23 est un instrument essentiel pour l'évaluation du système en forme de monticule avec le contrôle du point de rosée comme l'une des activités cruciales de l'analyse Toyota Core :
Point de rosée du nylon -30°C, PC et PPS -40°C. Le non-respect des exigences de point de rosée peut provoquer l'hydrolyse du matériau, entraîner une augmentation des COV et être une cause de détérioration des propriétés mécaniques.
Liste de contrôle de soumission de documents PPAP niveau 3 et objectif de l'audit
Le niveau 3 du PPAP est le prérequis minimum pour le lancement de la chaîne de production, qui nécessite la remise de 18 documents de base. l'activité principale consiste à vérifier la capacité du processus Cpk 1.33 qui exige la tenue d'un enregistrement des modifications de paramètres antérieures.
Dans le cadre de la chaîne d'approvisionnement automobile, l'accès à l'IATF 16949 est une exigence fondamentale. Le processus de moulage par injection devrait satisfaire sept conditions, dont APQP, PFMEA et PPAP, pour pouvoir garantir la qualité fiable des pièces.
Exigences en matière de surveillance des paramètres clés SPC
La production de masse doit garder un œil sur les paramètres de base du processus tels que la température de fusion toutes les 2 heures (5°C), la pression d'injection à chaque équipe (5 %), le maintien de la position de commutation de pression à chaque équipe (0,5 mm), le poids de la pièce toutes les 2 heures (0,5 %) et la dimension critique Cpk à chaque équipe (1,33).
En termes simples, il s'agit d'établir des « lignes rouges opérationnelles standardisées » dans la production de pièces. Tant que les niveaux de paramètres restent dans les limites, la qualité de chaque pièce moulée par injection restera constante et donc les défauts du lot seront évités.
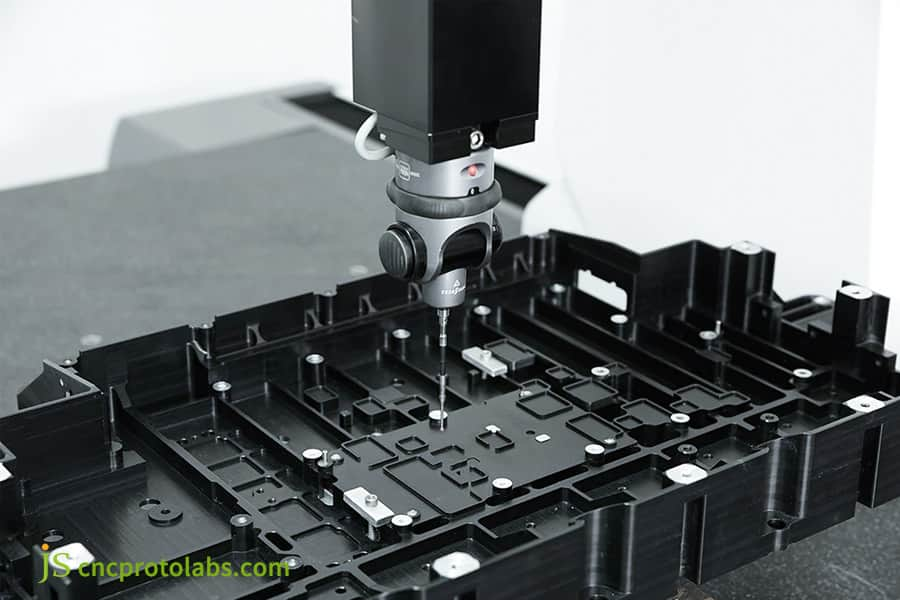
Figure 3: A Coordinate Measuring Machine (CMM) performing a precision inspection on a black automotive injection molded component in an industrial setting.
Why Is Mold Flow Analysis Essential For Plastic Injection Molding Automotive Projects?
Mold flow analysis is essentially "digital trial molding" for automotive plastic injection molding projects. It cuts down on trial molding expenses and shortens lead time, as it can prevent over 80% of possible defects by crossing them out beforehand through Moldflow software.
In other words, the whole molding process is filmed at the computer level, thereby doing away with mold opening and trial production. In this way, it is possible to locate potential problems beforehand and avoid the exorbitant costs and time wasted in remodeling.
Moldflow Warpage Prediction Accuracy and Verification Data
It is about 8%-12% for Moldflow warpage prediction error. For instance, predicting 2.3mm warpage on a dashboard while experimentally it's 2.5mm, it is feasible to reach the warpage limit of 1.0mm by fine-tuning holding pressure and cooling water channels.
The Impact of Gate and Cooling Water Channels on Shrinkage Uniformity
Gate location can determine how the polymers are aligned, on the other hand, cooling water channels are responsible for the cooling rate.
These two, via mold flow analysis, have to be installed in a way that the shrinkage rate difference between various parts is 0.1%, thereby avoiding part deformation.
Case Study: Mold Flow Analysis for Large Parts Bumper Grille
Using the Moldflow method, a 5-factor 5-level orthogonal test design was conducted on a commercial vehicle bumper grille. According to the results, the sequence of the warpage influence is:
Injection time > Melt temperature > Mold temperature > Cooling time >Holding pressure switching.
The best set of parameters are: melt temperature 240°C, mold temperature 60°C, injection time 6 seconds, and cooling time 16 seconds. These not only led to a 62% decrease in the warpage but also to a substantial shortening of the trial molding cycle.
|
Parameter Category
|
Specific Parameters
|
Acquisition Method
|
Importance
|
Impact Scope
|
|
Material Data
|
Melt density, viscosity, thermal conductivity
|
Moldflow database provided by material suppliers
|
Extremely High
|
Filling effect, warpage deformation
|
|
Mold Design
|
Gate position, cooling water channel layout, exhaust system
|
Mold design drawings
|
Extremely High
|
Weld line position, cooling uniformity
|
|
Process Parameters
|
Melt temperature, mold temperature, injection pressure, holding pressure curve
|
Past project experience + test optimization
|
High
|
Part accuracy, appearance quality
|
|
Product Structure
|
Wall thickness, rib layout, number of undercuts
|
Product 3D drawings
|
Extremely High
|
Filling difficulty, warpage risk
|
|
Other Parameters
|
Number of cavities, injection speed, cooling time
|
Mold design + process planning
|
Medium
|
Production efficiency, molding cycle
|
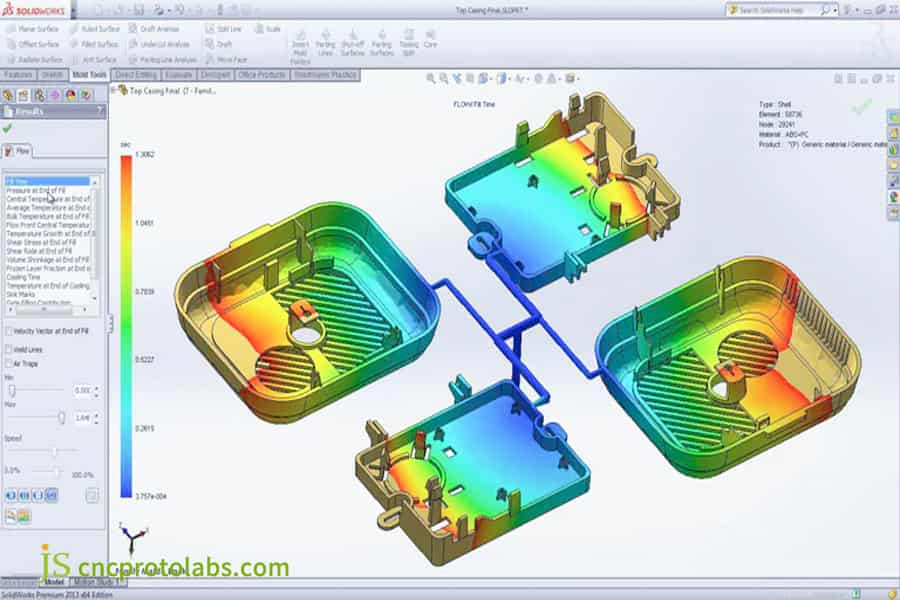
Figure 4: A software interface showing a color-coded mold flow analysis simulation for automotive plastic components.
How Can You Optimize Costs Without Sacrificing Quality In Plastic Injection Molding Automotive Projects?
Cost optimization is one of the most important aspects of plastic injection molding automotive projects. It involves making considered and targeted reductions in cost from the four main areas of design mold mass production, and supply chain, while still maintaining quality.
DFM Wall Thickness Optimization Minimizes Material Usage and Molding Cycle
DFM wall thickness optimization is the foundation for cost reduction in plastic injection molding automotive parts.
For example, reducing the wall thickness from 3.5mm to 2.8mm results in a 20% material saving while at the same time, the molding cycle can be shortened by 15%-20%. On the other hand changes such as removing the undercuts, can lead to a 10%-15% reduction in mold cost.
Hot Runner Systems Lead to Better Material Utilization and Higher ROI
Hot runner systems allow to increase the material utilization from a range of 60%-70% to more than 95%. If the annual production volume is 500,000 medium-sized injection molded parts, the ROI period is only 6-12 months. Further, it contributes to more even filling of the mold and defects are practically eliminated.
Pre-Mold Flow Analysis Minimizes Mold Modification Charges
Performing pre-mold flow analysis can eradicate over 80% of potential defects later on. Normally, 1 mold change costs from $5,000 to $15,000 and thus by decreasing the number of trial moldings from 3-5 to 1-2, you not only save $20,000-$50,000 but also reduce time by 4-8 weeks.
Summary of Cost Optimization Methods at Each Stage
|
Optimization Stage
|
Optimization Methods
|
Typical Savings Range
|
Quality Impact Evaluation
|
|
Product Design
|
DFM wall thickness optimization, structure simplification
|
15%-25%
|
No negative impact, improving molding stability.
|
|
Mold Design
|
Mold flow analysis in advance, gate/cooling optimization
|
20%-30%
|
|
|
Mold Manufacturing
|
Simplify mold structure, select suitable materials
|
10%-15%
|
Does not affect mold life and part accuracy.
|
|
Mass Production Stage
|
Hot runner application, process parameter optimization
|
15%-20%
|
Improve production efficiency and reduce defective loss.
|
|
Supply Chain
|
Material substitution, bulk purchase bargaining
|
5%-10%
|
Material performance must be strictly verified to ensure compliance.
|
If you want to optimize project costs while ensuring quality, please provide the part specifications and production volume, and we will calculate the cost optimization potential for plastic injection molding automotive parts for you free of charge.
What Key Indicators Should You Evaluate When Selecting Automotive Plastic Injection Molding Companies?
Selecting automotive plastic injection molding companies requires to check their quality system, technical capabilities, supply chain stability, and project experience. These factors are the main selection criteria for the plastic injection molding automotive industry and the fundamental requirements of the cooperation in this field.
IATF 16949 Certification Cycle and Surveillance Audit Requirements
IATF 16949 is a must-have selection criterion. The certification validity period may range from 6-12 months. Once certified, annual surveillance audits become mandatory along with the renewal audits every three years. The failure in passing the audit will impact the supply chain cooperation.
Injection Molding Equipment Tonnage Range and Part Compatibility
The formula for the calculation of clamping force is: Clamping force (tons) Projected area (cm) Cavity pressure (kg/cm) 1000. Cavity pressure is considered about 300-500 kg/cm.
We recommend that you only select suppliers with tonnage capabilities between 60 and 1600 tons.
Testing Capability Requirements
The trustworthy suppliers should have comprehensive testing capabilities: dimensional inspection (CMM, 0.005mm), freeform surface inspection (ATOS, 0.02mm), and material and environmental reliability testing. If a company owns their laboratory and testing facilities can decrease the testing cycle by more than 50%.
Supply Chain Stability Assessment Key Points
Supply chain stability needs to be assessed based on: long-term cooperation with original material manufacturers/authorized agents, a robust batch traceability system, and a secondary supplier management mechanism. On-time delivery rate for the past 12 months must be ≥98%.
The stability of the supply chain will be evaluated based on: continuous cooperation for a long time with original material manufacturers/authorized agents, having a strong batch traceability system, and the existence of a secondary supplier management mechanism. The on-time delivery rate for the last 12 months should be 98%.
JS Precision Case Study: Analysis And Solution Of Chemical Cracking Resistance Failure Of PPS Injection Parts
The following practical cases can help you intuitively understand how JS Precision addresses complex challenges in automotive plastic injection molding.
Client Background
One of the European Tier 1 suppliers who supply PPS + GF40 engine compartment coolant piping connectors to OEMs posted an annual volume of 800,000 pieces. Testing with the first batch of trial molds revealed that only 60% of the units which had passed the ESC test, and the project was facing the possibility of SOP postponements.
Problems
The sudden change in the wall thickness of the connector brought about the stress concentration. The ESC testing conditions were very rigorous (120°C, 1000 hours of coolant immersion, tensile strength retention 75%). The weld line lay at the stress concentration spot, so it was very susceptible to the cracks.
Actions Taken
Our technical team did not hesitate to take a step in the matter and addressed all the hitch by optimization from different directions:
1. Using Moldflow mold flow analysis, the gate position was re optimized from a single side gate to a symmetrical layout of double point gates, completely eliminating the problem of weld marks located in stress concentration areas.
2. Optimize the pressure holding curve, adjust from one pressure holding section to three pressure holding sections, ensure sufficient shrinkage of the thin-walled thick walled transition zone, and improve the density of the parts.
3. Raise the mold temperature from 130°C to 145°C to improve the melt flowability and weld bond strength.
4. Increase the R-angle transition in the stress concentration area to reduce the stress concentration factor. The fifth is to optimize the material drying process, reduce the moisture content to 0.03%, and avoid performance degradation caused by hydrolysis.
Final Results
Following the fine-tuning, the parts' tensile strength retention rate in the ESC test rose to 84%, weld line strength went up by 50%, the critical dimension Cpk grew to 1.48, the annual defect rate dropped to 0.3%, the project met its schedule completion (SOP), and the customer placed additional similar orders.
If you are also facing similar issues such as cracking or substandard performance in injection molded parts, you can submit 3D drawings of the parts and your requirements. We will customize an exclusive automotive plastic injection molding solution for you to help your project be successfully implemented.
FAQs
Q1: How long does the development process for automotive injection molded parts typically take?
Part development from T0 trial molding to SOP mass production will generally take around 12-20 weeks in total, including mold manufacturing, trial molding optimization, and PPAP submission. However, this schedule may vary depending on the complexity of the parts, and we are able to offer tailored cycle planning.
Q2: Should a supplier of automotive injection molding have an IATF 16949 certification?
Indeed, IATF 16949 is merely an entrance gate for getting into the automotive supply chain. It would be impossible to collaborate without certification. We have this certification at hand and fulfill your supply chain requirements immediately.
Q3: Which materials are mostly used for injection molded engine compartment parts?
PPS (HDT>260°C) and PA66+GF30 are the most favored, next would be PPA+GF and PBT+GF. Your part's working conditions and your cost budget will determine the final choice.
Q4: What are the major factors causing interior parts' VOC to surpass standards?
Residual monomers, processing byproducts, and thermal degradation during injection molding are cumulatively responsible for VOC emissions. To ensure quality, one must first select low-odor materials and then maintain nitrogen devolatilization through the injection process.
Q5: Which injection molding defects can Moldflow analysis detect?
Moldflow analysis is able to identify five primary defects, such as warping, weld lines, and sink marks. It can help avoid more than 80% of issues, apart from reducing trial molding costs.
Q6: How can I rapidly find out the reason for warpage deformation of injection molded parts?
Moldflow analysis can be used to determine the direction of deformation. If there is uneven cooling, the warpage will be symmetrical. On the other hand, the shrinkage due to orientation is along the direction of flow of the melt. So, it is possible to do a targeted optimization.
Q7: How long do automotive injection molds typically last?
The lifecycles of mass production molds are estimated to be between 500,000 and 1,000,000. cycles With the use of top-quality mold steel and following a proper maintenance schedule, it is possible to extend these lifetimes to over 2,000,000 cycles. We are also able to provide mold maintenance support.
Q8: What is the lowest number of automotive injection molded parts that I can order?
Normally 5,000-10,000 pieces/year. If you want less quantity, then rapid prototyping or CNC machining can be considered. We have several models of cooperation.
Résumé
Automotive plastic injection molding is fundamentally a systems engineering endeavor. Each phase directly impacts the reliability and regulatory compliance of the components.
Selecting an appropriate partner might allow you to not only circumvent unnecessary routes but also to lower prices while enhancing productivity. JS Precision offers a one-stop solution to assist you in resolving various injection molding-related issues that have been causing you difficulties.
Contact the JS Precision technical team immediately to get a tailor-made material plan and cost evaluation for your projectby simply sending 3D drawings to the specified email address, you will be able to get a DFM report and quotation within 24 hours. Together, let's make your automotive injection molding project run smoothly.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

