مشكلتان مهمتان. تشققات درجات الحرارة المرتفعة للغاية في الأجزاء المصبوبة بالحقن في حجرة المحرك، بالإضافة إلى حدوث انبعاثات مركبات عضوية متطايرة مفرطة في الأجزاء الداخلية تؤدي بشكل مباشر إلى تعريض إنجاز المشروع وسمعة العلامة التجارية للخطر.
سيشكل حل المشكلات المتعلقة بكل من المتانة والمحافظة على البيئة تحديًا مشتركًا لمصنعي المعدات الأصلية وموردي المستوى الأول.
هنا في هذه المقالة، يتم تقديم الحل الكامل لقولبة حقن البلاستيك للسيارات من أربع زوايا: اختيار المواد ذات درجة الحرارة العالية، وتحليل تدفق القالب، وما إلى ذلك. إن قولبة حقن البلاستيك بدرجة عالية من التحسين هي المفتاح.
ملخص الإجابة الأساسية
<ديف>
<الجسم>
البعد الأساسي
الإجابة الأساسية
اختيار المواد لمنطقة درجة الحرارة المرتفعة
يجب أن تستخدم أجزاء حجرة المحرك PPS (HDT>260 درجة مئوية) أو PA66+GF30 (HDT 220-265 درجة مئوية) لتلبية المتطلبات المزدوجة لمقاومة الحرارة على المدى الطويل ومقاومة التآكل الكيميائي.
التحكم في المركبات العضوية المتطايرة والرائحة
تعتمد الأجزاء الداخلية مادة PP منخفضة الرائحة + مسحوق التلك، جنبًا إلى جنب مع عملية إزالة التطاير بمساعدة النيتروجين وتجفيف إزالة الرطوبة بنقطة ندى ≥-40 درجة مئوية، بحيث تكون الرائحة أقل من 3.0 درجة ويكون إجمالي محتوى المركبات العضوية المتطايرة ≥100 جزء في المليون.
ضمان دقة الأبعاد
بالنسبة للأجزاء السطحية ذات الشكل الحر، يتم استخدام مسح كامل المنطقة بالضوء الأزرق من ATOS (دقة 0.02 مم) بدلاً من تنقيط CMM التقليدي لإنشاء تقرير انحراف الخريطة الحرارية للتحقق من ملاءمة فجوة DTS.
عتبة نظام الجودة
شهادة IATF 16949 هي عتبة الدخول لسلسلة توريد السيارات، ويعتبر تقييم نظام التشكيل CQI-23 أداة التدقيق الأساسية لضمان اتساق الدفعة.
مسار تحسين التكلفة
يمكن أن يؤدي تحسين البوابة ونظام التبريد من خلال تحليل تدفق القالب إلى القضاء على أكثر من 80% من العيوب المحتملة قبل فتح القالب، مما يقلل عدد تكرارات اختبار القالب وتكاليف تعديل القالب.
النصائح الرئيسية:
لتصنيع أجزاء مقصورة المحرك، يتم بشكل عام اختيار PPS (>260C HDT) وPA66+GF30، ويجب أيضًا إخضاع جانب المقاومة الكيميائية لاختبار ESC.
العناصر الثلاثة الرئيسية في التحكم في المركبات العضوية المتطايرة التي يتم أخذها بعين الاعتبار عند التعامل مع الأجزاء الداخلية: المواد منخفضة الرائحة، وتطاير النيتروجين، والتحكم في نقطة الندى.
يجب إجراء فحص السطح الحر، إذا تم إجراؤه يدويًا، عن طريق المسح الضوئي لكامل المنطقة بواسطة الضوء الأزرق من ATOS. تدوين نقطة CMM غير قادر على تقييم فجوات DTS بشكل كامل.
تعتبر شهادة IATF 16949 والتدقيق CQI-23 من المتطلبات الأساسية لاختيار الموردين.
يعطي تحليل تدفق القالب نتائج خطوط اللحام واللحام، مما يجعله عملية مسبقة مهمة جدًا للتحكم في التكلفة.
لماذا تثق في دقة JS لقوالب حقن البلاستيك للسيارات؟ تصنيع مكونات السيارات بشكل احترافي
يجب أن يكون العثور على شركة تصنيع قوالب حقن البلاستيك للسيارات يمكن الاعتماد عليها على رأس قائمة أولوياتك لضمان التنفيذ الناجح لمشاريع قطع غيار السيارات الخاصة بك.
تُعد JS Precision، في الواقع، واحدة من الشركاء الأكثر موثوقية وتفضيلاً لمصنعي المعدات الأصلية وموردي المستوى الأول في جميع أنحاء العالم، حيث تقدم ضمانات أداء ملموسة وقابلة للتحقق لتعاونك.
وبالتالي يمكنك الاعتماد علينا بشكل كامل لتزويد منتجاتك بالتوافق مع السيارات. بفضل حصولها على شهادات معترف بها دوليًا مثل IATF 16949:2016 وISO 9001:2015، فإن JS Precision قادرة أيضًا على توفير مكونات السيارات بأعلى مستويات الجودة وتلبية معايير الجودة الطبية ISO 13485:2016، لإضافة سلسلة أخرى إليها انحني!
يمكن لآلات الإنتاج لدينا التي تتمتع بقوى تثبيت تتراوح من 60 إلى 1600 طن أن تصمم بدقة منهجية مختلفة لإنتاج قوالب حقن السيارات وفقًا لمتطلباتك.
نقدم أيضًا الدعم الفني للمساعدة في حل احتياجاتك المتعلقة بالمواهب والتكنولوجيا المتعلقة بوظائف قولبة حقن البلاستيك القريبة مني، يمكن لفريق تحليل تدفق القالب الخبير وجهاز قياس الضوء الأزرق من ATOS مساعدتك في التخطيط مسبقًا لمنع عيوب القولبة، وبالتالي ضمان الشكل الصحيح للأجزاء وتقليل الخسائر الناجمة عن إعادة العمل.
في الآونة الأخيرة، ساعدت JS Precision الموردين الأوروبيين من المستوى 1 في متطلبات مماثلة لحل مشكلة تكسير الأجزاء المصبوبة بالحقن PPS، ونتيجة لذلك، تم زيادة معدل النجاح في اختبار ESC من 60% إلى 100%، وبالتالي تمكينهم من تقديم إجراءات التشغيل القياسية في الوقت المحدد، وتجنب عقوبة التأخر في الدفع.
علاوة على ذلك، قمنا بتحسين التحكم في المركبات العضوية المتطايرة في الأجزاء الداخلية لمصنعي المعدات الأصلية المحليين، مما أدى إلى خفض مستوى الرائحة إلى أقل من 3.0، مما أدى إلى تقليل مستويات معدل الشكاوى بشكل كبير والحفاظ على سمعة العلامة التجارية.
لذا، إذا اخترت JS Precision، فستتمكن من معالجة التحديات الرئيسية لإنتاج قوالب حقن البلاستيك بدقة، وخفض التكاليف، وتقليل وقت العمليات، وحتى جعل المشروع يعمل بشكل أكثر سلاسة.
<اقتباس>
إذا كنت تبحث عن شريك موثوق لمشروع صب حقن السيارات الخاص بك، فاتصل بفريقنا الفني للحصول على تقييم مخصص للمشروع وحلول للتخفيف من مخاطر التعاون.
كيف يمكنك اختيار المواد المناسبة لقطع غيار السيارات التي تستخدم قوالب حقن البلاستيك في حجرات المحرك عالية الحرارة؟
يستكشف هذا الفصل المشكلات المرتبطة باختيار المواد للأجزاء التي تعمل في المناطق ذات درجات الحرارة المرتفعة. يجب تقييم الأجزاء المصبوبة بالحقن الموجودة في حجرات المحرك من حيث مقاومتها للحرارة على المدى القصير، ومقاومتها للحرارة على المدى الطويل، ومقاومتها للمواد الكيميائية، وحساسيتها للرطوبة.
إن متطلبات توافق المواد بين قطع غيار السيارات البلاستيكية المقولبة بالحقن وأجزاء السيارات المقولبة بالحقن البلاستيكية تحدد بشكل مباشر عمر خدمة الأجزاء. ويجب أن تكون المواد مثل PPS وPA66+GF30 مطابقة لظروف التشغيل.
كيف يختلف HDT وUL RTI ودورهما في اختيار المواد
يقيس HDT (درجة حرارة انحراف الحرارة، ASTM D648/ISO 75) مقاومة الحرارة على المدى القصير، وبالتالي، يجب أن تكون درجة حرارة التشغيل على المدى القصير أقل بحوالي 10 درجات مئوية من HDT. يقيس UL RTI مقاومة الحرارة على مدى فترة طويلة، وبالتالي، درجة حرارة التشغيل على المدى الطويل لحجرة المحرك يجب أن تكون الأجزاء أقل من قيمة UL RTI الخاصة بالمادة.
إطار وسلوك المادة للمقاومة الكيميائية
تحتوي حجرات المحرك على أجزاء تتلامس مع المواد الكيميائية من مصادر مختلفة. ولهذا السبب أصبحت المقاومة الكيميائية هي السمة الأساسية لأجزاء قولبة حقن البلاستيك في السيارات.
من بين المنتجات الأخرى، يعد PPS هو الأفضل لأنه يُظهر مقاومة كيميائية ممتازة ويمكن الاحتفاظ به عند درجة حرارة تصل إلى 240 درجة مئوية لفترة طويلة. وفي الوقت نفسه، يجب جعل PA66+GF30 مقاومًا للتحلل المائي حتى يتمكن من تحمل بيئة التبريد.
من ناحية أخرى، فإن PPA+GF هو الذي يقاوم الوقود بشكل كبير، وPBT+GF مناسب فقط لتلك المواقف التي لا يوجد فيها تعرض لمواد كيميائية قوية جدًا.
تأثير محتوى رطوبة المادة على الخواص الميكانيكية ومعايير التجفيف
سوف تخضع المواد البلاستيكية الهندسية ذات المحتوى العالي من الرطوبة للتحلل المائي و ستزداد خواصها الميكانيكية سوءًا: يمكن أن يؤدي محتوى الرطوبة بنسبة 0.20% في قوالب PA66 إلى انخفاض بنسبة 10-15% في قوة الشد وانخفاض بنسبة 20-30% في قوة التأثير، ويجب أن يكون محتوى الرطوبة في PPS 0.05% وPC 0.02%.
حالة التجفيف: يتم تجفيف PA66 عند درجة حرارة 80 درجة مئوية لمدة 4-6 ساعات إلى 0.10%. يتم تجفيف PPS عند 120-150 درجة مئوية لمدة 3-4 ساعات إلى 0.05%. يتم تجفيف الكمبيوتر عند درجة حرارة 120 درجة مئوية لمدة 3-4 ساعات إلى 0.02%.
جدول مقارنة اختيار المواد المقاومة لدرجات الحرارة العالية
<ديف>
<جدول الطبقة = "ace-table" نمط = "انهيار الحدود: انهيار؛ لون الحدود: #000000؛ العرض: 99.9791٪؛" border="1" data-ace-table-col-widths="200;200;200;200;200">
<الجسم>
<تر>
نوع المادة
HDT (1.8 ميجا باسكال، درجة مئوية)
درجة حرارة الخدمة طويلة الأمد (درجة مئوية)
سيناريوهات التطبيق النموذجية
تصنيف المقاومة الكيميائية
<تر>
PPS
260-280
200-240
موصلات خط سائل التبريد، وأغطية الصمامات
ممتاز (مقاوم لزيت المحرك وسائل التبريد)
<تر>
PA66+GF30
90-100
120-150
مشعب السحب، غطاء نهاية الرادياتير
جيد (مطلوب تعديل مقاوم للتحلل المائي)
<تر>
PA46
160-180
160-180
مبيت مستشعر درجة الحرارة العالية، والأجزاء المحيطة بنظام العادم
جيد (مقاومة أفضل للتحلل المائي من PA66)
<تر>
PPA+GF
200-220
150-170
غطاء رأس أسطوانة المحرك، مكونات نظام الوقود
ممتاز (مقاومة رائعة للوقود)
<تر>
PBT+GF
120-140
100-120
مبيت المرحل، أجزاء تثبيت مجموعة الأسلاك
متوسط (غير مقاوم للمواد الكيميائية القوية)
<اقتباس>
يعد اختيار المادة المناسبة للمناطق ذات درجات الحرارة المرتفعة الخطوة الأولى نحو النجاح في قولبة حقن البلاستيك للسيارات. إذا لم تكن متأكدًا من المادة التي ستستخدمها في قطع الغيار الخاصة بك، فاتصل بنا للحصول على مستند تعريفي مجاني لاختيار المواد للعثور على الحل الصحيح سريعًا.
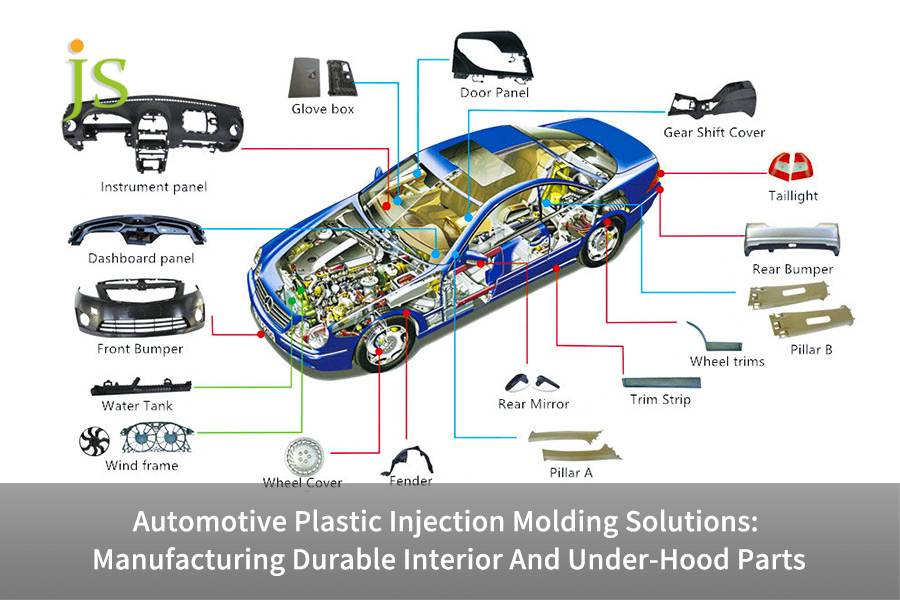
الشكل 1: الصفحة الرئيسية لشركة تعرض حجرة محركات السيارات المصبوبة بالحقن والمكونات البلاستيكية الداخلية، مثل مشعب السحب والأجزاء على شكل المبرد.
كيف تضمن قوالب حقن البلاستيك للسيارات متانة الأجزاء السفلية للغطاء عالية الحرارة؟
يعد اتخاذ قرار بشأن المادة المناسبة بالتأكيد خطوة مهمة للغاية، ومع ذلك، فإن التحكم في العمليات في السيارات التي تستخدم قوالب حقن البلاستيك هو في الواقع جوهر ضمان طول عمر الأجزاء في ظل ظروف درجات الحرارة العالية. وهو يغطي كل شيء بدءًا من تصميم القوالب وحتى مراقبة الإنتاج على نطاق واسع.
طريقة ومعايير اختبار التكسير بالإجهاد البيئي ESC - نظرة عامة مختصرة
من الضروري إجراء اختبار ESC وفقًا لمعيار ASTM D1693 إذا كنت تريد التحقق من جودة المواد البلاستيكية المستخدمة في قولبة حقن السيارات.
بعد الحصول على الجزء المصبوب بالحقن، يتم غمره في خليط بنسبة 50:50 من سائل التبريد والزيت عند نطاق درجة حرارة 80-120 درجة مئوية لمدة 500-1000 ساعة. معايير القبول هي الاحتفاظ بقوة الشد بنسبة 75%، وعدم وجود شروخ، وعدم التورم.
المستويات المطلوبة للاحتفاظ بالقوة بعد التعرض للمواد الكيميائية
تتوافق نقاط قوة الاحتفاظ مع وظيفة الأجزاء: الأجزاء الملامسة لنظام التبريد 75%، والأجزاء الملامسة للزيوت 70%، والأجزاء التي ليس لها اتصال مباشر 80%.
على سبيل المثال، الأجزاء غير المعدلة PA66+GF30، بعد نقعها في سائل التبريد بدرجة حرارة 120 درجة مئوية لمدة 1000 ساعة، ستحتفظ فقط بنسبة 65% من قوتها الأصلية، وإذا تم تعديل الأجزاء، يمكن زيادة هذه القوة إلى >80%.
تتبع تدهور أداء المواد المقواة بالألياف الزجاجية في ظل درجات الحرارة المرتفعة
عند إجراء التعتيق في درجات حرارة عالية، المؤشرات الأساسية التي يجب التركيز عليها هي: معدل تدهور قوة الشد 25%، ومعدل الاحتفاظ بقوة التأثير المحززة 60%، ومعدل تغير الأبعاد 0.5%.
بعد 1000 ساعة من التعتيق الحراري عند 150 درجة مئوية، تعرض PA66+GF30 فقدانًا للقوة بنسبة 15%-20% بينما يظهر PPS+GF40 فقدانًا للقوة بنسبة 5%-8% فقط.
مؤشرات التحقق من متانة أجزاء حجرة المحرك
<ديف>
<جدول الطبقة = "ace-table" نمط = "انهيار الحدود: انهيار؛ لون الحدود: #000000؛ العرض: 99.9791٪؛" border="1" data-ace-table-col-widths="200;200;200;200;200">
<الجسم>
<تر>
عنصر الاختبار
شروط الاختبار
معايير القبول
الأجزاء القابلة للتطبيق
دورة الاختبار
<تر>
اختبار المقاومة الكيميائية ESC
خليط المبرد/الزيت (50:50)، منقوع عند درجة حرارة 120 درجة مئوية
معدل الاحتفاظ بقوة الشد ≥75%، بدون تشقق.
أنابيب سائل التبريد، ومبيت منظم الحرارة
1000 ساعة
<تر>
اختبار الشيخوخة الحرارية عند درجة حرارة عالية
شيخوخة ثابتة عند درجة حرارة 150 درجة مئوية
معدل توهين قوة الشد ≥25%، معدل تغير الأبعاد ≥0.5%.
غطاء الصمام، مشعب السحب
1000 ساعة
<تر>
اختبار ركوب الدراجات الحراري
-40 درجة مئوية ~ 150 درجة مئوية، 500 دورة
لا يوجد تشوه، ولا يتشقق، معدل الاحتفاظ بالأداء الميكانيكي ≥80%.
جميع أنواع الأجزاء المصبوبة بالحقن في مقصورة المحرك
720 ساعة
<تر>
اختبار متانة الاهتزاز
10-2000 هرتز، تسارع 20 جرام، اهتزاز مستمر
لا يوجد ارتخاء أو كسر، موثوقية الاتصال تلبي المعايير.
أجزاء تثبيت مجموعة الأسلاك، وأقواس الاستشعار
240 ساعة
<تر>
اختبار غمر زيت المحرك
زيت المحرك، منقوع عند درجة حرارة 150 درجة مئوية
معدل الاحتفاظ بقوة الشد ≥70%، بدون تورم.
وعاء الزيت، مبيت فلتر الزيت
500 ساعة
ما هي تحديات الجودة الرئيسية في الأجزاء الداخلية للسيارات ذات قوالب حقن البلاستيك؟
تواجه أجزاء قولبة الحقن الداخلية للسيارات ثلاث مشكلات رئيسية وهي الانبعاثات المفرطة للمركبات العضوية المتطايرة، ونقص دقة الأبعاد، والعيوب السطحية. ترتبط هذه العوامل ارتباطًا مباشرًا بجودة الهواء داخل السيارة وجاذبية المظهر.
مصادر المركبات العضوية المتطايرة في الأجزاء الداخلية ومعيار الاختبار VDA278
المونومرات المتبقية في البوليمرات، ومركبات المعالجة، والتدهور الحراري للراتنج أثناء قولبة الحقن هي المصادر الرئيسية للمركبات العضوية المتطايرة في الأجزاء الداخلية. VDA 278 هو معيار الاختبار الأساسي الذي يعتمد على تحليل الامتزاز الحراري. يجب التأكد من أن إجمالي مستوى المركبات العضوية المتطايرة هو 100 جزء في المليون.
مسار التعديل وتأثيرات مواد PP منخفضة الرائحة
يمكن استخدام تعديل PP منخفض الرائحة للامتثال للمركبات العضوية المتطايرة: تعديل الهيدروجين يحل محل التحلل، مما يؤدي إلى تقليل المركبات العضوية المتطايرة بنسبة 76.5%. تتسبب حشوة التلك بنسبة 20%-30% في انخفاض المركبات العضوية المتطايرة بنسبة تزيد عن 40%، ويستطيع ممتز الزيوليت بنسبة 5% التقاط المواد المتطايرة بشكل فعال للغاية، ويصل في النهاية إلى مستوى الرائحة (VDA 270) 3.0.
مبدأ عملية التطاير بمساعدة النيتروجين وتأثير التنفيذ
التطاير بمساعدة النيتروجين هو الطريقة الرئيسية لحقن البلاستيك في السيارات لتقليل المركبات العضوية المتطايرة. سيؤدي إدخال 99.9% من النيتروجين النقي إلى البرميل إلى التخلص من المواد المتطايرة ويؤدي إلى انخفاض إضافي بنسبة 30%-50% في المركبات العضوية المتطايرة بالإضافة إلى التعديل، وهي الطريقة الأفضل للأجزاء الداخلية الكبيرة.
فحص السطح الحر: مقارنة دقة CMM مقابل دقة ATOS
لا يزال قياس CMM التقليدي نقطة بنقطة يتم التغلب عليه بفضل مسح الضوء الأزرق ATOS (دقة 0.02 مم، مسح واحد 0.2 ثانية). إنه ينتج سحبًا نقطية ثلاثية الأبعاد يمكن مقارنتها بـ CAD، كما أنه يقيس بدقة فجوات DTS. يجب أن تكون بالتأكيد الطريقة المفضلة للأسطح المنحنية من الفئة أ للديكور الداخلي.
العيوب والإصلاحات النموذجية للأجزاء الداخلية
خطوط اللحام: وهي نتيجة تباعد تدفقات الذوبان ثم اندماجها. قد يكون تغيير موقع البوابة ورفع درجة حرارة القالب هو الحل لإصلاحها. محاكاة تدفق القالب متاحة لعمل التنبؤات.
علامات الانكماش: تحدث نتيجة لعدم انتظام سماكة الجدار وعدم القدرة على تحمل الضغط. يمكن تحسين سمك الجدار، ويمكن زيادة الضغط والوقت للحصول على نتائج أفضل.
الاعوجاج: ينتج عن التبريد غير المتساوي والاختلافات في التوجه الجزيئي. يمكن استخدام محاكاة التدفق العفن للتنبؤ بنظام التبريد وتحسينه.
اللمعان غير المتساوي: ينتج عن اختلافات درجة حرارة القالب وعدم كفاية القالب تشطيب السطح. يمكن حل هذه المشكلة من خلال التنظيم الصارم لدرجة الحرارة وتلميع القالب.
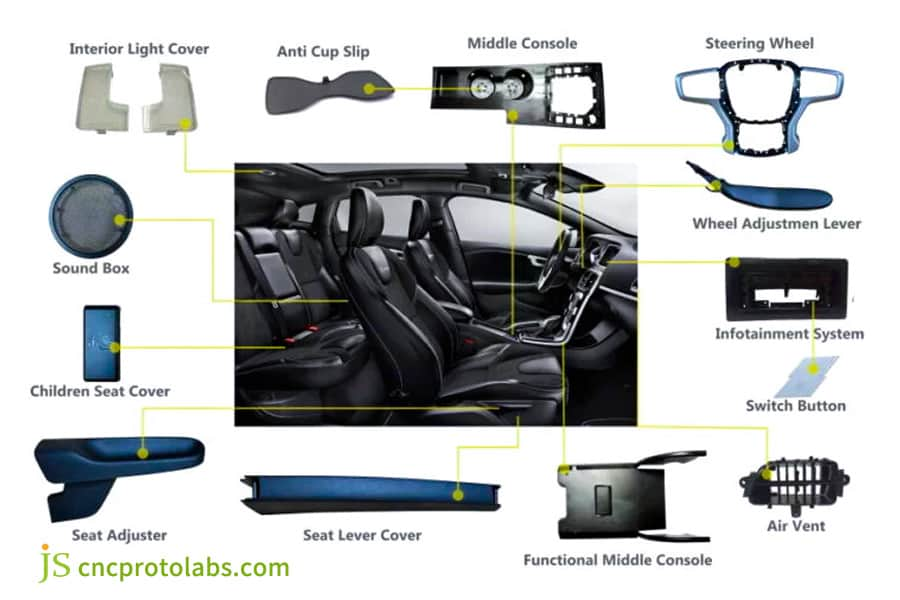
الشكل 2: رسم تخطيطي موسع يحتوي على أجزاء بلاستيكية داخلية للسيارة، مثل عجلة القيادة والكونسول المركزي وفتحات الهواء.
كيف تتحكم شركات قولبة حقن البلاستيك للسيارات في الجودة وتضمن الامتثال؟
تقع مراقبة الجودة في قلب عملية قولبة حقن البلاستيك للسيارات. يتم التعبير عن معايير الجودة للأجزاء المصبوبة بالحقن في سلسلة توريد السيارات على ثلاثة مستويات مختلفة: النظام والعملية والمنتج.
إزالة الرطوبة والتحكم في نقطة الندى في تدقيق CQI-23
يعد CQI - 23 أداة أساسية لتقييم النظام المركّب مع التحكم في نقطة الندى كأحد الأنشطة الحاسمة لتحليل Toyota Core:
نقطة تكاثف النايلون -30 درجة مئوية، والكمبيوتر الشخصي وPPS -40 درجة مئوية. عدم تحقيق متطلبات نقطة الندى قد يتسبب في التحلل المائي للمادة، ويؤدي إلى زيادة المركبات العضوية المتطايرة، ويكون سببًا في تدهور الخواص الميكانيكية.
قائمة التحقق من تقديم المستندات من المستوى 3 لـ PPAP والتركيز على التدقيق
المستوى 3 من PPAP هو الحد الأدنى من المتطلبات الأساسية لإطلاق خط الإنتاج، والذي يتطلب تسليم 18 مستندًا أساسيًا. النشاط الرئيسي هو التحقق من قدرة العملية Cpk 1.33 والتي تتطلب حفظ سجلات تغييرات المعلمات السابقة.
كجزء من سلسلة توريد السيارات، يعد الوصول إلى IATF 16949 مطلبًا أساسيًا. من المتوقع أن تستوفي عملية القولبة بالحقن سبعة شروط، بما في ذلك APQP، وPFMEA، وPPAP، لتكون قادرة على ضمان الجودة الموثوقة للأجزاء.
متطلبات مراقبة معلمات مفتاح SPC
يجب أن يراقب الإنتاج الضخم معلمات العملية الأساسية مثل درجة حرارة الذوبان كل ساعتين (5 درجات مئوية)، وضغط الحقن في كل نوبة (5%)، والحفاظ على موضع تبديل الضغط كل نوبة (0.5 ملم)، ووزن الجزء كل ساعتين (0.5%)، والبعد الحرج Cpk في كل نوبة (1.33).
ببساطة، يؤدي هذا إلى إنشاء "خطوط تشغيل حمراء موحدة" في الإنتاج الجزئي. وطالما ظلت مستويات المعلمات ضمن الحدود، فإن جودة كل جزء مصبوب بالحقن ستظل ثابتة وبالتالي سيتم تجنب عيوب الدفعة.
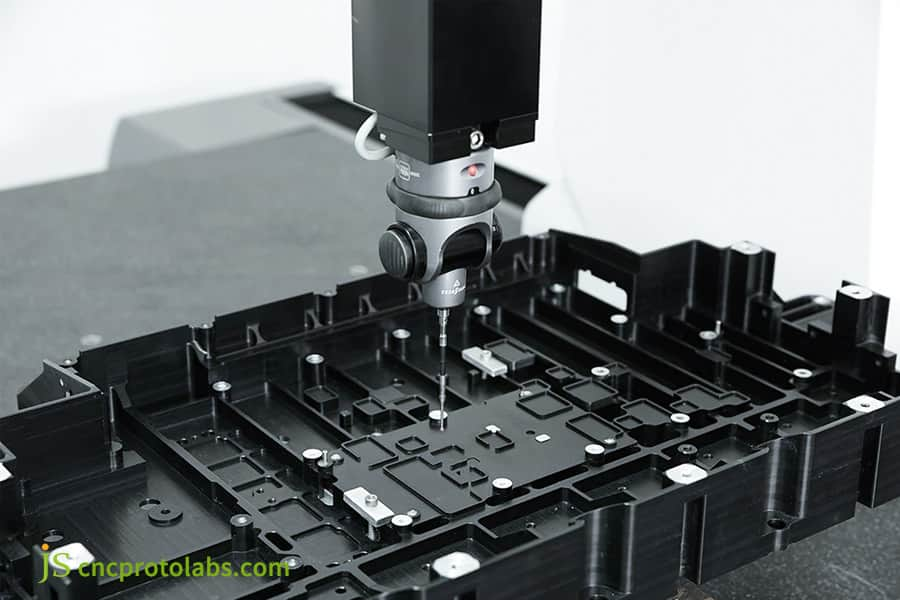
الشكل 3: آلة قياس إحداثيات (CMM) تجري فحصًا دقيقًا لمكون مصبوب بالحقن باللون الأسود في بيئة صناعية.
لماذا يعتبر تحليل تدفق القالب ضروريًا لمشاريع صب حقن البلاستيك في السيارات؟
إن تحليل تدفق القالب هو في الأساس "قولبة تجريبية رقمية" لمشاريع قولبة حقن البلاستيك في السيارات. فهو يقلل من نفقات القولبة التجريبية ويقلل من المهلة الزمنية، لأنه يمكن أن يمنع أكثر من 80% من العيوب المحتملة عن طريق شطبها مسبقًا من خلال برنامج Mouldflow.
بمعنى آخر، يتم تصوير عملية التشكيل بأكملها على مستوى الكمبيوتر، وبالتالي يتم التخلص من عملية فتح القالب والإنتاج التجريبي. وبهذه الطريقة، من الممكن تحديد المشاكل المحتملة مسبقًا وتجنب التكاليف الباهظة والوقت الضائع في إعادة التصميم.
دقة التنبؤ وبيانات التحقق من صحة صفحة Muldflow Warpage
يبلغ حوالي 8%-12% لخطأ التنبؤ بصفحة Mouldflow war. على سبيل المثال، عند توقع حدوث اعوجاج بحجم 2.3 ملم على لوحة القيادة بينما يبلغ حجمه بشكل تجريبي 2.5 ملم، فمن الممكن الوصول إلى حد الالتواء البالغ 1.0 ملم عن طريق الضبط الدقيق لضغط الإمساك وقنوات مياه التبريد.
تأثير البوابات وقنوات مياه التبريد على تجانس الانكماش
يمكن أن يحدد موقع البوابة كيفية محاذاة البوليمرات، ومن ناحية أخرى، فإن قنوات مياه التبريد هي المسؤولة عن معدل التبريد.
يجب تثبيت هذين الاثنين، من خلال تحليل تدفق القالب، بحيث يكون فرق معدل الانكماش بين الأجزاء المختلفة 0.1%، وبالتالي تجنب تشوه الأجزاء.
دراسة الحالة: تحليل تدفق القالب للأجزاء الكبيرة من شبكة المصد
باستخدام طريقة مولدفلو، تم إجراء تصميم اختبار متعامد مكون من 5 عوامل وخمسة مستويات على شبكة ممتص الصدمات للمركبات التجارية. ووفقاً للنتائج، فإن تسلسل تأثير صفحة الالتواء هو:
مدة الحقن > درجة حرارة الذوبان > درجة حرارة العفن > وقت التبريد > تبديل الضغط المستمر.
أفضل مجموعة من المعلمات هي: درجة حرارة الذوبان 240 درجة مئوية، ودرجة حرارة القالب 60 درجة مئوية، ووقت الحقن 6 ثوانٍ، ووقت التبريد 16 ثانية. ولم يؤد ذلك إلى انخفاض بنسبة 62% في الصفحة الملتوية فحسب، بل أدى أيضًا إلى تقصير كبير في دورة التشكيل التجريبي.
<ديف>
<جدول الطبقة = "ace-table" نمط = "انهيار الحدود: انهيار؛ لون الحدود: #000000؛ العرض: 99.9791٪؛" border="1" data-ace-table-col-widths="200;200;200;200;200">
<الجسم>
<تر>
فئة المعلمة
معلمات محددة
طريقة الاكتساب
الأهمية
نطاق التأثير
<تر>
بيانات المواد
كثافة الذوبان، اللزوجة، التوصيل الحراري
قاعدة بياناتMoldflow المقدمة من موردي المواد
مرتفع للغاية
تأثير التعبئة، تشوه الصفحة الملتفة
<تر>
تصميم القالب
موضع البوابة، تخطيط قناة مياه التبريد، نظام العادم
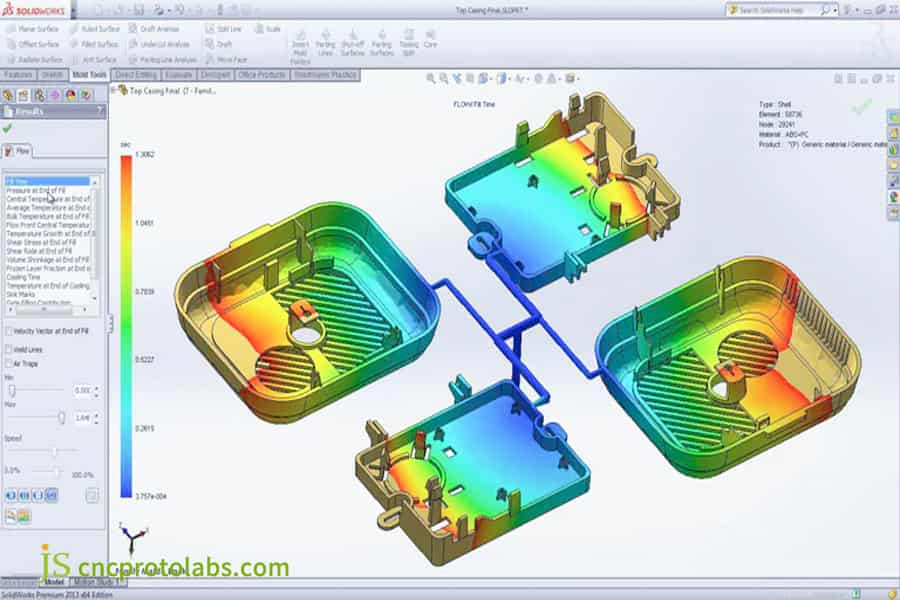
Figure 4: A software interface showing a color-coded mold flow analysis simulation for automotive plastic components.
How Can You Optimize Costs Without Sacrificing Quality In Plastic Injection Molding Automotive Projects?
Cost optimization is one of the most important aspects of plastic injection molding automotive projects. It involves making considered and targeted reductions in cost from the four main areas of design mold mass production, and supply chain, while still maintaining quality.
DFM Wall Thickness Optimization Minimizes Material Usage and Molding Cycle
For example, reducing the wall thickness from 3.5mm to 2.8mm results in a 20% material saving while at the same time, the molding cycle can be shortened by 15%-20%. On the other hand changes such as removing the undercuts, can lead to a 10%-15% reduction in mold cost.
Hot Runner Systems Lead to Better Material Utilization and Higher ROI
Hot runner systems allow to increase the material utilization from a range of 60%-70% to more than 95%. If the annual production volume is 500,000 medium-sized injection molded parts, the ROI period is only 6-12 months. Further, it contributes to more even filling of the mold and defects are practically eliminated.
Performing pre-mold flow analysis can eradicate over 80% of potential defects later on. Normally, 1 mold change costs from $5,000 to $15,000 and thus by decreasing the number of trial moldings from 3-5 to 1-2, you not only save $20,000-$50,000 but also reduce time by 4-8 weeks.
Summary of Cost Optimization Methods at Each Stage
Hot runner application, process parameter optimization
15%-20%
Improve production efficiency and reduce defective loss.
<تر>
Supply Chain
Material substitution, bulk purchase bargaining
5%-10%
Material performance must be strictly verified to ensure compliance.
<اقتباس>
If you want to optimize project costs while ensuring quality, please provide the part specifications and production volume, and we will calculate the cost optimization potential for plastic injection molding automotive parts for you free of charge.
What Key Indicators Should You Evaluate When Selecting Automotive Plastic Injection Molding Companies?
Selecting automotive plastic injection molding companies requires to check their quality system, technical capabilities, supply chain stability, and project experience. These factors are the main selection criteria for the plastic injection molding automotive industry and the fundamental requirements of the cooperation in this field.
IATF 16949 Certification Cycle and Surveillance Audit Requirements
IATF 16949 is a must-have selection criterion. The certification validity period may range from 6-12 months. Once certified, annual surveillance audits become mandatory along with the renewal audits every three years. The failure in passing the audit will impact the supply chain cooperation.
Injection Molding Equipment Tonnage Range and Part Compatibility
The formula for the calculation of clamping force is: Clamping force (tons) Projected area (cm) Cavity pressure (kg/cm) 1000. Cavity pressure is considered about 300-500 kg/cm.
We recommend that you only select suppliers with tonnage capabilities between 60 and 1600 tons.
Testing Capability Requirements
The trustworthy suppliers should have comprehensive testing capabilities: dimensional inspection (CMM, 0.005mm), freeform surface inspection (ATOS, 0.02mm), and material and environmental reliability testing. If a company owns their laboratory and testing facilities can decrease the testing cycle by more than 50%.
Supply Chain Stability Assessment Key Points
Supply chain stability needs to be assessed based on: long-term cooperation with original material manufacturers/authorized agents, a robust batch traceability system, and a secondary supplier management mechanism. On-time delivery rate for the past 12 months must be ≥98%.
The stability of the supply chain will be evaluated based on: continuous cooperation for a long time with original material manufacturers/authorized agents, having a strong batch traceability system, and the existence of a secondary supplier management mechanism. The on-time delivery rate for the last 12 months should be 98%.
JS Precision Case Study: Analysis And Solution Of Chemical Cracking Resistance Failure Of PPS Injection Parts
The following practical cases can help you intuitively understand how JS Precision addresses complex challenges in automotive plastic injection molding.
Client Background
One of the European Tier 1 suppliers who supply PPS + GF40 engine compartment coolant piping connectors to OEMs posted an annual volume of 800,000 pieces. Testing with the first batch of trial molds revealed that only 60% of the units which had passed the ESC test, and the project was facing the possibility of SOP postponements.
Problems
The sudden change in the wall thickness of the connector brought about the stress concentration. The ESC testing conditions were very rigorous (120°C, 1000 hours of coolant immersion, tensile strength retention 75%). The weld line lay at the stress concentration spot, so it was very susceptible to the cracks.
Actions Taken
Our technical team did not hesitate to take a step in the matter and addressed all the hitch by optimization from different directions:
1. Using Moldflow mold flow analysis, the gate position was re optimized from a single side gate to a symmetrical layout of double point gates, completely eliminating the problem of weld marks located in stress concentration areas.
2. Optimize the pressure holding curve, adjust from one pressure holding section to three pressure holding sections, ensure sufficient shrinkage of the thin-walled thick walled transition zone, and improve the density of the parts.
3. Raise the mold temperature from 130°C to 145°C to improve the melt flowability and weld bond strength.
4. Increase the R-angle transition in the stress concentration area to reduce the stress concentration factor. The fifth is to optimize the material drying process, reduce the moisture content to 0.03%, and avoid performance degradation caused by hydrolysis.
Final Results
Following the fine-tuning, the parts' tensile strength retention rate in the ESC test rose to 84%, weld line strength went up by 50%, the critical dimension Cpk grew to 1.48, the annual defect rate dropped to 0.3%, the project met its schedule completion (SOP), and the customer placed additional similar orders.
<اقتباس>
If you are also facing similar issues such as cracking or substandard performance in injection molded parts, you can submit 3D drawings of the parts and your requirements. We will customize an exclusive automotive plastic injection molding solution for you to help your project be successfully implemented.
FAQs
Q1: How long does the development process for automotive injection molded parts typically take?
Part development from T0 trial molding to SOP mass production will generally take around 12-20 weeks in total, including mold manufacturing, trial molding optimization, and PPAP submission. However, this schedule may vary depending on the complexity of the parts, and we are able to offer tailored cycle planning.
Q2: Should a supplier of automotive injection molding have an IATF 16949 certification?
Indeed, IATF 16949 is merely an entrance gate for getting into the automotive supply chain. It would be impossible to collaborate without certification. We have this certification at hand and fulfill your supply chain requirements immediately.
Q3: Which materials are mostly used for injection molded engine compartment parts?
PPS (HDT>260°C) and PA66+GF30 are the most favored, next would be PPA+GF and PBT+GF. Your part's working conditions and your cost budget will determine the final choice.
Q4: What are the major factors causing interior parts' VOC to surpass standards?
Residual monomers, processing byproducts, and thermal degradation during injection molding are cumulatively responsible for VOC emissions. To ensure quality, one must first select low-odor materials and then maintain nitrogen devolatilization through the injection process.
Q5: Which injection molding defects can Moldflow analysis detect?
Moldflow analysis is able to identify five primary defects, such as warping, weld lines, and sink marks. It can help avoid more than 80% of issues, apart from reducing trial molding costs.
Q6: How can I rapidly find out the reason for warpage deformation of injection molded parts?
Moldflow analysis can be used to determine the direction of deformation. If there is uneven cooling, the warpage will be symmetrical. On the other hand, the shrinkage due to orientation is along the direction of flow of the melt. So, it is possible to do a targeted optimization.
Q7: How long do automotive injection molds typically last?
The lifecycles of mass production molds are estimated to be between 500,000 and 1,000,000. cycles With the use of top-quality mold steel and following a proper maintenance schedule, it is possible to extend these lifetimes to over 2,000,000 cycles. We are also able to provide mold maintenance support.
Q8: What is the lowest number of automotive injection molded parts that I can order?
Normally 5,000-10,000 pieces/year. If you want less quantity, then rapid prototyping or CNC machining can be considered. We have several models of cooperation.
Summary
Automotive plastic injection molding is fundamentally a systems engineering endeavor. Each phase directly impacts the reliability and regulatory compliance of the components.
Selecting an appropriate partner might allow you to not only circumvent unnecessary routes but also to lower prices while enhancing productivity. JS Precision offers a one-stop solution to assist you in resolving various injection molding-related issues that have been causing you difficulties.
Contact the JS Precision technical team immediately to get a tailor-made material plan and cost evaluation for your projectby simply sending 3D drawings to the specified email address, you will be able to get a DFM report and quotation within 24 hours. Together, let's make your automotive injection molding project run smoothly.
Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com