Due problemi significativi, ad es. La rottura a temperature molto elevate delle parti stampate a iniezione del vano motore, nonché il verificarsi di eccessive emissioni di COV nelle parti interne mettono direttamente a rischio la pietra miliare del progetto e la reputazione del marchio.
Risolvere i problemi legati sia alla durabilità che al rispetto dell'ambiente sarà una sfida comune per gli OEM e i fornitori di livello 1.
In questo articolo viene fornita una soluzione completa per lo stampaggio a iniezione di plastica nel settore automobilistico da quattro punti di vista: selezione dei materiali ad alta temperatura, analisi del flusso dello stampo, ecc. La chiave è lo stampaggio a iniezione di plastica con un elevato grado di raffinatezza.
Riepilogo delle risposte principali
Dimensione principale
Risposta principale
Selezione del materiale per la zona ad alta temperatura
Le parti del vano motore devono utilizzare PPS (HDT>260°C) o PA66+GF30 (HDT 220-265°C) per soddisfare i duplici requisiti di resistenza al calore a lungo termine e resistenza alla corrosione chimica.
Controllo COV e odori
Le parti interne adottano materiale in PP + talco a basso odore combinato con un processo di devolatilizzazione assistito da azoto e un'essiccazione con deumidificazione con punto di rugiada ≤-40°C, in modo che l'odore sia di grado ≤3,0 e il contenuto totale di COV sia ≤100 ppm.
Garanzia di precisione dimensionale
Per le parti con superficie a forma libera, viene utilizzata la scansione dell'intera area a luce blu ATOS (precisione 0,02 mm) invece del tradizionale punteggiamento CMM per generare un rapporto sulla deviazione della mappa termica per verificare l'adattamento del gap DTS.
Soglia del sistema di qualità
La certificazione IATF 16949 è la soglia di ingresso per la catena di fornitura automobilistica e la valutazione del sistema di stampaggio CQI-23 è lo strumento di audit principale per garantire la coerenza dei lotti.
Percorso di ottimizzazione dei costi
L'ottimizzazione del punto di accesso e dello schema di raffreddamento attraverso l'analisi del flusso dello stampo può eliminare più dell'80% dei potenziali difetti prima dell'apertura dello stampo, riducendo il numero di iterazioni di test dello stampo e i costi di modifica dello stampo.
Concetti principali:
Per produrre parti del vano motore, vengono generalmente scelti PPS (>260C HDT) e PA66+GF30 e anche l'aspetto della resistenza chimica deve essere sottoposto a test ESC.
I tre elementi principali nel controllo dei COV che vengono presi in considerazione quando si tratta di parti interne: materiali a basso odore, devolatilizzazione dell'azoto e controllo del punto di rugiada.
L'ispezione della superficie a forma libera, se eseguita manualmente, deve essere eseguita mediante scansione dell'intera area a luce blu ATOS. La notazione del punto CMM non è in grado di valutare completamente le lacune DTS.
La certificazione IATF 16949 e l'audit CQI-23 sono considerati prerequisiti per la selezione dei fornitori.
L'analisi del flusso dello stampo fornisce i risultati della deformazione e delle linee di saldatura, rendendolo un pre-processo molto importante per il controllo dei costi.
Perché affidarsi a JS Precision per lo stampaggio a iniezione di materie plastiche per il settore automobilistico? Produzione di componenti automobilistici professionali
Trovare un produttore affidabile di stampaggio a iniezione di plastica per il settore automobilistico dovrebbe essere in cima alla tua lista di priorità per garantire il successo dell'implementazione dei tuoi progetti di componenti automobilistici.
JS Precision è, infatti, uno dei partner più affidabili e preferiti dagli OEM e dai fornitori di primo livello in tutto il mondo, poiché offre garanzie di prestazione concrete e verificabili per la vostra collaborazione.
Quindi puoi fare pieno affidamento su di noi per fornire ai tuoi prodotti la conformità automobilistica. Con certificazioni riconosciute a livello internazionale come IATF 16949:2016 e ISO 9001:2015, JS Precision è anche in grado di fornire componenti automobilistici della massima qualità e conformi allo standard di qualità di livello medico ISO 13485:2016, per aggiungere un ulteriore vantaggio alla sua inchinatevi!
Le nostre macchine di produzione con forze di chiusura di 60-1600 tonnellate possono personalizzare con precisione diverse metodologie di produzione di stampaggio a iniezione automobilistico in base alle vostre esigenze.
Forniamo anche supporto tecnico per aiutarti a risolvere il tuo talento e le tue esigenze di abbinamento tecnologico relative ai lavori di stampaggio a iniezione di materie plastiche nella mia zona, il nostro team di esperti di analisi del flusso dello stampo e il dispositivo di misurazione della luce blu ATOS possono aiutarti a pianificare in anticipo per prevenire difetti di stampaggio, garantendo così la forma corretta delle parti e riducendo le perdite dovute a rilavorazioni.
Recentemente, JS Precision ha assistito i fornitori europei di livello 1 con requisiti simili risolvendo il problema della rottura delle parti stampate a iniezione PPS, aumentando di conseguenza la percentuale di superamento del test ESC dal 60% al 100%, consentendo loro così di consegnare le SOP in tempo ed evitare la penalità di pagamenti in ritardo.
Inoltre, abbiamo perfezionato il controllo dei COV delle parti interne per un OEM locale, diminuendo il livello di odore a meno di 3,0, il che ha ridotto drasticamente i livelli di tasso di reclami e preservato la reputazione del marchio.
Quindi, se scegli JS Precision, sarai in grado di affrontare con precisione le principali sfide della produzione di stampaggio a iniezione di materie plastiche, ridurre i costi, ridurre i tempi operativi e persino far sì che il progetto si svolga più agevolmente.
Se stai cercando un partner affidabile per il tuo progetto di stampaggio a iniezione automobilistico, contatta il nostro team tecnico per una valutazione personalizzata del progetto e soluzioni per mitigare i rischi di cooperazione.
Come si selezionano i materiali giusti per le parti automobilistiche stampate a iniezione di plastica nei vani motore ad alta temperatura?
Il presente capitolo esplora le questioni associate alla selezione del materiale per le parti che operano in zone ad alta temperatura. Le parti stampate a iniezione situate nei vani motore devono essere valutate per la loro resistenza al calore a breve termine, resistenza al calore a lungo termine, resistenza chimica e sensibilità all'umidità.
I requisiti di compatibilità dei materiali tra i componenti automobilistici in plastica stampati a iniezione e i componenti automobilistici stampati a iniezione in plastica determinano direttamente la durata dei componenti. Materiali come PPS e PA66+GF30 devono essere abbinati in base alle condizioni operative.
Differenze tra HDT e UL RTI e loro ruolo nella selezione dei materiali
HDT (Heat Deflection Temperature, ASTM D648/ISO 75) misura la resistenza al calore a breve termine, pertanto la temperatura operativa a breve termine dovrebbe essere circa 10 ℃ inferiore all'HDT. UL RTI misura la resistenza al calore a lungo termine, quindi la temperatura operativa a lungo termine del motore le parti dello scomparto devono essere inferiori al valore UL RTI del materiale.
Struttura e comportamento dei materiali della resistenza chimica
I vani motore contengono parti che entrano in contatto con sostanze chimiche provenienti da diverse fonti. Ecco perché la resistenza chimica è diventata la caratteristica principale delle parti stampate a iniezione di plastica per autoveicoli.
Tra gli altri, il PPS è il migliore in quanto mostra un'eccellente resistenza chimica e può essere conservato auna temperatura fino a 240℃ per lungo tempo. Nel frattempo, PA66+GF30 deve essere reso resistente all'idrolisi se deve resistere a un ambiente refrigerante.
D'altra parte, PPA+GF è quello che resiste molto al carburante e PBT+GF è adatto solo per quelle situazioni in cui non vi è esposizione a sostanze chimiche molto forti.
Impatto del contenuto di umidità del materiale sulle proprietà meccaniche e sui parametri di asciugatura
I tecnopolimeri con elevato contenuto di umidità subiranno idrolisi e le loro proprietà meccaniche peggioreranno: un contenuto di umidità dello 0,20% nello stampaggio di PA66 può causare una riduzione del 10-15% della resistenza alla trazione e una riduzione del 20-30% della resistenza agli urti, il contenuto di umidità del PPS dovrebbe essere dello 0,05% e del PC dello 0,02%.
Condizioni di essiccazione: PA66 essicca a 80°C per 4-6 ore allo 0,10%. Il PPS si essicca a 120-150°C per 3-4 ore allo 0,05%. Il PC si asciuga a 120°C per 3-4 ore allo 0,02%.
Tabella comparativa per la selezione dei materiali resistenti alle alte temperature
Tipo materiale
HDT (1,8 MPa, °C)
Temperatura di servizio a lungo termine (°C)
Scenari applicativi tipici
Valutazione della resistenza chimica
PPS
260-280
200-240
Connettori della linea del liquido di raffreddamento, coperchi delle valvole
Ottimo (resistente all'olio motore e al liquido di raffreddamento)
PA66+GF30
90-100
120-150
Collettore di aspirazione, tappo terminale del radiatore
Buono (è necessaria la modifica resistente all'idrolisi)
PA46
160-180
160-180
Alloggiamento del sensore ad alta temperatura, parti circostanti del sistema di scarico
Buono (migliore resistenza all'idrolisi rispetto al PA66)
PPA+GF
200-220
150-170
Coperchio testata motore, componenti sistema di alimentazione
Eccellente (eccezionale resistenza al carburante)
PBT+GF
120-140
100-120
Alloggiamento relè, parti di fissaggio del cablaggio
Medio (non resistente agli agenti chimici aggressivi)
Selezionare il materiale giusto per le zone ad alta temperatura è il primo passo verso il successo nello stampaggio a iniezione di plastica per autoveicoli. Se non sei sicuro del materiale da utilizzare per le tue parti, contattaci per ricevere un white paper gratuito sulla selezione dei materiali per trovare rapidamente la soluzione giusta.
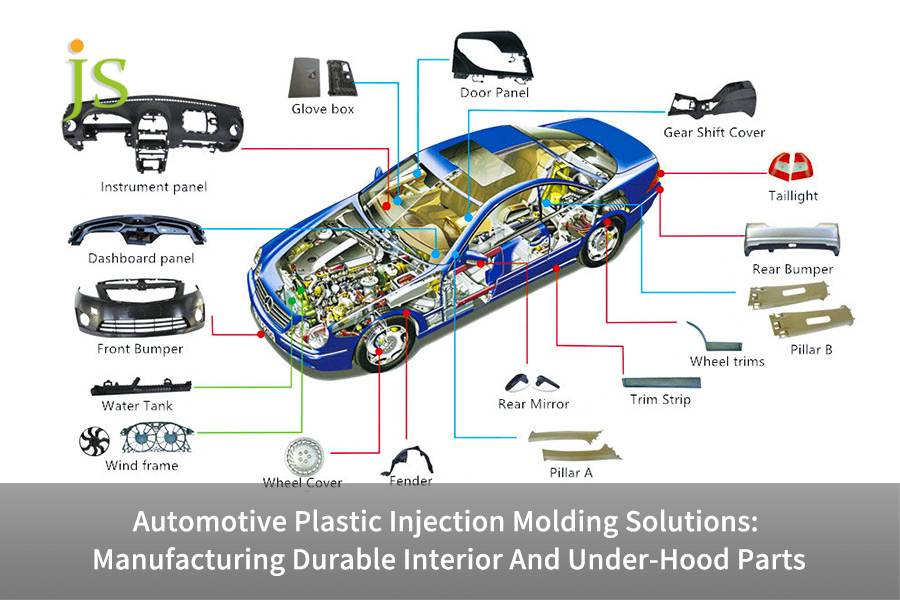
Figura 1: la home page di un'azienda che espone il vano motore automobilistico e i componenti interni in plastica stampati a iniezione, come un collettore di aspirazione e parti in stile radiatore.
In che modo lo stampaggio a iniezione di plastica per autoveicoli garantisce la durata delle parti sotto il cofano soggette a temperature elevate?
Decidere il materiale appropriato è sicuramente un passo molto importante, tuttavia, il controllo del processo nello stampaggio a iniezione di materie plastiche nel settore automobilistico è davvero fondamentale per garantire la longevità delle parti in condizioni di temperatura elevata. Copre tutto, dalla progettazione degli stampi al monitoraggio della produzione su larga scala.
Metodo e standard di prova per stress cracking ambientale ESC: una breve panoramica
È obbligatorio eseguire un test ESC secondo ASTM D1693 se si desidera verificare la qualità della plastica utilizzata per lo stampaggio a iniezione automobilistico.
Dopo aver ottenuto la parte stampata a iniezione, questa viene immersa in una miscela 50:50 di refrigerante e olio a una temperatura compresa tra 80 e 120 °C per 500-1000 ore. I criteri di accettazione sono il mantenimento della resistenza alla trazione del 75%, l'assenza di fessurazioni e l'assenza di rigonfiamento.
Livelli richiesti di mantenimento della forza dopo l'esposizione chimica
I punti di ritenzione sono allineati alla funzione delle parti: parti a contatto con il sistema di raffreddamento 75%, parti a contatto con oli 70% e parti che non hanno un contatto diretto 80%.
Ad esempio, le parti PA66+GF30 non modificate, dopo essere state immerse nel liquido di raffreddamento a 120°C per 1000 ore, manterranno solo il 65% della loro resistenza originale, se le parti vengono modificate, questa può essere aumentata fino a >80%.
Monitoraggio del degrado delle prestazioni dei materiali rinforzati con fibra di vetro sottoposti a invecchiamento ad alta temperatura
Quando si esegue l'invecchiamento ad alta temperatura, gli indicatori principali su cui concentrarsi sono: tasso di degradazione della resistenza alla trazione 25%, tasso di ritenzione della resistenza all'impatto con intaglio 60% e tasso di variazione dimensionale 0,5%.
Dopo 1000 ore di invecchiamento termico a 150°C, PA66+GF30 mostra una perdita di resistenza del 15%-20% mentre PPS+GF40 mostra solo una perdita di resistenza del 5%-8%.
Indicatori di verifica della durabilità delle parti del vano motore
Articolo di prova
Condizioni di prova
Criteri di accettazione
Parti applicabili
Ciclo di test
Test di resistenza chimica ESC
Miscela di liquido refrigerante/olio (50:50), imbevuta a 120°C
Tasso di ritenzione della resistenza alla trazione ≥75%, nessuna fessurazione.
Condutture del liquido di raffreddamento, alloggiamento del termostato
1000 ore
Test di invecchiamento termico ad alta temperatura
Invecchiamento a temperatura costante a 150°C
Tasso di attenuazione della resistenza alla trazione ≤25%, tasso di variazione dimensionale ≤0,5%.
Coperchio valvola, collettore di aspirazione
1000 ore
Test di ciclismo termico
-40°C~150°C, 500 cicli
Nessuna deformazione, nessuna crepa, tasso di mantenimento delle prestazioni meccaniche ≥80%.
Tutti i tipi di parti stampate ad iniezione del vano motore
720 ore
Test di durata delle vibrazioni
10-2000Hz, accelerazione 20g, vibrazione continua
Nessun allentamento, nessuna rottura, l'affidabilità della connessione soddisfa gli standard.
Parti di fissaggio del cablaggio elettrico, staffe del sensore
240 ore
Test di immersione nell'olio motore
Olio motore, imbevuto a 150°C
Tasso di ritenzione della resistenza alla trazione ≥70%, nessun rigonfiamento.
Coppa dell'olio, alloggiamento del filtro dell'olio
500 ore
Quali sono le principali sfide legate alla qualità nello stampaggio a iniezione di plastica delle parti interne di automobili?
Le parti stampate a iniezione per interni automobilistici incontrano tre problemi principali: emissioni eccessive di COV, mancanza di precisione dimensionale e difetti superficiali. Questi fattori sono direttamente correlati alla qualità dell'aria all'interno del veicolo e all'attrattiva visiva.
Essendo un gruppo significativo di ricambi per auto in plastica stampati a iniezione, sono anche uno dei motivi principali di reclami nella produzione di parti automobilistiche mediante stampaggio a iniezione di plastica.
Fonti di COV nelle parti interne e standard di test VDA278
I monomeri residui nei polimeri, nei composti di lavorazione e la degradazione termica della resina durante lo stampaggio a iniezione sono le principali fonti di COV nelle parti interne. VDA 278 è lo standard di prova essenziale basato sull'analisi del desorbimento termico. È necessario confermare che il livello totale di COV sia 100 ppm.
Percorso di modifica ed effetti dei materiali PP a basso odore
La modifica del PP a basso odore può essere utilizzata per la conformità ai COV: la modifica dell'idrogeno sostituisce la degradazione, portando a una riduzione del 76,5% di COV. Il riempimento con talco al 20%-30% fa sì che i COV diminuiscano di oltre il 40% e l'adsorbente zeolite al 5% può catturare le sostanze volatili in modo molto efficace, raggiungendo infine il livello di odore (VDA 270) 3,0.
Principio del processo di volatilizzazione assistita da azoto ed effetto di implementazione
La volatilizzazione assistita da azoto è il metodo chiave di stampaggio a iniezione di plastica nel settore automobilistico per ridurre i COV. L'introduzione di azoto puro al 99,9% nella canna eliminerà le sostanze volatili e porterà a un'ulteriore riduzione del 30%-50% dei COV insieme alla modifica, essendo il metodo migliore per le parti interne di grandi dimensioni.
Ispezione di superfici a forma libera: confronto tra la precisione tra CMM e ATOS
La tradizionale misurazione punto per punto della CMM è ancora battuta grazie alla scansione a luce blu ATOS (precisione 0,02 mm, scansione singola 0,2 secondi). Produce nuvole di punti 3D che possono essere confrontate con il CAD e misura anche accuratamente le lacune DTS. Dovrebbe essere sicuramente il metodo di scelta per le superfici curve di Classe A dei rivestimenti interni.
Difetti tipici e correzioni per le parti interne
Linee di saldatura: Sono il risultato dei flussi di fusione che divergono e poi si uniscono. Cambiare la posizione del cancello e aumentare la temperatura dello stampo potrebbe essere il modo per risolvere il problema. È disponibile la simulazione del flusso dello stampo per fare previsioni.
Segni di ritiro: sono dovuti allo spessore irregolare delle pareti e alla mancanza di pressione di tenuta. Lo spessore della parete può essere ottimizzato e la pressione e il tempo di tenuta possono essere aumentati per ottenere risultati migliori.
Deformazione: deriva da un raffreddamento non uniforme e da differenze nell'orientamento molecolare. La simulazione del flusso dello stampo può essere utilizzata per prevedere e migliorare il sistema di raffreddamento.
Lucentezza non uniforme: deriva dalle variazioni di temperatura dello stampo e dalla finitura superficiale insufficiente dello stampo. Una rigorosa regolazione della temperatura e la lucidatura dello stampo possono risolvere questo problema.
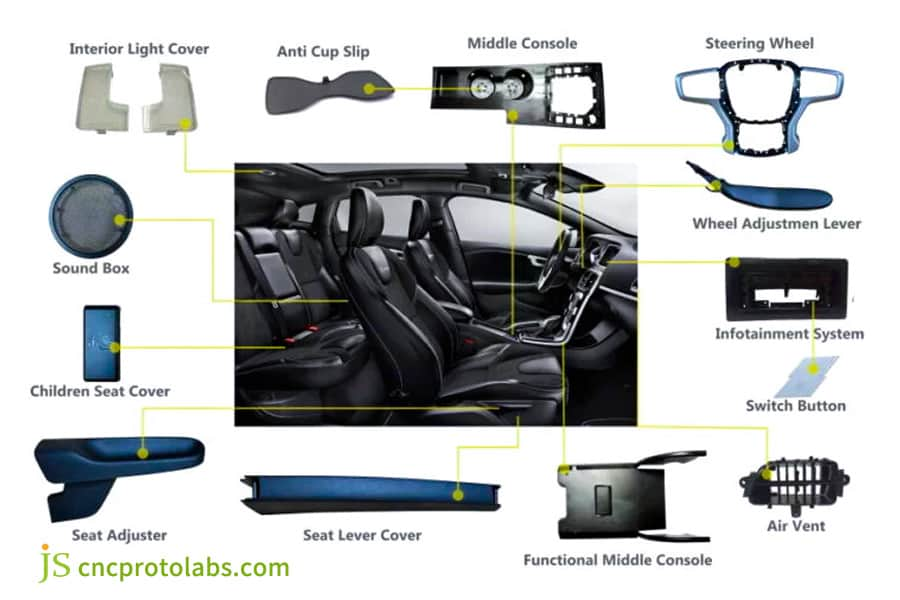
Figura 2: un diagramma esploso con parti in plastica interne di un'auto etichettate, come volante, console centrale e prese d'aria.
In che modo le aziende di stampaggio a iniezione di materie plastiche per il settore automobilistico controllano la qualità e garantiscono la conformità?
Il controllo qualità è al centro dello stampaggio a iniezione di materie plastiche per il settore automobilistico. Gli standard di qualità per i pezzi stampati a iniezione nella catena di fornitura automobilistica sono espressi a tre diversi livelli: sistema, processo e prodotto.
Deumidificazione e controllo del punto di rugiada nell'audit CQI-23
CQI - 23 è uno strumento essenziale per la valutazione del sistema in tumulo con controllo del punto di rugiada come una delle attività cruciali dell'analisi Toyota Core:
Punto di rugiada in nylon -30°C, PC e PPS -40°C. Il mancato raggiungimento dei requisiti del punto di rugiada può causare l'idrolisi del materiale, portare all'aumento dei COV ed essere motivo di deterioramento delle proprietà meccaniche.
Elenco di controllo per l'invio dei documenti PPAP di livello 3 e focus sull'audit
Il livello 3 del PPAP è il prerequisito minimo per l'avvio della linea di produzione, che richiede la consegna di 18 documenti fondamentali. l'attività principale è verificare la capacità del processo Cpk 1.33 che richiede la registrazione delle modifiche precedenti ai parametri.
Nell'ambito della filiera automobilistica, l'accesso alla norma IATF 16949 è un requisito fondamentale. Si prevede che il processo di stampaggio a iniezione soddisfi sette condizioni, tra cui APQP, PFMEA e PPAP, per essere in grado di garantire la qualità affidabile delle parti.
Requisiti di monitoraggio dei parametri chiave SPC
La produzione di massa deve tenere d'occhio i parametri principali del processo come la temperatura di fusione ogni 2 ore (5°C), la pressione di iniezione ogni turno (5%), la posizione di commutazione della pressione di mantenimento ogni turno (0,5 mm), il peso della parte ogni 2 ore (0,5%) e la dimensione critica Cpk ogni turno (1,33).
In parole povere, si tratta di stabilire "linee rosse operative standardizzate" nella produzione di componenti. So long as the parameter levels stay within the limits, the quality of each injection molded part will remain consistent and therefore the batch defects will be avoided.
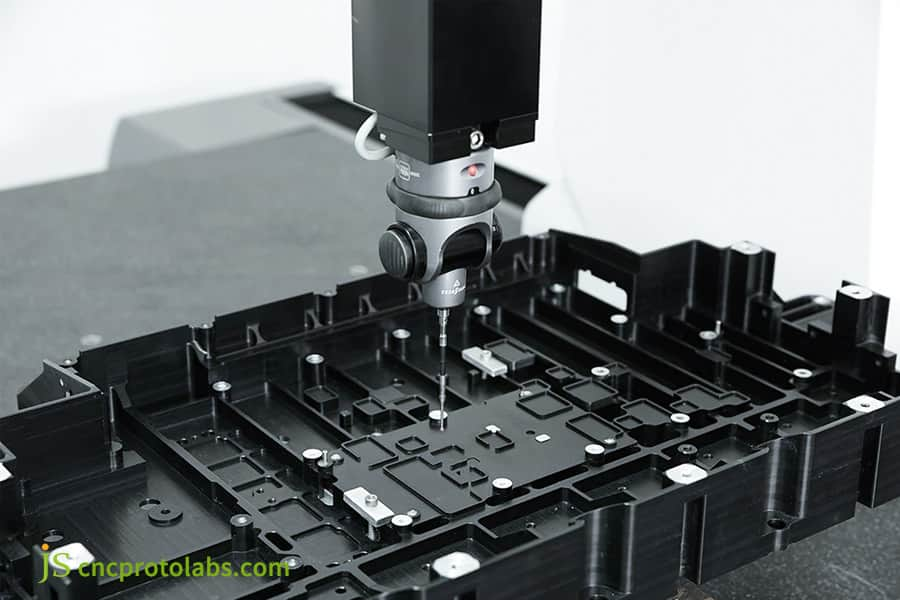
Figure 3: A Coordinate Measuring Machine (CMM) performing a precision inspection on a black automotive injection molded component in an industrial setting.
Why Is Mold Flow Analysis Essential For Plastic Injection Molding Automotive Projects?
Mold flow analysis is essentially "digital trial molding" for automotive plastic injection molding projects. It cuts down on trial molding expenses and shortens lead time, as it can prevent over 80% of possible defects by crossing them out beforehand through Moldflow software.
In other words, the whole molding process is filmed at the computer level, thereby doing away with mold opening and trial production. In this way, it is possible to locate potential problems beforehand and avoid the exorbitant costs and time wasted in remodeling.
Moldflow Warpage Prediction Accuracy and Verification Data
It is about 8%-12% for Moldflow warpage prediction error. For instance, predicting 2.3mm warpage on a dashboard while experimentally it's 2.5mm, it is feasible to reach the warpage limit of 1.0mm by fine-tuning holding pressure and cooling water channels.
The Impact of Gate and Cooling Water Channels on Shrinkage Uniformity
Gate location can determine how the polymers are aligned, on the other hand, cooling water channels are responsible for the cooling rate.
These two, via mold flow analysis, have to be installed in a way that the shrinkage rate difference between various parts is 0.1%, thereby avoiding part deformation.
Case Study: Mold Flow Analysis for Large Parts Bumper Grille
Using the Moldflow method, a 5-factor 5-level orthogonal test design was conducted on a commercial vehicle bumper grille. According to the results, the sequence of the warpage influence is:
Injection time > Melt temperature > Mold temperature > Cooling time >Holding pressure switching.
The best set of parameters are: melt temperature 240°C, mold temperature 60°C, injection time 6 seconds, and cooling time 16 seconds. These not only led to a 62% decrease in the warpage but also to a substantial shortening of the trial molding cycle.
Parameter Category
Specific Parameters
Acquisition Method
Importance
Impact Scope
Material Data
Melt density, viscosity, thermal conductivity
Moldflow database provided by material suppliers
Extremely High
Filling effect, warpage deformation
Mold Design
Gate position, cooling water channel layout, exhaust system
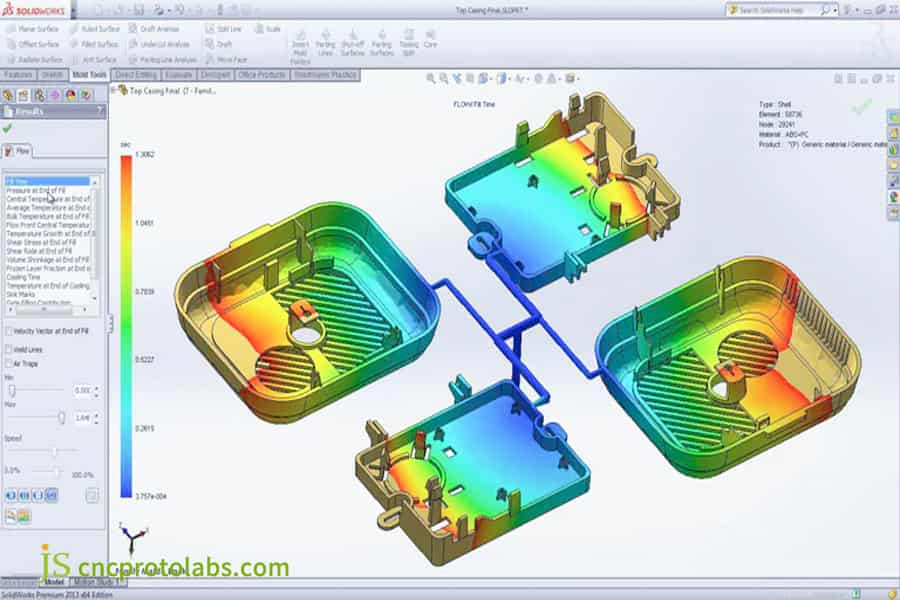
Figure 4: A software interface showing a color-coded mold flow analysis simulation for automotive plastic components.
How Can You Optimize Costs Without Sacrificing Quality In Plastic Injection Molding Automotive Projects?
Cost optimization is one of the most important aspects of plastic injection molding automotive projects. It involves making considered and targeted reductions in cost from the four main areas of design mold mass production, and supply chain, while still maintaining quality.
DFM Wall Thickness Optimization Minimizes Material Usage and Molding Cycle
For example, reducing the wall thickness from 3.5mm to 2.8mm results in a 20% material saving while at the same time, the molding cycle can be shortened by 15%-20%. On the other hand changes such as removing the undercuts, can lead to a 10%-15% reduction in mold cost.
Hot Runner Systems Lead to Better Material Utilization and Higher ROI
Hot runner systems allow to increase the material utilization from a range of 60%-70% to more than 95%. If the annual production volume is 500,000 medium-sized injection molded parts, the ROI period is only 6-12 months. Further, it contributes to more even filling of the mold and defects are practically eliminated.
Performing pre-mold flow analysis can eradicate over 80% of potential defects later on. Normally, 1 mold change costs from $5,000 to $15,000 and thus by decreasing the number of trial moldings from 3-5 to 1-2, you not only save $20,000-$50,000 but also reduce time by 4-8 weeks.
Summary of Cost Optimization Methods at Each Stage
Hot runner application, process parameter optimization
15%-20%
Improve production efficiency and reduce defective loss.
Supply Chain
Material substitution, bulk purchase bargaining
5%-10%
Material performance must be strictly verified to ensure compliance.
If you want to optimize project costs while ensuring quality, please provide the part specifications and production volume, and we will calculate the cost optimization potential for plastic injection molding automotive parts for you free of charge.
What Key Indicators Should You Evaluate When Selecting Automotive Plastic Injection Molding Companies?
Selecting automotive plastic injection molding companies requires to check their quality system, technical capabilities, supply chain stability, and project experience. These factors are the main selection criteria for the plastic injection molding automotive industry and the fundamental requirements of the cooperation in this field.
IATF 16949 Certification Cycle and Surveillance Audit Requirements
IATF 16949 is a must-have selection criterion. The certification validity period may range from 6-12 months. Once certified, annual surveillance audits become mandatory along with the renewal audits every three years. The failure in passing the audit will impact the supply chain cooperation.
Injection Molding Equipment Tonnage Range and Part Compatibility
The formula for the calculation of clamping force is: Clamping force (tons) Projected area (cm) Cavity pressure (kg/cm) 1000. Cavity pressure is considered about 300-500 kg/cm.
We recommend that you only select suppliers with tonnage capabilities between 60 and 1600 tons.
Testing Capability Requirements
The trustworthy suppliers should have comprehensive testing capabilities: dimensional inspection (CMM, 0.005mm), freeform surface inspection (ATOS, 0.02mm), and material and environmental reliability testing. If a company owns their laboratory and testing facilities can decrease the testing cycle by more than 50%.
Supply Chain Stability Assessment Key Points
Supply chain stability needs to be assessed based on: long-term cooperation with original material manufacturers/authorized agents, a robust batch traceability system, and a secondary supplier management mechanism. On-time delivery rate for the past 12 months must be ≥98%.
The stability of the supply chain will be evaluated based on: continuous cooperation for a long time with original material manufacturers/authorized agents, having a strong batch traceability system, and the existence of a secondary supplier management mechanism. The on-time delivery rate for the last 12 months should be 98%.
JS Precision Case Study: Analysis And Solution Of Chemical Cracking Resistance Failure Of PPS Injection Parts
The following practical cases can help you intuitively understand how JS Precision addresses complex challenges in automotive plastic injection molding.
Client Background
One of the European Tier 1 suppliers who supply PPS + GF40 engine compartment coolant piping connectors to OEMs posted an annual volume of 800,000 pieces. Testing with the first batch of trial molds revealed that only 60% of the units which had passed the ESC test, and the project was facing the possibility of SOP postponements.
Problems
The sudden change in the wall thickness of the connector brought about the stress concentration. The ESC testing conditions were very rigorous (120°C, 1000 hours of coolant immersion, tensile strength retention 75%). The weld line lay at the stress concentration spot, so it was very susceptible to the cracks.
Actions Taken
Our technical team did not hesitate to take a step in the matter and addressed all the hitch by optimization from different directions:
1. Using Moldflow mold flow analysis, the gate position was re optimized from a single side gate to a symmetrical layout of double point gates, completely eliminating the problem of weld marks located in stress concentration areas.
2. Optimize the pressure holding curve, adjust from one pressure holding section to three pressure holding sections, ensure sufficient shrinkage of the thin-walled thick walled transition zone, and improve the density of the parts.
3. Raise the mold temperature from 130°C to 145°C to improve the melt flowability and weld bond strength.
4. Increase the R-angle transition in the stress concentration area to reduce the stress concentration factor. The fifth is to optimize the material drying process, reduce the moisture content to 0.03%, and avoid performance degradation caused by hydrolysis.
Final Results
Following the fine-tuning, the parts' tensile strength retention rate in the ESC test rose to 84%, weld line strength went up by 50%, the critical dimension Cpk grew to 1.48, the annual defect rate dropped to 0.3%, the project met its schedule completion (SOP), and the customer placed additional similar orders.
If you are also facing similar issues such as cracking or substandard performance in injection molded parts, you can submit 3D drawings of the parts and your requirements. We will customize an exclusive automotive plastic injection molding solution for you to help your project be successfully implemented.
Domande frequenti
Q1: How long does the development process for automotive injection molded parts typically take?
Part development from T0 trial molding to SOP mass production will generally take around 12-20 weeks in total, including mold manufacturing, trial molding optimization, and PPAP submission. However, this schedule may vary depending on the complexity of the parts, and we are able to offer tailored cycle planning.
Q2: Should a supplier of automotive injection molding have an IATF 16949 certification?
Indeed, IATF 16949 is merely an entrance gate for getting into the automotive supply chain. It would be impossible to collaborate without certification. We have this certification at hand and fulfill your supply chain requirements immediately.
Q3: Which materials are mostly used for injection molded engine compartment parts?
PPS (HDT>260°C) and PA66+GF30 are the most favored, next would be PPA+GF and PBT+GF. Your part's working conditions and your cost budget will determine the final choice.
Q4: What are the major factors causing interior parts' VOC to surpass standards?
Residual monomers, processing byproducts, and thermal degradation during injection molding are cumulatively responsible for VOC emissions. To ensure quality, one must first select low-odor materials and then maintain nitrogen devolatilization through the injection process.
Q5: Which injection molding defects can Moldflow analysis detect?
Moldflow analysis is able to identify five primary defects, such as warping, weld lines, and sink marks. It can help avoid more than 80% of issues, apart from reducing trial molding costs.
Q6: How can I rapidly find out the reason for warpage deformation of injection molded parts?
Moldflow analysis can be used to determine the direction of deformation. If there is uneven cooling, the warpage will be symmetrical. On the other hand, the shrinkage due to orientation is along the direction of flow of the melt. So, it is possible to do a targeted optimization.
Q7: How long do automotive injection molds typically last?
The lifecycles of mass production molds are estimated to be between 500,000 and 1,000,000. cycles With the use of top-quality mold steel and following a proper maintenance schedule, it is possible to extend these lifetimes to over 2,000,000 cycles. We are also able to provide mold maintenance support.
Q8: What is the lowest number of automotive injection molded parts that I can order?
Normally 5,000-10,000 pieces/year. If you want less quantity, then rapid prototyping or CNC machining can be considered. We have several models of cooperation.
Riepilogo
Automotive plastic injection molding is fundamentally a systems engineering endeavor. Each phase directly impacts the reliability and regulatory compliance of the components.
Selecting an appropriate partner might allow you to not only circumvent unnecessary routes but also to lower prices while enhancing productivity. JS Precision offers a one-stop solution to assist you in resolving various injection molding-related issues that have been causing you difficulties.
Contact the JS Precision technical team immediately to get a tailor-made material plan and cost evaluation for your projectby simply sending 3D drawings to the specified email address, you will be able to get a DFM report and quotation within 24 hours. Together, let's make your automotive injection molding project run smoothly.
Esonero di responsabilità
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com