
Kunststoffspritzguss für die Automobilindustrie ist die Haupttechnik für die Herstellung von Automobilteilen.
Zwei erhebliche Probleme, d. h. Risse bei Spritzgussteilen im Motorraum bei stark erhöhter Temperatur sowie das Auftreten übermäßiger VOC-Emissionen in Innenteilen stellten den Meilenstein des Projekts und den Ruf der Marke unmittelbar in Gefahr.
Die Lösung der Probleme im Zusammenhang mit Haltbarkeit und Umweltfreundlichkeit wird eine gemeinsame Herausforderung für OEMs und Tier-1-Zulieferer sein.
Hier in diesem Artikel wird eine Komplettlösung für den Automobil-Kunststoffspritzguss aus vier Blickwinkeln vorgestellt: Hochtemperatur-Materialauswahl, Formflussanalyse usw. Der Kunststoffspritzguss mit einem hohen Grad an Verfeinerung ist der Schlüssel.
Zusammenfassung der Kernantwort
|
Kerndimension
|
Kernantwort
|
|
Materialauswahl für Hochtemperaturzonen
|
Motorraumteile sollten aus PPS (HDT>260 °C) oder PA66+GF30 (HDT 220–265 °C) bestehen, um die doppelten Anforderungen der langfristigen Hitzebeständigkeit und der chemischen Korrosionsbeständigkeit zu erfüllen.
|
|
VOC- und Geruchskontrolle
|
Innenteile bestehen aus geruchsarmem Material PP + Talkumpuder, kombiniert mit einem stickstoffunterstützten Entgasungsprozess und einer Entfeuchtungstrocknung mit einem Taupunkt von ≤ -40 °C, so dass der Geruch ≤ 3,0 ist und der Gesamt-VOC-Gehalt ≤ 3,0 ist ≤100 ppm.
|
|
Maßgenauigkeitsgarantie
|
Für Freiformoberflächenteile wird ATOS-Blaulicht-Vollflächenscan (Genauigkeit 0,02 mm) anstelle der herkömmlichen CMM-Punktierung verwendet, um einen Heatmap-Abweichungsbericht zur Überprüfung der DTS-Lückenanpassung zu erstellen.
|
|
Qualitätssystemschwelle
|
Die IATF 16949-Zertifizierung ist die Einstiegsschwelle für die Automobillieferkette, und die CQI-23-Formsystembewertung ist das zentrale Audit-Tool zur Gewährleistung der Chargenkonsistenz.
|
|
Kostenoptimierungspfad
|
Durch die Optimierung des Anguss- und Kühlschemas mithilfe einer Formflussanalyse können mehr als 80 % der potenziellen Defekte vor dem Öffnen der Form beseitigt werden, wodurch die Anzahl der Formtest-Iterationen und die Kosten für Formmodifikationen reduziert werden.
|
Wichtige Erkenntnisse:
- Zur Herstellung von Motorraumteilen werden in der Regel PPS (>260C HDT) und PA66+GF30 gewählt, auch der Aspekt der chemischen Beständigkeit sollte einer ESC-Prüfung unterzogen werden.
- Die drei wichtigsten Elemente der VOC-Kontrolle, die beim Umgang mit Innenteilen berücksichtigt werden: geruchsarme Materialien, Stickstoffentgasung und Taupunktkontrolle.
- Die Prüfung der Freiformoberfläche muss, wenn sie manuell durchgeführt wird, durch ATOS-Blaulicht-Vollflächenscanning erfolgen. Die CMM-Punktnotation ist nicht in der Lage, DTS-Lücken vollständig zu bewerten.
- Die IATF 16949-Zertifizierung und das CQI-23-Audit gelten als Voraussetzungen für die Lieferantenauswahl.
- Die Formflussanalyse liefert die Ergebnisse von Verwerfungen und Bindenähten und ist damit ein sehr wichtiger Vorprozess für die Kostenkontrolle.
Warum sollten Sie JS Precision beim Kunststoffspritzguss für die Automobilindustrie vertrauen? Professionelle Automobilkomponentenfertigung
Die Suche nach einem zuverlässigen Hersteller von Kunststoffspritzgussteilen für die Automobilindustrie sollte ganz oben auf Ihrer Prioritätenliste stehen, um die erfolgreiche Umsetzung Ihrer Automobilteileprojekte sicherzustellen.
JS Precision ist in der Tat einer der zuverlässigsten und bevorzugten Partner für OEMs und Tier-1-Zulieferer weltweit, da es konkrete und überprüfbare Leistungsgarantien für Ihre Zusammenarbeit bietet.
Daher können Sie sich voll und ganz darauf verlassen, dass wir Ihre Produkte mit der Automotive-Konformität ausstatten. Mit international anerkannten Zertifizierungen wie IATF 16949:2016 und ISO 9001:2015 ist JS Precision auch in der Lage, Automobilkomponenten von höchster Qualität zu liefern und die medizinische Qualitätsnorm ISO 13485:2016 zu erfüllen Verbeuge dich!
Unsere Produktionsmaschinen mit Schließkräften von 60 bis 1600 Tonnen können verschiedene Methoden der Automobil-Spritzgussproduktion genau an Ihre Anforderungen anpassen.
Wir bieten auch technischen Support, um Ihren Talent- und Technologie-Matching-Anforderungen im Zusammenhang mit Kunststoffspritzguss-Aufgaben in meiner Nähe gerecht zu werden. Unser Expertenteam zur Formflussanalyse und das ATOS-Blaulichtmessgerät können Sie bei der Vorausplanung unterstützen, um Formfehler zu vermeiden und so die korrekte Form der Teile sicherzustellen und Verluste aufgrund von Nacharbeit zu reduzieren.
Vor kurzem hat JS Precision europäische Tier-1-Lieferanten mit ähnlichen Anforderungen bei der Lösung des Problems der Rissbildung bei PPS-Spritzgussteilen unterstützt und dadurch die Erfolgsquote des ESC-Tests von 60 % auf 100 % erhöht, wodurch sie in die Lage versetzt wurden, SOPs pünktlich zu liefern und die Bestrafung durch verspätete Zahlungen zu vermeiden.
Außerdem haben wir die VOC-Kontrolle von Innenteilen für einen lokalen OEM verfeinert und den Geruchsgrad auf weniger als 3,0 gesenkt, was die Reklamationsrate drastisch reduziert und den Ruf der Marke gewahrt hat.
Wenn Sie sich also für JS Precision entscheiden, können Sie die wichtigsten Herausforderungen der Kunststoffspritzgussproduktion genau angehen, Ihre Kosten senken, die Betriebszeit verkürzen und sogar dafür sorgen, dass das Projekt reibungsloser abläuft.
Wenn Sie einen zuverlässigen Partner für Ihr Automobilspritzgussprojekt suchen, kontaktieren Sie unser technisches Team für eine individuelle Projektbewertung und Lösungen zur Minderung von Kooperationsrisiken.
Wie wählt man die richtigen Materialien für das Kunststoffspritzgießen von Automobilteilen in Motorräumen mit hoher Hitze aus?
Das vorliegende Kapitel untersucht die Probleme im Zusammenhang mit der Materialauswahl für Teile, die in Hochtemperaturzonen betrieben werden. Spritzgussteile im Motorraum müssen auf ihre Kurzzeit-Wärmebeständigkeit, Langzeit-Wärmebeständigkeit, Chemikalienbeständigkeit und Feuchtigkeitsempfindlichkeit beurteilt werden.
Die Anforderungen an die Materialkompatibilität zwischen spritzgegossenen Kunststoff-Autoteilen und Kunststoff-spritzgegossenen Automobilteilen bestimmen direkt die Lebensdauer der Teile. Materialien wie PPS und PA66+GF30 müssen entsprechend den Einsatzbedingungen abgestimmt werden.
Wie sich HDT und UL RTI unterscheiden und welche Rolle sie bei der Materialauswahl spielen
HDT (Heat Deflection Temperature, ASTM D648/ISO 75) misst die kurzfristige Hitzebeständigkeit, daher sollte die kurzfristige Betriebstemperatur ungefähr 10℃ niedriger als die HDT sein. UL RTI misst die Hitzebeständigkeit über einen langen Zeitraum, also die langfristige Betriebstemperatur der Motorraumteile sollten unter dem UL-RTI-Wert des Materials liegen.
Rahmen und Materialverhalten der Chemikalienbeständigkeit
Motorräume enthalten Teile, die mit Chemikalien aus verschiedenen Quellen in Berührung kommen. Aus diesem Grund ist die chemische Beständigkeit zum Hauptmerkmal von Kunststoffspritzgussteilen für die Automobilindustrie geworden.
Unter anderem ist PPS das Beste, da es eine hervorragende chemische Beständigkeit aufweist und über einen langen Zeitraum bei einer Temperatur von bis zu 240 °C gehalten werden kann. Gleichzeitig muss PA66+GF30 gegen Hydrolyse beständig gemacht werden, damit es einer Kühlmittelumgebung standhalten kann.
Andererseits ist PPA+GF besonders kraftstoffbeständig, und PBT+GF eignet sich nur für Situationen, in denen keine Belastung durch sehr starke Chemikalien besteht.
Einfluss des Materialfeuchtigkeitsgehalts auf mechanische Eigenschaften und Trocknungsparameter
Technische Kunststoffe mit hohem Feuchtigkeitsgehalt unterliegen einer Hydrolyse und ihre mechanischen Eigenschaften werden schlechter: 0,20 % Feuchtigkeitsgehalt von PA66-Formteilen können zu einer Verringerung der Zugfestigkeit um 10–15 % und einer Verringerung der Schlagfestigkeit um 20–30 % führen, der Feuchtigkeitsgehalt von PPS sollte 0,05 % und der von PC 0,02 % betragen.
Trocknungsbedingungen: PA66 trocknet bei 80 °C für 4–6 Stunden auf 0,10 %. PPS wird 3–4 Stunden lang bei 120–150 °C auf 0,05 % getrocknet. PC wird 3-4 Stunden lang bei 120 °C auf 0,02 % getrocknet.
Vergleichstabelle zur Auswahl hochtemperaturbeständiger Materialien
|
Materialtyp
|
HDT (1,8 MPa, °C)
|
Langzeitbetriebstemperatur (°C)
|
Typische Anwendungsszenarien
|
Chemikalienbeständigkeitsbewertung
|
|
PPS
|
260-280
|
200-240
|
Kühlmittelleitungsanschlüsse, Ventildeckel
|
Ausgezeichnet (beständig gegen Motoröl und Kühlmittel)
|
|
PA66+GF30
|
90-100
|
120-150
|
Ansaugkrümmer, Kühlerendkappe
|
Gut (hydrolysebeständige Modifikation erforderlich)
|
|
PA46
|
160-180
|
160-180
|
Hochtemperatur-Sensorgehäuse, Teile rund um die Abgasanlage
|
Gut (bessere Hydrolysebeständigkeit als PA66)
|
|
PPA+GF
|
200-220
|
150-170
|
Motorzylinderkopfabdeckung, Kraftstoffsystemkomponenten
|
Ausgezeichnet (hervorragende Kraftstoffbeständigkeit)
|
|
PBT+GF
|
120-140
|
100-120
|
Relaisgehäuse, Kabelbaum-Befestigungsteile
|
Mittel (nicht beständig gegen starke Chemikalien)
|
Die Auswahl des richtigen Materials für Hochtemperaturzonen ist der erste Schritt zum Erfolg beim Kunststoffspritzguss im Automobilbereich. Wenn Sie sich nicht sicher sind, welches Material Sie für Ihre Teile verwenden sollen, kontaktieren Sie uns für ein kostenloses Whitepaper zur Materialauswahl, um schnell die richtige Lösung zu finden.

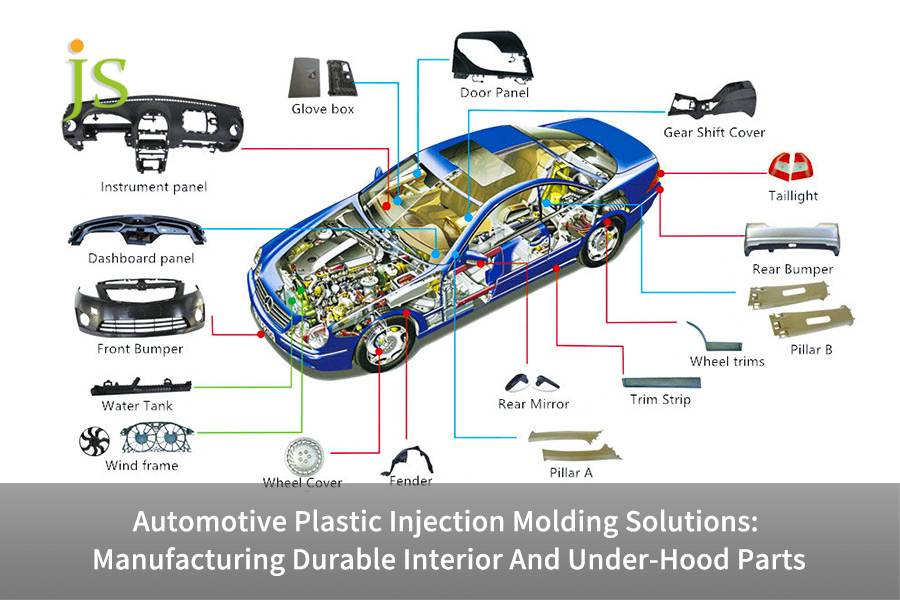
Abbildung 1: Die Homepage eines Unternehmens, das spritzgegossene Kunststoffkomponenten für den Motorraum und die Innenausstattung von Kraftfahrzeugen präsentiert, beispielsweise einen Ansaugkrümmer und Teile im Kühlerstil.
Wie gewährleistet das Spritzgießen von Automobilkunststoffen die Haltbarkeit von Teilen unter der Motorhaube, die hohen Temperaturen ausgesetzt sind?
Die Entscheidung für das geeignete Material ist definitiv ein sehr wichtiger Schritt. Die Prozesskontrolle beim Kunststoffspritzguss für die Automobilindustrie ist jedoch wirklich das Herzstück, um die Langlebigkeit von Teilen unter Hochtemperaturbedingungen zu gewährleisten. Es deckt alles ab, vom Formenbau bis hin zur Produktionsüberwachung im großen Maßstab.
ESC-Testverfahren und -Standards für Umweltspannungsrisse – ein kurzer Überblick
Es ist ein Muss, einen ESC-Test gemäß ASTM D1693 durchzuführen, wenn Sie die Qualität von Kunststoffen überprüfen möchten, die für den Automobilspritzguss verwendet werden.
Nachdem das Spritzgussteil erhalten wurde, wird es 500–1000 Stunden lang in eine 50:50-Mischung aus Kühlmittel und Öl bei einer Temperatur zwischen 80 und 120 °C getaucht. Die Akzeptanzkriterien sind die Beibehaltung der Zugfestigkeit von 75 %, keine Rissbildung und keine Quellung.
Erforderliche Festigkeitserhaltung nach chemischer Einwirkung
Die Haltekräfte richten sich nach der Funktion der Teile: Teile mit Kühlsystemkontakt 75 %, Teile mit Ölkontakt 70 % und Teile ohne direkten Kontakt 80 %.
Zum Beispiel behalten unmodifizierte PA66+GF30-Teile, nachdem sie 1000 Stunden lang bei 120 °C im Kühlmittel eingeweicht wurden, nur 65 % ihrer ursprünglichen Festigkeit. Wenn die Teile modifiziert werden, kann diese auf >80 % erhöht werden.
Verfolgung der Leistungsverschlechterung von glasfaserverstärkten Materialien bei Hochtemperaturalterung
Bei der Hochtemperaturalterung sind die wichtigsten Indikatoren, auf die man sich konzentrieren sollte, folgende: Abbaurate der Zugfestigkeit 25 %, Beibehaltungsrate der Kerbschlagzähigkeit 60 % und Maßänderungsrate 0,5 %.
Nach 1000 Stunden Wärmealterung bei 150 °C weist PA66+GF30 einen Festigkeitsverlust von 15–20 % auf, während PPS+GF40 nur einen Festigkeitsverlust von 5–8 % aufweist.
Anzeigen zur Überprüfung der Haltbarkeit von Teilen im Motorraum
|
Testelement
|
Testbedingungen
|
Akzeptanzkriterien
|
Anwendbare Teile
|
Testzyklus
|
|
ESC-Chemikalienbeständigkeitstest
|
Kühlmittel/Öl-Gemisch (50:50), eingeweicht bei 120°C
|
Zugfestigkeitserhaltungsrate ≥75 %, keine Risse.
|
Kühlmittelleitungen, Thermostatgehäuse
|
1000 Stunden
|
|
Wärmealterungstest bei hohen Temperaturen
|
Alterung bei konstanter Temperatur bei 150°C
|
Zugfestigkeits-Abschwächungsrate ≤25 %, Dimensionsänderungsrate ≤0,5 %.
|
Ventildeckel, Ansaugkrümmer
|
1000 Stunden
|
|
Wärmezyklustest
|
-40°C~150°C, 500 Zyklen
|
Keine Verformung, keine Risse, Beibehaltung der mechanischen Leistung ≥80 %.
|
Alle Arten von Motorraum-Spritzgussteilen
|
720 Stunden
|
|
Vibrationshaltbarkeitstest
|
10-2000Hz, Beschleunigung 20g, kontinuierliche Vibration
|
Keine Lockerung, kein Bruch, Verbindungszuverlässigkeit entspricht den Standards.
|
Kabelbaum-Befestigungsteile, Sensorhalterungen
|
240 Stunden
|
|
Motorölimmersionstest
|
Motoröl, eingeweicht bei 150°C
|
Zugfestigkeitserhaltungsrate ≥70 %, keine Schwellung.
|
Ölwanne, Ölfiltergehäuse
|
500 Stunden
|
Was sind die größten Qualitätsherausforderungen beim Kunststoffspritzguss von Automobil-Innenraumteilen?
Spritzgussteile für den Innenraum von Kraftfahrzeugen sind mit drei Hauptproblemen konfrontiert: übermäßige VOC-Emissionen, mangelnde Maßhaltigkeit und Oberflächenfehler. Diese stehen in direktem Zusammenhang mit der Luftqualität und der optischen Attraktivität im Fahrzeug.
Da sie eine bedeutende Gruppe von spritzgegossenen Kunststoffautoteilen darstellen, sind sie auch einer der Hauptgründe für Beschwerden bei der Kunststoffspritzgussproduktion von Automobilteilen.
VOC-Quellen in Innenteilen und VDA278-Prüfstandard
Restmonomere in Polymeren, Verarbeitungsverbindungen und der thermische Abbau des Harzes beim Spritzgießen sind die Hauptquellen für VOCs in Innenteilen. VDA 278 ist die wesentliche Prüfnorm, die auf der Thermodesorptionsanalyse basiert. Sie müssen bestätigen, dass der VOC-Gesamtgehalt 100 ppm beträgt.
Modifikationspfad und Auswirkungen geruchsarmer PP-Materialien
Die Modifizierung von geruchsarmem PP kann zur Einhaltung der VOC-Konformität eingesetzt werden: Die Wasserstoffmodifikation ersetzt den Abbau und führt zu 76,5 % weniger VOC. Bei einer Talkumfüllung von 20–30 % sinkt der VOC-Gehalt um mehr als 40 %, und 5 % Zeolith-Adsorptionsmittel können flüchtige Stoffe sehr effektiv einfangen und schließlich den Geruchspegel (VDA 270) 3,0 erreichen.
Prinzip des Stickstoff-unterstützten Verflüchtigungsprozesses und Implementierungseffekt
Die stickstoffunterstützte Verflüchtigung ist das wichtigste Kunststoffspritzgussverfahren für die Automobilindustrie zur Reduzierung von VOCs. Das Einbringen von 99,9 % reinem Stickstoff in das Fass entfernt die flüchtigen Stoffe und führt zusammen mit der Modifizierung zu einer zusätzlichen Reduzierung der VOCs um 30–50 %. Dies ist die beste Methode für die großen Innenteile.
Freiform-Oberflächenprüfung: Vergleich der Genauigkeit von KMG und ATOS
Traditionelle Punkt-für-Punkt-KMG-Messungen werden dank des ATOS-Blaulichtscans (Genauigkeit 0,02 mm, Einzelscan 0,2 Sekunden) immer noch übertroffen. Es erzeugt 3D-Punktwolken, die mit CAD verglichen werden können, und misst sogar DTS-Lücken genau. Es sollte auf jeden Fall die Methode der Wahl sein für gekrümmte Oberflächen der Klasse A von Innenverkleidungen.
Typische Mängel und Fehlerbehebungen für Innenteile
- Schweißnähte: Sie sind das Ergebnis der Divergenz und der anschließenden Verschmelzung der Schmelzströme. Eine Änderung der Angussposition und eine Erhöhung der Formtemperatur könnten Abhilfe schaffen. Für Vorhersagen steht eine Formflusssimulation zur Verfügung.
- Schrumpfspuren: Sie entstehen durch unregelmäßige Wandstärken und mangelnden Haltedruck. Die Wandstärke kann optimiert und der Haltedruck und die Haltezeit erhöht werden, um bessere Ergebnisse zu erzielen.
- Verzug: Er entsteht durch ungleichmäßige Abkühlung und Unterschiede in der molekularen Ausrichtung. Die Formflusssimulation kann zur Prognose und Verbesserung des Kühlsystems verwendet werden.
- Ungleichmäßiger Glanz: Er resultiert aus Temperaturschwankungen der Form und unzureichender Oberflächenbeschaffenheit. Eine strenge Temperaturregulierung und das Polieren der Form können dieses Problem beheben.
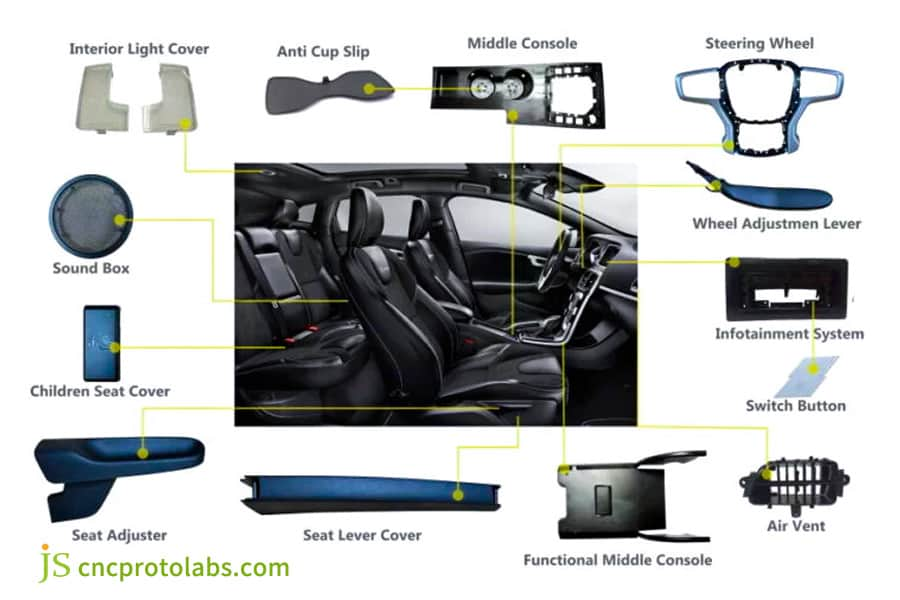
Abbildung 2: Eine Explosionszeichnung mit beschrifteten Kunststoffteilen im Fahrzeuginnenraum, etwa dem Lenkrad, der Mittelkonsole und den Lüftungsschlitzen.
Wie kontrollieren Kunststoffspritzgussunternehmen für die Automobilindustrie die Qualität und stellen die Einhaltung sicher?
Qualitätskontrolle ist das Herzstück des Kunststoffspritzgusses in der Automobilindustrie. Qualitätsstandards für Spritzgussteile in der Automobillieferkette werden auf drei verschiedenen Ebenen ausgedrückt: System, Prozess und Produkt.
Automobil-Kunststoffspritzgussunternehmen müssen die Automobil-Kunststoffspritzgussstandards, die sie umsetzen müssen, strikt befolgen.
Entfeuchtung und Taupunktkontrolle im CQI-23-Audit
CQI - 23 ist ein wesentliches Instrument für die Bewertung des Hügelsystems mit Taupunktkontrolle als eine der entscheidenden Aktivitäten der Toyota-Kernanalyse:
Nylon-Taupunkt -30 °C, PC und PPS -40 °C. Das Nichterreichen der Taupunktanforderungen kann zur Hydrolyse des Materials führen, zu einem Anstieg der VOCs führen und ein Grund für die Verschlechterung der mechanischen Eigenschaften sein.
PPAP Level 3-Dokumenteinreichungs-Checkliste und Prüfungsschwerpunkt
Level 3 von PPAP ist die Mindestvoraussetzung für den Start der Produktionslinie, die die Übergabe von 18 Kerndokumenten erfordert. Die Hauptaktivität besteht in der Überprüfung der Prozessfähigkeit Cpk 1.33, was die Aufzeichnung früherer Parameteränderungen erfordert.
Als Teil der Automobillieferkette ist der Zugang zur IATF 16949 eine grundlegende Voraussetzung. Der Spritzgussprozess soll sieben Bedingungen erfüllen, einschließlich APQP, PFMEA und PPAP, um die zuverlässige Qualität der Teile gewährleisten zu können.
SPC-Schlüsselparameter-Überwachungsanforderungen
Die Massenproduktion muss die Kernprozessparameter wie Schmelzetemperatur alle 2 Stunden (5 °C), Einspritzdruck in jeder Schicht (5 %), Haltedruck-Schaltposition in jeder Schicht (0,5 mm), Teilegewicht alle 2 Stunden (0,5 %) und kritisches Maß Cpk in jeder Schicht (1,33) im Auge behalten.
Vereinfacht ausgedrückt handelt es sich dabei um die Etablierung „standardisierter roter Betriebslinien“ in der Teileproduktion. Solange die Parameterwerte innerhalb der Grenzen bleiben, bleibt die Qualität jedes Spritzgussteils konstant und daher werden Chargenfehler vermieden.
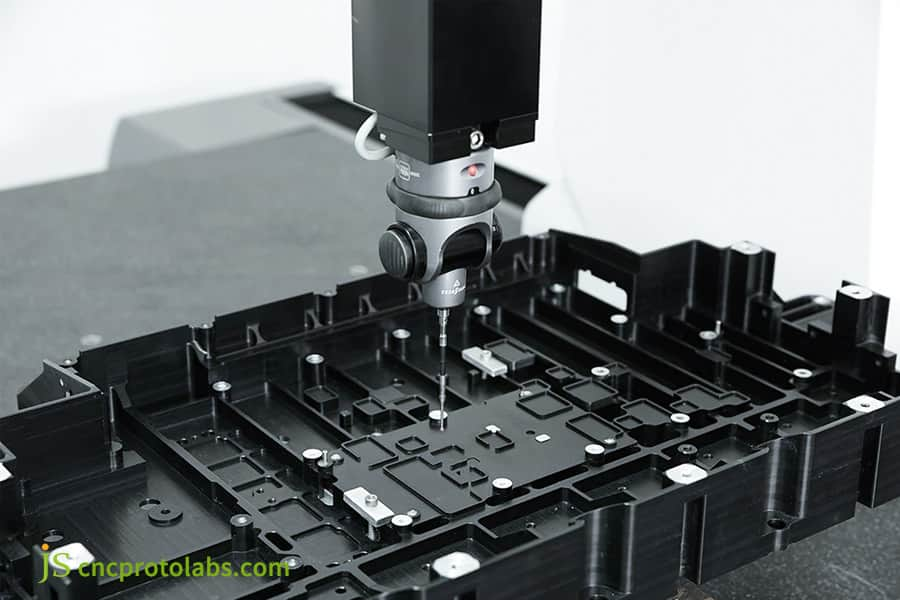
Figure 3: A Coordinate Measuring Machine (CMM) performing a precision inspection on a black automotive injection molded component in an industrial setting.
Why Is Mold Flow Analysis Essential For Plastic Injection Molding Automotive Projects?
Mold flow analysis is essentially "digital trial molding" for automotive plastic injection molding projects. It cuts down on trial molding expenses and shortens lead time, as it can prevent over 80% of possible defects by crossing them out beforehand through Moldflow software.
In other words, the whole molding process is filmed at the computer level, thereby doing away with mold opening and trial production. In this way, it is possible to locate potential problems beforehand and avoid the exorbitant costs and time wasted in remodeling.
Moldflow Warpage Prediction Accuracy and Verification Data
It is about 8%-12% for Moldflow warpage prediction error. For instance, predicting 2.3mm warpage on a dashboard while experimentally it's 2.5mm, it is feasible to reach the warpage limit of 1.0mm by fine-tuning holding pressure and cooling water channels.
The Impact of Gate and Cooling Water Channels on Shrinkage Uniformity
Gate location can determine how the polymers are aligned, on the other hand, cooling water channels are responsible for the cooling rate.
These two, via mold flow analysis, have to be installed in a way that the shrinkage rate difference between various parts is 0.1%, thereby avoiding part deformation.
Case Study: Mold Flow Analysis for Large Parts Bumper Grille
Using the Moldflow method, a 5-factor 5-level orthogonal test design was conducted on a commercial vehicle bumper grille. According to the results, the sequence of the warpage influence is:
Injection time > Melt temperature > Mold temperature > Cooling time >Holding pressure switching.
The best set of parameters are: melt temperature 240°C, mold temperature 60°C, injection time 6 seconds, and cooling time 16 seconds. These not only led to a 62% decrease in the warpage but also to a substantial shortening of the trial molding cycle.
|
Parameter Category
|
Specific Parameters
|
Acquisition Method
|
Importance
|
Impact Scope
|
|
Material Data
|
Melt density, viscosity, thermal conductivity
|
Moldflow database provided by material suppliers
|
Extremely High
|
Filling effect, warpage deformation
|
|
Mold Design
|
Gate position, cooling water channel layout, exhaust system
|
Mold design drawings
|
Extremely High
|
Weld line position, cooling uniformity
|
|
Process Parameters
|
Melt temperature, mold temperature, injection pressure, holding pressure curve
|
Past project experience + test optimization
|
High
|
Part accuracy, appearance quality
|
|
Product Structure
|
Wall thickness, rib layout, number of undercuts
|
Product 3D drawings
|
Extremely High
|
Filling difficulty, warpage risk
|
|
Other Parameters
|
Number of cavities, injection speed, cooling time
|
Mold design + process planning
|
Medium
|
Production efficiency, molding cycle
|
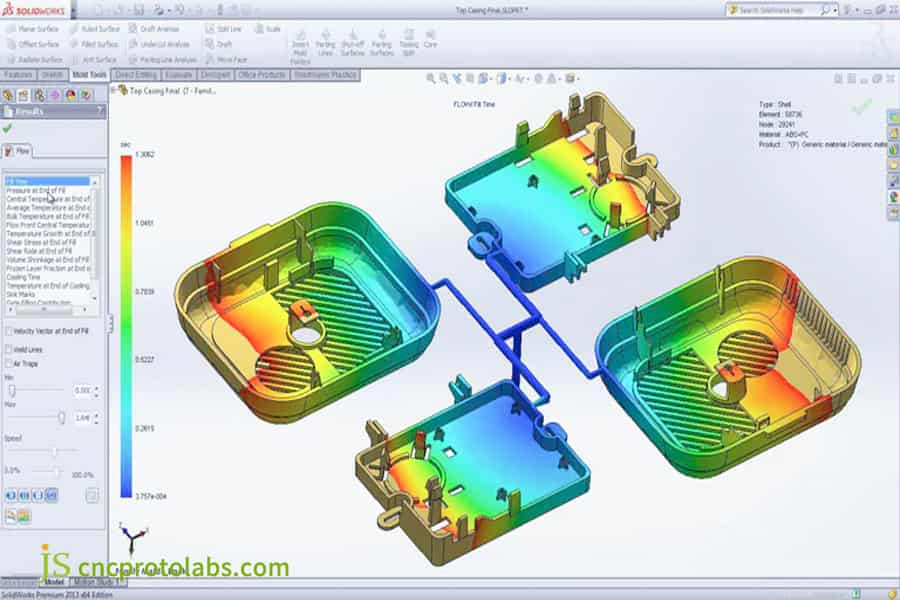
Figure 4: A software interface showing a color-coded mold flow analysis simulation for automotive plastic components.
How Can You Optimize Costs Without Sacrificing Quality In Plastic Injection Molding Automotive Projects?
Cost optimization is one of the most important aspects of plastic injection molding automotive projects. It involves making considered and targeted reductions in cost from the four main areas of design mold mass production, and supply chain, while still maintaining quality.
DFM Wall Thickness Optimization Minimizes Material Usage and Molding Cycle
DFM wall thickness optimization is the foundation for cost reduction in plastic injection molding automotive parts.
For example, reducing the wall thickness from 3.5mm to 2.8mm results in a 20% material saving while at the same time, the molding cycle can be shortened by 15%-20%. On the other hand changes such as removing the undercuts, can lead to a 10%-15% reduction in mold cost.
Hot Runner Systems Lead to Better Material Utilization and Higher ROI
Hot runner systems allow to increase the material utilization from a range of 60%-70% to more than 95%. If the annual production volume is 500,000 medium-sized injection molded parts, the ROI period is only 6-12 months. Further, it contributes to more even filling of the mold and defects are practically eliminated.
Pre-Mold Flow Analysis Minimizes Mold Modification Charges
Performing pre-mold flow analysis can eradicate over 80% of potential defects later on. Normally, 1 mold change costs from $5,000 to $15,000 and thus by decreasing the number of trial moldings from 3-5 to 1-2, you not only save $20,000-$50,000 but also reduce time by 4-8 weeks.
Summary of Cost Optimization Methods at Each Stage
|
Optimization Stage
|
Optimization Methods
|
Typical Savings Range
|
Quality Impact Evaluation
|
|
Product Design
|
DFM wall thickness optimization, structure simplification
|
15%-25%
|
No negative impact, improving molding stability.
|
|
Mold Design
|
Mold flow analysis in advance, gate/cooling optimization
|
20%-30%
|
|
|
Mold Manufacturing
|
Simplify mold structure, select suitable materials
|
10%-15%
|
Does not affect mold life and part accuracy.
|
|
Mass Production Stage
|
Hot runner application, process parameter optimization
|
15%-20%
|
Improve production efficiency and reduce defective loss.
|
|
Supply Chain
|
Material substitution, bulk purchase bargaining
|
5%-10%
|
Material performance must be strictly verified to ensure compliance.
|
If you want to optimize project costs while ensuring quality, please provide the part specifications and production volume, and we will calculate the cost optimization potential for plastic injection molding automotive parts for you free of charge.
What Key Indicators Should You Evaluate When Selecting Automotive Plastic Injection Molding Companies?
Selecting automotive plastic injection molding companies requires to check their quality system, technical capabilities, supply chain stability, and project experience. These factors are the main selection criteria for the plastic injection molding automotive industry and the fundamental requirements of the cooperation in this field.
IATF 16949 Certification Cycle and Surveillance Audit Requirements
IATF 16949 is a must-have selection criterion. The certification validity period may range from 6-12 months. Once certified, annual surveillance audits become mandatory along with the renewal audits every three years. The failure in passing the audit will impact the supply chain cooperation.
Injection Molding Equipment Tonnage Range and Part Compatibility
The formula for the calculation of clamping force is: Clamping force (tons) Projected area (cm) Cavity pressure (kg/cm) 1000. Cavity pressure is considered about 300-500 kg/cm.
We recommend that you only select suppliers with tonnage capabilities between 60 and 1600 tons.
Testing Capability Requirements
The trustworthy suppliers should have comprehensive testing capabilities: dimensional inspection (CMM, 0.005mm), freeform surface inspection (ATOS, 0.02mm), and material and environmental reliability testing. If a company owns their laboratory and testing facilities can decrease the testing cycle by more than 50%.
Supply Chain Stability Assessment Key Points
Supply chain stability needs to be assessed based on: long-term cooperation with original material manufacturers/authorized agents, a robust batch traceability system, and a secondary supplier management mechanism. On-time delivery rate for the past 12 months must be ≥98%.
The stability of the supply chain will be evaluated based on: continuous cooperation for a long time with original material manufacturers/authorized agents, having a strong batch traceability system, and the existence of a secondary supplier management mechanism. The on-time delivery rate for the last 12 months should be 98%.
JS Precision Case Study: Analysis And Solution Of Chemical Cracking Resistance Failure Of PPS Injection Parts
The following practical cases can help you intuitively understand how JS Precision addresses complex challenges in automotive plastic injection molding.
Client Background
One of the European Tier 1 suppliers who supply PPS + GF40 engine compartment coolant piping connectors to OEMs posted an annual volume of 800,000 pieces. Testing with the first batch of trial molds revealed that only 60% of the units which had passed the ESC test, and the project was facing the possibility of SOP postponements.
Problems
The sudden change in the wall thickness of the connector brought about the stress concentration. The ESC testing conditions were very rigorous (120°C, 1000 hours of coolant immersion, tensile strength retention 75%). The weld line lay at the stress concentration spot, so it was very susceptible to the cracks.
Actions Taken
Our technical team did not hesitate to take a step in the matter and addressed all the hitch by optimization from different directions:
1. Using Moldflow mold flow analysis, the gate position was re optimized from a single side gate to a symmetrical layout of double point gates, completely eliminating the problem of weld marks located in stress concentration areas.
2. Optimize the pressure holding curve, adjust from one pressure holding section to three pressure holding sections, ensure sufficient shrinkage of the thin-walled thick walled transition zone, and improve the density of the parts.
3. Raise the mold temperature from 130°C to 145°C to improve the melt flowability and weld bond strength.
4. Increase the R-angle transition in the stress concentration area to reduce the stress concentration factor. The fifth is to optimize the material drying process, reduce the moisture content to 0.03%, and avoid performance degradation caused by hydrolysis.
Final Results
Following the fine-tuning, the parts' tensile strength retention rate in the ESC test rose to 84%, weld line strength went up by 50%, the critical dimension Cpk grew to 1.48, the annual defect rate dropped to 0.3%, the project met its schedule completion (SOP), and the customer placed additional similar orders.
If you are also facing similar issues such as cracking or substandard performance in injection molded parts, you can submit 3D drawings of the parts and your requirements. We will customize an exclusive automotive plastic injection molding solution for you to help your project be successfully implemented.
FAQs
Q1: How long does the development process for automotive injection molded parts typically take?
Part development from T0 trial molding to SOP mass production will generally take around 12-20 weeks in total, including mold manufacturing, trial molding optimization, and PPAP submission. However, this schedule may vary depending on the complexity of the parts, and we are able to offer tailored cycle planning.
Q2: Should a supplier of automotive injection molding have an IATF 16949 certification?
Indeed, IATF 16949 is merely an entrance gate for getting into the automotive supply chain. It would be impossible to collaborate without certification. We have this certification at hand and fulfill your supply chain requirements immediately.
Q3: Which materials are mostly used for injection molded engine compartment parts?
PPS (HDT>260°C) and PA66+GF30 are the most favored, next would be PPA+GF and PBT+GF. Your part's working conditions and your cost budget will determine the final choice.
Q4: What are the major factors causing interior parts' VOC to surpass standards?
Residual monomers, processing byproducts, and thermal degradation during injection molding are cumulatively responsible for VOC emissions. To ensure quality, one must first select low-odor materials and then maintain nitrogen devolatilization through the injection process.
Q5: Which injection molding defects can Moldflow analysis detect?
Moldflow analysis is able to identify five primary defects, such as warping, weld lines, and sink marks. It can help avoid more than 80% of issues, apart from reducing trial molding costs.
Q6: How can I rapidly find out the reason for warpage deformation of injection molded parts?
Moldflow analysis can be used to determine the direction of deformation. If there is uneven cooling, the warpage will be symmetrical. On the other hand, the shrinkage due to orientation is along the direction of flow of the melt. So, it is possible to do a targeted optimization.
Q7: How long do automotive injection molds typically last?
The lifecycles of mass production molds are estimated to be between 500,000 and 1,000,000. cycles With the use of top-quality mold steel and following a proper maintenance schedule, it is possible to extend these lifetimes to over 2,000,000 cycles. We are also able to provide mold maintenance support.
Q8: What is the lowest number of automotive injection molded parts that I can order?
Normally 5,000-10,000 pieces/year. If you want less quantity, then rapid prototyping or CNC machining can be considered. We have several models of cooperation.
Summary
Automotive plastic injection molding is fundamentally a systems engineering endeavor. Each phase directly impacts the reliability and regulatory compliance of the components.
Selecting an appropriate partner might allow you to not only circumvent unnecessary routes but also to lower prices while enhancing productivity. JS Precision offers a one-stop solution to assist you in resolving various injection molding-related issues that have been causing you difficulties.
Contact the JS Precision technical team immediately to get a tailor-made material plan and cost evaluation for your projectby simply sending 3D drawings to the specified email address, you will be able to get a DFM report and quotation within 24 hours. Together, let's make your automotive injection molding project run smoothly.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

