
복잡한 언더컷 금형 설계는 여전히 사출 성형 엔지니어링에서 가장 어려운 영역으로 남아 있습니다. 실제로 각 언더컷 기능으로 인해 금형 비용이 15~40% 증가하고 리드 타임이 2~4주 연장됩니다. 반대로 DFM 검토 중에 발견된 가장 취약한 문제는 초기 단계의 CAD 개입 실패로 인한 것입니다.
JS Precision이 작성한 이 가이드는 자동차, 의료, 산업 분야의 실제 프로젝트 경험을 정리하고 언더컷 분류부터 솔루션 선택 및 DFM 검증까지 완전한 엔지니어링 방식을 제시합니다. 투자와 관련된 엔지니어링 결정 도구를 사용하려면 여기에서 계속 읽어보세요.
복잡한 언더컷 금형 설계의 핵심 매개변수에 대한 간략한 개요
<테이블 스타일="너비: 100%; 테두리 접기: 접기; 테두리 색상: #000000;" 테두리="1"> <머리>평가 차원
주요 데이터 및 결론
비용 영향 축소
단일 언더컷으로 인해 금형 비용이 $2,000-$15,000 추가되고, 15%-40% 증가
깊이 분류
계층 1(깊이-직경 비율 <0.25): 단순 측면 당기기.
계층 2(0.25-0.5): 리프터 또는 접이식 코어.
계층 3(>0.5): 나사 풀기 또는 다단계 배출
사이드 슬라이드 제한
깊이가 6mm 이하인 외부 언더컷에 효과적이며 그 이상은 리프터 또는 접이식 코어를 고려하세요.
접이식 코어 제한
접근할 수 없는 내부 구조에 적합한 내부 언더컷(깊이 20mm 이하)을 처리합니다.
나사 풀기 비용
실 나사 풀기 장치 비용 $2,000-$5,000
주요 결론
- 프로젝트의 DFM 단계에서 빠르게 발견하고 언더컷 부품 설계를 최대한 활용하면 금형 비용을 30%-50% 절감할 수 있습니다.
- 측면 슬라이더 깊이는 6mm를 초과할 수 없으며 코어 접힘 깊이는 20mm를 초과할 수 없습니다. 이 값을 초과하는 경우 특수 솔루션이 필요합니다.
- 스트로크 부족으로 인한 시험 금형 실패를 방지하려면 Travel=D1.5+3mm 등식을 사용하여 슬라이더 스트로크를 결정해야 합니다.
- 덜 수축되는 소재는 언더컷 기능에 가장 적합합니다(예: POM PBT). 재료가 많이 수축되면 구배 각도를 늘리고 해제력도 다시 계산해야 합니다.
언더컷 릴리즈 메커니즘 설계를 위해 JS Precision의 사출 금형 툴링 서비스를 신뢰하는 이유는 무엇입니까?
15년 이상 자동차 및 의료 부문의 사출 성형 작업을 수행한 우리 팀은 복잡한 언더컷 금형 설계 문제를 해결할 수 있는 실제 엔드 투 엔드 사출 금형 툴링 서비스에는 정확한 언더컷 분류, 볼륨에 따른 메커니즘 스트로크 계산, 조기 DFM 참여라는 세 가지 기능이 있어야 한다고 생각합니다.
수개월 간의 제조 공정 테스트 데이터를 조사한 결과, 언더컷 금형 시험 실패의 60% 이상이 부정확한 스트로크 계산 또는 잘못된 메커니즘 선택으로 인해 발생한다는 사실을 발견했습니다. 실제 업무 시간에 팀이 직면한 주요 문제였습니다.
<인용문>ISO 20457:2018, 플라스틱 제품, 사출 성형 부품의 공차 및 허용에는 정밀 사출 성형 부품의 선형 치수 공차가 치수 범위의 한계와 밀접하게 일치해야 하며 분할선 간섭 맞춤이 허용 매개변수에 포함되어야 함을 명확하게 명시하고 있습니다.
이를 준수하기 위해 우리는 모든 언더컷 금형 프로젝트에 등급 표준에 따른 깊이 대 직경 비율과 이동 계산 공식 = D×1.5 + 3mm를 적용했습니다.
한 자동차 센서 하우징 프로젝트에 따르면 고객의 이전 금형 시험은 측면 슬라이더 스트로크 부족(단 5mm, 실제 요구 사항은 9.75mm임)으로 인해 실패하여 $18,000의 손실과 6주간의 리드 타임이 발생했습니다. DFM 검토를 통해 우리는 스트로크를 10mm로 높이고 내부 언더컷을 6엽 접이식 코어로 변환하여 금형을 재설계했습니다. 첫 번째 시도에서 성공했으며 폐기율이 8.5%에서 0.3%로 감소했습니다.
언더컷 금형 설계의 위험을 평가하고 싶으십니까? 스트로크 계산, 메커니즘 선택 및 재료 일치를 다루는 언더컷 금형 설계 자체 체크리스트를 얻으려면 저희 엔지니어에게 문의하세요.
복잡한 언더컷 금형 설계란 무엇이며 이것이 금형 성공을 결정하는 이유는 무엇입니까?
복잡한 언더컷 금형 설계는 특정 기능이 금형 개방 방향을 통해 제품이 직접 제거되는 것을 방지하는 사출 성형의 일종의 과제입니다. 일반적으로 이러한 기능은 측면 구멍 스레드 스냅, 내부 홈 및 바브입니다. 이들의 존재는 금형이 손상 없이 제품을 배출할 가능성에 직접적인 영향을 미칩니다.
언더컷은 기계적 간섭을 의미합니다
<올>4가지 인기 있는 탈형 메커니즘 개요
<올>
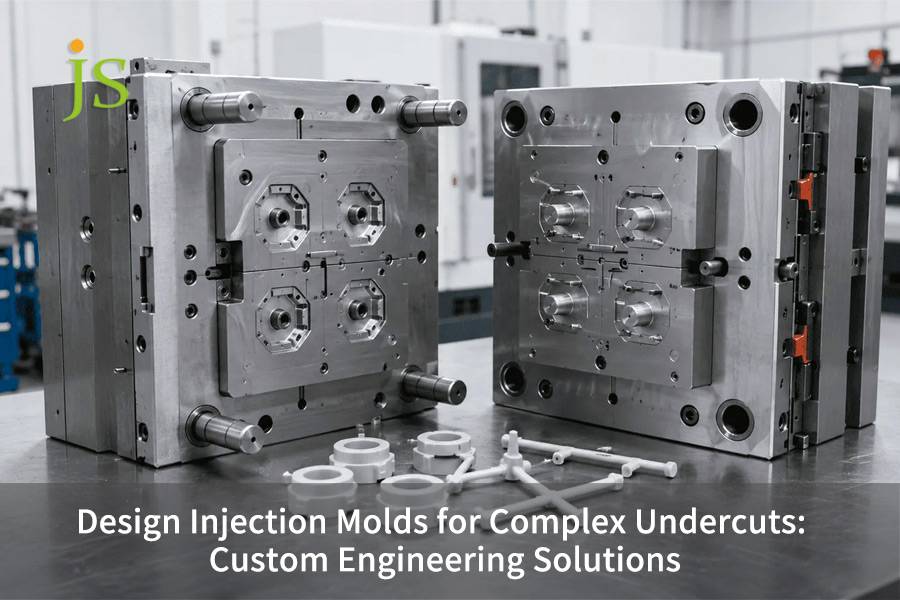
그림 1: 복잡한 측면 동작 슬라이드와 정밀 부품이 포함된 개방형 사출 금형
사이드 액션 슬라이드는 외부 언더컷 배출 문제를 어떻게 해결합니까?
사이드 액션 슬라이드는 금형의 외부 언더컷을 처리하기 위해 가장 자주 선택되는 방법입니다. 금형 측면에 고정된 슬라이딩 구성요소가 금형 개구부 가장자리에서 금형 개구부 방향에 직각으로 수평으로 인출되어 언더컷 모양이 제거됩니다. 깊이 6mm의 외부 언더컷을 처리하는 좋은 방법입니다.
사이드 액션 슬라이드 작동 원리
- 폐쇄 단계: 금형 폐쇄 중에 슬라이드가 각진 가이드 핀에 의해 금형 캐비티 위치로 향하여 언더컷 기능이 생성됩니다.
- 금형 개방 단계: 사출 성형이 완료되고 부품이 충분히 냉각되면 금형이 개방되기 시작합니다. 각진 가이드 핀으로 인해 슬라이더가 홈을 따라 수평으로 뒤로 이동하므로 이젝터 핀이 조각을 밀어내기 전에 언더컷이 노출됩니다.
- 스트로크 계산: 슬라이더 각 측면의 언더컷 깊이가 1mm마다 3mm의 안전 여유가 있습니다. 총 스트로크 이동량을 계산하기 위한 공식은 이동 = D×1.5 + 3mm입니다.
세 가지 주요 디자인 고려 사항:
- 공간 요구 사항: 언더컷은 슬라이더가 완전히 들어갈 수 있을 만큼 충분한 공간이 남아 있는 구성 요소의 외부 측면에 위치해야 합니다. 언더컷 사출 성형 옵션을 고려할 때 무엇보다도 금형 주변의 외부 공간을 식별해야 합니다.
- 구배 각도 설계: 부품 손상 없이 슬라이더가 부드럽게 후퇴될 수 있도록 슬라이더 이동 방향으로 부품의 모든 내부 표면에 구배 각도를 설계합니다. 복잡한 부품을 위한 공급 금형 측면 슬라이더 사출 툴링 설계는 드래프트 각도와 스트로크 일치 사이에서 균형을 이룹니다.
- 비용 영향: 모든 추가 측면 슬라이더 기능은 금형 비용에 15%-20%를 추가합니다. 기본적으로 외부 언더컷에 선호되는 옵션인 사이드 슬라이더 슬라이드는 정확한 스트로크 계산을 요구하며, 충분히 근접한 추정은 시험 성형 실패로 이어집니다.
스트로크 계산 템플릿과 권장 구배 각도 값이 포함된 사이드 액션 슬라이드 디자인 매개변수 테이블을 다운로드하여 디자인을 빠르게 확인할 수 있습니다.

그림 2: 원통형 공동과 정밀 로드가 있는 스테인리스 스틸 금형 구성요소.
앵글 리프터와 사이드 액션 슬라이드의 핵심 차이점은 무엇입니까?
앵글 리프터와 사이드 슬라이더 슬라이드를 구별하는 것은 그들이 들어가는 방향입니다. 금형이 열리고 이젝터 플레이트가 전진하면 앵글 리프터는 위아래로 움직일 뿐만 아니라 기울어지기도 합니다. 이것이 바로 언더컷이 안쪽에서 바깥쪽으로 풀릴 수 있는 이유입니다. 이것이 바로 내부 언더컷(예: 내부 벽 스냅, 내부 돌출부)에 각진 리프터가 사용되는 반면 외부 언더컷에는 측면 슬라이더 슬라이드가 사용되는 이유입니다.
앵글 리프터의 작동 및 단점
<올>사이드 액션 슬라이드와 앵글 리프터 비교표
<테이블 스타일="너비: 100%; 테두리 접기: 접기; 테두리 색상: #000000; 높이: 521.984px;" 테두리="1"> <머리>비교 차원
사이드 액션 슬라이드
앵글 리프터
해당 직위
외부 언더컷
내부 언더컷
모션 방향
금형 개구부에 수평, 수직
수직 + 각도 모션 결합
운전 방법
앵글 핀/유압 실린더
이젝터 플레이트의 기계적 움직임
깊이 제한
6mm 이하
6mm 이하(이 이상은 접이식 코어 사용)
각도 제한
10°-25° 각도 핀 각도
5°-15° 리프터 각도
비용 영향
슬라이드당 +15%-20%
리프터당 +10%-15%
DFM 금형 툴링 서비스에서는 선택 시 구배 각도가 5° 이상인지 확인해야 합니다. 그렇지 않으면 금형 메커니즘의 긁힘, 걸림, 조기 마모가 발생할 수 있습니다.
접이식 코어는 6mm보다 깊은 내부 언더컷을 어떻게 처리합니까?
배출 중에 안쪽으로 방사형으로 수축하는 접이식 코어는 내부 언더컷을 해제하고 최대 20mm 깊이의 언더컷을 처리합니다. 측면 접근이 불가능하고 언더컷 깊이가 6mm를 초과하는 경우 일반적으로 접이식 코어가 선택되는 솔루션입니다.
접이식 핵심 작동 원리
- 성형 단계:
접이식 코어는 움직일 수 있고 중앙 원추형 맨드릴 주위에 맞춰진 세그먼트가 있는 꽃잎 코어로 구성됩니다. 사출 성형 공정에서는 맨드릴의 지지를 받아 꽃잎이 함께 코어의 완전한 원통형 또는 불규칙한 모양을 만들고 내부 언더컷 특징을 형성합니다.
- 퇴출 단계:
처음에는 중앙 맨드릴이 반대 방향으로 당겨집니다. 스프링의 힘이나 기계에 의해 꽃잎이 안쪽으로 수축되는 경우. 반경 방향으로 축소된 코어의 외경은 언더컷의 내경보다 작습니다. 즉, 부품을 원활하게 제거할 수 있습니다.
- 핵심 기술 매개변수:
일반적인 세그먼트 수는 4~12개입니다. 꽃잎이 더 많으면 수축이 더 커지지만 구조도 더 복잡해집니다. 복잡한 언더컷 금형 설계에서는 이러한 요소 사이의 균형을 유지해야 합니다.
접이식 코어 설계 고려 사항:
- 수축 스트로크: 언더컷 깊이보다 커야 합니다.
- 적용 가능한 직경: 일반적으로 접이식 코어는 직경이 90mm 미만인 파이프 피팅에 적합하며 직경이 더 크면 특별한 디자인이 필요합니다.
- 소재 선택: 치수가 변하지 않도록 POM, PBT 등 저수축 소재를 사용해야 합니다. 접이식 코어 솔루션의 사출 금형 설계 최적화는 수축 정도에 따른 플랩 수를 고려해야 합니다.
- 유지관리 비용: 플랩 교체 또는 정기적인 표면 재연마로 인해 접이식 코어의 유지관리 비용은 일반적으로 측면 슬라이딩 코어보다 30%-50% 더 높습니다.
요약하자면 깊은 내부 언더컷 작업을 원하는 경우 접이식 코어가 유일하게 실행 가능한 솔루션이지만 더 많은 유지 관리 투자 비용이 발생합니다.
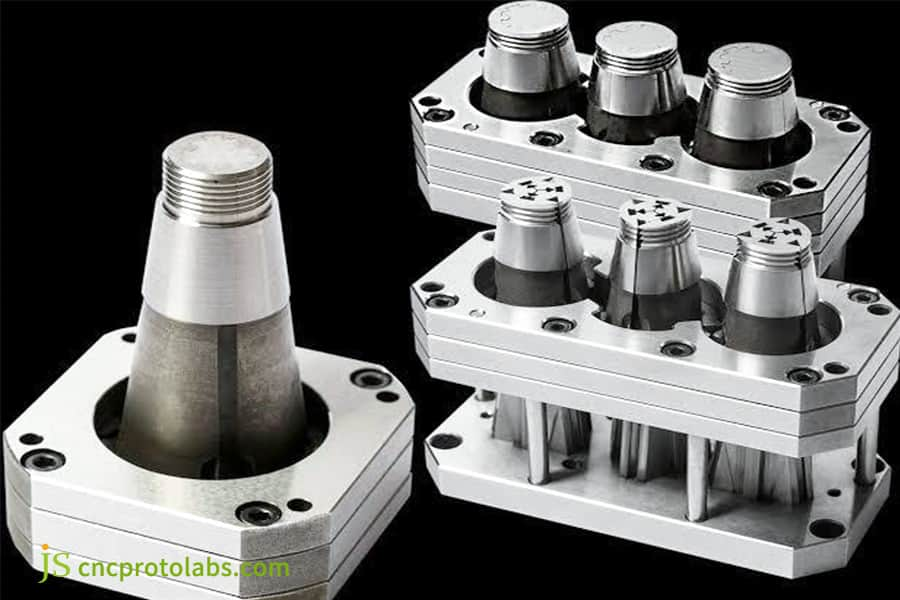
그림 3: 내부 언더컷 성형 애플리케이션을 위한 접이식 금속 코어.
금형 풀기의 설계 원리와 비용 요소는 무엇입니까?
나사 풀기 금형은 금형이 열릴 때 사출 성형기의 동작을 코어의 정확한 회전 동작으로 변환하여 자동으로 나사산을 제거할 수 있도록 합니다. 실 나사 풀기 장치의 일반적인 비용은 $2,000 ~ $5,000이며 이는 실제로 네 가지 대안 중 가장 높지만 동시에 스레드 품질 면에서 가장 신뢰할 수 있는 장치입니다.
금형 풀기 작동원리
<올>세 가지 주요 디자인 과제
<올>얕은 작은 부품의 외부 나사산의 경우 복잡한 금형 툴링 솔루션에서 때때로 수동 강제 해제 방법을 사용하여 전용 나사 풀기 메커니즘이 필요하지 않게 됩니다.
언더컷 깊이 대 직경 비율에 따라 올바른 배출 메커니즘을 선택하는 방법은 무엇입니까?
사출 성형 설계자들에 따르면 언더컷은 형상의 깊이 대 직경 비율에 따라 세 가지 수준으로 나눌 수 있습니다. Tier 1(<0.25)은 간단한 측면 당김 또는 각진 가이드 핀의 사용을 나타냅니다. Tier 2(0.25-0.5)에는 각진 이젝터 또는 접이식 코어가 필요합니다. Tier 3(>0.5)에는 나사 고정 또는 나사 풀기 메커니즘 또는 다단계 배출 시스템이 필요합니다.
언더컷의 3단계 분류 기준
<인용문>ISO 294-3:2020에서는 접합선 영역의 공정 조건과 게이트에서 접합선까지의 거리를 시편 준비를 위한 제어된 매개변수로 지정해야 합니다. 그렇지 않으면 인장 강도 데이터를 비교할 수 없습니다.
이 표준을 충족하기 위해 첫 번째 단계에서 경험을 잊고 먼저 깊이 대 직경 비율 계산을 사용하여 각 언더컷 프로젝트에 대한 선택을 결정합니다.
<테이블 스타일="테두리 축소: 축소; 너비: 100%; 테두리 너비: 1px; 테두리 색상: #000000; 높이: 167.078px;" border="1">선발결정 5단계 방법
<올>복잡한 부품을 위한 사출 성형 도구에 대한 선택 결정은 항상 경험보다는 데이터를 바탕으로 이루어져야 합니다.
언더컷이 어느 수준에 속하는지 확실하지 않습니까? 언더컷 분류 및 선택 결정표를 다운로드하고 깊이와 직경을 입력하면 자동으로 권장 메커니즘과 일치합니다.
재료 선택이 언더컷 배출 설계에 어떤 영향을 미치나요?
재료 수축률은 주로 언더컷 탈형 시 부품과 코어 사이의 실제 간격을 결정하며, 탈형력에 영향을 미치고 탈형 메커니즘을 간접적으로 선택합니다. 언더컷 기능 설계에는 POM(수축률 1.5%-2.5%), PBT(1.5%-2.5%)와 같은 저수축 소재를 선택합니다.
수축률이 탈형력에 미치는 영향
- 수축률의 차이: 다른 수지 간 수축률의 최대 차이는 5배입니다. 저수축 POM(1.5%-2.5%) 대 고수축 PP(1.5%-3.0%), PA(0.5%-2.5%). 사출 성형 툴링 서비스는 수축률에 따라 설계 매개변수를 변경해야 합니다.
- 조임력: 수축률이 높을수록 냉각 후 코어에 대한 부분 조임력이 커지고 이형 저항도 높아집니다.
일반적인 엔지니어링 플라스틱 수축률 및 구배 각도 권장 사항
<테이블 스타일="너비: 100%; 테두리 접기: 접기; 테두리 색상: #000000; 높이: 430.795px;" 테두리="1"> <머리>재료
수축률
권장 구배 각도(외부)
권장 구배 각도(내부/언더컷)
POM
1.5%-2.5%
1°-2°
2°~3°
PBT
1.5%-2.5%
1°-2°
2°~3°
PA66
0.5%-2.5%
1°-3°
3°-5°
PP
1.5%-3.0%
2°~3°
3°~5°
PA66-GF30
0.2%-0.7%(이방성)
2°~4°
4°~6°
맞춤형 사출 금형 설계 서비스는 유리 섬유 충전 재료의 상당한 수축률 이방성을 다루므로 이러한 요소는 매우 신중하게 처리되어야 합니다. 언더컷 탈형을 사용하는 경우 탈형력에 대한 섬유 배향의 영향에 특히 주의해야 합니다.

그림 4: 파이프와 기어를 포함한 다양한 플라스틱 및 금속 부품.
JS Precision은 금형 제작 전 DFM 분석을 통해 언더컷 위험을 어떻게 제거합니까?
JS Precision의 DFM 금형 툴링 서비스는 4단계 언더컷 검사 절차를 통해 금형 제조 전에 언더컷 위험을 찾아 제거합니다. DFM 검토에서 발생하는 언더컷 문제의 60% 이상은 CAD 설계가 초기에 개입되었더라면 예방할 수 있었을 것입니다.
DFM 4단계 확인 절차
- 분할선 및 배출 방향 결정: 3D CAD 모델에서는 부품의 분할선 위치와 배출 방향을 정확하게 정의해야 합니다. 이는 모든 잠재적인 언더컷을 결정하는 데 참조로 사용됩니다.
- 구배 각도 검사: 외벽의 경우 최소 구배 각도 2°, 내부 벽 및 언더컷이 있는 형상의 경우 최소 구배 각도 3°입니다. 질감이 있는 표면의 경우 질감 깊이 0.025mm당 구배 각도를 1°~2° 추가합니다.
- 한 번에 한 표면씩 언더컷 영역 검토: DFM 소프트웨어에서 식별된 각 언더컷 표면은 엔지니어에게 세 가지 가능성을 생각하게 합니다. 구배 각도를 더 크게 만들어 언더컷을 없앨 수 있을까요? 파팅라인을 변경하여 제거할 수 있나요? 정말 필요한 기능인가요?
- 나머지 언더컷에 대한 메커니즘 선택: 위의 처음 세 가지 방법으로 언더컷을 삭제할 수 있는 경우 메커니즘 유형과 개수를 자세히 계획하고 이러한 메커니즘을 금형 비용 추정에 포함하세요. 이것이 가능하지 않다면 다른 언더컷을 진행하세요.
숫자로 표현된 DFM 가치
금형 생산 후 재작업 가능성을 줄이고 위험을 크게 감소시키는 Moldflow 충전 시뮬레이션을 통해 사출 금형 설계 최적화가 가능하여 위험이 60% 이상 감소합니다. 초기 설계 단계에서 DFM을 개입하면 금형 비용을 30%에서 최대 50%까지 절감할 수 있습니다.
JS Precision은 자동차 센서 하우징의 복잡한 언더컷 금형 문제를 어떻게 해결했나요?
고객의 어려움
이전에 고객은 다른 사출 성형 회사에 이 제품 제작을 주문했지만 초기 시험 성형에 실패했습니다. 외부 슬라이더의 이동이 충분하지 않아 부품이 금형 내에 들러붙어 꺼낼 수 없게 되었습니다. 강제 배출 후 부품의 측벽이 찢어졌습니다. 금형 비용으로 18,000달러를 잃은 것 외에도 고객은 업데이트된 3D 도면을 가지고 JS Precision에 문의하기까지 6주간의 리드 타임도 잃었습니다.
JS 정밀 솔루션
- DFM 평가
두 가지 주요 결함이 발견되었습니다. 외부 측면 구멍의 언더컷 깊이는 4.5mm인 반면 원래 금형의 슬라이드 이동은 5mm에 불과했습니다. Travel = D×1.5 + 3mm 방정식을 기반으로 필요한 이동은 9:75mm이고 내부 홈의 언더컷 깊이-직경 비율은 0:42(Tier 2)였으며 원래 설계에서는 접이식 코어가 아닌 기울어진 이젝터를 잘못 사용했습니다.
- 디자인 변경
5mm의 외부 슬라이드 이동 거리가 10mm로 수정되었습니다(안전 여유도 0.25mm 추가됨). 이에 맞춰 슬라이드 가이드 홈의 길이가 연장되었습니다. 내부 경사 이젝터 대신 6엽 접이식 코어가 선택되어 중앙 맨드릴이 12MM 이동하고 8MM의 언더컷 부분이 문제 없이 분리될 수 있습니다.
- Moldflow 검증
언더컷 영역에서 PA66-GF30 소재의 수축률이 0.5%~0.7%인 것으로 나타났습니다. 이는붕괴 코어 수축 스트로크 설계 값에 충분한 여유가 있음을 의미합니다.
- Steel and Heat Treatment
The Slider and the core flaps of collapsible cores are made of H13 tool steel and quenched into 48 - 50 HRC,the mold life is at least 500,000 cycles.
- Trial Molding And Optimization
The first trial molding turned out quite satisfyingly except for a small delay in the return motion of the collapsible core flaps. This issue was altogether eliminated when a spring return of flaps was changed from a single spring to two springs parallel.
Lessons Learned from Failure:
- The slider stroke calculation must be based precisely on a formula: D x1.5 + 3 mm, any kind of guesswork will cause trial molding to fail.
- Undercut grading shall be based not on a guess (the years of a person) but on a mathematical calculation of depth-to-diameter ratio.
- The direction of glass fibers in PA66-GF30 has great influence on the wearing out of the collapsible core flaps. After 500 trial-molding cycles, very slight traces of wearing were found on the surface of valve segments. The surface of the valve segment was coated with DLC (diamond-like carbon) and that solved the problem.
Final Result
The total mold cost amounted to $42000 (including two undercut mechanisms). The time needed to deliver the mold was 8 weeks. The trial molding was done right on the first attempt and so far, the mold has been running trouble-free in the customer's factory for over 300,000 cycles, thereby cutting down the scrap rate from 8.5% of the original solution to only 0.3%.
The key to successfully implementing complex mold tooling solutions is not so much a miracle-like problem solving but setting up repeatable engineering ways.
Your undercut mold project may also have similar room for optimization. Upload your 3D drawings (STEP/IGS) and receive a free DFM assessment report within 48 hours, including undercut identification, cost estimation, and mechanism recommendations.
Why Choose JS Precision as Your Complex Undercut Mold Design Partner?
By picking JS Precision you will get a team of engineers who are the masters of injection mold. We do not use our experience to make guesses, what matters here is the technical background of the undercut design mold. Through DFM analysis, Moldflow simulation as well as precise engineering calculations, we deliver proven and complex undercut mold design solutions.
Core Competencies
- Engineering Capabilities:
Our team applies a three-level classification system for depth-to-diameter ratio to guide the component selection process. Slider stroke calculation = D×1.5 + 3 mm. Moldflow shrinkage simulation is employed to ensure shrinkage is within limits of the undercut. Tool steel heat treatment is controlled to 1 HRC precision level.
- Service Process:
We deliver free DFM analysis reports, itemized undercut mechanism cost pricing transparently. And our client engineers are fully integrated with our mold design engineers.
- Quality Assurance:
500+ trial moldings verification runs are performed before shipment and we accompany these with the complete trial molding report plus release video clip. Also our mold's service life is guaranteed at least 500,000-1,000,000 cycles.
FAQs
Q1: When can undercuts be completely avoided without special mechanisms?
By shifting the parting line, undercuts can be released from molds as natural demoldable surfaces without having to add extra demolding devices. In some cases of non-functional undercut features, deletion through direct design is also an effective optimizing method which we recommend in our DFM review as one of the low-cost priority changes to carry out.
Q2: Are side-action slides and angled lifters interchangeable features in a mold?
The combination of side-action slides and angled lifters in a mold is quite possible. After mold opening and retraction, side-action slides release the outside undercuts. Meanwhile, angled lifters free the inside undercuts during the ejection phase. We will double-check their operation sequence in the motion simulation to prevent any possibility of mechanism interference.
Q3: Are undercut features more than 6 mm deep definitely side-action slide infeasible?
It is a common practice not to consider side-action slides when designing undercuts deeper than 6 mm. The forced closing would distort the angled guide pins and create demolding resistance. Even with larger components that can be used and increase cost and failure rates, this is still the best alternative than using side-action slides for such features. More dependable and safe is the use of collapsible cores and angled lifters together.
Q4: Maintenance cost-wise, how much of an increase of the collapsible core is over side-action slide?
The collapsible core maintenance cost is about 30%-50% higher if compared to side-action slides. The complicated multi-lobed precision components are highly sensitive to mechanical stress and their performance degrades rapidly resulting in the need for frequent parts repairs, replacement and, of course, grinding. We achieve longer service life through use of high-quality steel and proper heat treatment.
Q5: What are the undercut mold design restrictions caused by materials with glass-fill (e.g. PA66 - GF30)?
Materials that are glass fiber filled are known to result in very different shrinkages along the flow and cross-flow directions. These anisotropes cause a great stress variance to develop on undercut regions after demolding. We use Moldflow simulation analysis of the orientation and distribution of the glass fibers to precisely optimize the mold structure of the undercut and demolding parameters in particular of the undercut zone.
Q6: What is the content and scope of JS Precision's DFM mold tooling service, precisely?
The scope and content of our DFM mold tooling service involve parting line layout, standard draft angle analysis, undercut level review, cost assessment of the mold's mechanical part, and mold flow simulation verification. We go through design mistakes, find out the design issues, and make a professionally written report for our customers in an amazing time within just 3, 5 days from receiving the job.
Q7: Which industries has JS Precision delivered complicated undercut mold projects to successfully?
We have many experience working in automotive medical industrial equipment and consumer electronics industries, we have finished hundreds of sophisticated undercut mold projects, following all the standardized procedures from the DFM design stage until simulation verification and trial mass production stage so we always guarantee the highest level of mold quality and stability right down the line.
Q8: How can I get a quote on a undercut mold tooling from JS Precision?
Get an exact quote by sending us STEP and IGS format 3D models as well as 2D engineering drawings that contain material and annual demand information. We send a detailed DFM report to you that lists the undercut mechanism costs and gives fully open pricing without any covert fees within 5 business days.
Summary
A major factor in making decisions about complex undercut mold design is engineering data, not experience or intuition. Side sliders are recommended for external undercuts up to 6 mm, and collapsible cores for internal ones up to 20 mm. The cost of a thread release mechanism is about 2,000 to 5,000, and early intervention through DFM could save up to 30%-50% of mold costs. Ratio grading standards for depth over diameter, slider stroke calculation formula (Travel = D×1.5 + 3 mm), as well as demolding force impacted by material shrinkage altogether build up a decision-making system that is based on figures and facts for deciding which undercut mold you need.
Upload your part details to JS Precision, and you will get a gratis DFM analysis. JS Precision pinpoints, quantifies, and suggests solutions for each undercut feature before mold production, your next complex undercut mold project is guaranteed to succeed right from the drafting phase.

Disclaimer
The contents of this page are for informational purposes only. For JS Precision Services, there are no representations or warranties, express or implied, as to the accuracy, completeness, or validity of the information. It is the buyer's responsibility to identify specific technical requirements and request a formal parts quotation. Please contact us for more information.
JS Precision Team
ustom manufacturing solutions. With over 15 years of experience serving more than 1,000 customers, we specialize in high-precision CNC machining, sheet metal fabrication, 3D printing, injection molding, and metal stamping. Having successfully delivered over 300,000 precision parts, we maintain a 99.2% on-time delivery rate across all custom projects.
Our facility is equipped with over 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We deliver fast, efficient, and high-quality manufacturing solutions to B2B clients across 150 countries. Whether you require low-volume prototyping or large-scale customization, we support your project with lead times as short as 24 hours. Choose JS Precision for unparalleled efficiency, quality, and professionalism.
To learn more or submit your RFQ, visit our website: www.cncprotolabs.com
Resource

