
Stampaggio con inserti in metallo è una delle principali tecniche che possono essere utilizzate per raggiungere l’obiettivo di riduzione del peso. Tuttavia, la differenza nei coefficienti di dilatazione termica tra metallo e plastica porta a fessurazioni o rotture complete, che rappresentano oltre il 60% dei prodotti scartati.
Secondo le informazioni, la forza di adesione diminuisce drasticamente anche in caso di lieve contaminazione delle impronte digitali e questi invisibili difetti di processo si trasformano in enormi oneri finanziari per i produttori.
Evidenziando gli insegnamenti di JS Precision, questo articolo spiega i fattori tecnici fondamentali dello stampaggio con inserti in modo da poter non solo risolvere il problema dei guasti di incollaggio, ma anche prevenirne in primo luogo il verificarsi.
Riepilogo delle risposte principali
| Dimensioni fondamentali | Descrizione sommaria |
| Principali cause di fallimento | Discrepanza nei coefficienti di dilatazione termica, inerzia chimica, contaminazione superficiale (le impronte digitali possono ridurre la resistenza di oltre il 50%). |
| Soluzione di pretrattamento | Combinazione di sabbiatura (Sa 2,5-4,0 μm) + mordenzatura chimica, miglioramento dell'adesione 90-100 volte. |
| Controllo del processo | Inserire il preriscaldamento 85-120 ℃, temperatura dello stampo ≥120℃, tempo di riempimento 1,57 secondi. |
| Selezione dei materiali | Inserti in ottone: elevata conduttività termica, facilmente lavorabili, il disegno zigrinato aumenta la resistenza allo strappo di 3 volte. |
| Diagnosi dei difetti | I vuoti di interfaccia devono essere limitati; il tempo di conservazione dopo il pretrattamento non deve superare le 18 ore . |
| Servizio di supporto | JS Precision offre produzione combinata di inserti e stampaggio a iniezione, analisi DFM online |
Perché fidarsi di questa guida? L'esperienza di JS Precision nello stampaggio di inserti metallici
La scelta di una guida affidabile è il primo passo per affrontare i problemi di adesione dello stampaggio di inserti metallici e l'esperienza professionale di JS Precision è il pilastro principale di questa guida.
Ci dedichiamo con tutto il cuore al campo dello stampaggio con inserti da numerosi anni, eseguendo più di 2000 progetti di stampaggio con inserti metallici.
I nostri servizi si estendono a molteplici settori, tra cui l'elettronica automobilistica, l'elettronica di consumo e i dispositivi medici, assistendo centinaia di clienti nella risoluzione di problemi fondamentali come difetti di adesione e tassi elevati di difetti.
Le nostre soluzioni di processo si basano tutte su dati di produzione di massa di prima mano. Ad esempio, un cliente di elettronica automobilistica ha riscontrato un rendimento del test di tenuta pari solo all'85% a causa dei vuoti di interfaccia negli inserti in ottone.
JS Precision ha aumentato la resa al 99,5% regolando con precisione i parametri di preriscaldamento dell'inserto e la temperatura dello stampo, ottenendo così la produzione di oltre 500.000 prodotti privi di difetti.
D'altro canto, un cliente di elettronica di consumo ha dovuto affrontare una diminuzione del 55% della forza di adesione a causa della contaminazione delle impronte digitali. Con l'aiuto di procedure operative standardizzate e soluzioni di pretrattamento, siamo stati in grado di riportare la forza di adesione a livelli normali , riducendo così i costi di scarto di oltre il 30%.
Ogni parametro di processo e soluzione menzionati in questo articolo aderisce ai requisiti di Norme ISO 10993-1 , garantendo così l'affidabilità e la praticabilità della tecnologia.
Disponiamo di un team di ingegneri esperti in grado di offrire soluzioni di stampaggio con inserti su misura per varie combinazioni di materiali e diverse esigenze di prodotto. Dalla progettazione dell'inserto e dal pretrattamento allo stampaggio a iniezione, l'intero processo è controllabile e tracciabile, eliminando completamente le preoccupazioni dei clienti di fascia alta in merito a qualità ed efficienza.
Se sei preoccupato da problemi di mancata adesione nello stampaggio di inserti metallici, contatta gli ingegneri JS Precision per una consulenza individuale gratuita per individuare rapidamente la causa principale del problema.
Che cos'è lo stampaggio con inserti metallici e come crea prodotti di valore superiore?
Molti produttori non hanno familiarità con lo stampaggio di inserti metallici a livello profondo. In poche parole, significa mettere una parte metallica già pronta in uno stampo e quindi utilizzare la plastica per ricoprirla attraverso lo stampaggio a iniezione per creare un componente composito che non può essere separato. L'idea principale è combinare i vantaggi del metallo e della plastica.
Questo processo è ampiamente utilizzato in molteplici campi, come ad esempio inserti in ottone per stampaggio ad iniezione di sensori automobilistici, che bilancia resistenza e leggerezza. Le interfacce metalliche dell'elettronica di consumo ne migliorano la durata.
Rispetto ai processi di assemblaggio tradizionali, riduce il numero di parti, abbassa i costi e migliora la stabilità. Ecco le differenze fondamentali:
| Dimensioni di confronto | Stampaggio con inserti in metallo | Processo di assemblaggio tradizionale | Vantaggi | Scenari applicabili |
| Numero di parti | 1-2 parti composite | 3 o più parti indipendenti | Riduce le fasi di assemblaggio, riduce il tasso di errore | Componenti elettronici di precisione |
| Forza del legame | Alto (fino a 500 N o più) | Basso (facile da staccare) | Migliora la durabilità del prodotto, riduce il tasso di scarto | Componenti portanti automobilistici |
| Efficienza produttiva | Alto (stampaggio integrato) | Basso (assemblaggio multiprocesso) | Accorcia il ciclo produttivo, riduce il costo della manodopera | Scenari di produzione di massa |
| Effetto alleggerimento | Significativo (utilizzo ridotto di metalli) | Moderato (più parti metalliche) | Si allinea con le tendenze del design leggero | Componenti per veicoli a nuova energia |

Figura 1: Una vista in sezione trasversale che illustra una parte in plastica e un inserto metallico in ottone zigrinato chiaramente etichettati, che mostra come i componenti si combinano nello stampaggio di inserti metallici.
Perché l'adesione non riesce nello stampaggio a iniezione di plastica con inserti metallici?
Quando i clienti eseguono lo stampaggio a iniezione di plastica con inserti metallici, la mancata adesione è uno dei principali problemi che devono affrontare. Il fallimento dell’adesione deriva principalmente da tre principali meccanismi fisico-chimici. Quindi, è molto importante comprendere questi meccanismi per risolvere efficacemente il problema.
Disadattamento fisico: fessurazione da stress interno dovuta a differenze nei coefficienti di dilatazione termica
A causa delle grandi differenze nei coefficienti di dilatazione termica di metalli e plastica (di 5-10 volte), la plastica si restringe maggiormente durante il raffreddamento, generando così uno stress di taglio all'interfaccia tra metallo e plastica. Se lo stress è superiore alla forza di adesione si verificheranno microfessure o distacchi.
Inerzia chimica: le differenze di energia superficiale ostacolano i legami a livello molecolare
I metalli sono caratterizzati da un'energia superficiale molto elevata, mentre tecnopolimeri nel caso del polipropilene sono caratterizzati da un'energia superficiale molto bassa. In assenza di legame chimico, le forze di van der Waals da sole non sono abbastanza forti da sopportare i carichi strutturali, quindi la forza adesiva sarà quasi trascurabile.
Contaminazione superficiale: il killer invisibile delle pellicole per impronte digitali
Oli e sali presenti nelle impronte digitali possono formare una pellicola oleosa sulle superfici metalliche, impedendo alla plastica di entrare in contatto con il metallo. Anche se la quantità di contaminazione è piuttosto ridotta, può portare a una riduzione della forza di adesione di oltre il 50% . Ciò significa che bisogna seguire rigorosamente le procedure di incollaggio.
Abbiamo compilato dati sull'impatto per diverse cause di guasto per aiutarti a identificare rapidamente i tuoi problemi:
| Causa principale del guasto | Livello di impatto | Percentuale di riduzione della forza del legame | Difetti comuni del prodotto | Scenari ad alta incidenza |
| Differenza nel coefficiente di dilatazione termica | Estremamente alto | 30%-60% | Microfessure, distacco | Prodotti per ambienti ad alta temperatura |
| Inerzia chimica | Medio alto | 20%-40% | Legame debole | Combinazioni di materiali plastici e metalli per l'ingegneria |
| Contaminazione superficiale (impronte digitali) | Alto | Oltre il 50% | Vuoti di interfaccia, debonding | Scenari di funzionamento manuale |
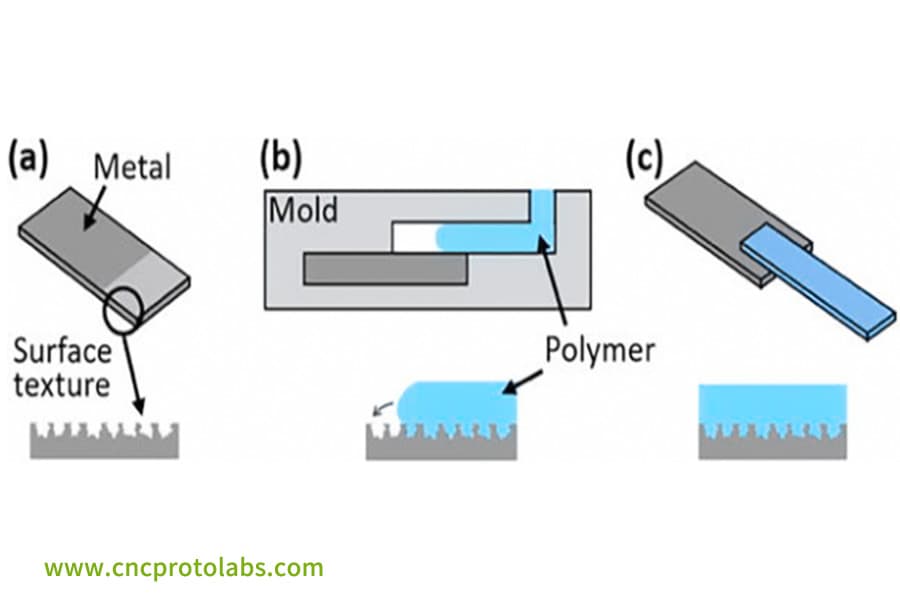
Figura 2: Un diagramma che illustra le tre fasi chiave (da a a c) dello stampaggio a iniezione di plastica con inserti metallici, mostrando il componente metallico, l'iniezione del polimero e la parte integrata finale.
Quali sono i difetti più comuni nello stampaggio a iniezione con inserti metallici?
In stampaggio ad iniezione di plastica con inserti metallici , tre tipi di difetti costituiscono già più dell’80% di tutti i difetti. Conoscerne le cause e i modi per risolverli può davvero aiutare a gestire il costo degli scarti.
Segni/vuoti di restringimento attorno agli inserti
Le diverse velocità di raffreddamento del metallo e della plastica causano un restringimento non uniforme. La pressione di tenuta può essere ridotta all'80 % della pressione di iniezione oppure è possibile assicurarsi che lo spessore minimo della parete di plastica attorno all'inserto sia ≥ 1,5 mm.
Inserisci disallineamento
Durante l'iniezione ad alta pressione, gli inserti sottili possono spostarsi abbastanza facilmente. La soluzione potrebbe essere quella di utilizzare perni di posizionamento dello stampo precisi o una migliore posizione del punto di iniezione in modo che la linea di saldatura non si sovrapponga alla zona di sollecitazione dell'inserto.
Porosità dell'interfaccia
Gli inserti conservati troppo a lungo dopo il pretrattamento possono assorbire umidità e sporco. Il tempo dal pretrattamento allo stampaggio ad iniezione dovrebbe essere di 18 ore e gli inserti dovrebbero essere conservati in un luogo asciutto e privo di polvere.
Se sei turbato da questi difetti in stampaggio ad iniezione con inserti metallici , contatta gli ingegneri JS Precision per servizi gratuiti di diagnosi dei difetti e per trovare rapidamente soluzioni.
Quali sono i pretrattamenti essenziali per gli inserti metallici?
Il pretrattamento è fondamentale per risolvere i problemi di adesione nello stampaggio di inserti metallici. Si compone principalmente di tre tipologie: trattamenti fisici, chimici e ad alta energia. Tra questi, la sabbiatura combinata con l’attacco chimico è la più efficace e può aumentare la forza di adesione fino a 100 volte.
Sabbiatura: Incisione per Bloccaggio Meccanico
Attraverso la sabbiatura, sulla superficie metallica vengono create delle scanalature molto piccole, alle quali la plastica solidificata dopo il raffreddamento si "ancorerà" o si incastrerà meccanicamente. Il miglior 'effetto ancoraggio' si verifica quando Sa è pari a 2,5-4,0 μm, mentre scanalature molto profonde possono provocare una concentrazione di sollecitazioni.
Modificazione chimica: attacco per nanobonding
L'attacco chimico può creare microporosità e superfici con gruppi funzionali attivi. Questo, insieme alla sabbiatura, ha dimostrato di aumentare la resistenza alla frattura degli inserti in rame di 90 volte e la resistenza degli inserti esterni in alluminio duro di 100 volte, anche in conformità con Norme ASTM D1002 .
Trattamento superficiale ad alta energia: attivazione al plasma e laser
Il plasma non solo può pulire la superficie ma anche decorarla con gruppi polari, i laser come strumento per la modifica della superficie possono funzionare quasi con il controllo più preciso della microstruttura . Entrambi contribuiscono a rendere le superfici più bagnabili e quindi sono desiderabili per lo stampaggio di inserti metallici con elevata precisione.
Perché gli inserti in ottone per lo stampaggio a iniezione sono così ampiamente utilizzati?
L’ottone è senza dubbio il materiale più diffuso per la produzione di stampaggi ad iniezione con inserti metallici, rappresentando oltre il 60% degli utilizzi. I principali vantaggi dell’ottone derivano dalle 3 prospettive principali:
Eccellente conduttività termica: riduce l'accumulo di stress interno
L'ottone svolge una funzione conduttiva molto efficace, con un valore di circa 100-120 W/(m·K), ovvero 5 volte quello dell'acciaio inox. Il trasferimento di calore può essere effettuato così rapidamente da mitigare l’accumulo di stress interno interfacciale.
Pertanto, l'ottone funzionerebbe bene con varie plastiche.
Facile trattamento della superficie: il design zigrinato migliora il bloccaggio meccanico
L'ottone può essere facilmente inciso e trattato con agenti accoppianti pur mostrando un'encomiabile resistenza alla corrosione. Il suo disegno zigrinato riesce a creare un forte bloccaggio meccanico con la plastica che porta ad un aumento della forza di estrazione di oltre 3 volte.
Oltre a ciò, gli inserti in ottone di prima qualità per lo stampaggio a iniezione di plastica aiutano a stabilizzare ulteriormente i prodotti.
Durezza moderata: protegge lo stampo e garantisce la resistenza del filo
La durezza dell'ottone (HB 80-150) non supera quasi mai quella della plastica e dell'acciaio per stampi, è in grado di fornire resistenza all'usura della filettatura senza danni allo stampo e può anche portare a una riduzione delle spese di manutenzione.
Per selezionare altamente compatibile inserti in ottone per stampaggio ad iniezione di materie plastiche , carica i disegni dei tuoi prodotti. JS Precision fornisce analisi DFM gratuite e consiglia le specifiche ottimali degli inserti in ottone.
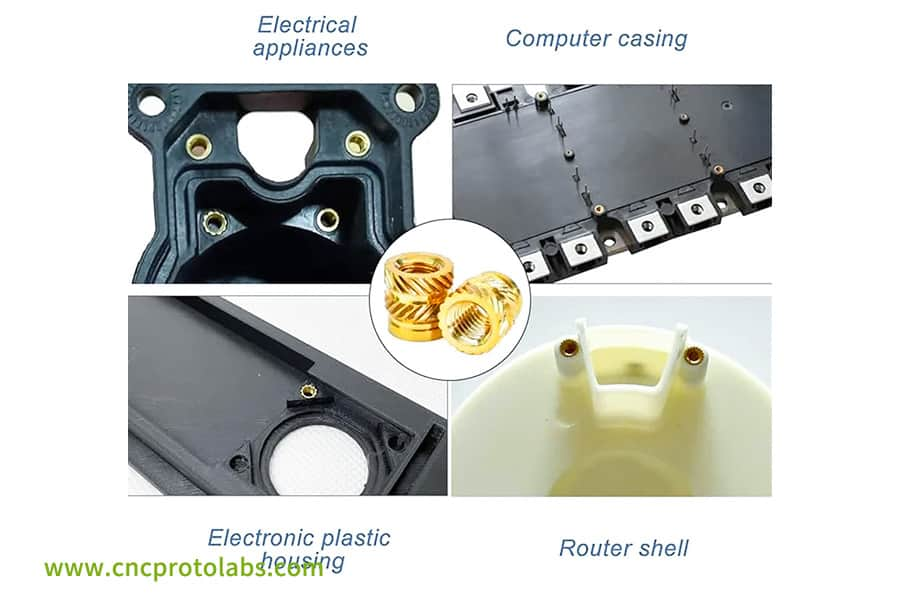
Figura 3: Esempi di inserti in ottone e componenti elettronici, tra cui una parte di un elettrodomestico, un involucro di computer e un involucro di router, che mostrano il loro utilizzo nello stampaggio a iniezione.
Come controllare i parametri del processo di stampaggio a iniezione per attivare l'adesione?
Un’ottima adesione non solo richiede un buon pretrattamento e una buona scelta dei materiali, ma anche una messa a punto accurata dei parametri del processo. I seguenti dati possono essere utilizzati come riferimento diretto per il debug della produzione.
Velocità e pressione di riempimento: bilanciamento del flusso e dello stress interno
Aumentando il tempo di riempimento a 1,57 secondi si aumenta la forza di adesione del 18% circa. Oltre a ciò, quando controlliamo la pressione di iniezione a circa 800 kgf/cm², si evitano vuoti e deformazioni degli inserti.
La temperatura dello stampo: fondamentale per la qualità dell'impregnazione
Se la temperatura dello stampo viene mantenuta a ≥ 120 ℃ fino alla fine della pressione di mantenimento, ci sarà meno stress interno. Allo stesso modo, l’aumento della temperatura della microstruttura superficiale dello stampo è il motivo principale per cui il tasso di replicazione è aumentato dal 72% al 96%.
Preriscaldamento dell'inserto: eliminazione dello "strato congelato" dell'interfaccia
Il preriscaldamento dell'inserto a 85-120 ℃ ritarda la formazione dello strato congelato . Mediante osservazione al SEM, quando preriscaldato a 120 ℃, i vuoti nell'interfaccia vengono completamente eliminati.
Case study JS Precision: come eliminare le lacune nell'interfaccia negli inserti dei sensori automobilistici durante il preriscaldamento a 85 °C
Le conoscenze teoriche dovrebbero essere verificate nella pratica alla fine. Di seguito, riveliamo un caso reale di JS Precision in cui la soluzione che abbiamo offerto al problema dei vuoti nell'interfaccia del cliente nello stampaggio a iniezione di plastica con inserti metallici non solo ha aumentato la resa della produzione di massa del cliente, ma ha anche risolto il problema.
Sfondo del caso
Un cliente in settore dell'elettronica automobilistica produceva sensori di temperatura del motore con inserti in ottone e plastica PPS+40%GF. Un tasso di vuoto dell'interfaccia del 15% stava causando il fallimento del test di tenuta e l'accumulo di perdite mensili fino a oltre $ 50.000 nella primissima fase di accelerazione. Alla fine ci hanno contattato per ricevere assistenza.
Sfide incontrate
Attraverso l'analisi del flusso dello stampo e l'ispezione SEM, i nostri ingegneri sono stati in grado di individuare tre problemi principali:
- La rapida formazione dello strato gelido vicino alla massa fusa quando ha toccato l'inserto freddo (25°C), ha impedito alla massa fusa di riempire adeguatamente le scanalature superficiali dell'inserto.
- Vuoti interfacciali continui di 0,05-0,1 mm che agirebbero come potenziatori di legami deboli e influenzerebbero negativamente anche le prestazioni di sigillatura.
- Area di bloccaggio effettiva inferiore al 60% a causa della plastica che riempie solo parzialmente le scanalature zigrinate dell'inserto e di una resistenza all'estrazione non conforme agli standard del cliente.
Soluzione
Utilizzando la nostra banca dati dei processi, il nostro team ha effettuato per il cliente tre precise misure di ottimizzazione:
- Riscaldare l'inserto a 105°C (riferimento dati di ricerca che mostrano un livello benefico di 85-120°C ) per eliminare lo strato congelato.
- Aumento della temperatura dello stampo da 80°C a 120°C per migliorare la bagnabilità del fuso.
- Diminuzione della velocità di iniezione da 80 mm/s a 55 mm/s per prolungare il tempo di riempimento e garantire che la plastica riempia completamente le scanalature di zigrinatura.
Risultati finali
- Le lacune nell'interfaccia del prodotto sono state completamente rimosse dopo l'ottimizzazione e il SEM ha rivelato che i contatti metallo-plastica erano molto vicini.
- La forza di estrazione è aumentata da 280 N a 485 N, ovvero del 73%.
- La resa del test di tenuta è aumentata dall'85% al 99,5%, pertanto le perdite di scarti sono state ridotte di oltre 45.000 dollari al mese.
- Inoltre, gli inserti in ottone per lo stampaggio a iniezione di materie plastiche si sono rivelati la scelta del cliente per gli accessori. In 12 mesi di attività sono state prodotte circa 500.000 unità , con il 100% di soddisfazione del cliente.
- La risoluzione ha funzionato senza intoppi durante questo periodo.
Se riscontri difetti simili nello stampaggio di inserti metallici, puoi visualizzare il rapporto tecnico dettagliato di questo caso di studio o contattare i nostri ingegneri per una soluzione personalizzata.

Figura 4: Primo piano di un inserto di precisione in ottone con un esterno filettato stampato in un componente di plastica nera, probabilmente per un'applicazione di sensori automobilistici.
Perché scegliere JS Precision per i tuoi progetti di stampaggio di inserti metallici?
Un partner affidabile è fondamentale quando si vogliono risolvere problemi di stampaggio di inserti metallici. JS Precision offre servizi completi, assicurandosi che ogni fase del processo sia gestibile e tracciabile.
Una soluzione unica: produzione interna di inserti + stampaggio a iniezione
Oltre a eseguire il sovrastampaggio di inserti con materiali forniti dal cliente, offriamo anche progettazione e produzione di inserti. La qualità viene monitorata in ogni fase al fine di eliminare i difetti di adesione derivanti da inserti di bassa qualità acquistati da fonti esterne.
Il database dei processi consente un debug accurato
Il modello parametrico che abbiamo sviluppato utilizzando più di 2000 set di dati di progetto può identificare tempestivamente la migliore finestra di processo, riducendo così i tempi di debug e le spese di stampaggio di prova.
Preventivo istantaneo e analisi DFM sul Web
Dopo aver caricato i propri disegni 3D, i clienti ricevono immediatamente un preventivo e un'analisi di fattibilità. I nostri ingegneri miglioreranno il design dell'inserto e prevengono i rischi di incollaggio in futuro.
Domande frequenti
D1: Qual è la modalità di guasto più comune per lo stampaggio a iniezione di inserti metallici?
Il debonding dell’interfaccia è solitamente il problema più grande. È causato dallo stress interno dovuto ai diversi coefficienti di dilatazione termica del metallo e della plastica che portano allo scarto del prodotto e a costi più elevati.
Q2: Qual è l'intervallo di rugosità ottimale per la sabbiatura?
Il range migliore è Sa 2,5-4,0 μm. L'interblocco meccanico è più efficace in questo intervallo. Una distanza troppo bassa dà una forza di incastro inferiore, mentre una distanza troppo profonda porta alla concentrazione dello stress.
Q3: Quale temperatura deve essere utilizzata per il preriscaldamento dell'inserto?
Circa 85-120 ℃. Una temperatura più elevata migliorerà il contatto tra l'interfaccia; tuttavia, è necessario considerare la stabilità termica della plastica in modo che non si degradi.
Q4: In che misura la contaminazione delle impronte digitali influisce sulla forza del legame?
In realtà influisce fortemente. La forza di adesione può essere ridotta di oltre il 50%, anche con una minima quantità di impronte digitali perché il grasso impedirà il contatto tra metallo e plastica.
Q5: Quali problemi derivano da un'eccessiva pressione di iniezione?
Ciò potrebbe portare alla deformazione degli inserti a parete sottile, al traboccamento, all'aumento dello stress interno nel prodotto, alla facile formazione di microfessure e al distacco e, infine, alla causa di instabilità.
Q6: Qual è la funzione del design della zigrinatura?
Il ruolo principale di questo è realizzare un blocco meccanico. Di solito, viene eseguita su inserti in ottone e così facendo è possibile aumentare la resistenza all'estrazione tra l'inserto e la plastica di oltre 3 volte.
D7: Quanto può l'attacco chimico migliorare la forza di adesione?
Se utilizzato insieme alla sabbiatura, ha il potenziale per aumentare la forza di adesione di 90-100 volte poiché è in grado di aumentare i siti attivi su scala nanometrica che legano chimicamente il metallo e la plastica.
Q8: Come risolvere i segni di avvallamento attorno all'inserto?
La quantità di pressione di mantenimento può essere pari all'80% della pressione di iniezione. Un altro metodo consiste nell'aumentare lo spessore della parete di plastica attorno all'inserto in modo da mantenere lo spessore minimo della parete di ≥ 1,5 mm.
Q9: Come posso ottenere un preventivo per i servizi di stampaggio di inserti metallici?
Puoi carica i tuoi disegni 3D a JS Precision per ricevere un preventivo immediato e un'analisi DFM (Design for Manufacturability) gratuita.
Riepilogo
I problemi di incollaggio nello stampaggio di inserti metallici non riguardano solo una fase.
Al contrario, le difficoltà che sorgono in caso di fallimenti dei legami e di alti tassi di difetti possono essere completamente superate identificando i metodi giusti, che porteranno contemporaneamente a una produzione di massa efficiente e all’ottimizzazione dei costi. Questi problemi sono in realtà problemi di ingegneria sistemica che riguardano il pretrattamento, la selezione dei materiali e il controllo del processo.
JS Precision, oltre alla sua profonda esperienza pratica e capacità tecniche professionali, è al vostro servizio durante l'intero processo, dalla progettazione dell'inserto allo stampaggio a iniezione, consentendovi di superare facilmente le sfide tecniche.
Carica ora i tuoi disegni da inserire per ricevere analisi DFM gratuite e suggerimenti per soluzioni di processo e intraprendere un percorso verso una produzione di massa di stampaggio di inserti metallici efficiente e stabile.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

