
Moldura de inserción de metal es una de las principales técnicas que se pueden utilizar para lograr el objetivo de reducir peso. Sin embargo, la diferencia en los coeficientes de expansión térmica entre el metal y el plástico provoca grietas o roturas totales, lo que representa más del 60% de los productos que se desechan.
Según la información, la fuerza de unión disminuye drásticamente incluso con una ligera contaminación de las huellas dactilares, y estos fallos invisibles del proceso se convierten en enormes cargas económicas para los productores.
Destacando los aprendizajes de JS Precision, este artículo explica los factores técnicos fundamentales del moldeo por inserción para que no solo pueda solucionar el problema de las fallas de unión sino también evitar que sucedan en primer lugar.
Resumen de respuestas principales
| Dimensiones del núcleo | Descripción resumida |
| Principales causas del fracaso | Desajuste en los coeficientes de expansión térmica, inercia química, contaminación de la superficie (las huellas dactilares pueden reducir la resistencia en más del 50%). |
| Solución de pretratamiento | Combinación de chorro de arena (Sa 2,5-4,0 μm) + grabado químico, mejora de la adhesión 90-100 veces. |
| Control de procesos | Inserte precalentamiento 85-120 ℃, temperatura del molde ≥120℃, tiempo de llenado 1,57 segundos. |
| Selección de materiales | Inserciones de latón: alta conductividad térmica, fácil de procesar, el patrón moleteado aumenta la resistencia a la extracción 3 veces. |
| Diagnóstico de defectos | Los espacios vacíos en la interfaz deben ser limitados; El tiempo de almacenamiento después del pretratamiento no debe exceder las 18 horas . |
| Soporte de servicio | JS Precision ofrece fabricación combinada de insertos y moldeo por inyección, análisis DFM en línea |
¿Por qué confiar en esta guía? La experiencia de JS Precision en moldeo por inserción de metal
Seleccionar una guía confiable es el paso inicial para abordar los problemas de adhesión de las molduras con insertos metálicos, y la experiencia profesional de JS Precision es el pilar principal de esta guía.
Nos hemos dedicado incondicionalmente al campo del moldeado por inserción durante numerosos años, ejecutando más de 2000 proyectos de moldeado por inserción de metal.
Nuestros servicios abarcan múltiples industrias, como la electrónica automotriz, la electrónica de consumo y los dispositivos médicos, y ayudan a cientos de clientes a resolver problemas centrales como fallas de unión y altas tasas de defectos.
Todas nuestras soluciones de procesos se basan en datos de producción en masa de primera mano. Por ejemplo, un cliente de electrónica automotriz sufrió un rendimiento en la prueba de sellado de solo el 85 % debido a huecos en la interfaz en los insertos de latón.
JS Precision aumentó el rendimiento al 99,5 % ajustando los parámetros de precalentamiento del inserto y la temperatura del molde, logrando así la producción de más de 500.000 productos libres de defectos.
Por otro lado, un cliente de electrónica de consumo enfrentó una disminución del 55 % en la fuerza de unión debido a la contaminación por huellas dactilares. Con la ayuda de procedimientos operativos estandarizados y soluciones de pretratamiento, pudimos recuperar la fuerza de unión a niveles normales , reduciendo así los costos de chatarra en más de un 30 %.
Cada parámetro de proceso y solución mencionados en este artículo cumple con los requisitos de Normas ISO 10993-1 , garantizando así la fiabilidad y viabilidad de la tecnología.
Contamos con un equipo de ingenieros expertos que pueden ofrecer soluciones de moldeo por inserción hechas a medida para diversas combinaciones de materiales y diferentes requisitos de productos. Desde el diseño de insertos y el pretratamiento hasta el moldeo por inyección, todo el proceso es controlable y rastreable, eliminando por completo las preocupaciones de los clientes finales sobre la calidad y la eficiencia.
Si tiene problemas de fallas de adhesión en moldes de inserción metálica, comuníquese con los ingenieros de JS Precision para una consulta personalizada gratuita para identificar rápidamente la causa raíz del problema.
¿Qué es el moldeado por inserción de metal y cómo crea productos de mayor valor?
Muchos fabricantes no están familiarizados con el moldeado por inserción de metal a un nivel profundo. En pocas palabras, significa colocar una pieza de metal ya preparada en un molde y luego usar plástico para cubrirla mediante moldeo por inyección para crear un componente compuesto que no se puede separar. La idea principal es combinar los beneficios del metal y el plástico.
Este proceso es ampliamente utilizado en múltiples campos, como por ejemplo el insertos de latón para moldeo por inyección de sensores automotrices, que equilibra resistencia y ligereza. Las interfaces metálicas de la electrónica de consumo mejoran la durabilidad.
En comparación con los procesos de ensamblaje tradicionales, reduce la cantidad de piezas, reduce los costos y mejora la estabilidad. Aquí están las diferencias principales:
| Dimensiones de comparación | Moldura de inserción de metal | Proceso de montaje tradicional | Ventajas | Escenarios aplicables |
| Número de piezas | 1-2 piezas compuestas | 3 o más partes independientes | Reduce los pasos de montaje, reduce la tasa de error | Componentes electrónicos de precisión. |
| Fuerza de unión | Alto (hasta 500N o más) | Bajo (fácil de separar) | Mejora la durabilidad del producto y reduce la tasa de desechos. | Componentes de carga para automóviles |
| Eficiencia de producción | Alto (moldeado integrado) | Bajo (ensamblaje multiproceso) | Acorta el ciclo de producción, reduce los costos laborales. | Escenarios de producción en masa |
| Efecto aligerante | Significativo (uso reducido de metal) | Moderado (más piezas metálicas) | Se alinea con las tendencias de diseño liviano | Componentes de vehículos de nueva energía. |

Figura 1: Una vista en sección transversal que ilustra una pieza de plástico y un inserto metálico de latón moleteado claramente etiquetado, que muestra cómo se combinan los componentes en una moldura con inserto metálico.
¿Por qué falla la adherencia en el moldeo por inyección de plástico con insertos metálicos?
Cuando los clientes realizan moldeo por inyección de plástico con insertos metálicos, la falla de adhesión es uno de los principales problemas que enfrentan. El fracaso de la adhesión surge principalmente de tres mecanismos fisicoquímicos principales. Por tanto, es muy importante comprender estos mecanismos para poder resolver el problema de forma eficaz.
Desajuste físico: agrietamiento por tensión interna debido a diferencias en los coeficientes de expansión térmica
Debido a las grandes diferencias en los coeficientes de expansión térmica de los metales y los plásticos (entre 5 y 10 veces), el plástico se contrae más al enfriarse, generando así un esfuerzo cortante en la interfaz del metal y el plástico. Se producirán microfisuras o desunión si esta tensión es mayor que la fuerza de unión.
Inercia química: las diferencias de energía superficial dificultan la unión a nivel molecular
Los metales se caracterizan por tener una energía superficial muy alta, mientras que plasticos de ingenieria En el caso del polipropileno se caracterizan por tener una energía superficial muy baja. En ausencia de enlaces químicos, las fuerzas de Van der Waals por sí solas no son lo suficientemente fuertes como para soportar las cargas estructurales, por lo que la fuerza adhesiva será casi insignificante.
Contaminación de superficies: el asesino invisible de las películas de huellas dactilares
Los aceites y sales en las huellas dactilares pueden formar una película de aceite en las superficies metálicas, evitando que el plástico entre en contacto con el metal. Incluso si la cantidad de contaminación es bastante pequeña, puede provocar una reducción de la fuerza de unión en más del 50% . Esto significa que hay que seguir estrictamente los procedimientos de vinculación.
Hemos recopilado datos de impacto para diferentes causas de fallas para ayudarlo a identificar rápidamente sus propios problemas:
| Causa principal de falla | Nivel de impacto | Porcentaje de reducción de la fuerza de unión | Defectos comunes del producto | Escenarios de alta incidencia |
| Diferencia en el coeficiente de expansión térmica | Extremadamente alto | 30%-60% | Microfisuras, desunión | Productos para ambientes de alta temperatura |
| Inercia química | Medio Alto | 20%-40% | Vinculación débil | Combinaciones de plásticos y metales de ingeniería |
| Contaminación de superficies (huellas dactilares) | Alto | Más del 50% | Huecos de interfaz, desunión | Escenarios de operación manual |
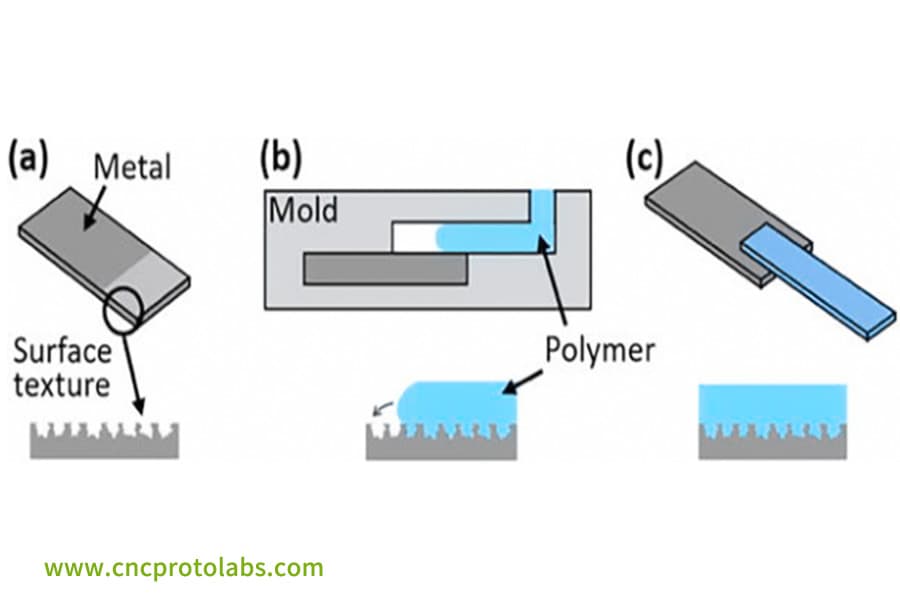
Figura 2: Un diagrama que ilustra las tres etapas clave (a a c) del moldeo por inyección de plástico con inserto metálico, que muestra el componente metálico, la inyección de polímero y la pieza integrada final.
¿Cuáles son los defectos comunes en el moldeo por inyección con inserciones metálicas?
En moldeo por inyección de plástico con inserción de metal , tres tipos de defectos representan ya más del 80% de todos los defectos. Conocer sus causas y las formas de solucionarlas puede ayudar mucho a gestionar el coste de la chatarra.
Marcas de contracción/huecos alrededor de las plaquitas
Las diferentes velocidades de enfriamiento del metal y del plástico provocan una contracción desigual. La presión de retención se puede reducir al 80% de la presión de inyección , o se puede asegurar que el espesor mínimo de la pared del plástico alrededor del inserto sea ≥1,5 mm.
Insertar desalineación
Durante la inyección a alta presión, los insertos delgados pueden moverse con bastante facilidad. La solución podría ser utilizar pasadores de localización del molde precisos o mejorar la posición de la puerta para que la línea de soldadura no se superponga a la zona de tensión del inserto.
Porosidad de la interfaz
Los insertos que se guardan durante demasiado tiempo después del tratamiento previo pueden acumular humedad y suciedad. El tiempo desde el pretratamiento hasta el moldeo por inyección debe ser de 18 horas y los insertos deben mantenerse en un lugar seco y libre de polvo.
Si le preocupan estos defectos en moldeo por inyección con inserciones metálicas , comuníquese con los ingenieros de JS Precision para obtener servicios gratuitos de diagnóstico de defectos y encontrar soluciones rápidamente.
¿Cuáles son los tratamientos previos esenciales para las inserciones metálicas?
El pretratamiento es crucial para abordar las fallas de adhesión en el moldeo por inserción de metal. Consta principalmente de tres tipos: tratamientos físicos, químicos y de alta energía. Entre ellos, el pulido con chorro de arena combinado con grabado químico es el más eficaz y puede aumentar la fuerza de adhesión hasta 100 veces.
Arenado: Grabado para bloqueo mecánico
Mediante el chorro de arena se crean ranuras muy pequeñas en la superficie del metal, con las que el plástico solidificado después del enfriamiento se "ancla" o se entrelaza mecánicamente. El mejor "efecto de anclaje" se producirá cuando Sa sea de 2,5 a 4,0 μm, mientras que las ranuras muy profundas pueden dar lugar a una concentración de tensiones.
Modificación química: grabado para nanoenlaces
El grabado químico puede crear microporosidad y superficie con grupos funcionales activos. Se ha demostrado que esto, junto con el pulido con chorro de arena, aumenta 90 veces la resistencia a la fractura de los insertos de cobre y 100 veces la resistencia de los insertos exteriores de aluminio duro, también de acuerdo con Normas ASTM D1002 .
Tratamiento de superficies de alta energía: activación por plasma y láser
El plasma no sólo puede limpiar la superficie sino que también la adorna con grupos polares; los láseres como herramienta para modificar la superficie pueden funcionar casi con el control más fino de la microestructura . Ambos ayudan a que las superficies sean más humectables y, por lo tanto, son deseables para el moldeo por inserción de metal con alta precisión.
¿Por qué se utilizan tan ampliamente los insertos de latón para moldeo por inyección?
El latón es sin duda el material más común para la producción de moldeo por inyección con inserciones metálicas, representando más del 60% de los usos. Los principales beneficios del latón se obtienen desde las 3 perspectivas principales:
Excelente conductividad térmica: reduce la acumulación de tensión interna
El latón realiza una función conductora de forma muy eficaz, con un valor que ronda los 100-120 W/(m·K), cinco veces mayor que el del acero inoxidable. La transferencia de calor se puede llevar a cabo tan rápidamente que mitiga la acumulación de tensión interna interfacial.
Por lo tanto, el latón funcionaría bien con varios plásticos.
Tratamiento superficial sencillo: el diseño moleteado mejora el bloqueo mecánico
El latón se puede grabar y tratar fácilmente con agentes de acoplamiento y, al mismo tiempo, muestra una resistencia encomiable a la corrosión. Su patrón moleteado logra crear un fuerte bloqueo mecánico con el plástico que conduce a un aumento de la resistencia a la extracción de más de 3 veces.
Además de eso, las inserciones de latón de primera categoría para moldeo por inyección de plástico ayudan a estabilizar aún más los productos.
Dureza moderada: protege el molde y garantiza la resistencia del hilo
La dureza del latón (HB 80-150) casi nunca supera la del plástico y el acero para moldes, es capaz de proporcionar resistencia al desgaste de la rosca sin dañar el molde y también puede reducir los gastos de mantenimiento.
Para seleccionar altamente compatible insertos de latón para moldeo por inyección de plástico , sube los dibujos de tus productos. JS Precision proporciona análisis DFM gratuito y recomienda las especificaciones óptimas de insertos de latón.
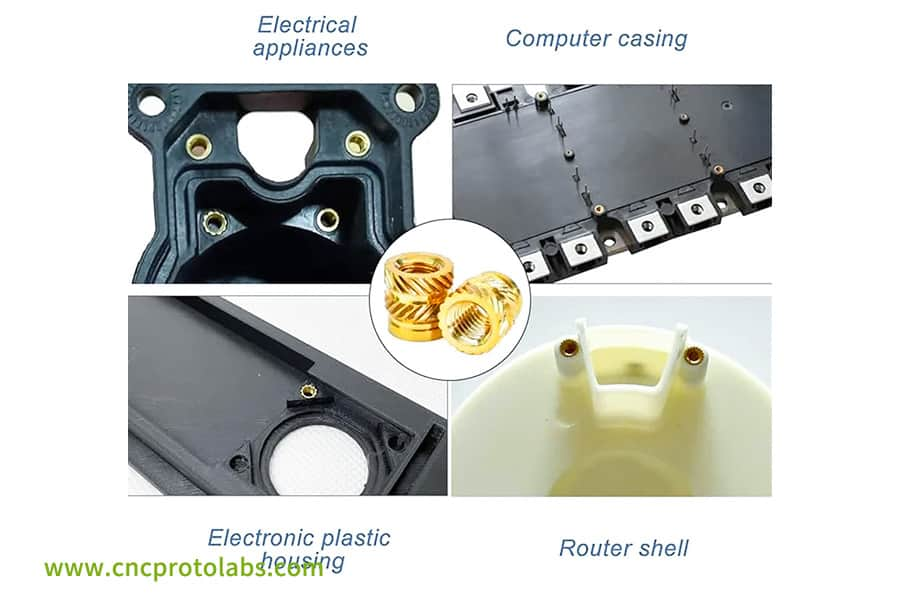
Figura 3: Ejemplos de inserciones de latón y componentes electrónicos, incluida una pieza de electrodoméstico, una carcasa de computadora y una carcasa de enrutador, que muestran su uso en moldeo por inyección.
¿Cómo controlar los parámetros del proceso de moldeo por inyección para activar la adherencia?
Una buena unión no sólo requiere un buen pretratamiento y elección de materiales, sino también un ajuste preciso de los parámetros del proceso. Los siguientes datos se pueden utilizar como referencia directa para la depuración de producción.
Velocidad y presión de relleno: equilibrio entre flujo y tensión interna
Aumentar el tiempo de llenado a 1,57 segundos aumenta la fuerza de unión en un 18% aproximadamente. Además, cuando controlamos la presión de inyección en torno a 800 kgf/cm², se evitan huecos y deformaciones de los insertos.
Temperatura del molde: clave para la calidad de la impregnación
Si la temperatura del molde se mantiene ≥120 ℃ hasta el final de la presión de mantenimiento, habrá menos tensión interna. Asimismo, el aumento de la temperatura de la microestructura de la superficie del molde es la razón principal por la que la tasa de replicación ha aumentado del 72% al 96%.
Insertar precalentamiento: eliminación de la interfaz "capa congelada"
Precalentar el inserto a 85-120 ℃ retrasa la formación de la capa congelada . Mediante observación SEM, cuando se precalienta a 120 ℃, los huecos en la interfaz se eliminan por completo.
Estudio de caso de JS Precision: Cómo eliminar espacios en la interfaz en inserciones de sensores automotrices durante el precalentamiento a 85 °C
Los conocimientos teóricos deben verificarse en la práctica al final. A continuación, revelamos un caso real de JS Precision en el que la solución que ofrecimos al problema de vacío de interfaz del cliente en el moldeo por inyección de plástico con inserto metálico no solo aumentó el rendimiento de la producción en masa del cliente sino que también resolvió el problema.
Antecedentes del caso
Un cliente en el sector de la electrónica del automóvil fabricaba sensores de temperatura para motores con insertos de latón y plásticos PPS+40%GF. Una tasa de anulación de interfaz del 15 % estaba provocando que la prueba de sellado fallara y que las pérdidas mensuales se acumularan por encima de los $50 000 en la etapa inicial del aumento. Finalmente, se comunicaron con nosotros para pedir ayuda.
Desafíos encontrados
Mediante el análisis del flujo del molde y la inspección SEM, nuestros ingenieros pudieron identificar tres problemas principales:
- La rápida formación de la capa de congelación cerca de la masa fundida cuando tocó el inserto frío (25°C), impidió que la masa fundida llenara adecuadamente las ranuras de la superficie del inserto.
- Huecos interfaciales continuos de 0,05-0,1 mm que actuarían como potenciadores de enlaces débiles y también afectarían negativamente el rendimiento del sellado.
- Menos del 60% del área de bloqueo efectiva debido a que el plástico llena solo parcialmente las ranuras moleteadas del inserto y una resistencia a la extracción que no estaba a la altura de los estándares del cliente.
Solución
Al utilizar nuestra base de datos de procesos, nuestro equipo llevó a cabo tres medidas de optimización precisas para el cliente:
- Calentar el inserto a 105 °C (haciendo referencia a datos de investigaciones que muestran un nivel beneficioso de 85-120 °C ) para eliminar la capa congelada.
- Elevar la temperatura del molde de 80 °C a 120 °C para mejorar la humectabilidad del fundido.
- Reducir la velocidad de inyección de 80 mm/s a 55 mm/s para prolongar el tiempo de llenado y garantizar que el plástico llene completamente las ranuras de moleteado.
Resultados finales
- Los espacios en la interfaz del producto se eliminaron por completo después de la optimización y SEM reveló que los contactos de metal y plástico estaban muy cerca.
- La fuerza de extracción aumentó de 280 N a 485 N, es decir, un 73%.
- El rendimiento de la prueba de sellado aumentó del 85% al 99,5%, por lo que las pérdidas por chatarra se redujeron en más de 45.000 dólares mensuales.
- Además, los insertos de latón para moldeo por inyección de plástico resultaron ser los accesorios preferidos del cliente. Se han producido aproximadamente 500.000 unidades en 12 meses de funcionamiento, con un 100% de satisfacción del cliente.
- Esta resolución ha estado funcionando sin problemas durante este período.
Si se enfrenta a defectos similares en las molduras con insertos metálicos, puede ver el informe técnico detallado de este estudio de caso o ponerse en contacto con nuestros ingenieros para obtener una solución personalizada.

Figura 4: Un primer plano de un inserto de latón de precisión con un exterior roscado moldeado en un componente de plástico negro, probablemente para una aplicación de sensor automotriz.
¿Por qué elegir JS Precision para sus proyectos de moldeo por inserción de metal?
Un socio confiable es esencial cuando desea resolver problemas de moldeo por inserción de metal. JS Precision ofrece servicios integrales, asegurándose de que cada paso del proceso sea manejable y rastreable.
Solución integral: fabricación interna de insertos + moldeo por inyección
Además de sobremoldear insertos con materiales proporcionados por el cliente, también ofrecemos diseño y producción de insertos. La calidad se controla en cada etapa para eliminar fallos de unión resultantes de insertos de baja calidad adquiridos de fuentes externas.
La base de datos de procesos permite una depuración precisa
El modelo paramétrico que hemos desarrollado utilizando más de 2000 conjuntos de datos de proyectos puede identificar rápidamente la mejor ventana de proceso, lo que reduce el tiempo de depuración y los gastos de moldeo de prueba.
Cotización instantánea y análisis DFM en la web
Después de cargar sus dibujos en 3D, los clientes obtienen inmediatamente una cotización y un análisis de viabilidad. Nuestros ingenieros mejorarán el diseño del inserto y evitarán riesgos de unión en el futuro.
Preguntas frecuentes
P1: ¿Cuál es el modo de falla más común en el moldeo por inyección de insertos metálicos?
La desunión de la interfaz suele ser el mayor problema. Es causada por tensión interna debido a diferentes coeficientes de expansión térmica del metal y el plástico, lo que genera desperdicio de producto y mayores costos.
P2: ¿Cuál es el rango de rugosidad óptimo para el pulido con chorro de arena?
El mejor rango es Sa 2,5-4,0 μm. El enclavamiento mecánico es más eficaz en este rango. Un rango demasiado superficial produce menos fuerza de entrelazado y un rango demasiado profundo conduce a la concentración de tensiones.
P3: ¿Qué temperatura se debe utilizar para el precalentamiento del inserto?
Aproximadamente 85-120 ℃. Una temperatura más alta hará que el contacto de la interfaz sea mejor; sin embargo, se debe considerar la estabilidad térmica del plástico para que no se degrade.
P4: ¿En qué medida la contaminación por huellas dactilares afecta la fuerza de unión?
De hecho, afecta fuertemente. La fuerza de unión se puede reducir en más del 50%, incluso con un rastro de huella digital porque la grasa evitará el contacto entre el metal y el plástico.
P5: ¿Qué problemas surgen por una presión de inyección excesiva?
Esto podría provocar la deformación de los insertos de paredes delgadas, el aumento de la tensión interna en el producto, la fácil formación de microfisuras y la desunión y, por último, provocar inestabilidad.
P6: ¿Cuál es la función del diseño moleteado?
La función principal de esto es hacer una cerradura mecánica. Por lo general, se hace en inserciones de latón y, al hacerlo, puede aumentar la resistencia a la extracción entre el inserto y el plástico en más de 3 veces.
P7: ¿En qué medida el grabado químico puede mejorar la resistencia de la unión?
Si se usa junto con el chorro de arena, tiene el potencial de aumentar la fuerza de unión entre 90 y 100 veces, ya que es capaz de aumentar los sitios activos a nanoescala que unen químicamente el metal y el plástico.
P8: ¿Cómo solucionar las marcas de hundimiento alrededor del inserto?
La cantidad de presión de mantenimiento puede ser el 80% de la presión de inyección. Otro método consiste en aumentar el espesor de la pared de plástico alrededor del inserto de manera que se mantenga el espesor mínimo de pared de ≥1,5 mm.
P9: ¿Cómo puedo obtener una cotización para los servicios de moldeo por inserción de metal?
Puede sube tus dibujos en 3D a JS Precision para recibir una cotización inmediata y un análisis DFM (Diseño para Manufacturabilidad) gratuito.
Resumen
Los problemas de unión en moldeo por inserción de metal no son un problema de una sola etapa.
Por el contrario, las dificultades que surgen en caso de fallos de unión y altas tasas de defectos pueden superarse completamente identificando los métodos adecuados, lo que conducirá simultáneamente a una producción en masa eficiente y a la optimización de costes. Estos problemas son en realidad problemas de ingeniería sistémica que tienen que ver con el pretratamiento, la selección de materiales y el control de procesos.
JS Precision, además de su profunda experiencia práctica y capacidades técnicas profesionales, está a su servicio durante todo el proceso, desde el diseño de insertos hasta el moldeo por inyección, lo que le permite superar fácilmente los desafíos técnicos.
Cargue sus dibujos de inserción ahora para recibir análisis DFM gratuitos y sugerencias de soluciones de procesos, y emprender el camino hacia una producción en masa de moldeo por inserción de metal eficiente y estable.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

