
Metalleinsatzformteil ist eine der wichtigsten Techniken, mit denen das Ziel der Gewichtsreduzierung erreicht werden kann. Der Unterschied in den Wärmeausdehnungskoeffizienten zwischen Metall und Kunststoff führt jedoch zu Rissen oder vollständigem Bruch, was zu mehr als 60 % der Produkte führt, die weggeworfen werden.
Den Angaben zufolge lässt die Klebkraft bereits bei geringfügigen Fingerabdruck-Kontaminationen drastisch nach, und diese unsichtbaren Prozessmängel stellen eine enorme finanzielle Belastung für die Hersteller dar.
In diesem Artikel werden die Erkenntnisse von JS Precision hervorgehoben und die grundlegenden technischen Faktoren des Umspritzens erläutert, sodass Sie das Problem von Verbindungsfehlern nicht nur beheben, sondern auch verhindern können, dass es überhaupt dazu kommt.
Zusammenfassung der Kernantwort
| Kernabmessungen | Zusammenfassende Beschreibung |
| Hauptursachen für Fehler | Nicht übereinstimmende Wärmeausdehnungskoeffizienten, chemische Inertheit, Oberflächenverunreinigungen (Fingerabdrücke können die Festigkeit um mehr als 50 % verringern). |
| Vorbehandlungslösung | Sandstrahlen (Sa 2,5–4,0 μm) + Kombination aus chemischem Ätzen, Verbesserung der Haftung um das 90–100-fache. |
| Prozesskontrolle | Vorheizen 85-120℃ einsetzen, Formtemperatur ≥120℃, Füllzeit 1,57 Sekunden. |
| Materialauswahl | Messingeinsätze: hohe Wärmeleitfähigkeit, leicht zu verarbeiten, gerändeltes Muster erhöht die Auszugsfestigkeit um das Dreifache. |
| Fehlerdiagnose | Schnittstellenhohlräume müssen begrenzt werden; Die Lagerzeit nach der Vorbehandlung sollte 18 Stunden nicht überschreiten . |
| Serviceunterstützung | JS Precision bietet kombinierte Herstellung von Einsätzen und Spritzguss sowie Online-DFM-Analyse |
Warum diesem Leitfaden vertrauen? Die Erfahrung von JS Precision beim Formen von Metalleinsätzen
Die Auswahl eines zuverlässigen Leitfadens ist der erste Schritt zur Bewältigung der Probleme der Haftung von Metalleinlegeteilen, und die Fachkompetenz von JS Precision ist die wichtigste Säule dieses Leitfadens.
Wir widmen uns seit vielen Jahren mit ganzem Herzen dem Bereich des Umspritzens von Metall und haben mehr als 2.000 Projekte zum Umspritzen von Metallen durchgeführt.
Unsere Dienstleistungen erstrecken sich über zahlreiche Branchen wie Automobilelektronik, Unterhaltungselektronik und medizinische Geräte und unterstützen Hunderte von Kunden bei der Lösung von Kernproblemen wie Verbindungsfehlern und hohen Fehlerraten.
Unsere Prozesslösungen basieren alle auf Massenproduktionsdaten aus erster Hand. Ein Kunde aus der Automobilelektronik musste beispielsweise aufgrund von Schnittstellenlücken in den Messingeinsätzen eine Dichtungstestausbeute von nur 85 % hinnehmen.
JS Precision steigerte die Ausbeute auf 99,5 %, indem die Parameter für die Vorwärmung der Einsätze und die Formtemperatur fein abgestimmt wurden, wodurch die Produktion von über 500.000 fehlerfreien Produkten erreicht wurde.
Andererseits musste ein Kunde aus der Unterhaltungselektronik aufgrund der Verunreinigung durch Fingerabdrücke einen Rückgang der Klebefestigkeit um 55 % hinnehmen. Mit Hilfe standardisierter Arbeitsabläufe und Vorbehandlungslösungen konnten wir die Klebefestigkeit wieder auf ein normales Niveau bringen und so die Ausschusskosten um mehr als 30 % senken.
Jeder in diesem Artikel erwähnte Prozessparameter und jede Lösung entspricht den Anforderungen von ISO 10993-1-Standards und gewährleistet so die Zuverlässigkeit und Praktikabilität der Technologie.
Wir verfügen über ein Team erfahrener Ingenieure, die maßgeschneiderte Einlegeformlösungen für verschiedene Materialkombinationen und unterschiedliche Produktanforderungen anbieten können. Vom Einlegedesign über die Vorbehandlung bis hin zum Spritzguss ist der gesamte Prozess kontrollierbar und rückverfolgbar, wodurch die Bedenken von High-End-Kunden hinsichtlich Qualität und Effizienz völlig beseitigt werden.
Wenn Sie Probleme mit Adhäsionsfehlern beim Formen von Metalleinsätzen haben, wenden Sie sich für eine kostenlose Einzelberatung an die Ingenieure von JS Precision, um die Grundursache des Problems schnell zu ermitteln.
Was ist das Umspritzen von Metalleinsätzen und wie entstehen dadurch höherwertige Produkte?
Viele Hersteller sind mit dem Umspritzen von Metalleinsätzen auf tieferer Ebene nicht vertraut. Einfach ausgedrückt bedeutet es, ein fertiges Metallteil in eine Form zu legen und es dann durch Spritzgießen mit Kunststoff zu überziehen, um ein Verbundbauteil zu schaffen, das nicht getrennt werden kann. Die Grundidee besteht darin, die Vorteile von Metall und Kunststoff zu kombinieren.
Dieses Verfahren wird häufig in mehreren Bereichen eingesetzt, z Messingeinsätze zum Spritzgießen von Automobilsensoren, die Festigkeit und geringes Gewicht in Einklang bringen. Metallschnittstellen der Unterhaltungselektronik erhöhen dadurch die Haltbarkeit.
Im Vergleich zu herkömmlichen Montageverfahren reduziert es die Anzahl der Teile, senkt die Kosten und verbessert die Stabilität. Hier sind die wesentlichen Unterschiede:
| Vergleichsmaße | Metalleinsatzformteil | Traditioneller Montageprozess | Vorteile | Anwendbare Szenarien |
| Anzahl der Teile | 1-2 Verbundteile | 3 oder mehr unabhängige Teile | Reduziert Montageschritte, senkt die Fehlerquote | Präzisionselektronische Komponenten |
| Bindungsstärke | Hoch (bis zu 500 N oder mehr) | Niedrig (leicht abnehmbar) | Verbessert die Produkthaltbarkeit und reduziert die Ausschussrate | Tragende Komponenten für Kraftfahrzeuge |
| Produktionseffizienz | Hoch (integriertes Formteil) | Niedrig (Mehrprozessmontage) | Verkürzt den Produktionszyklus und senkt die Arbeitskosten | Massenproduktionsszenarien |
| Lightweighting-Effekt | Erheblich (reduzierter Metallverbrauch) | Mäßig (mehr Metallteile) | Entspricht den Leichtbautrends | Neue Energiefahrzeugkomponenten |

Abbildung 1: Eine Querschnittsansicht, die ein Kunststoffteil und einen gerändelten Metalleinsatz aus Messing zeigt, der deutlich beschriftet ist und zeigt, wie die Komponenten beim Formen von Metalleinsätzen kombiniert werden.
Warum versagt die Haftung beim Kunststoffspritzguss mit Metalleinsätzen?
Wenn Kunden Kunststoffspritzguss mit Metalleinsätzen durchführen, ist Haftungsversagen eines der Hauptprobleme, mit denen sie konfrontiert sind. Adhäsionsversagen entsteht hauptsächlich durch drei wesentliche physikalisch-chemische Mechanismen. Daher ist es sehr wichtig, diese Mechanismen zu verstehen, um das Problem effektiv zu lösen.
Physikalische Nichtübereinstimmung: Interne Spannungsrisse aufgrund unterschiedlicher Wärmeausdehnungskoeffizienten
Aufgrund großer Unterschiede in den Wärmeausdehnungskoeffizienten von Metallen und Kunststoffen (um das 5- bis 10-fache) schrumpft der Kunststoff beim Abkühlen stärker und erzeugt dadurch Scherspannungen an der Grenzfläche zwischen Metall und Kunststoff. Wenn diese Spannung höher ist als die Bindungsfestigkeit, kommt es zu Mikrorissen oder Ablösungen.
Chemische Inertheit: Unterschiede in der Oberflächenenergie behindern die Bindung auf molekularer Ebene
Metalle zeichnen sich durch eine sehr hohe Oberflächenenergie aus technische Kunststoffe im Fall von Polypropylen zeichnen sich durch eine sehr niedrige Oberflächenenergie aus. Ohne chemische Bindung sind die Van-der-Waals-Kräfte allein nicht stark genug, um den strukturellen Belastungen standzuhalten, sodass die Haftfestigkeit nahezu vernachlässigbar ist.
Oberflächenkontamination: Der unsichtbare Killer von Fingerabdruckfilmen
Öle und Salze in Fingerabdrücken können einen Ölfilm auf Metalloberflächen bilden und verhindern, dass Kunststoff mit Metall in Kontakt kommt. Selbst wenn die Menge an Verunreinigungen recht gering ist, kann sie zu einer Verringerung der Klebkraft um mehr als 50 % führen. Das bedeutet, dass man die Klebeverfahren strikt befolgen muss.
Wir haben Auswirkungsdaten für verschiedene Fehlerursachen zusammengestellt, damit Sie Ihre eigenen Probleme schnell identifizieren können:
| Hauptfehlerursache | Auswirkungsstufe | Prozentsatz der Verringerung der Bindungsstärke | Häufige Produktfehler | Szenarien mit hoher Inzidenz |
| Unterschied im Wärmeausdehnungskoeffizienten | Extrem hoch | 30 %–60 % | Mikrorisse, Ablösung | Produkte für Hochtemperaturumgebungen |
| Chemische Inertheit | Mittelhoch | 20 %–40 % | Schwache Bindung | Technische Kunststoffe und Metallkombinationen |
| Oberflächenkontamination (Fingerabdrücke) | Hoch | Über 50 % | Schnittstellenlücken, Ablösung | Manuelle Betriebsszenarien |
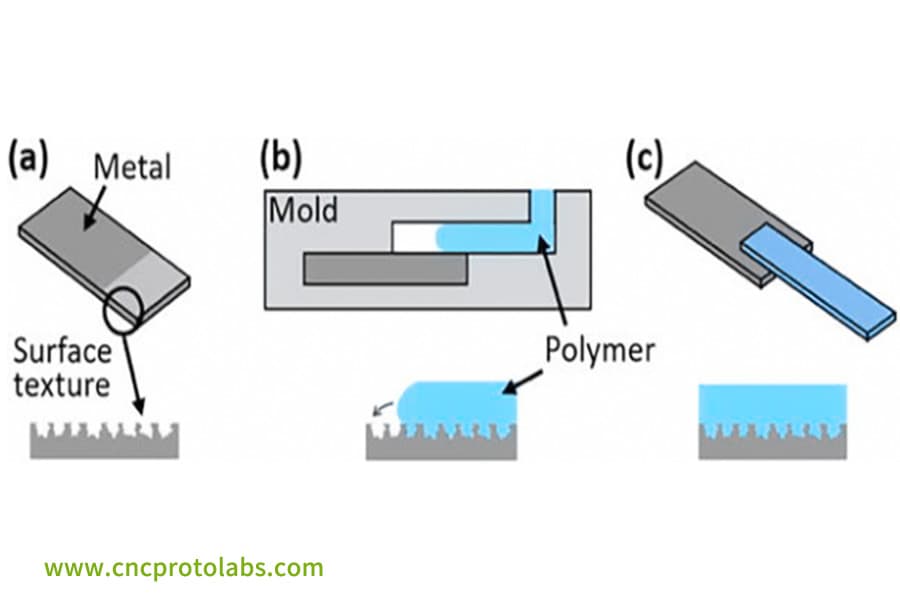
Abbildung 2: Ein Diagramm, das die drei Schlüsselphasen (a bis c) des Kunststoffspritzgießens mit Metalleinsätzen veranschaulicht und die Metallkomponente, die Polymereinspritzung und das endgültige integrierte Teil zeigt.
Was sind die häufigsten Fehler beim Spritzgießen mit Metalleinsätzen?
In Metalleinlage-Kunststoffspritzguss Drei Fehlerarten machen bereits mehr als 80 % aller Fehler aus. Das Wissen um die Ursachen und Möglichkeiten zu deren Behebung kann wirklich dabei helfen, die Kosten für den Ausschuss in den Griff zu bekommen.
Schrumpfungsspuren/Lunker um die Einsätze herum
Die unterschiedlichen Abkühlgeschwindigkeiten von Metall und Kunststoff führen zu einer ungleichmäßigen Schrumpfung. Der Nachdruck kann auf 80 % des Einspritzdrucks abgesenkt werden oder es kann darauf geachtet werden, dass die Mindestwandstärke des Kunststoffs um das Einlegeteil ≥ 1,5 mm beträgt.
Fehlausrichtung einfügen
Bei der Hochdruckinjektion können sich dünne Einsätze leicht bewegen. Die Lösung könnte darin bestehen , präzise Positionierungsstifte für die Form zu verwenden oder besser die Anschnittposition so festzulegen, dass die Schweißlinie die Spannungszone des Einsatzes nicht überlappt.
Grenzflächenporosität
Einsätze, die nach der Vorbehandlung zu lange aufbewahrt werden, können Feuchtigkeit und Schmutz aufnehmen. Die Zeit zwischen Vorbehandlung und Spritzguss sollte 18 Stunden betragen und die Einlegeteile sollten an einem trockenen, staubfreien Ort aufbewahrt werden.
Wenn Sie von diesen Mängeln betroffen sind Spritzguss mit Metalleinlagen Wenden Sie sich an die Ingenieure von JS Precision, um kostenlose Fehlerdiagnosedienste zu erhalten und schnell Lösungen zu finden.
Was sind die wesentlichen Vorbehandlungen für Metalleinsätze?
Die Vorbehandlung ist entscheidend für die Behebung von Haftungsfehlern beim Metalleinlegeformen. Es besteht im Wesentlichen aus drei Arten: physikalische, chemische und hochenergetische Behandlungen. Unter diesen ist Sandstrahlen in Kombination mit chemischem Ätzen am effektivsten und kann die Haftfestigkeit um das Hundertfache erhöhen .
Sandstrahlen: Gravur zur mechanischen Verriegelung
Durch das Sandstrahlen entstehen auf der Metalloberfläche sehr kleine Rillen, in denen sich der erstarrte Kunststoff nach dem Abkühlen „verankert“ bzw. mechanisch verzahnt. Der beste „Ankereffekt“ tritt bei Sa 2,5–4,0 μm auf, während sehr tiefe Rillen zu Spannungskonzentrationen führen können.
Chemische Modifikation: Ätzen für Nanobonding
Durch chemisches Ätzen können Mikroporosität und eine Oberfläche mit aktiven funktionellen Gruppen erzeugt werden. Es hat sich gezeigt, dass dies, zusammen mit Sandstrahlen, die Bruchfestigkeit von Kupfereinsätzen um das 90-fache und die Festigkeit äußerer harter Aluminiumeinsätze um das 100-fache erhöht, ebenfalls gemäß ASTM D1002-Standards .
Hochenergetische Oberflächenbehandlung: Plasma- und Laseraktivierung
Plasma kann die Oberfläche nicht nur reinigen, sondern auch mit polaren Gruppen dekorieren, Laser als Werkzeug zur Oberflächenmodifikation können nahezu bis zur feinsten Kontrolle der Mikrostruktur arbeiten. Beide tragen dazu bei, die Oberflächen besser benetzbar zu machen und sind daher für das Umspritzen von Metalleinsätzen mit hoher Präzision wünschenswert.
Warum werden Messingeinsätze für den Spritzguss so häufig verwendet?
Messing ist zweifellos das am häufigsten verwendete Material für die Herstellung von Spritzgussteilen mit Metalleinsätzen und macht mehr als 60 % der Verwendungszwecke aus. Die Hauptvorteile von Messing ergeben sich aus den drei wichtigsten Perspektiven:
Hervorragende Wärmeleitfähigkeit: Reduziert die Ansammlung interner Spannungen
Messing erfüllt eine sehr effektive Leitfähigkeit mit einem Wert von etwa 100-120 W/(m·K), was dem Fünffachen von Edelstahl entspricht. Die Wärmeübertragung kann so schnell erfolgen, dass der Aufbau interner Spannungen an der Grenzfläche gemildert wird.
Daher eignet sich Messing gut für verschiedene Kunststoffe.
Einfache Oberflächenbehandlung: Das gerändelte Design verbessert die mechanische Verriegelung
Messing lässt sich leicht ätzen und mit Haftvermittlern behandeln und weist gleichzeitig eine hervorragende Korrosionsbeständigkeit auf. Sein gerändeltes Muster schafft eine starke mechanische Verriegelung mit dem Kunststoff, die zu einer mehr als dreifachen Erhöhung der Auszugsfestigkeit führt.
Darüber hinaus tragen hochwertige Messingeinsätze für den Kunststoffspritzguss dazu bei, Produkte noch stabiler zu machen.
Mäßige Härte: Schützt die Form und sorgt für Fadenfestigkeit
Die Härte von Messing (HB 80-150) übersteigt kaum die von Kunststoff und Formstahl, es bietet Gewindeverschleißfestigkeit ohne Formschäden und kann außerdem zu einer Reduzierung Ihrer Wartungskosten führen.
Zur Auswahl hochkompatibel Messingeinsätze für den Kunststoffspritzguss , laden Sie Ihre Produktzeichnungen hoch. JS Precision bietet eine kostenlose DFM-Analyse und empfiehlt die optimalen Spezifikationen für Messingeinsätze.
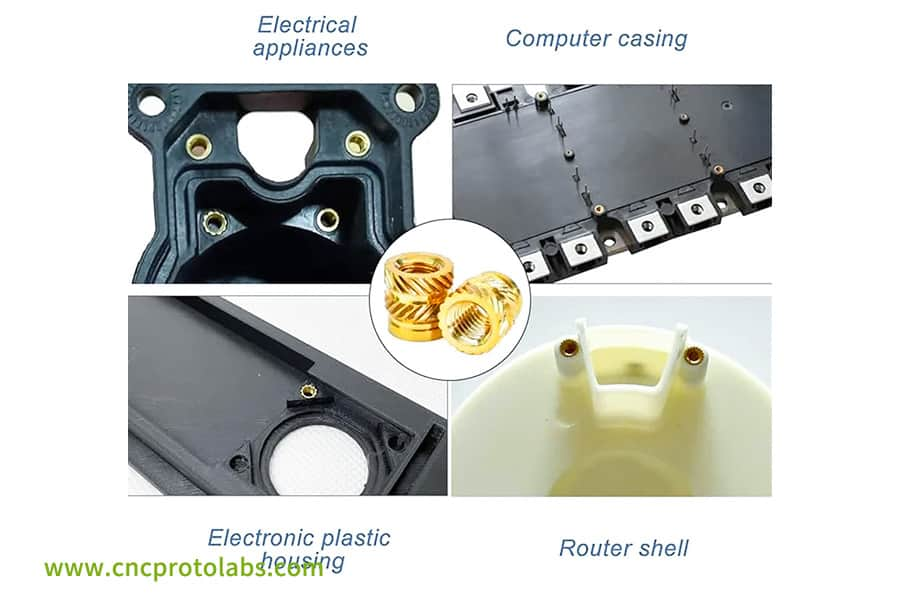
Abbildung 3: Beispiele für Messingeinsätze und elektronische Komponenten, darunter ein Geräteteil, ein Computergehäuse und ein Routergehäuse, die ihre Verwendung im Spritzguss veranschaulichen.
Wie steuert man die Parameter des Spritzgussprozesses, um die Haftung zu aktivieren?
Eine gute Verklebung erfordert nicht nur eine gute Vorbehandlung und Materialauswahl, sondern auch eine Feinabstimmung der Prozessparameter. Die folgenden Daten können als direkte Referenz für das Produktions-Debugging verwendet werden.
Einfüllgeschwindigkeit und -druck: Ausgleich von Durchfluss und innerer Spannung
Eine Erhöhung der Füllzeit auf 1,57 Sekunden erhöht die Haftfestigkeit um etwa 18 %. Darüber hinaus werden Hohlräume und Verformungen der Einsätze vermieden, wenn wir den Einspritzdruck auf etwa 800 kgf/cm² steuern.
Formtemperatur: Schlüssel zur Imprägnierungsqualität
Wenn die Formtemperatur bis zum Ende des Nachdrucks bei ≥120 °C gehalten wird, treten weniger innere Spannungen auf. Ebenso ist der Anstieg der Oberflächenmikrostrukturtemperatur der Form der Hauptgrund dafür, dass die Replikationsrate von 72 % auf 96 % erhöht wurde.
Vorwärmen des Einsatzes: Eliminierung der „gefrorenen Schicht“ an der Schnittstelle
Das Vorheizen des Einsatzes auf 85–120 °C verzögert die Bildung der gefrorenen Schicht . Durch SEM-Beobachtung werden beim Vorheizen auf 120 °C Grenzflächenhohlräume vollständig eliminiert.
JS Precision-Fallstudie: So beseitigen Sie Schnittstellenlücken in Kfz-Sensoreinsätzen während des Vorheizens auf 85 °C
Theoretisches Wissen soll ganz zum Schluss in der Praxis überprüft werden. Im Folgenden enthüllen wir eine aktuelle Fallgeschichte von JS Precision, in der die Lösung, die wir dem Kunden für das Problem der Schnittstellenhohlräume beim Kunststoffspritzguss mit Metalleinsätzen angeboten haben, nicht nur die Massenproduktionsausbeute des Kunden steigerte, sondern auch das Problem löste.
Fallhintergrund
Ein Kunde im Automobilelektronikbranche stellte Motortemperatursensoren mit Messingeinsätzen und PPS+40 % GF-Kunststoff her. Eine 15-prozentige Lückenquote an der Schnittstelle führte dazu, dass der Dichtungstest fehlschlug und sich die monatlichen Verluste in der sehr frühen Phase des Hochfahrens auf über 50.000 US-Dollar summierten . Schließlich kontaktierten sie uns mit der Bitte um Hilfe.
Aufgetretene Herausforderungen
Mithilfe der Formflussanalyse und der REM-Untersuchung konnten unsere Ingenieure drei Hauptprobleme identifizieren:
- Die schnelle Bildung der Gefrierschicht in der Nähe der Schmelze beim Kontakt mit dem kalten Einsatz (25 °C) verhinderte, dass die Schmelze die Rillen auf der Oberfläche des Einsatzes ordnungsgemäß ausfüllte.
- 0,05–0,1 mm große durchgehende Hohlräume an der Grenzfläche, die als Verstärker für schwache Bindungen wirken und sich auch negativ auf die Dichtungsleistung auswirken würden.
- Weniger als 60 % effektive Verriegelungsfläche, da der Kunststoff die gerändelten Nuten des Einsatzes nur teilweise ausfüllt und die Auszugsfestigkeit nicht den Anforderungen des Kunden entspricht.
Lösung
Unter Nutzung unserer Prozessdatenbank führte unser Team für den Kunden drei konkrete Optimierungsmaßnahmen durch:
- Erhitzen Sie den Einsatz auf 105 °C (unter Bezugnahme auf Forschungsdaten, die einen vorteilhaften Wert von 85–120 °C belegen), um die gefrorene Schicht zu entfernen.
- Erhöhung der Formtemperatur von 80 °C auf 120 °C, um die Benetzbarkeit der Schmelze zu verbessern.
- Senkung der Einspritzgeschwindigkeit von 80 mm/s auf 55 mm/s, um die Füllzeit zu verlängern und sicherzustellen, dass der Kunststoff die Rändelnuten vollständig ausfüllt.
Endergebnisse
- Die Produktschnittstellenlücken wurden nach der Optimierung vollständig entfernt, und die SEM zeigte, dass die Metall-Kunststoff-Kontakte sehr eng waren.
- Die Auszugskraft stieg von 280 N auf 485 N, also um 73 %.
- Die Ausbeute des Dichtungstests stieg von 85 % auf 99,5 %, wodurch die Ausschussverluste monatlich um über 45.000 US-Dollar gesenkt wurden.
- Darüber hinaus erwiesen sich die Messingeinsätze für den Kunststoffspritzguss als Zubehörartikel der Wahl des Kunden. In zwölfmonatiger Betriebszeit wurden rund 500.000 Einheiten mit 100-prozentiger Kundenzufriedenheit produziert.
- Diese Lösung hat in diesem Zeitraum reibungslos funktioniert.
Wenn Sie mit ähnlichen Fehlern bei der Metalleinsatzformung konfrontiert sind, können Sie sich den detaillierten technischen Bericht dieser Fallstudie ansehen oder sich für eine maßgeschneiderte Lösung an unsere Ingenieure wenden.

Abbildung 4: Eine Nahaufnahme eines Präzisionsmessingeinsatzes mit einer Gewindeaußenseite, die in eine schwarze Kunststoffkomponente eingegossen ist, wahrscheinlich für eine Automobilsensoranwendung.
Warum sollten Sie sich für JS Precision für Ihre Projekte zum Formen von Metalleinsätzen entscheiden?
Ein vertrauenswürdiger Partner ist unerlässlich, wenn Sie Probleme beim Umspritzen von Metalleinsätzen lösen möchten. JS Precision bietet umfassende Dienstleistungen und stellt sicher, dass jeder Schritt des Prozesses sowohl überschaubar als auch nachvollziehbar ist.
Komplettlösung: Inhouse-Einsatzfertigung + Spritzguss
Neben der Umspritzung von Einsätzen mit vom Kunden bereitgestellten Materialien bieten wir auch die Gestaltung und Produktion von Einsätzen an. Die Qualität wird in jeder Phase überwacht , um Verbindungsfehler aufgrund minderwertiger, von externen Quellen bezogener Einsätze auszuschließen.
Die Prozessdatenbank ermöglicht genaues Debuggen
Das parametrische Modell, das wir unter Verwendung von mehr als 2000 Projektdatensätzen entwickelt haben, kann das beste Prozessfenster umgehend identifizieren, wodurch die Debugging-Zeit verkürzt und die Kosten für das Probeformen gesenkt werden.
Sofortige Angebotserstellung und DFM-Analyse im Web
Nach dem Hochladen ihrer 3D-Zeichnungen erhalten Kunden umgehend ein Angebot und eine Machbarkeitsanalyse. Unsere Ingenieure werden das Insert-Design verbessern und Verbindungsrisiken in Zukunft vorbeugen.
FAQs
F1: Was ist die häufigste Fehlerursache beim Spritzgießen von Metalleinsätzen?
Die Ablösung der Grenzfläche ist normalerweise das größte Problem. Sie wird durch innere Spannungen aufgrund unterschiedlicher Wärmeausdehnungskoeffizienten von Metall und Kunststoff verursacht, die zu Produktausschuss und höheren Kosten führen.
F2: Was ist der optimale Rauheitsbereich für das Sandstrahlen?
Der beste Bereich liegt bei Sa 2,5–4,0 μm. In diesem Bereich ist die mechanische Verriegelung am effektivsten. Ein zu flacher Bereich führt zu einer geringeren Verriegelungskraft und ein zu großer Bereich führt zu Spannungskonzentration.
F3: Welche Temperatur sollte für die Vorwärmung des Einsatzes verwendet werden?
Ungefähr 85-120℃. Eine höhere Temperatur verbessert den Schnittstellenkontakt; Allerdings sollte die thermische Stabilität des Kunststoffs berücksichtigt werden, damit er sich nicht verschlechtert.
F4: Inwieweit wirkt sich eine Verunreinigung durch Fingerabdrücke auf die Klebkraft aus?
Es wirkt sich tatsächlich stark aus. Die Haftfestigkeit kann selbst bei Spuren von Fingerabdrücken um über 50 % reduziert werden, da das Fett den Kontakt zwischen Metall und Kunststoff verhindert.
F5: Welche Probleme entstehen durch zu hohen Einspritzdruck?
Dies könnte zu einer Verformung dünnwandiger Einsätze, einer erhöhten inneren Spannung im Produkt, einer leichten Bildung von Mikrorissen und einer Ablösung der Verbindung führen und schließlich zu Instabilität führen.
F6: Welche Funktion hat das Rändeldesign?
Die Hauptaufgabe besteht darin, ein mechanisches Schloss herzustellen. Normalerweise wird dies bei Messingeinsätzen durchgeführt und dadurch kann die Ausreißfestigkeit zwischen dem Einsatz und dem Kunststoff um mehr als das Dreifache erhöht werden .
F7: Wie stark kann chemisches Ätzen die Haftfestigkeit verbessern?
Wenn es zusammen mit Sandstrahlen verwendet wird, hat es das Potenzial, die Bindungsstärke um das 90- bis 100-fache zu erhöhen, da es in der Lage ist, nanoskalige aktive Stellen zu vergrößern, die das Metall und den Kunststoff chemisch verbinden.
F8: Wie lassen sich die Einfallstellen rund um den Einsatz lösen?
Die Höhe des Nachdrucks kann 80 % des Einspritzdrucks betragen. Eine andere Methode besteht darin, die Dicke der Kunststoffwand um den Einsatz herum zu erhöhen, sodass die Mindestwandstärke von ≥1,5 mm eingehalten wird.
Zusammenfassung
Die Verbindungsprobleme beim Umspritzen von Metallen sind nicht nur ein einstufiges Problem.
Im Gegenteil: Die Schwierigkeiten, die sich aus Verbindungsfehlern und hohen Fehlerraten ergeben, können durch die Identifizierung der richtigen Methoden vollständig überwunden werden, was gleichzeitig zu einer effizienten Massenproduktion und Kostenoptimierung führt. Bei diesen Problemen handelt es sich eigentlich um systemische technische Probleme, die sich mit Vorbehandlung, Materialauswahl und Prozesskontrolle befassen.
Zusätzlich zu seiner umfassenden praktischen Erfahrung und seinen professionellen technischen Fähigkeiten steht Ihnen JS Precision während des gesamten Prozesses, vom Einlegedesign bis zum Spritzgießen, zur Verfügung, sodass Sie die technischen Herausforderungen problemlos meistern können.
Laden Sie jetzt Ihre Einlegezeichnungen hoch um kostenlose DFM-Analysen und Prozesslösungsvorschläge zu erhalten und den Weg zu einer effizienten und stabilen Massenproduktion von Metalleinlegeteilen einzuschlagen.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

