
Металлическая вставка молдинга – один из основных приемов, который можно использовать для достижения цели снижения веса. Однако разница в коэффициентах термического расширения металла и пластика приводит к растрескиванию или полной поломке, из-за чего более 60% выбрасываемых изделий.
Согласно информации, прочность склеивания резко снижается даже при незначительном загрязнении отпечатков пальцев, и эти невидимые технологические дефекты оборачиваются огромным финансовым бременем для производителей.
В этой статье , в которой подчеркивается опыт JS Precision, объясняются фундаментальные технические факторы формования вставок, чтобы вы могли не только решить проблему сбоев склеивания, но и вообще предотвратить их возникновение.
Основная сводка ответов
| Основные размеры | Краткое описание |
| Основные причины неудач | Несоответствие коэффициентов термического расширения, химическая инертность, загрязнение поверхности (отпечатки пальцев могут снизить прочность более чем на 50%). |
| Решение для предварительной обработки | Комбинация пескоструйная обработка (Sa 2,5-4,0 мкм) + химическое травление, улучшение адгезии в 90-100 раз. |
| Управление процессом | Вставьте предварительный нагрев 85-120 ℃, температура формы ≥120℃, время наполнения 1,57 секунды. |
| Выбор материалов | Латунные вставки: высокая теплопроводность, легко обрабатывается, рифленый рисунок увеличивает прочность на выдергивание в 3 раза. |
| Диагностика дефектов | Пустоты в интерфейсе должны быть ограничены; Срок хранения после предварительной обработки не должен превышать 18 часов . |
| Сервисная поддержка | JS Precision предлагает комбинированное производство вставок и литье под давлением, а также онлайн-анализ DFM. |
Почему стоит доверять этому руководству? Опыт JS Precision в литье металлических вставок
Выбор надежного шаблона — это первый шаг к решению проблем, связанных с прилипанием металлических вставок к пресс-формам, а профессиональный опыт компании JS Precision является основой этого руководства.
На протяжении многих лет мы всей душой занимаемся формованием вставок, выполнив более 2000 проектов по формованию металлических вставок.
Наши услуги охватывают различные отрасли, такие как автомобильная электроника, бытовая электроника и медицинское оборудование, помогая сотням клиентов решать такие основные проблемы, как нарушение соединения и высокий уровень дефектов.
Все наши технологические решения основаны на данных из первых рук о массовом производстве. Например, у одного клиента, занимающегося автомобильной электроникой, результат испытаний на герметичность составил всего 85 % из-за пустот в интерфейсе латунных вставок.
Компания JS Precision увеличила производительность до 99,5% за счет точной настройки параметров предварительного нагрева пластины и температуры пресс-формы, тем самым обеспечив производство более 500 000 бездефектных изделий.
С другой стороны, клиент бытовой электроники столкнулся с 55%-ным снижением прочности соединения из-за загрязнения отпечатками пальцев. С помощью стандартизированных рабочих процедур и решений по предварительной обработке нам удалось вернуть прочность склеивания на нормальный уровень , тем самым сократив затраты на лом более чем на 30%.
Каждый параметр процесса и решение, упомянутые в этой статье, соответствуют требованиям Стандарты ИСО 10993-1 , что гарантирует надежность и практичность технологии.
У нас есть команда опытных инженеров, которые могут предложить индивидуальные решения для формования вставок для различных комбинаций материалов и различных требований к продукции. От проектирования вставки и предварительной обработки до литья под давлением — весь процесс контролируется и отслеживается, что полностью устраняет опасения высококлассных клиентов по поводу качества и эффективности.
Если вас беспокоят проблемы с адгезией при формовании металлических вставок, свяжитесь с инженерами JS Precision для бесплатной индивидуальной консультации, чтобы быстро определить основную причину проблемы.
Что такое формование металлических вставок и как оно позволяет создавать более ценную продукцию?
Многие производители не знакомы с формованием металлических вставок на глубоком уровне. Проще говоря, это означает помещение готовой металлической детали в форму, а затем использование пластика для покрытия ее посредством литья под давлением для создания композитного компонента, который невозможно разделить. Основная идея – объединить преимущества металла и пластика.
Этот процесс широко используется во многих областях, таких как латунные вставки для литья под давлением автомобильных датчиков, сочетающих в себе прочность и легкий вес. Металлические интерфейсы бытовой электроники повышают долговечность благодаря этому.
По сравнению с традиционными процессами сборки это уменьшает количество деталей, снижает затраты и повышает стабильность. Вот основные различия:
| Сравнительные размеры | Металлическая вставка | Традиционный процесс сборки | Преимущества | Применимые сценарии |
| Количество деталей | 1-2 составные части | 3 или более независимых частей | Сокращает количество операций сборки, снижает частоту ошибок | Прецизионные электронные компоненты |
| Прочность связи | Высокая (до 500 Н и более) | Низкий (легко отсоединяется) | Повышает долговечность изделия, снижает процент брака | Автомобильные несущие компоненты |
| Эффективность производства | Высокий (интегрированный молдинг) | Низкая (многопроцессная сборка) | Сокращает производственный цикл, снижает трудозатраты | Сценарии массового производства |
| Эффект облегчения | Значительное (снижение использования металла) | Умеренный (больше металлических частей) | Соответствует тенденциям легкого дизайна. | Компоненты транспортных средств на новой энергии |

Рис. 1. Вид в поперечном сечении, показывающий пластиковую деталь и латунную металлическую вставку с накаткой, четко обозначенную, показывающую, как компоненты комбинируются при формовании металлической вставки.
Почему при литье пластмасс под давлением с металлической вставкой нарушается адгезия?
Когда клиенты выполняют литье пластмасс под давлением с металлическими вставками, нарушение адгезии является одной из основных проблем, с которыми они сталкиваются. Нарушение адгезии в основном обусловлено тремя основными физико-химическими механизмами. Поэтому очень важно понимать эти механизмы, чтобы эффективно решить проблему.
Физическое несоответствие: растрескивание под внутренним напряжением из-за различий в коэффициентах теплового расширения
Из-за больших различий в коэффициентах термического расширения металлов и пластмасс (в 5-10 раз) пластик при охлаждении сильнее сжимается, тем самым создавая напряжения сдвига на границе раздела металла и пластика. Микротрещины или отслоение сцепления возникнут, если это напряжение превышает прочность сцепления.
Химическая инертность: различия в поверхностной энергии препятствуют связыванию на молекулярном уровне
Металлы характеризуются очень высокой поверхностной энергией, тогда как инженерные пластмассы в случае полипропилена характеризуются очень низкой поверхностной энергией. В отсутствие химической связи силы Ван-дер-Ваальса сами по себе недостаточно сильны, чтобы выдержать структурные нагрузки, поэтому прочность сцепления будет практически незначительной.
Загрязнение поверхности: невидимый убийца пленок от отпечатков пальцев
Масла и соли в отпечатках пальцев могут образовывать масляную пленку на металлических поверхностях, предотвращая контакт пластика с металлом. Даже если количество загрязнений совсем небольшое, это может привести к снижению прочности соединения более чем на 50% . Это означает, что необходимо строго соблюдать процедуры склеивания.
Мы собрали данные о влиянии различных причин отказов, чтобы помочь вам быстро выявить собственные проблемы:
| Основная причина неисправности | Уровень воздействия | Процент снижения прочности связи | Распространенные дефекты продукта | Сценарии высокой заболеваемости |
| Разница в коэффициенте теплового расширения | Чрезвычайно высокий | 30%-60% | Микротрещины, Расшатывание | Продукты для высокотемпературной среды |
| Химическая инертность | Средний Высокий | 20%-40% | Слабое соединение | Комбинации инженерных пластиков и металлов |
| Загрязнение поверхности (отпечатки пальцев) | Высокий | Более 50% | Пустоты интерфейса, разрыв связи | Сценарии ручного управления |
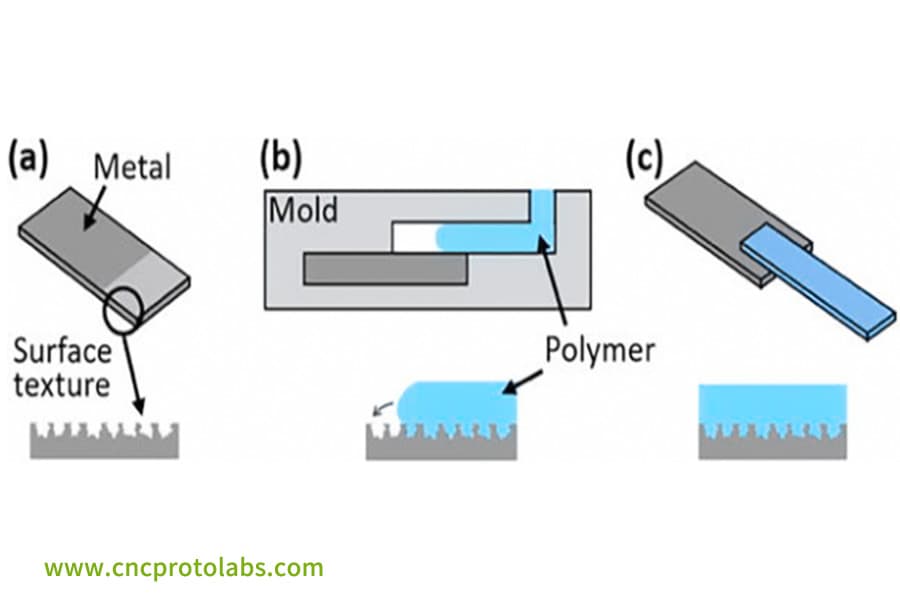
Рисунок 2: Схема, иллюстрирующая три ключевых этапа (от а до с) литья пластмассы под давлением с металлической вставкой, показывающая металлический компонент, инжекцию полимера и конечную интегрированную деталь.
Каковы распространенные дефекты при литье под давлением с металлическими вставками?
В металлическая вставка, литье пластика под давлением , три типа дефектов уже составляют более 80% всех дефектов. Знание их причин и способов их устранения может действительно помочь снизить стоимость лома.
Следы усадки/пустоты вокруг вставок
Разная скорость охлаждения металла и пластика приводит к неравномерной усадке. Удерживающее давление можно снизить до 80 % от давления впрыска или обеспечить, чтобы минимальная толщина пластиковой стенки вокруг вставки составляла ≥1,5 мм.
Несовпадение вставки
Во время впрыска под высоким давлением тонкие вставки могут легко перемещаться. Решение может заключаться в использовании точных установочных штифтов формы или в более точном положении литника , чтобы линия сварного шва не перекрывала зону напряжения вставки.
Пористость интерфейса
Вставки, хранившиеся слишком долго после предварительной обработки, могут накапливать влагу и грязь. Время от предварительной обработки до литья под давлением должно составлять 18 часов, а вставки следует хранить в сухом, защищенном от пыли месте.
Если вас беспокоят эти дефекты в литье под давлением с металлическими вставками , свяжитесь с инженерами JS Precision для получения бесплатных услуг по диагностике дефектов и быстрого поиска решений.
Каковы основные меры предварительной обработки металлических вставок?
Предварительная обработка имеет решающее значение для устранения проблем с адгезией при формовании металлических вставок. В основном он состоит из трех типов: физической, химической и высокоэнергетической обработки. Среди них пескоструйная обработка в сочетании с химическим травлением является наиболее эффективной и позволяет увеличить прочность сцепления до 100 раз.
Пескоструйная обработка: гравировка для механического замка
В результате пескоструйной обработки на металлической поверхности создаются очень крошечные канавки, с которыми после охлаждения затвердевший пластик «закрепляется» или механически сцепляется. Наилучший «эффект анкера» будет наблюдаться при Sa 2,5-4,0 мкм, тогда как очень глубокие канавки могут привести к концентрации напряжений.
Химическая модификация: травление для наносвязывания
Химическое травление позволяет создать микропористость и поверхность с активными функциональными группами. Показано, что это, наряду с пескоструйной обработкой, увеличивает прочность на излом медных вставок в 90 раз, а прочность наружных вставок из твердого алюминия в 100 раз, также в соответствии с Стандарты ASTM D1002 .
Высокоэнергетическая обработка поверхности: плазменная и лазерная активация
Плазма может не только очищать поверхность, но и украшать ее полярными группами, лазеры как инструмент модификации поверхности могут работать практически при тончайшем контроле микроструктуры . Оба помогают сделать поверхности более смачиваемыми и, следовательно, желательны для формования металлических вставок с высокой точностью.
Почему латунные вставки для литья под давлением так широко используются?
Латунь, несомненно, является наиболее распространенным материалом для производства литьевых изделий с металлическими вставками, на долю которого приходится более 60% применений. Основные преимущества латуни можно определить с трех основных точек зрения:
Отличная теплопроводность: уменьшает накопление внутреннего напряжения.
Латунь очень эффективно выполняет проводящую функцию, ее значение составляет около 100–120 Вт/(м·К), что в 5 раз выше, чем у нержавеющей стали. Передача тепла может осуществляться настолько быстро, что это снижает возникновение межфазных внутренних напряжений.
Поэтому латунь хорошо сочетается с различными пластиками.
Легкая обработка поверхности: рифленая конструкция усиливает механическую фиксацию
Латунь легко травится и обрабатывается связующими веществами, демонстрируя при этом похвальную устойчивость к коррозии. Его рифленый рисунок позволяет создать прочный механический замок с пластиком, что приводит к увеличению прочности на выдергивание более чем в 3 раза.
Кроме того, высококачественные латунные вставки для литья пластмасс под давлением помогают еще больше стабилизировать изделия.
Умеренная твердость: защищает форму и обеспечивает прочность резьбы.
Твердость латуни (HB 80-150) практически никогда не превосходит твердость пластика и литейной стали, она способна обеспечить износостойкость резьбы без повреждения формы, а также может привести к сокращению затрат на техническое обслуживание.
Чтобы выбрать высокую совместимость латунные вставки для литья пластмасс под давлением , загрузите чертежи вашего продукта. JS Precision предоставляет бесплатный анализ DFM и рекомендует оптимальные характеристики латунных пластин.
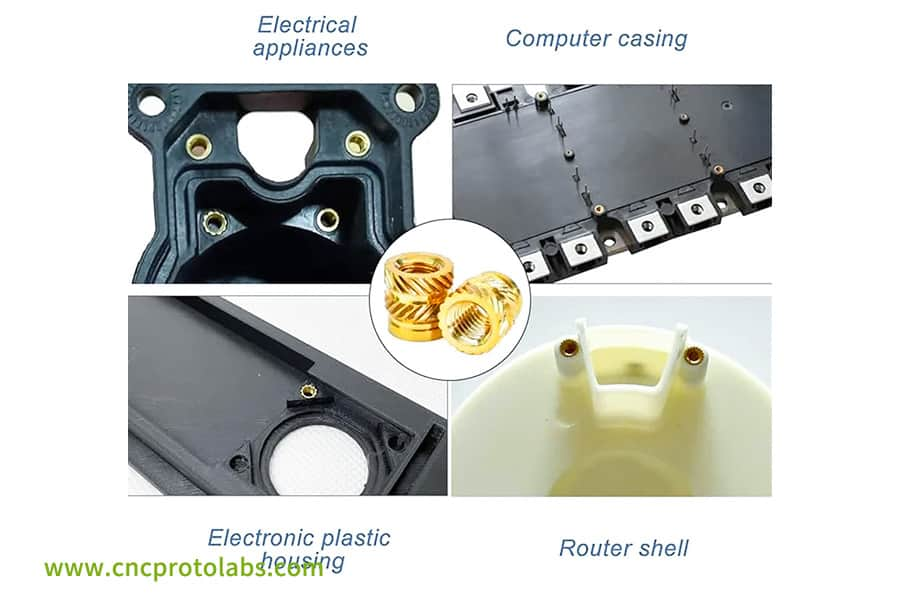
Рисунок 3. Примеры латунных вставок и электронных компонентов, включая детали прибора, корпус компьютера и корпус фрезы, демонстрирующие их использование при литье под давлением.
Как контролировать параметры процесса литья под давлением для активации адгезии?
Хорошее соединение требует не только хорошей предварительной обработки и выбора материалов, но и точной настройки параметров процесса. Следующие данные можно использовать в качестве непосредственной справки для отладки производства.
Скорость и давление заполнения: баланс потока и внутреннего напряжения
Увеличение времени заполнения до 1,57 секунды увеличивает прочность сцепления примерно на 18%. Кроме того, при контроле давления впрыска около 800 кгс/см² удается избежать образования пустот и деформации вставок.
Температура формы: ключ к качеству пропитки
Если температура формы поддерживается на уровне ≥120 ℃ до прекращения давления выдержки, внутреннее напряжение будет меньше. Аналогичным образом, повышение температуры микроструктуры поверхности пресс-формы является основной причиной увеличения скорости репликации с 72% до 96%.
Предварительный нагрев вставки: устранение интерфейса «Замороженный слой»
Предварительный нагрев вставки до 85-120℃ задерживает образование замороженного слоя . По данным СЭМ, при предварительном нагреве до 120 ℃ пустоты на границе раздела полностью исчезают.
Пример использования JS Precision: как устранить зазоры в интерфейсах вставок автомобильных датчиков во время предварительного нагрева до 85°C
Теоретические знания в самом конце должны быть проверены на практике. Ниже мы рассмотрим реальную историю компании JS Precision, в которой решение, которое мы предложили клиенту для решения проблемы пустот в интерфейсе при литье пластмасс под давлением с металлическими вставками, не только увеличило объем массового производства клиента, но и решило проблему.
Предыстория дела
Клиент в. сектор автомобильной электроники производила датчики температуры двигателя с латунными вставками и пластиком PPS+40%GF. Уровень пустот в интерфейсе 15% привел к тому, что испытание на герметичность не удалось, и ежемесячные убытки превысили 50 000 долларов США на самом раннем этапе ввода в эксплуатацию. Наконец они обратились к нам за помощью.
Возникшие проблемы
С помощью анализа текучести пресс-формы и проверки SEM наши инженеры смогли выявить три основные проблемы:
- Быстрое образование замерзающего слоя вблизи расплава при его соприкосновении с холодной вставкой (25°С) препятствовало правильному заполнению расплавом канавок на поверхности вставки.
- Сплошные межфазные пустоты размером 0,05-0,1 мм, которые могут действовать как усилители слабых связей, а также отрицательно влиять на характеристики герметизации.
- Эффективная площадь фиксации менее 60% из-за того, что пластик лишь частично заполняет рифленые канавки вставки, а прочность на выдергивание не соответствует стандартам клиента.
Решение
Используя нашу базу данных процессов, наша команда выполнила для клиента три точных мероприятия по оптимизации:
- Нагрев вставки до 105°C (согласно данным исследований, показавшим полезный уровень 85-120°C ), чтобы избавиться от замерзшего слоя.
- Повышение температуры формы с 80°C до 120°C для улучшения смачиваемости расплавом.
- Снижение скорости впрыска с 80 мм/с до 55 мм/с, чтобы продлить время заполнения и обеспечить полное заполнение пластиком накатных канавок.
Конечные результаты
- Зазоры в интерфейсе продукта были полностью устранены после оптимизации, а СЭМ показал, что контакты металлопластика были очень близкими.
- Усилие выдергивания увеличилось с 280 Н до 485 Н, т.е. на 73%.
- Результативность испытаний уплотнений выросла с 85% до 99,5%, таким образом, потери лома сократились более чем на 45 000 долларов США в месяц.
- Кроме того, латунные вставки для литья пластмасс под давлением оказались выбором покупателей для аксессуаров. За 12 месяцев работы было произведено около 500 000 единиц продукции , при этом клиенты были удовлетворены на 100%.
- Эта резолюция в течение этого периода работала бесперебойно.
Если вы столкнулись с аналогичными дефектами формования металлических вставок, вы можете просмотреть подробный технический отчет об этом тематическом исследовании или связаться с нашими инженерами для получения индивидуального решения.

Рис. 4. Крупный план прецизионной латунной вставки с наружной резьбой, отформованной в черном пластиковом компоненте, вероятно, для автомобильных датчиков.
Почему стоит выбирать JS Precision для своих проектов по формованию металлических вставок?
Надежный партнер необходим, если вы хотите решить проблемы, связанные с литьем металлических вставок. JS Precision предлагает комплексные услуги, гарантирующие управляемость и отслеживаемость каждого этапа процесса.
Универсальное решение: собственное производство вставок + литье под давлением.
Помимо выполнения формования вставок из материалов, поставляемых заказчиком, мы также предлагаем проектирование и производство вставок. Качество контролируется на каждом этапе , чтобы исключить нарушения соединения, возникающие из-за некачественных вставок, приобретенных у сторонних поставщиков.
База данных процессов обеспечивает точную отладку
Параметрическая модель, которую мы разработали с использованием более 2000 наборов проектных данных, позволяет быстро определить лучшее окно процесса, тем самым сокращается время отладки и сокращаются расходы на пробное формование.
Мгновенное котирование и анализ DFM в Интернете
После загрузки 3D-чертежей клиенты сразу же получают предложение и технико-экономическое обоснование. Наши инженеры улучшат конструкцию вставки и предотвратят риски склеивания в будущем.
Часто задаваемые вопросы
Вопрос 1. Каков наиболее распространенный тип отказа при литье под давлением с металлическими вставками?
Разрыв интерфейса обычно является самой большой проблемой. Это вызвано внутренним напряжением из-за разных коэффициентов теплового расширения металла и пластика, что приводит к браку продукции и увеличению затрат.
В2: Каков оптимальный диапазон шероховатости для пескоструйной обработки?
Лучший диапазон — Sa 2,5-4,0 мкм. Механическая блокировка наиболее эффективна в этом диапазоне. Слишком малый диапазон дает меньшую силу блокировки, а слишком глубокий диапазон приводит к концентрации напряжения.
В3: Какую температуру следует использовать для предварительного нагрева пластины?
Около 85-120 ℃. Более высокая температура улучшит контакт интерфейса; однако следует учитывать термическую стабильность пластика, чтобы он не разлагался.
Вопрос 4. В какой степени загрязнение отпечатков пальцев влияет на прочность соединения?
Это на самом деле сильно влияет. Прочность соединения может снизиться более чем на 50 % даже при наличии следов отпечатков пальцев, поскольку смазка предотвращает контакт между металлом и пластиком.
В5: Какие проблемы возникают из-за чрезмерного давления впрыска?
Это может привести к деформации тонкостенных вставок, переполнению, увеличению внутренних напряжений в изделии, легкому образованию микротрещин и отслоению сцепления и, наконец, к нестабильности.
В6: Какова функция накатки?
Основная роль этого заключается в создании механического замка. Обычно это делается с латунными вставками, и это может увеличить прочность на выдергивание между вставкой и пластиком более чем в 3 раза.
Вопрос 7: Насколько химическое травление может улучшить прочность соединения?
При использовании вместе с пескоструйной обработкой он может увеличить прочность соединения в 90-100 раз, поскольку способен увеличивать наноразмерные активные центры, которые химически связывают металл и пластик.
В8: Как устранить следы раковин вокруг вставки?
Величина удерживающего давления может составлять 80% давления впрыска. Другой метод — увеличить толщину пластиковой стенки вокруг вставки так, чтобы сохранить минимальную толщину стенки ≥1,5 мм.
В9: Как я могу получить расценки на услуги по формованию металлических вставок?
Ты можешь загрузите свои 3D рисунки в JS Precision, чтобы немедленно получить ценовое предложение и бесплатный анализ DFM (Проектирование для технологичности).
Краткое содержание
Проблемы склеивания металлических вставок – это не просто одноэтапная проблема.
Напротив, трудности, возникающие при нарушении соединения и высоком уровне дефектов, могут быть полностью преодолены путем определения правильных методов, которые одновременно приведут к эффективному массовому производству и оптимизации затрат. На самом деле эти проблемы являются системными инженерными проблемами, связанными с предварительной обработкой, выбором материалов и контролем процесса.
JS Precision, помимо своего глубокого практического опыта и профессиональных технических возможностей, к вашим услугам на протяжении всего процесса, от проектирования вставок до литья под давлением, что позволяет вам легко преодолевать технические проблемы.
Загрузите чертежи вставок прямо сейчас получить бесплатный анализ DFM и предложения по технологическим решениям, а также встать на путь эффективного и стабильного массового производства формованных металлических вставок.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

