
Moldagem por inserção de metal é uma das principais técnicas que podem ser utilizadas para atingir o objetivo de redução de peso. Porém, a diferença nos coeficientes de expansão térmica entre metal e plástico leva à trinca ou quebra total, o que representa mais de 60% dos produtos descartados.
De acordo com as informações, a força de ligação diminui drasticamente mesmo com uma ligeira contaminação de impressões digitais, e estas falhas invisíveis do processo estão a transformar-se em enormes encargos financeiros para os produtores.
Destacando os aprendizados da JS Precision, este artigo explica os fatores técnicos fundamentais da moldagem por inserção para que você possa não apenas corrigir o problema de falhas de colagem, mas também evitar que isso aconteça.
Resumo da resposta principal
| Dimensões principais | Descrição resumida |
| Principais causas de falha | Incompatibilidade nos coeficientes de expansão térmica, inércia química, contaminação superficial (impressões digitais podem reduzir a resistência em mais de 50%). |
| Solução de pré-tratamento | Jateamento de areia (Sa 2,5-4,0 μm) + combinação de ataque químico, melhoria de adesão 90-100 vezes. |
| Controle de Processo | Insira pré-aquecimento 85-120 ℃, temperatura do molde ≥120℃, tempo de enchimento 1,57 segundos. |
| Seleção de Materiais | Insertos de latão: alta condutividade térmica, facilmente processado, padrão serrilhado aumenta a resistência à extração em 3 vezes. |
| Diagnóstico de defeitos | Os vazios de interface devem ser limitados; o tempo de armazenamento após o pré-tratamento não deve exceder 18 horas . |
| Suporte de serviço | JS Precision oferece fabricação combinada de pastilhas e moldagem por injeção, análise DFM on-line |
Por que confiar neste guia? Experiência da JS Precision em moldagem por inserção de metal
A seleção de uma guia confiável é o passo inicial para resolver os problemas de adesão da moldagem de pastilhas metálicas, e a experiência profissional da JS Precision é o principal pilar deste guia.
Há vários anos que nos dedicamos de todo o coração ao campo da moldagem por pastilhas, executando mais de 2.000 projetos de moldagem por pastilhas metálicas.
Nossos serviços abrangem vários setores, como eletrônicos automotivos, eletrônicos de consumo e dispositivos médicos, auxiliando centenas de clientes a resolver problemas essenciais, como falhas de ligação e altas taxas de defeitos.
Nossas soluções de processo são todas baseadas em dados de produção em massa de primeira mão. Por exemplo, um cliente de produtos eletrônicos automotivos sofreu um rendimento de teste de vedação de apenas 85% devido a vazios de interface nas inserções de latão.
A JS Precision aumentou o rendimento para 99,5% ajustando os parâmetros de pré-aquecimento da pastilha e a temperatura do molde, alcançando assim a produção de mais de 500.000 produtos livres de defeitos.
Por outro lado, o cliente de produtos eletrônicos de consumo enfrentou uma diminuição de 55% na força de ligação devido à contaminação por impressões digitais. Com a ajuda de procedimentos operacionais padronizados e soluções de pré-tratamento, conseguimos trazer de volta a resistência da colagem aos níveis normais , reduzindo assim os custos de sucata em mais de 30%.
Cada parâmetro de processo e solução mencionado neste artigo atende aos requisitos de Padrões ISO 10993-1 , garantindo assim a confiabilidade e praticidade da tecnologia.
Temos uma equipe de engenheiros especializados que podem oferecer soluções personalizadas de moldagem por inserção para diversas combinações de materiais e diferentes requisitos de produtos. Desde o projeto da pastilha e pré-tratamento até a moldagem por injeção, todo o processo é controlável e rastreável, eliminando totalmente as preocupações dos clientes sofisticados com relação à qualidade e eficiência.
Se você estiver preocupado com problemas de falha de adesão na moldagem de pastilhas de metal, entre em contato com os engenheiros da JS Precision para uma consulta individual gratuita para identificar rapidamente a causa raiz do problema.
O que é moldagem por inserção de metal e como ela cria produtos de maior valor?
Muitos fabricantes não estão familiarizados com a moldagem por inserção de metal em um nível profundo. Simplificando, significa colocar uma peça de metal pronta em um molde e depois usar plástico para cobri-la por meio de moldagem por injeção para criar um componente composto que não pode ser separado. A ideia principal é combinar os benefícios do metal e do plástico.
Este processo é amplamente utilizado em vários campos, como o inserções de latão para moldagem por injeção de sensores automotivos, que equilibra resistência e leveza. As interfaces metálicas de eletrônicos de consumo aumentam a durabilidade por meio delas.
Comparado aos processos de montagem tradicionais, reduz o número de peças, reduz custos e melhora a estabilidade. Aqui estão as principais diferenças:
| Dimensões de comparação | Moldagem de inserção de metal | Processo de montagem tradicional | Vantagens | Cenários Aplicáveis |
| Número de peças | 1-2 peças compostas | 3 ou mais partes independentes | Reduz etapas de montagem, diminui a taxa de erros | Componentes eletrônicos de precisão |
| Força de ligação | Alto (até 500N ou mais) | Baixo (fácil de desconectar) | Melhora a durabilidade do produto, reduz a taxa de refugo | Componentes de suporte de carga automotivo |
| Eficiência de Produção | Alto (moldagem integrada) | Baixo (montagem multiprocesso) | Encurta o ciclo de produção, reduz os custos de mão de obra | Cenários de produção em massa |
| Efeito de leveza | Significativo (uso reduzido de metal) | Moderado (mais peças metálicas) | Alinha-se com tendências de design leve | Novos componentes de veículos energéticos |

Figura 1: Uma vista em corte transversal ilustrando uma peça de plástico e uma inserção metálica de latão serrilhada claramente identificada, mostrando como os componentes se combinam na moldagem por inserção metálica.
Por que a adesão falha na moldagem por injeção de plástico com inserção de metal?
Quando os clientes realizam moldagem por injeção de plástico com insertos de metal, a falha de adesão é um dos principais problemas que eles enfrentam. A falha de adesão surge principalmente de três mecanismos físico-químicos principais. Portanto, é muito importante compreender esses mecanismos para resolver efetivamente o problema.
Incompatibilidade Física: Fissuração por Tensão Interna Devido a Diferenças nos Coeficientes de Expansão Térmica
Devido às grandes diferenças nos coeficientes de expansão térmica de metais e plásticos (de 5 a 10 vezes), o plástico encolhe mais quando resfriado, gerando assim tensão de cisalhamento na interface do metal e do plástico. Microfissuras ou descolamento ocorrerão se esta tensão for maior que a resistência de ligação.
Inércia Química: Diferenças de Energia Superficial Impedem a Ligação em Nível Molecular
Os metais são caracterizados por uma energia superficial muito alta, enquanto plásticos de engenharia no caso do polipropileno são caracterizados por uma energia superficial muito baixa. Na ausência de ligação química, as forças de van der Waals por si só não são suficientemente fortes para suportar as cargas estruturais, pelo que a resistência adesiva será quase insignificante.
Contaminação de superfície: o assassino invisível dos filmes de impressões digitais
Óleos e sais nas impressões digitais podem formar uma película de óleo nas superfícies metálicas, evitando que o plástico entre em contato com o metal. Mesmo que a quantidade de contaminação seja muito pequena, pode levar a uma redução na resistência da união em mais de 50% . Isso significa que é preciso seguir rigorosamente os procedimentos de colagem.
Compilamos dados de impacto para diferentes causas de falha para ajudá-lo a identificar rapidamente seus próprios problemas:
| Principal causa da falha | Nível de impacto | Porcentagem de redução de resistência de união | Defeitos comuns do produto | Cenários de alta incidência |
| Diferença no coeficiente de expansão térmica | Extremamente alto | 30%-60% | Microfissuras, Descolamento | Produtos para ambientes de alta temperatura |
| Inércia Química | Médio Alto | 20%-40% | Ligação Fraca | Combinações de plásticos e metais de engenharia |
| Contaminação de superfície (impressões digitais) | Alto | Mais de 50% | Vazios de interface, desvinculação | Cenários de operação manual |
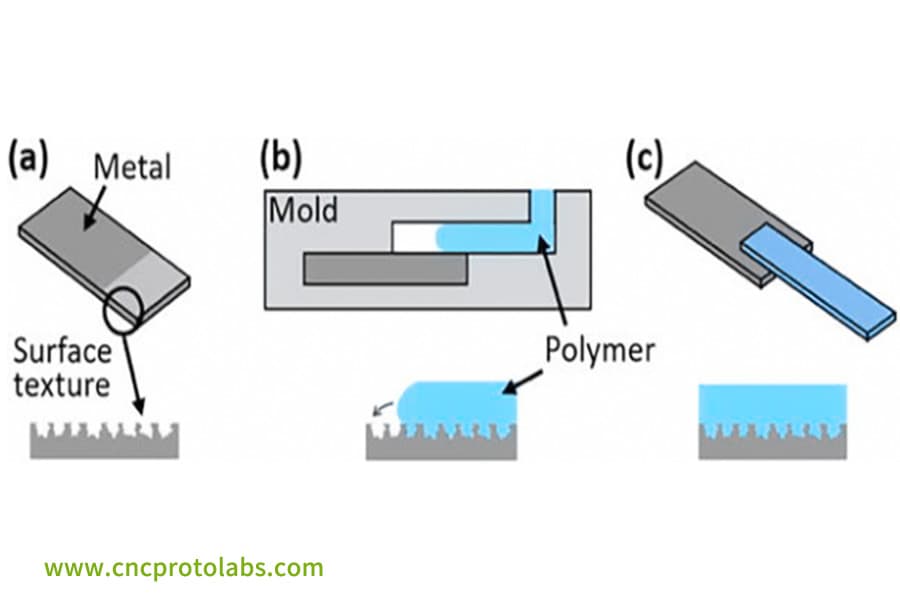
Figura 2: Um diagrama que ilustra os três estágios principais (a a c) da moldagem por injeção de plástico com pastilhas metálicas, mostrando o componente metálico, a injeção de polímero e a peça integrada final.
Quais são os defeitos comuns na moldagem por injeção com pastilhas metálicas?
Em moldagem por injeção de plástico com inserção de metal , três tipos de defeitos já representam mais de 80% de todos os defeitos. Conhecer suas causas e formas de corrigi-las pode realmente ajudar a gerenciar o custo da sucata.
Marcas de contração/vazios ao redor das inserções
As diferentes velocidades de resfriamento de metal e plástico causam encolhimento desigual. A pressão de retenção pode ser reduzida para 80% da pressão de injeção ou a espessura mínima da parede do plástico ao redor da inserção pode ser ≥1,5 mm.
Inserir desalinhamento
Durante a injeção de alta pressão, as pastilhas finas podem se mover com bastante facilidade. A solução poderia ser usar pinos precisos de localização do molde ou melhorar a posição do portão para que a linha de solda não se sobreponha à zona de tensão da pastilha.
Porosidade da interface
As pastilhas que são mantidas por muito tempo após o pré-tratamento podem acumular umidade e sujeira. O tempo de pré-tratamento até a moldagem por injeção deve ser de 18 horas e os insertos devem ser mantidos em local seco e livre de poeira.
Se você está preocupado com esses defeitos em moldagem por injeção com inserções de metal , entre em contato com os engenheiros da JS Precision para obter serviços gratuitos de diagnóstico de defeitos e encontrar soluções rapidamente.
Quais são os pré-tratamentos essenciais para pastilhas metálicas?
O pré-tratamento é crucial para resolver falhas de adesão na moldagem por inserção de metal. Consiste principalmente em três tipos: tratamentos físicos, químicos e de alta energia. Entre eles, o jato de areia combinado com o ataque químico é o mais eficaz e pode aumentar a resistência de adesão em até 100 vezes.
Jateamento: Gravação para Travamento Mecânico
Através do jato de areia, sulcos muito pequenos são criados na superfície do metal, com os quais o plástico solidificado após o resfriamento irá "ancorar" ou travar mecanicamente. O melhor 'efeito de ancoragem' ocorrerá quando Sa 2,5-4,0 μm, enquanto sulcos muito profundos podem resultar em concentração de tensões.
Modificação Química: Gravura para Nanobonding
O ataque químico pode criar microporosidade e superfície com grupos funcionais ativos. Isto, juntamente com o jateamento de areia, demonstrou aumentar a resistência à fratura das pastilhas de cobre em 90 vezes, e a resistência das pastilhas externas de alumínio duro em 100 vezes, também de acordo com Padrões ASTM D1002 .
Tratamento de superfície de alta energia: ativação por plasma e laser
O plasma pode não apenas limpar a superfície, mas também decorá-la com grupos polares; os lasers, como ferramenta para modificação da superfície, podem funcionar quase no melhor controle da microestrutura . Ambos ajudam a tornar as superfícies mais molháveis e, portanto, são desejáveis para moldagem de pastilhas metálicas com alta precisão.
Por que as pastilhas de latão para moldagem por injeção são tão amplamente utilizadas?
O latão é sem dúvida o material mais comum para a produção de moldagens por injeção com insertos metálicos, representando mais de 60% das utilizações. Os principais benefícios do latão são extraídos das três principais perspectivas:
Excelente condutividade térmica: reduz o acúmulo de tensão interna
O latão desempenha uma função condutora de forma muito eficaz, com um valor em torno de 100-120 W/(m·K), que é 5 vezes maior que o do aço inoxidável. A transferência de calor pode ser realizada tão rapidamente que mitiga o acúmulo de tensão interna interfacial.
Portanto, o latão funcionaria bem com vários plásticos.
Fácil tratamento de superfície: design serrilhado melhora o travamento mecânico
O latão pode ser facilmente gravado e tratado com agentes de acoplamento, ao mesmo tempo que apresenta uma resistência louvável à corrosão. Seu padrão serrilhado consegue criar um forte travamento mecânico com o plástico que leva a um aumento de força de extração em mais de 3 vezes.
Além disso, insertos de latão de primeira linha para moldagem por injeção de plástico ajudam a estabilizar ainda mais os produtos.
Dureza moderada: protege o molde e garante a resistência do fio
A dureza do latão (HB 80-150) dificilmente excede a do plástico e do aço para moldes, é capaz de proporcionar resistência ao desgaste da rosca sem danificar o molde e também pode levar à redução de despesas de manutenção.
Para selecionar altamente compatível inserções de latão para moldagem por injeção de plástico , carregue os desenhos do seu produto. A JS Precision fornece análise DFM gratuita e recomenda as especificações ideais de pastilhas de latão.
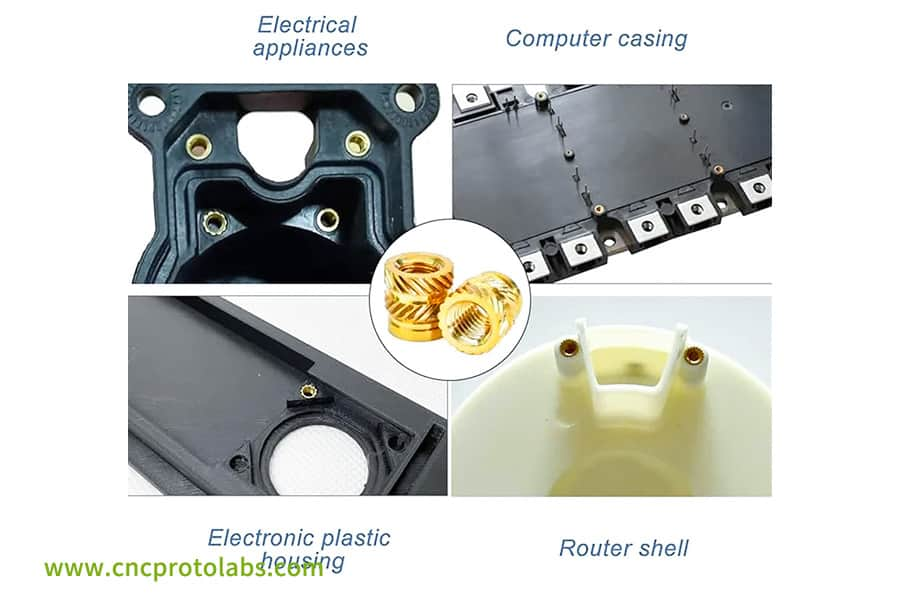
Figura 3: Exemplos de insertos de latão e componentes eletrônicos, incluindo uma peça de eletrodoméstico, gabinete de computador e gabinete de roteador, mostrando seu uso em moldagem por injeção.
Como controlar os parâmetros do processo de moldagem por injeção para ativar a adesão?
Uma ótima adesão não requer apenas um bom pré-tratamento e boas escolhas de materiais, mas também um ajuste preciso dos parâmetros do processo. Os dados a seguir podem ser usados como referência direta para depuração de produção.
Velocidade e pressão de preenchimento: equilibrando fluxo e tensão interna
Aumentar o tempo de enchimento para 1,57 segundos aumenta a resistência da união em aproximadamente 18%. Além disso, quando controlamos a pressão de injeção em torno de 800 kgf/cm², evitam-se vazios e deformações dos insertos.
Temperatura do molde: chave para a qualidade da impregnação
Se a temperatura do molde for mantida ≥120°C até o final da pressão de retenção, haverá menos tensão interna. Da mesma forma, o aumento da temperatura da microestrutura superficial do molde é a principal razão pela qual a taxa de replicação aumentou de 72% para 96%.
Inserir pré-aquecimento: eliminando a interface "camada congelada"
O pré-aquecimento da pastilha a 85-120°C atrasa a formação da camada congelada . Pela observação SEM, quando pré-aquecido a 120°C, os vazios de interface são completamente eliminados.
Estudo de caso JS Precision: como eliminar lacunas de interface em inserções de sensores automotivos durante o pré-aquecimento de 85°C
O conhecimento teórico deve ser verificado na prática no final. A seguir, revelamos um caso real da JS Precision em que a solução que oferecemos para o problema de vazio de interface do cliente na moldagem por injeção de plástico com insertos de metal não apenas aumentou o rendimento da produção em massa do cliente, mas também resolveu o problema.
Histórico do caso
Um cliente no setor de eletrônica automotiva estava fabricando sensores de temperatura de motores com inserções de latão e plásticos PPS+40%GF. Uma taxa de vazios de interface de 15% estava fazendo com que o teste de vedação falhasse e as perdas mensais acumulassem mais de US$ 50.000 no estágio inicial de aceleração. Finalmente, eles nos contataram para obter assistência.
Desafios encontrados
Através da análise do fluxo do molde e da inspeção SEM, nossos engenheiros conseguiram identificar três problemas principais:
- A rápida formação da camada de congelamento perto do fundido quando tocou a pastilha fria (25°C), impediu que o fundido preenchesse adequadamente as ranhuras da superfície da pastilha.
- Vazios interfaciais contínuos de 0,05-0,1 mm que atuariam como potenciadores de ligações fracas e também afetariam negativamente o desempenho da vedação.
- Menos de 60% de área de travamento efetiva devido ao plástico preencher apenas parcialmente as ranhuras serrilhadas da pastilha e uma resistência à tração que não estava de acordo com os padrões do cliente.
Solução
Ao utilizar nosso banco de dados de processos, nossa equipe realizou três medidas precisas de otimização para o cliente:
- Aquecer a inserção a 105°C (referindo-se a dados de pesquisa que mostram um nível benéfico de 85-120°C ) para eliminar a camada congelada.
- Aumento da temperatura do molde de 80°C para 120°C para melhorar a molhabilidade do fundido.
- Reduzindo a velocidade de injeção de 80 mm/s para 55 mm/s para prolongar o tempo de enchimento e garantir que o plástico preencha completamente as ranhuras recartilhadas.
Resultados finais
- As lacunas na interface do produto foram totalmente removidas após a otimização, e o SEM revelou que os contatos metal-plástico estavam muito próximos.
- A força de extração aumentou de 280 N para 485 N, ou seja, 73%.
- O rendimento do teste de vedação aumentou de 85% para 99,5%, portanto, as perdas de sucata foram reduzidas em mais de US$ 45.000 mensais.
- Além disso, os insertos de latão para moldagem por injeção de plástico acabaram sendo a escolha do cliente para acessórios. Cerca de 500 mil unidades foram produzidas em 12 meses de operação, com 100% de satisfação do cliente.
- Esta resolução tem funcionado sem problemas durante este período.
Se você estiver enfrentando defeitos semelhantes de moldagem por inserção de metal, poderá visualizar o relatório técnico detalhado deste estudo de caso ou entrar em contato com nossos engenheiros para obter uma solução personalizada.

Figura 4: Close de uma inserção de latão de precisão com exterior rosqueado moldado em um componente de plástico preto, provavelmente para aplicação em sensores automotivos.
Por que escolher JS Precision para seus projetos de moldagem por inserção de metal?
Um parceiro confiável é essencial quando você deseja resolver problemas de moldagem por pastilhas metálicas. A JS Precision oferece serviços abrangentes, garantindo que cada etapa do processo seja gerenciável e rastreável.
Solução completa: Fabricação interna de insertos + Moldagem por injeção
Além de fazer sobremoldagem de pastilhas com materiais fornecidos pelo cliente, também oferecemos design e produção de pastilhas. A qualidade é monitorada em todas as etapas para eliminar falhas de colagem resultantes de pastilhas de baixa qualidade adquiridas de fontes externas.
Banco de dados de processos permite depuração precisa
O modelo paramétrico que desenvolvemos usando mais de 2.000 conjuntos de dados de projeto pode identificar prontamente a melhor janela de processo, reduzindo assim o tempo de depuração e as despesas de moldagem de teste.
Cotação Instantânea e Análise DFM na Web
Depois de enviar seus desenhos 3D, os clientes recebem imediatamente uma cotação e uma análise de viabilidade. Nossos engenheiros aprimorarão o design da pastilha e evitarão riscos de colagem no futuro.
Perguntas frequentes
Q1: Qual é o modo de falha mais comum para moldagem por injeção de pastilhas de metal?
A separação da interface geralmente é o maior problema. É causado por tensões internas devido aos diferentes coeficientes de expansão térmica do metal e do plástico, o que leva ao desperdício do produto e ao aumento de custos.
Q2: Qual é a faixa de rugosidade ideal para jato de areia?
A melhor faixa é Sa 2,5-4,0 μm. O intertravamento mecânico é mais eficaz nesta faixa. Faixa muito rasa proporciona menos força de intertravamento, e faixa muito profunda leva à concentração de tensão.
Q3: Qual temperatura deve ser usada para o pré-aquecimento da pastilha?
Cerca de 85-120℃. Uma temperatura mais alta fará com que a interface entre em contato melhor; entretanto, a estabilidade térmica do plástico deve ser considerada para que não se degrade.
Q4: Até que ponto a contaminação por impressão digital afeta a resistência da união?
Na verdade, afeta fortemente. A resistência da adesão pode ser reduzida em mais de 50%, mesmo com vestígios de impressões digitais, pois a graxa impedirá o contato entre o metal e o plástico.
Q5: Que problemas surgem da pressão excessiva de injeção?
Isto poderia levar à deformação das pastilhas de paredes finas, transbordamento, aumento da tensão interna no produto, fácil formação de microfissuras e descolamento e, por último, causar instabilidade.
Q6: Qual é a função do design recartilhado?
A principal função disso é fazer uma fechadura mecânica. Normalmente, isso é feito em pastilhas de latão e isso pode aumentar a resistência à tração entre a pastilha e o plástico em mais de 3 vezes.
Q7: Quanto o ataque químico pode melhorar a resistência da união?
Se usado em conjunto com o jateamento de areia, tem o potencial de aumentar a resistência da ligação em 90-100 vezes , pois é capaz de aumentar os sítios ativos em nanoescala que ligam quimicamente o metal e o plástico.
Q8: Como resolver as marcas de afundamento ao redor da pastilha?
A quantidade de pressão de retenção pode ser 80% da pressão de injeção. Outro método é aumentar a espessura da parede plástica ao redor da inserção de modo que a espessura mínima da parede de ≥1,5 mm seja mantida.
Q9: Como posso obter uma cotação para serviços de moldagem por inserção de metal?
Você pode carregue seus desenhos 3D à JS Precision para receber uma cotação imediata e uma análise DFM (Design for Manufacturability) gratuita.
Resumo
As questões de ligação na moldagem por inserção de metal não são apenas um problema de estágio único.
Pelo contrário, as dificuldades que surgem nas falhas de ligação e nas altas taxas de defeitos podem ser completamente superadas através da identificação dos métodos corretos, o que levará simultaneamente a uma produção em massa eficiente e à otimização de custos. Esses problemas são, na verdade, problemas sistêmicos de engenharia que tratam de pré-tratamento, seleção de materiais e controle de processo.
A JS Precision, além de sua profunda experiência prática e capacidade técnica profissional, está ao seu serviço durante todo o processo, desde o projeto da pastilha até a moldagem por injeção, permitindo que você supere facilmente os desafios técnicos.
Carregue seus desenhos de inserção agora para receber análises DFM gratuitas e sugestões de soluções de processo e embarcar em um caminho para a produção em massa de moldagem por inserção de metal eficiente e estável.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

