
Moulure d'insertion en métal est l’une des principales techniques pouvant être utilisées pour atteindre l’objectif de réduction de poids. Cependant, la différence de coefficients de dilatation thermique entre le métal et le plastique entraîne des fissures ou des ruptures complètes, ce qui représente plus de 60 % des produits mis au rebut.
Selon les informations, la force de liaison diminue considérablement même en cas de légère contamination par les empreintes digitales, et ces défauts invisibles du processus se transforment en d'énormes charges financières pour les producteurs.
Mettant en lumière les enseignements de JS Precision, cet article explique les facteurs techniques fondamentaux du moulage par insert afin que vous puissiez non seulement résoudre le problème des défauts de liaison, mais également empêcher qu'ils ne se produisent en premier lieu.
Résumé des réponses de base
| Dimensions principales | Description sommaire |
| Principales causes d'échec | Inadéquation des coefficients de dilatation thermique, inertie chimique, contamination de surface (les empreintes digitales peuvent réduire la résistance de plus de 50 %). |
| Solution de prétraitement | Combinaison de sablage (Sa 2,5-4,0 μm) + gravure chimique, amélioration de l'adhérence 90-100 fois. |
| Contrôle des processus | Insérez le préchauffage 85-120 ℃, température du moule ≥120℃, temps de remplissage 1,57 secondes. |
| Sélection des matériaux | Inserts en laiton : conductivité thermique élevée, facile à traiter, le motif moleté augmente la résistance à l'arrachement de 3 fois. |
| Diagnostic des défauts | Les vides d'interface doivent être limités ; la durée de stockage après prétraitement ne doit pas dépasser 18 heures . |
| Assistance technique | JS Precision propose une fabrication combinée d'inserts et de moulage par injection, ainsi qu'une analyse DFM en ligne |
Pourquoi faire confiance à ce guide ? L'expérience de JS Precision dans le moulage d'inserts métalliques
La sélection d'un guide fiable est la première étape pour résoudre les problèmes d'adhérence du moulage d'inserts métalliques, et l'expertise professionnelle de JS Precision est le principal pilier de ce guide.
Nous nous consacrons entièrement au domaine du moulage d'inserts depuis de nombreuses années, exécutant plus de 2000 projets de moulage d'inserts métalliques.
Nos services couvrent plusieurs secteurs tels que l'électronique automobile, l'électronique grand public et les appareils médicaux, aidant des centaines de clients à résoudre des problèmes fondamentaux tels que les défauts de liaison et les taux de défauts élevés.
Nos solutions de processus sont toutes basées sur des données de production de masse de première main. Par exemple, un client d'électronique automobile a subi un rendement de test d'étanchéité de seulement 85 % en raison de vides d'interface dans les inserts en laiton.
JS Precision a augmenté le rendement à 99,5 % en ajustant avec précision les paramètres de préchauffage des inserts et la température du moule, réalisant ainsi la production de plus de 500 000 produits sans défauts.
D’un autre côté, un client d’électronique grand public a été confronté à une diminution de 55 % de la force de liaison en raison de la contamination par les empreintes digitales. Grâce à des procédures opérationnelles standardisées et à des solutions de prétraitement, nous avons pu ramener la force de liaison à des niveaux normaux , réduisant ainsi les coûts de rebut de plus de 30 %.
Chaque paramètre de processus et solution mentionnés dans cet article sont conformes aux exigences de Normes ISO 10993-1 , garantissant ainsi la fiabilité et la praticabilité de la technologie.
Nous disposons d'une équipe d'ingénieurs experts qui peuvent proposer des solutions de moulage d'inserts sur mesure pour diverses combinaisons de matériaux et différentes exigences de produits. De la conception des inserts et du prétraitement au moulage par injection, l'ensemble du processus est contrôlable et traçable, éliminant ainsi les inquiétudes des clients haut de gamme concernant la qualité et l'efficacité.
Si vous êtes préoccupé par des problèmes de défaillance d'adhérence dans le moulage d'inserts métalliques, contactez les ingénieurs de JS Precision pour une consultation individuelle gratuite afin d'identifier rapidement la cause profonde du problème.
Qu'est-ce que le moulage par insert métallique et comment crée-t-il des produits de plus grande valeur ?
De nombreux fabricants ne sont pas familiers avec le moulage par insert métallique à un niveau profond. En termes simples, cela signifie placer une pièce métallique prête à l'emploi dans un moule, puis utiliser du plastique pour la recouvrir par moulage par injection afin de créer un composant composite qui ne peut pas être séparé. L’idée principale est de combiner les avantages du métal et du plastique.
Ce procédé est largement utilisé dans de multiples domaines, comme celui inserts en laiton pour moulage par injection de capteurs automobiles, qui équilibre résistance et légèreté. Les interfaces métalliques de l'électronique grand public améliorent la durabilité grâce à elles.
Par rapport aux processus d'assemblage traditionnels, il réduit le nombre de pièces, diminue les coûts et améliore la stabilité. Voici les principales différences :
| Dimensions de comparaison | Moulage d'insertion en métal | Processus d'assemblage traditionnel | Avantages | Scénarios applicables |
| Nombre de pièces | 1-2 pièces composites | 3 parties indépendantes ou plus | Réduit les étapes d'assemblage, réduit le taux d'erreur | Composants électroniques de précision |
| Force de liaison | Élevé (jusqu'à 500 N ou plus) | Faible (facile à détacher) | Améliore la durabilité du produit, réduit le taux de rebut | Composants porteurs automobiles |
| Efficacité de production | Haut (moulage intégré) | Faible (assemblage multi-processus) | Raccourcit le cycle de production, réduit les coûts de main-d'œuvre | Scénarios de production de masse |
| Effet allégé | Important (utilisation réduite du métal) | Modéré (plus de pièces métalliques) | S'aligne sur les tendances de conception légère | Composants de véhicules à énergie nouvelle |

Figure 1 : Une vue en coupe illustrant une pièce en plastique et un insert métallique moleté en laiton clairement étiqueté, montrant comment les composants se combinent dans le moulage d'un insert métallique.
Pourquoi l’adhérence échoue-t-elle dans le moulage par injection plastique avec insert métallique ?
Lorsque les clients effectuent le moulage par injection de plastique avec inserts métalliques, les défauts d’adhérence sont l’un des problèmes majeurs auxquels ils sont confrontés. La rupture d’adhésion résulte principalement de trois mécanismes physico-chimiques majeurs. Il est donc très important de comprendre ces mécanismes afin de résoudre efficacement le problème.
Inadéquation physique : fissuration sous contrainte interne due à des différences dans les coefficients de dilatation thermique
En raison de grandes différences dans les coefficients de dilatation thermique des métaux et des plastiques (de 5 à 10 fois), le plastique se contracte davantage lors du refroidissement, générant ainsi une contrainte de cisaillement à l'interface du métal et du plastique. Des microfissures ou un décollement se produiront si cette contrainte est supérieure à la force de liaison.
Inertie chimique : les différences d’énergie de surface entravent la liaison au niveau moléculaire
Les métaux se caractérisent par une énergie de surface très élevée, alors que plastiques techniques dans le cas du polypropylène, ils se caractérisent par une très faible énergie de surface. En l’absence de liaison chimique, les forces de Van der Waals ne sont pas suffisamment fortes pour supporter les charges structurelles, de sorte que la force d’adhésion sera presque négligeable.
Contamination des surfaces : le tueur invisible des films à empreintes digitales
Les huiles et les sels présents dans les empreintes digitales peuvent former un film d'huile sur les surfaces métalliques et empêcher le plastique d'entrer en contact avec le métal. Même si la quantité de contamination est minime, elle peut entraîner une réduction de la force d'adhérence de plus de 50 % . Cela signifie qu’il faut suivre strictement les procédures de cautionnement.
Nous avons compilé des données d'impact pour différentes causes de panne afin de vous aider à identifier rapidement vos propres problèmes :
| Cause principale de l'échec | Niveau d'impact | Pourcentage de réduction de la force de liaison | Défauts courants du produit | Scénarios à incidence élevée |
| Différence de coefficient de dilatation thermique | Extrêmement élevé | 30%-60% | Microfissures, Décollage | Produits pour environnements à haute température |
| Inertie chimique | Moyen-élevé | 20%-40% | Faible liaison | Combinaisons de plastiques techniques et de métaux |
| Contamination des surfaces (empreintes digitales) | Haut | Plus de 50 % | Vides d'interface, décollement | Scénarios de fonctionnement manuel |
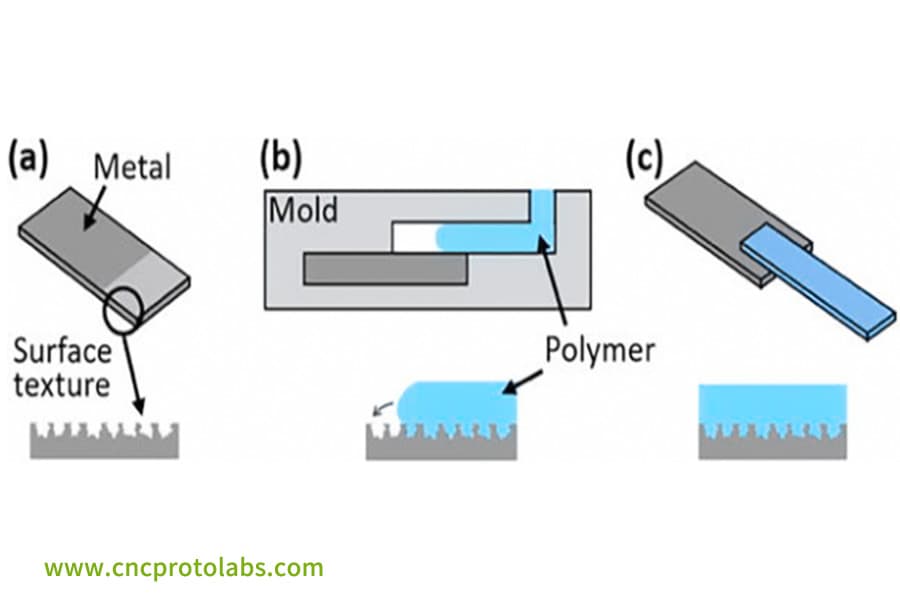
Figure 2 : Un diagramme illustrant les trois étapes clés (a à c) du moulage par injection plastique d'insert métallique, montrant le composant métallique, l'injection de polymère et la pièce intégrée finale.
Quels sont les défauts courants du moulage par injection avec inserts métalliques ?
Dans moulage par injection plastique d'insertion métallique , trois types de défauts représentent déjà plus de 80 % de tous les défauts. Connaître leurs causes et les moyens de les résoudre peut vraiment aider à gérer le coût de la ferraille.
Marques de retrait/vides autour des inserts
Les différentes vitesses de refroidissement du métal et du plastique provoquent un retrait inégal. La pression de maintien peut être abaissée à 80 % de la pression d'injection , ou l'épaisseur minimale de la paroi du plastique autour de l'insert peut être assurée à ≥1,5 mm.
Insérer un désalignement
Lors d’une injection à haute pression, les inserts fins peuvent se déplacer assez facilement. La solution pourrait consister à utiliser des broches de positionnement de moule précises ou à mieux positionner la porte afin que la ligne de soudure ne chevauche pas la zone de contrainte de l'insert.
Porosité de l'interface
Les inserts conservés trop longtemps après le prétraitement peuvent retenir l'humidité et la saleté. Le temps de prétraitement avant le moulage par injection doit être de 18 heures et les inserts doivent être conservés dans un endroit sec et sans poussière.
Si vous êtes troublé par ces défauts dans moulage par injection avec inserts métalliques , contactez les ingénieurs de JS Precision pour des services gratuits de diagnostic des défauts et pour trouver rapidement des solutions.
Quels sont les prétraitements essentiels pour les inserts métalliques ?
Le prétraitement est crucial pour remédier aux défauts d’adhérence dans le moulage d’inserts métalliques. Il se compose principalement de trois types : traitements physiques, chimiques et à haute énergie. Parmi eux, le sablage combiné à une gravure chimique est le plus efficace et peut augmenter la force d’adhésion jusqu’à 100 fois.
Sablage : Gravure pour verrouillage mécanique
Grâce au sablage, de très petites rainures sont créées sur la surface métallique, avec lesquelles le plastique solidifié après refroidissement va « s'ancrer » ou s'emboîter mécaniquement. Le meilleur « effet d'ancrage » se produira lorsque Sa 2,5 à 4,0 μm, tandis que des rainures très profondes peuvent entraîner une concentration des contraintes.
Modification chimique : gravure pour nanoliaison
La gravure chimique peut créer une microporosité et une surface avec des groupes fonctionnels actifs. Il a été démontré que ceci, associé au sablage, augmente de 90 fois la résistance à la rupture des inserts en cuivre et de 100 fois la résistance des inserts extérieurs en aluminium dur, également conformément à la norme Normes ASTM D1002 .
Traitement de surface à haute énergie : activation plasma et laser
Le plasma peut non seulement nettoyer la surface, mais aussi la décorer de groupes polaires, les lasers, en tant qu'outil de modification de la surface, peuvent fonctionner presque avec le contrôle le plus fin de la microstructure . Les deux contribuent à rendre les surfaces plus mouillables et sont donc souhaitables pour le moulage d’inserts métalliques avec une grande précision.
Pourquoi les inserts en laiton pour le moulage par injection sont-ils si largement utilisés ?
Le laiton est sans aucun doute le matériau le plus répandu pour la réalisation de moulages par injection avec inserts métalliques, représentant plus de 60 % des utilisations. Les principaux avantages du laiton s’appuient sur les trois principales perspectives :
Excellente conductivité thermique : réduit l’accumulation de contraintes internes
Le laiton remplit une fonction conductrice très efficace, avec une valeur d'environ 100-120 W/(m·K), soit 5 fois celle de l'acier inoxydable. Le transfert de chaleur peut être effectué si rapidement qu’il atténue l’accumulation de contraintes internes interfaciales.
Par conséquent, le laiton fonctionnerait bien avec divers plastiques.
Traitement de surface facile : la conception moletée améliore le verrouillage mécanique
Le laiton peut être facilement gravé et traité avec des agents de couplage tout en présentant une résistance louable à la corrosion. Son motif moleté parvient à créer un verrouillage mécanique solide avec le plastique, ce qui entraîne une augmentation de la résistance à l'arrachement de plus de 3 fois.
En plus de cela, des inserts en laiton de premier ordre pour le moulage par injection plastique aident à stabiliser encore plus les produits.
Dureté modérée : protège le moule et assure la résistance du fil
La dureté du laiton (HB 80-150) ne dépasse presque jamais celle du plastique et de l'acier moulé, elle est capable de fournir une résistance à l'usure du filetage sans endommager le moule et peut également conduire à une réduction de vos dépenses de maintenance.
Pour sélectionner hautement compatible inserts en laiton pour le moulage par injection plastique , téléchargez vos dessins de produits. JS Precision fournit une analyse DFM gratuite et recommande les spécifications optimales des inserts en laiton.
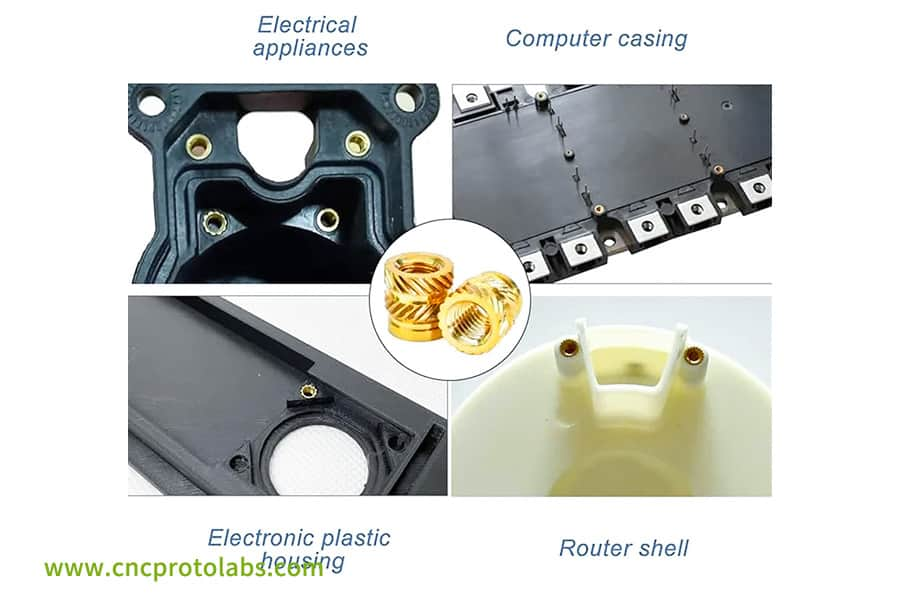
Figure 3 : Exemples d'inserts en laiton et de composants électroniques, notamment une pièce d'appareil, un boîtier d'ordinateur et une coque de routeur, illustrant leur utilisation dans le moulage par injection.
Comment contrôler les paramètres du processus de moulage par injection pour activer l’adhésion ?
Une bonne adhérence nécessite non seulement un bon prétraitement et un bon choix de matériaux, mais également un réglage précis des paramètres du processus. Les données suivantes peuvent être utilisées comme référence directe pour le débogage de production.
Vitesse et pression de remplissage : équilibrer le débit et la contrainte interne
L'augmentation du temps de remplissage à 1,57 seconde augmente la force d'adhésion d'environ 18 %. De plus, lorsque nous contrôlons la pression d'injection à environ 800 kgf/cm², les vides et les déformations des inserts sont évités.
Température du moule : clé de la qualité de l’imprégnation
Si la température du moule est maintenue ≥120℃ jusqu'à la fin de la pression de maintien, il y aura moins de contraintes internes. De même, l'augmentation de la température de la microstructure de surface du moule est la principale raison pour laquelle le taux de réplication est passé de 72 % à 96 %.
Préchauffage des inserts : élimination de la "couche gelée" de l'interface
Le préchauffage de l'insert à 85-120℃ retarde la formation de la couche gelée . Par observation SEM, lorsqu'il est préchauffé à 120 ℃, les vides d'interface sont complètement éliminés.
Étude de cas JS Precision : Comment éliminer les écarts d'interface dans les inserts de capteurs automobiles pendant un préchauffage à 85 °C
Les connaissances théoriques doivent être vérifiées dans la pratique à la toute fin. Dans ce qui suit, nous révélons une histoire de cas réelle de JS Precision dans laquelle la solution que nous avons proposée au problème de vide d'interface du client dans le moulage par injection plastique d'inserts métalliques a non seulement augmenté le rendement de production de masse du client, mais a également résolu le problème.
Contexte de l’affaire
Un client dans le secteur de l'électronique automobile fabriquait des capteurs de température moteur avec des inserts en laiton et des plastiques PPS+40%GF. Un taux de vide d'interface de 15 % provoquait l'échec du test d'étanchéité et les pertes mensuelles s'accumulaient jusqu'à plus de 50 000 $ au tout début de la montée en puissance. Finalement, ils nous ont contacté pour obtenir de l'aide.
Défis rencontrés
Grâce à l'analyse du flux de moule et à l'inspection SEM, nos ingénieurs ont pu identifier trois problèmes principaux :
- La formation rapide de la couche de congélation près de la matière fondue lorsqu'elle touchait l'insert froid (25 °C) empêchait la matière fondue de remplir correctement les rainures de la surface de l'insert.
- Des vides interfaciaux continus de 0,05 à 0,1 mm agiraient comme des potentialisateurs de liaisons faibles et affecteraient également négativement les performances d'étanchéité.
- Zone de verrouillage efficace inférieure à 60 % en raison du plastique ne remplissant que partiellement les rainures moletées de l'insert et d'une résistance à l'arrachement qui n'était pas à la hauteur des normes du client.
Solution
En utilisant notre base de données de processus, notre équipe a réalisé trois mesures d'optimisation précises pour le client :
- Chauffer l'insert à 105 °C (en faisant référence à des données de recherche montrant un niveau bénéfique de 85 à 120 °C ) pour éliminer la couche gelée.
- Augmentation de la température du moule de 80°C à 120°C pour améliorer la mouillabilité de la matière fondue.
- Abaissement de la vitesse d'injection de 80 mm/s à 55 mm/s pour prolonger le temps de remplissage et garantir que le plastique remplisse complètement les rainures de moletage.
Résultats finaux
- Les espaces entre les interfaces du produit ont été totalement supprimés après l'optimisation et le SEM a révélé que les contacts métal-plastique étaient très étroits.
- La force d'arrachement est passée de 280 N à 485 N, soit une augmentation de 73 %.
- Le rendement des tests d'étanchéité est passé de 85 % à 99,5 %, ce qui a permis de réduire les pertes de ferraille de plus de 45 000 $ par mois.
- De plus, les inserts en laiton pour le moulage par injection plastique se sont avérés être le choix du client pour les accessoires. Environ 500 000 unités ont été produites en 12 mois d'exploitation, avec une satisfaction client à 100 %.
- Cette résolution a fonctionné sans problème pendant cette période.
Si vous êtes confronté à des défauts similaires de moulage d'inserts métalliques, vous pouvez consulter le rapport technique détaillé de cette étude de cas ou contacter nos ingénieurs pour une solution personnalisée.

Figure 4 : Gros plan d'un insert de précision en laiton avec un extérieur fileté moulé dans un composant en plastique noir, probablement destiné à une application de capteur automobile.
Pourquoi choisir JS Precision pour vos projets de moulage d'inserts métalliques ?
Un partenaire de confiance est essentiel lorsque vous souhaitez résoudre des problèmes de moulage d’inserts métalliques. JS Precision propose des services complets, garantissant que chaque étape du processus est à la fois gérable et traçable.
Solution unique : fabrication d'inserts en interne + moulage par injection
En plus de réaliser le surmoulage d'inserts avec les matériaux fournis par le client, nous proposons également la conception et la production d'inserts. La qualité est contrôlée à chaque étape afin d'éliminer les défauts de liaison résultant d'inserts de mauvaise qualité achetés auprès de sources externes.
La base de données de processus permet un débogage précis
Le modèle paramétrique que nous avons développé à l'aide de plus de 2 000 ensembles de données de projet peut identifier rapidement la meilleure fenêtre de processus, réduisant ainsi le temps de débogage et les dépenses de moulage d'essai.
Cotation instantanée et analyse DFM sur le Web
Après avoir téléchargé leurs dessins 3D, les clients reçoivent immédiatement un devis et une analyse de faisabilité. Nos ingénieurs amélioreront la conception des inserts et préviendront les risques de collage à l'avenir.
FAQ
Q1 : Quel est le mode de défaillance le plus courant pour le moulage par injection d’inserts métalliques ?
Le décollement des interfaces est généralement le plus gros problème. Elle est causée par des contraintes internes dues aux différents coefficients de dilatation thermique du métal et du plastique, ce qui entraîne des rebuts de produits et des coûts plus élevés.
Q2 : Quelle est la plage de rugosité optimale pour le sablage ?
La meilleure plage est Sa 2,5-4,0 μm. Le verrouillage mécanique est le plus efficace dans cette gamme. Une portée trop faible donne moins de force de verrouillage, et une portée trop profonde entraîne une concentration des contraintes.
Q3 : Quelle température doit-on utiliser pour le préchauffage de l’insert ?
Environ 85-120 ℃. Une température plus élevée améliorera le contact de l'interface ; cependant, la stabilité thermique du plastique doit être prise en compte afin qu'il ne se dégrade pas.
Q4 : Dans quelle mesure une contamination par empreinte digitale affecte-t-elle la force de liaison ?
En fait, cela affecte fortement. La force d'adhérence peut être réduite de plus de 50 %, même avec une trace d'empreinte digitale, car la graisse empêchera le contact entre le métal et le plastique.
Q5 : Quels problèmes surviennent en cas de pression d’injection excessive ?
Cela pourrait conduire à une déformation des inserts à paroi mince, à un débordement, à une augmentation des contraintes internes dans le produit, à une formation facile de microfissures et à un décollement et enfin à une instabilité.
Q6 : Quelle est la fonction de la conception moletée ?
Le rôle principal de celui-ci est de réaliser une serrure mécanique. Habituellement, cela est fait avec des inserts en laiton, ce qui peut augmenter de plus de 3 fois la résistance à l'arrachement entre l'insert et le plastique.
Q7 : Dans quelle mesure la gravure chimique peut-elle améliorer la force de liaison ?
S'il est utilisé avec le sablage, il a le potentiel d' augmenter la force de liaison de 90 à 100 fois, car il est capable d'augmenter les sites actifs à l'échelle nanométrique qui lient chimiquement le métal et le plastique.
Q8 : Comment résoudre les marques d'évier autour de l'insert ?
La quantité de pression de maintien peut représenter 80 % de la pression d’injection. Une autre méthode consiste à augmenter l'épaisseur de la paroi en plastique autour de l'insert afin que l'épaisseur de paroi minimale de ≥1,5 mm soit maintenue.
Q9 : Comment puis-je obtenir un devis pour les services de moulage d'inserts métalliques ?
Tu peux téléchargez vos dessins 3D à JS Precision pour recevoir un devis immédiat et une analyse DFM (Design for Manufacturability) gratuite.
Résumé
Les problèmes de liaison dans le moulage d’inserts métalliques ne se limitent pas à un problème en une seule étape.
Au contraire, les difficultés liées aux défauts de liaison et aux taux de défauts élevés peuvent être complètement surmontées en identifiant les bonnes méthodes, ce qui conduira simultanément à une production de masse efficace et à une optimisation des coûts. Ces problèmes sont en réalité des problèmes d’ingénierie systémique qui concernent le prétraitement, la sélection des matériaux et le contrôle des processus.
JS Precision, en plus de sa profonde expérience pratique et de ses capacités techniques professionnelles, est à votre service tout au long du processus, de la conception des inserts au moulage par injection, vous permettant de surmonter facilement les défis techniques.
Téléchargez vos dessins d'insertion maintenant pour recevoir gratuitement des suggestions d'analyses DFM et de solutions de processus, et vous lancer sur la voie d'une production de masse de moulage d'inserts métalliques efficace et stable.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

