
صب إدراج المعادن تعتبر إحدى التقنيات الرئيسية التي يمكن استخدامها لتحقيق هدف تقليل الوزن. ومع ذلك، فإن اختلاف معاملات التمدد الحراري بين المعدن والبلاستيك يؤدي إلى التشقق أو الكسر الكامل، وهو ما يمثل أكثر من 60% من المنتجات التي يتم التخلص منها.
وفقًا للمعلومات، فإن قوة الترابط تنخفض بشكل كبير حتى مع وجود تلوث طفيف ببصمات الأصابع، وتتحول عيوب العملية غير المرئية هذه إلى أعباء مالية ضخمة على المنتجين.
من خلال تسليط الضوء على الدروس المستفادة من JS Precision، تشرح هذه المقالة العوامل الفنية الأساسية لقولبة الإدخال بحيث لا يمكنك فقط إصلاح مشكلة فشل الترابط ولكن أيضًا منع حدوثها في المقام الأول.
ملخص الإجابة الأساسية
| الأبعاد الأساسية | وصف موجز |
| الأسباب الرئيسية للفشل | عدم التطابق في معاملات التمدد الحراري، والخمول الكيميائي، وتلوث السطح (يمكن أن تقلل بصمات الأصابع القوة بأكثر من 50٪). |
| حل المعالجة المسبقة | السفع الرملي (Sa 2.5-4.0 ميكرومتر) + تركيبة الحفر الكيميائي، تحسين الالتصاق 90-100 مرة. |
| التحكم في العمليات | أدخل التسخين المسبق 85-120 درجة مئوية، درجة حرارة العفن ≥120 درجة مئوية، وقت التعبئة 1.57 ثانية. |
| اختيار المواد | حشوات النحاس: موصلية حرارية عالية، سهلة المعالجة، نمط مخرش يزيد من قوة السحب بمقدار 3 مرات. |
| تشخيص الخلل | يجب أن تكون فراغات الواجهة محدودة؛ يجب ألا يتجاوز وقت التخزين بعد المعالجة 18 ساعة . |
| دعم الخدمة | تقدم JS Precision تصنيعًا مشتركًا للإدراج وقولبة الحقن وتحليل سوق دبي المالي عبر الإنترنت |
لماذا تثق بهذا الدليل؟ خبرة JS Precision في صب إدراج المعادن
يعد اختيار دليل يمكن الاعتماد عليه هو الخطوة الأولى لمعالجة مشكلات التصاق القوالب المعدنية، والخبرة المهنية لشركة JS Precision هي الركيزة الأساسية لهذا الدليل.
لقد كرسنا جهودنا بكل إخلاص لمجال قولبة الإدخال لسنوات عديدة، وقمنا بتنفيذ أكثر من 2000 مشروع قولبة إدراج معدنية.
تمتد خدماتنا عبر العديد من الصناعات مثل إلكترونيات السيارات، والإلكترونيات الاستهلاكية، والأجهزة الطبية، مما يساعد مئات العملاء على حل المشكلات الأساسية مثل فشل الترابط وارتفاع معدلات العيوب.
تعتمد جميع حلول العمليات لدينا على بيانات الإنتاج الضخم المباشرة. على سبيل المثال، عانى أحد عملاء إلكترونيات السيارات من نتيجة اختبار الختم بنسبة 85% فقط بسبب وجود فراغات في الواجهة في الإدخالات النحاسية.
قامت JS Precision برفع الإنتاجية إلى 99.5% عن طريق الضبط الدقيق لمعلمات التسخين المسبق ودرجة حرارة القالب، وبالتالي إنجاز إنتاج أكثر من 500000 منتج خالٍ من العيوب.
من ناحية أخرى، واجه عملاء الأجهزة الإلكترونية الاستهلاكية انخفاضًا بنسبة 55% في قوة الترابط بسبب تلوث بصمات الأصابع. بمساعدة إجراءات التشغيل الموحدة وحلول المعالجة المسبقة، تمكنا من إعادة قوة الترابط إلى المستويات الطبيعية ، وبالتالي تقليل تكاليف الخردة بأكثر من 30%.
تلتزم كل معلمة وحل للعملية مذكورة في هذه المقالة بمتطلبات معايير الأيزو 10993-1 وبالتالي ضمان موثوقية هذه التكنولوجيا وإمكانية تطبيقها.
لدينا فريق من المهندسين الخبراء الذين يمكنهم تقديم حلول صب إدراج مصممة خصيصًا لمجموعات المواد المختلفة ومتطلبات المنتجات المختلفة. بدءًا من تصميم الإدخال والمعالجة المسبقة وحتى القولبة بالحقن، يمكن التحكم في العملية برمتها وتتبعها، مما يزيل تمامًا مخاوف العملاء المتميزين بشأن الجودة والكفاءة.
إذا كنت منزعجًا من مشاكل فشل الالتصاق في قوالب الإدخال المعدنية، فاتصل بمهندسي JS Precision للحصول على استشارة مجانية فردية لتحديد السبب الجذري للمشكلة بسرعة.
ما هو صب المعادن وكيف يتم إنشاء منتجات ذات قيمة أعلى؟
الكثير من الشركات المصنعة ليست على دراية بتشكيل القوالب المعدنية على مستوى عميق. ببساطة، هذا يعني وضع جزء معدني جاهز في قالب ثم استخدام البلاستيك لتغطيته من خلال قولبة الحقن لإنشاء مكون مركب لا يمكن فصله. الفكرة الرئيسية هي الجمع بين فوائد المعدن والبلاستيك.
وتستخدم هذه العملية على نطاق واسع في مجالات متعددة، مثل إدراج النحاس لصب الحقن من أجهزة استشعار السيارات، والتي توازن بين القوة وخفة الوزن. تعمل الواجهات المعدنية للإلكترونيات الاستهلاكية على تعزيز المتانة من خلالها.
بالمقارنة مع عمليات التجميع التقليدية، فهي تقلل من عدد الأجزاء، وتخفض التكاليف، وتحسن الاستقرار. فيما يلي الاختلافات الأساسية:
| أبعاد المقارنة | صب إدراج المعادن | عملية التجميع التقليدية | المزايا | السيناريوهات القابلة للتطبيق |
| عدد الأجزاء | 1-2 أجزاء مركبة | 3 أجزاء مستقلة أو أكثر | يقلل من خطوات التجميع، ويقلل من معدل الخطأ | مكونات إلكترونية دقيقة |
| قوة السندات | عالية (تصل إلى 500N أو أكثر) | منخفض (سهل الانفصال) | يحسن متانة المنتج، ويقلل من معدل الخردة | مكونات تحمل حمولة السيارات |
| كفاءة الإنتاج | عالية (صب متكامل) | منخفض (تجميع متعدد العمليات) | تقصير دورة الإنتاج، ويقلل من تكاليف العمالة | سيناريوهات الإنتاج الضخم |
| تأثير خفيف الوزن | كبير (تقليل استخدام المعادن) | معتدل (المزيد من الأجزاء المعدنية) | يتماشى مع اتجاهات التصميم خفيفة الوزن | مكونات مركبات الطاقة الجديدة |

الشكل 1: منظر مقطعي يوضح جزءًا بلاستيكيًا وإدراجًا معدنيًا نحاسيًا مخرشًا مُسمى بوضوح، يوضح كيفية دمج المكونات في قالب إدراج معدني.
لماذا يفشل الالتصاق في صب حقن البلاستيك بإدخال المعدن؟
عندما يقوم العملاء بتنفيذ عملية قولبة حقن البلاستيك بإدخال المعدن، فإن فشل الالتصاق هو أحد المشاكل الرئيسية التي يواجهونها. ينشأ فشل الالتصاق بشكل رئيسي من ثلاث آليات فيزيائية وكيميائية رئيسية. لذلك، من المهم جدًا فهم هذه الآليات من أجل حل المشكلة بشكل فعال.
عدم التطابق الفيزيائي: تشقق الإجهاد الداخلي بسبب الاختلافات في معاملات التمدد الحراري
بسبب الاختلافات الكبيرة في معاملات التمدد الحراري للمعادن والبلاستيك (بنسبة 5-10 مرات)، ينكمش البلاستيك أكثر عند التبريد، وبالتالي يولد إجهاد القص عند السطح البيني للمعدن والبلاستيك. سوف تحدث تشققات صغيرة أو إزالة الترابط إذا كان هذا الضغط أعلى من قوة الترابط.
الخمول الكيميائي: اختلافات الطاقة السطحية تعيق الترابط على المستوى الجزيئي
تتميز المعادن بطاقة سطحية عالية جدًا، بينما البلاستيك الهندسي وفي حالة مادة البولي بروبيلين تتميز بطاقة سطحية منخفضة للغاية. في غياب الروابط الكيميائية، فإن قوى فان دير فالس في حد ذاتها ليست قوية بما يكفي لتحمل الأحمال الهيكلية، وبالتالي فإن قوة الالتصاق ستكون ضئيلة للغاية.
التلوث السطحي: القاتل الخفي لأفلام بصمات الأصابع
يمكن للزيوت والأملاح الموجودة في بصمات الأصابع أن تشكل طبقة زيتية على الأسطح المعدنية، مما يمنع البلاستيك من ملامسة المعدن. حتى لو كانت كمية التلوث صغيرة جدًا، فقد تؤدي إلى انخفاض قوة الرابطة بنسبة تزيد عن 50% . وهذا يعني أنه يتعين على المرء أن يتبع بدقة إجراءات الترابط.
لقد قمنا بتجميع بيانات التأثير لأسباب الفشل المختلفة لمساعدتك في تحديد مشكلاتك بسرعة:
| سبب الفشل الرئيسي | مستوى التأثير | نسبة تخفيض قوة السندات | عيوب المنتج الشائعة | سيناريوهات الإصابة العالية |
| الفرق في معامل التمدد الحراري | عالية للغاية | 30%-60% | الشقوق الصغيرة، Debonding | منتجات البيئة ذات درجة الحرارة العالية |
| الخمول الكيميائي | متوسطة عالية | 20%-40% | الترابط الضعيف | هندسة البلاستيك والتركيبات المعدنية |
| التلوث السطحي (بصمات الأصابع) | عالي | أكثر من 50% | واجهة الفراغات، Debonding | سيناريوهات التشغيل اليدوي |
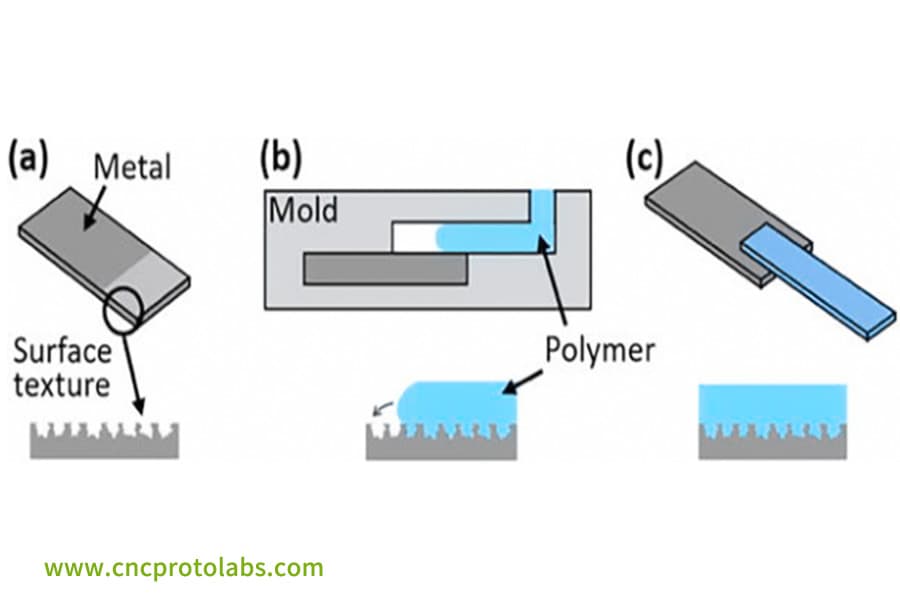
الشكل 2: رسم تخطيطي يوضح المراحل الرئيسية الثلاث (من أ إلى ج) لصب حقن البلاستيك بإدراج المعدن، ويظهر المكون المعدني، وحقن البوليمر، والجزء النهائي المتكامل.
ما هي العيوب الشائعة في صب الحقن بإدخالات معدنية؟
في إدراج المعادن حقن صب البلاستيك ، تشكل ثلاثة أنواع من العيوب بالفعل أكثر من 80٪ من جميع العيوب. إن معرفة أسبابها وطرق إصلاحها يمكن أن يساعد حقًا في إدارة تكلفة الخردة.
علامات الانكماش/الفراغات حول الإدخالات
تسبب سرعات التبريد المختلفة للمعدن والبلاستيك انكماشًا غير متساوٍ. يمكن خفض ضغط التثبيت إلى 80% من ضغط الحقن ، أو يمكن التأكد من أن الحد الأدنى لسمك جدار البلاستيك حول الإدخال هو ≥1.5 مم.
إدراج اختلال
أثناء الحقن بالضغط العالي، قد تتحرك الإدخالات الرقيقة بسهولة تامة. يمكن أن يكون الإصلاح هو استخدام دبابيس دقيقة لتحديد موقع القالب أو تحسين موضع البوابة بحيث لا يتداخل خط اللحام مع منطقة الضغط الخاصة بالإدخال.
واجهة المسامية
الإدخالات التي يتم الاحتفاظ بها لفترة طويلة بعد المعالجة المسبقة يمكن أن تلتقط الرطوبة والأوساخ. يجب أن يكون وقت المعالجة المسبقة للحقن 18 ساعة ويجب حفظ الإدخالات في مكان جاف وخالي من الغبار.
إذا كنت منزعجًا من هذه العيوب في صب الحقن مع إدراجات معدنية اتصل بمهندسي JS Precision للحصول على خدمات مجانية لتشخيص العيوب وإيجاد الحلول بسرعة.
ما هي المعالجات الأساسية لإدراج المعادن؟
تعد المعالجة المسبقة أمرًا بالغ الأهمية لمعالجة فشل الالتصاق في صب القوالب المعدنية. ويتكون بشكل رئيسي من ثلاثة أنواع: العلاجات الفيزيائية والكيميائية وعالية الطاقة. من بينها، يعتبر السفع الرملي مع الحفر الكيميائي أكثر فعالية ويمكن أن يزيد من قوة الالتصاق بما يصل إلى 100 مرة.
السفع الرملي: النقش للقفل الميكانيكي
من خلال السفع الرملي، يتم إنشاء أخاديد صغيرة جدًا على السطح المعدني، والتي سوف "تثبت" أو تتشابك ميكانيكيًا مع البلاستيك المتصلب بعد التبريد. أفضل "تأثير مرساة" سيحدث عندما يكون Sa 2.5-4.0 ميكرومتر، في حين أن الأخاديد العميقة جدًا يمكن أن تؤدي إلى تركيز الضغوط.
التعديل الكيميائي: النقش للترابط النانوي
يمكن للحفر الكيميائي أن يخلق مسامية دقيقة وسطحًا بمجموعات وظيفية نشطة. لقد ثبت أن هذا، جنبًا إلى جنب مع السفع الرملي، يزيد من القوة عند كسر إدخالات النحاس بمقدار 90 مرة، وقوة إدراج الألومنيوم الصلب الخارجي بمقدار 100 مرة، وفقًا أيضًا لـ معايير ASTM D1002 .
المعالجة السطحية عالية الطاقة: تنشيط البلازما والليزر
لا تستطيع البلازما تنظيف السطح فحسب، بل تزينه أيضًا بمجموعات قطبية، ويمكن لليزر كأداة لتعديل السطح أن يعمل تقريبًا بأقصى قدر من التحكم في البنية المجهرية . كلاهما يساعد على جعل الأسطح أكثر قابلية للبلل، وبالتالي فهو مرغوب فيه لصب المعادن بدقة عالية.
لماذا تستخدم إدراجات النحاس لقولبة الحقن على نطاق واسع؟
يعد النحاس بلا شك المادة الأكثر شيوعًا لإنتاج قوالب الحقن بإدخالات معدنية، حيث يمثل أكثر من 60٪ من الاستخدامات. الفوائد الرئيسية للنحاس مستمدة من وجهات النظر الثلاثة الأولى:
الموصلية الحرارية الممتازة: تقلل من تراكم الضغط الداخلي
يؤدي النحاس وظيفة التوصيل بفعالية كبيرة، بقيمة تبلغ حوالي 100-120 واط/(م·ك)، وهو ما يعادل 5 أضعاف قيمة الفولاذ المقاوم للصدأ. يمكن إجراء نقل الحرارة بسرعة كبيرة بحيث يخفف من تراكم الضغط الداخلي بين الوجه.
ولذلك، فإن النحاس يعمل بشكل جيد مع أنواع مختلفة من البلاستيك.
معالجة سهلة للسطح: تصميم مخرش يعزز القفل الميكانيكي
يمكن حفر النحاس بسهولة ومعالجته باستخدام عوامل التوصيل مع إظهار مقاومة جديرة بالثناء للتآكل. يعمل نمطه المخرش على إنشاء قفل ميكانيكي قوي مع البلاستيك مما يؤدي إلى زيادة قوة السحب لأكثر من 3 مرات.
بالإضافة إلى ذلك، تساعد الإدخالات النحاسية عالية الجودة لقولبة حقن البلاستيك على استقرار المنتجات بشكل أكبر.
صلابة متوسطة: يحمي القالب ويضمن قوة الخيط
نادرًا ما تتجاوز صلابة النحاس (HB 80-150) صلابة البلاستيك والفولاذ القالب، فهي قادرة على توفير مقاومة تآكل الخيوط دون تلف العفن، كما يمكن أن تؤدي إلى خفض نفقات الصيانة.
لتحديد متوافق للغاية إدراج النحاس لصب حقن البلاستيك قم بتحميل رسومات المنتج الخاص بك. توفر JS Precision تحليلًا مجانيًا لسوق دبي المالي وتوصي بمواصفات الإدخال النحاسي الأمثل.
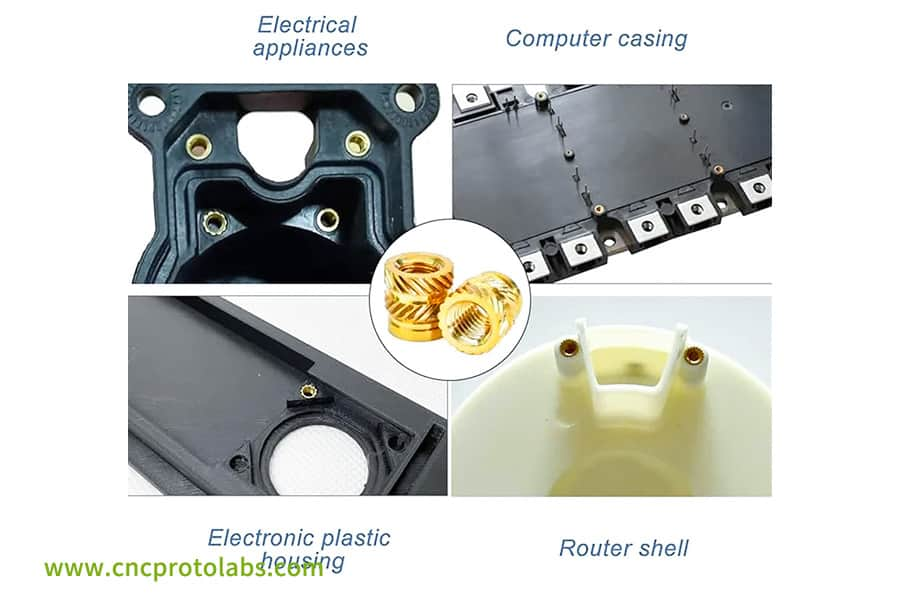
الشكل 3: أمثلة على المدخلات النحاسية والمكونات الإلكترونية، بما في ذلك جزء الجهاز وغلاف الكمبيوتر وقشرة جهاز التوجيه، والتي تعرض استخدامها في قولبة الحقن.
كيفية التحكم في معلمات عملية التشكيل بالحقن لتنشيط الالتصاق؟
لا يتطلب الترابط الرائع معالجة مسبقة جيدة واختيارات المواد فحسب، بل يتطلب أيضًا ضبطًا دقيقًا لمعلمات العملية. يمكن استخدام البيانات التالية كمرجع مباشر لتصحيح أخطاء الإنتاج.
سرعة الملء والضغط: موازنة التدفق والضغط الداخلي
تؤدي زيادة وقت التعبئة إلى 1.57 ثانية إلى زيادة قوة الرابطة بنسبة 18% تقريبًا. بالإضافة إلى ذلك، عندما نتحكم في ضغط الحقن إلى حوالي 800 كجم/سم²، يتم تجنب الفراغات وتشوه الإدخالات.
درجة حرارة العفن: مفتاح جودة التشريب
إذا تم الحفاظ على درجة حرارة القالب ≥120 درجة مئوية حتى نهاية ضغط الإمساك، فسيكون هناك ضغط داخلي أقل. وبالمثل، فإن ارتفاع درجة حرارة البنية المجهرية السطحية للقالب هو السبب الرئيسي وراء زيادة معدل التكرار من 72% إلى 96%.
إدراج التسخين المسبق: إزالة الواجهة "الطبقة المجمدة"
التسخين المسبق للمدخل إلى 85-120 درجة مئوية يؤخر تكوين الطبقة المجمدة . من خلال مراقبة SEM، عند التسخين المسبق إلى 120 درجة مئوية، يتم التخلص تمامًا من فراغات الواجهة.
دراسة حالة JS Precision: كيفية القضاء على فجوات الواجهة في إدخالات مستشعر السيارات أثناء التسخين المسبق عند 85 درجة مئوية
وينبغي التحقق من المعرفة النظرية في الممارسة العملية في النهاية. في ما يلي، نكشف عن قصة حالة فعلية من JS Precision حيث أن الحل الذي قدمناه لمشكلة واجهة العميل الفارغة في قولبة حقن البلاستيك بإدخال المعدن لم يؤدي فقط إلى زيادة إنتاج العميل الضخم ولكن أيضًا حل المشكلة.
خلفية القضية
عميل في قطاع إلكترونيات السيارات كانت تقوم بتصنيع أجهزة استشعار لدرجة حرارة المحرك مع إدخالات نحاسية ومواد بلاستيكية PPS+40%GF. كان معدل إفراغ الواجهة بنسبة 15% يتسبب في فشل اختبار الختم وتراكم الخسائر الشهرية إلى أكثر من 50000 دولار في المرحلة المبكرة جدًا من التكثيف. وأخيرا، اتصلوا بنا للحصول على المساعدة.
التحديات التي واجهتها
من خلال تحليل تدفق القالب وفحص SEM، تمكن مهندسونا من تحديد ثلاث مشكلات رئيسية:
- أدى التكوين السريع لطبقة التجميد بالقرب من المصهور عند ملامسته للمدخل البارد (25 درجة مئوية) إلى منع المصهور من ملء أخاديد سطح الإدخال بشكل صحيح.
- فراغات بينية مستمرة بقطر 0.05-0.1 مم والتي من شأنها أن تعمل كمقويات للروابط الضعيفة وتؤثر أيضًا سلبًا على أداء الختم.
- منطقة قفل فعالة أقل من 60% بسبب البلاستيك الذي يملأ الأخاديد المخرشة جزئيًا فقط وقوة السحب التي لا ترقى إلى مستوى معايير العميل.
حل
من خلال استخدام قاعدة بيانات العمليات الخاصة بنا، قام فريقنا بتنفيذ ثلاثة إجراءات تحسين دقيقة للعميل:
- تسخين الملحق إلى 105 درجة مئوية (تشير بيانات الأبحاث المرجعية إلى مستوى مفيد يتراوح بين 85-120 درجة مئوية ) للتخلص من الطبقة المجمدة.
- رفع درجة حرارة القالب من 80 درجة مئوية إلى 120 درجة مئوية لتعزيز قابلية بلل الذوبان.
- خفض سرعة الحقن من 80 مم/ث إلى 55 مم/ث لإطالة وقت التعبئة والتأكد من أن البلاستيك يملأ أخاديد التخريش بالكامل.
النتائج النهائية
- تمت إزالة الفجوات في واجهة المنتج تمامًا بعد التحسين، وكشف SEM أن نقاط الاتصال البلاستيكية المعدنية كانت قريبة جدًا.
- ارتفعت قوة السحب من 280 نيوتن إلى 485 نيوتن أي بنسبة 73%.
- ارتفع عائد اختبار الختم من 85% إلى 99.5%، وبالتالي تم تقليل خسائر الخردة بما يزيد عن 45000 دولار شهريًا.
- علاوة على ذلك، تبين أن الإدخالات النحاسية المستخدمة في قوالب حقن البلاستيك هي اختيار العميل للعناصر الملحقة. تم إنتاج ما يقرب من 500000 وحدة خلال 12 شهرًا من التشغيل، مع تحقيق رضا العملاء بنسبة 100%.
- وقد تم تنفيذ هذا القرار بسلاسة خلال هذه الفترة.
إذا كنت تواجه عيوبًا مماثلة في القوالب المعدنية، فيمكنك عرض التقرير الفني التفصيلي لدراسة الحالة هذه أو الاتصال بمهندسينا للحصول على حل مخصص.

الشكل 4: صورة مقربة لمدخل نحاسي دقيق مع سطح خارجي ملولب مصبوب في مكون بلاستيكي أسود، من المحتمل أن يكون لتطبيق مستشعر السيارات.
لماذا تختار دقة JS لمشاريع صب إدراج المعادن الخاصة بك؟
يعد الشريك الجدير بالثقة أمرًا ضروريًا عندما تريد حل مشكلات صب القوالب المعدنية. تقدم JS Precision خدمات شاملة، مع التأكد من أن كل خطوة من العملية يمكن التحكم فيها وتتبعها.
حل متكامل: تصنيع الإدخال الداخلي + قولبة الحقن
إلى جانب إجراء عملية التشكيل الزائد للإدراج باستخدام المواد التي يوفرها العميل، فإننا نقدم أيضًا تصميمًا وإنتاجًا للإدراج. تتم مراقبة الجودة في كل مرحلة من أجل القضاء على حالات الفشل في الارتباط الناتجة عن إدخالات منخفضة الجودة تم شراؤها من مصادر خارجية.
تتيح قاعدة بيانات العملية تصحيح الأخطاء الدقيق
النموذج البارامتري الذي قمنا بتطويره باستخدام أكثر من 2000 مجموعة من بيانات المشروع يمكن أن يحدد على الفور أفضل نافذة للعملية، وبالتالي يتم تقليل وقت تصحيح الأخطاء وتقليل نفقات القولبة التجريبية.
عروض الأسعار الفورية وتحليل سوق دبي المالي على الويب
بعد تحميل رسوماتهم ثلاثية الأبعاد، يحصل العملاء على الفور على عرض الأسعار وتحليل الجدوى. سيقوم مهندسونا بتحسين تصميم الإدخال ومنع مخاطر الترابط في المستقبل.
الأسئلة الشائعة
Q1: ما هو وضع الفشل الأكثر شيوعاً لقولبة حقن إدراج المعدن؟
يعد إلغاء ربط الواجهة أكبر مشكلة عادةً. وينتج عن الإجهاد الداخلي الناتج عن اختلاف معاملات التمدد الحراري للمعادن والبلاستيك مما يؤدي إلى خردة المنتج وارتفاع تكاليفه.
س2: ما هو نطاق الخشونة الأمثل للسفع الرملي؟
أفضل نطاق هو Sa 2.5-4.0 ميكرومتر. يعتبر التشابك الميكانيكي أكثر فعالية في هذا النطاق. النطاق الضحل جدًا يعطي قوة تشابك أقل، والنطاق العميق جدًا يؤدي إلى تركيز الضغط.
س3: ما هي درجة الحرارة التي يجب استخدامها للتسخين المسبق؟
حوالي 85-120 درجة مئوية. ارتفاع درجة الحرارة سيجعل الاتصال بالواجهة أفضل. ومع ذلك، ينبغي النظر في الاستقرار الحراري للبلاستيك حتى لا يتحلل.
س4: إلى أي مدى يؤثر تلوث بصمة الإصبع على قوة الرابطة؟
في الواقع يؤثر بقوة. يمكن تقليل قوة الرابطة بنسبة تزيد عن 50%، حتى مع وجود كمية ضئيلة من بصمات الأصابع لأن الشحم سيمنع التلامس بين المعدن والبلاستيك.
س5: ما هي المشاكل التي تنشأ من ضغط الحقن الزائد؟
يمكن أن يؤدي ذلك إلى تشوه المدخلات ذات الجدران الرقيقة التي تزيد من الضغط الداخلي في المنتج، وسهولة تكوين الشقوق الصغيرة والانفصال، وأخيرًا تسبب عدم الاستقرار.
س 6: ما هي وظيفة تصميم التخريش؟
الدور الرئيسي لهذا هو صنع قفل ميكانيكي. عادةً ما يتم ذلك على إدخالات النحاس، وقد يؤدي القيام بذلك إلى زيادة قوة السحب بين الإدخال والبلاستيك بأكثر من 3 مرات.
س7: إلى أي مدى يمكن للحفر الكيميائي تحسين قوة الروابط؟
إذا تم استخدامه مع السفع الرملي، فإنه لديه القدرة على زيادة قوة الروابط بمقدار 90-100 مرة لأنه قادر على زيادة المواقع النشطة على المستوى النانوي التي تربط المعدن والبلاستيك كيميائيًا.
س8: كيف يمكن حل علامات الحوض حول الإدخال؟
يمكن أن يصل مقدار ضغط الإمساك إلى 80% من ضغط الحقن. هناك طريقة أخرى تتمثل في زيادة سمك الجدار البلاستيكي حول الإدخال بحيث يتم الحفاظ على الحد الأدنى لسمك الجدار الذي يبلغ ≥1.5 مم.
س 9: كيف يمكنني الحصول على عرض أسعار لخدمات صب إدراج المعادن؟
أنت تستطيع قم بتحميل رسوماتك ثلاثية الأبعاد إلى JS Precision لتلقي عرض أسعار فوري وتحليل مجاني لـ DFM (التصميم من أجل قابلية التصنيع).
ملخص
إن مشكلات الترابط في قوالب الإدخال المعدني ليست مجرد مشكلة في مرحلة واحدة.
على العكس من ذلك، يمكن التغلب تمامًا على الصعوبات التي تنشأ في فشل الترابط وارتفاع معدلات العيوب من خلال تحديد الأساليب الصحيحة، والتي ستؤدي في الوقت نفسه إلى إنتاج ضخم فعال وتحسين التكلفة. هذه المشكلات هي في الواقع مشكلات هندسية نظامية تتعامل مع المعالجة المسبقة واختيار المواد والتحكم في العمليات.
JS Precision، بالإضافة إلى خبرتها العملية العميقة وقدراتها التقنية المهنية، في خدمتك طوال العملية بأكملها، بدءًا من تصميم الإدخال وحتى القولبة بالحقن، مما يسمح لك بالتغلب بسهولة على التحديات التقنية.
قم بتحميل رسوماتك المُدرجة الآن للحصول على تحليل مجاني لسوق دبي المالي واقتراحات لحلول العمليات، والبدء في السير على طريق الإنتاج الضخم لقوالب إدراج المعادن بكفاءة وثبات.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

