

オーバーモールディングこの技術は、医療機器の防水や自動車のセンサーの耐油性の向上にも使用され、さまざまな製品の機能の境界を変えています。
しかし通常、エンジニアはTPE の剥離や金型コストの制御不能などの問題を経験します。さらに、間違った材料やプロセスの選択、金型のずれによって問題がさらに悪化する可能性もあります。
この記事では、材料の組み合わせの背後にある基本的な理論と 2 色の金型の温度制御の秘密を詳細に説明します。これにより、業界の専門家が製品のパフォーマンスと生産コストの最適なバランスに関して正しい決定を下せるようになります。
主要な回答の概要
| コア寸法 | 主な答え | あなたにとっての価値 |
| プロセスエッセンス | 二次射出成形。硬い基材上に柔らかいゴム/機能層をコーティングするオーバーモールドプロセス。 | 感触、密閉性、衝撃吸収性が向上し、二次組立が完全に不要になります。 |
| 技術的アプローチ | 正確な決定は年間生産量に依存します。要件が 100,000 個を超える場合は 2 色を選択し、少量の場合はオーバーモールディングを挿入します。 | 正確な決定は以下に依存します 年間生産量: 要件が 100,000 個を超える場合は 2 色を選択し、少量の場合はオーバーモールディングを挿入します。 |
| マテリアルペアリング | 代表的な組み合わせは、PC+TPE、ABS+TPU、PA+エラストマー、PEEK+変性PEEKです。 | 良好なマッチングにより化学結合が生じ、剥離強度は6 ~ 8 N/mm に達します。 |
| コスト変曲点 | 射出成形金型のコストは 8,000 ドルから 50,000 ドルの範囲ですが、バッチ サイズが 100 ユニットから 10,000 ユニットに変化すると、ユニットあたりのコストが 40 ~ 60% 削減されます。 | 小ロットの試作検証、大ロットの鋼製金型により効率的に単価を削減します。 |
重要なポイント
- 接着限界:界面温度差を±10℃以内に抑える必要があり、そうでないと分子の拡散能力がなくなり、剥離が発生します。これは、オーバーモールド プロセスにおける主要な技術要件です。
- 設計コストの削減:最適化のための早期の DFM 関与射出成形金型試作コストを30%以上削減できます。
- 素材の耐久性:化学結合は機械的結合よりも剥離に対する耐性が 50% 優れています。適切な材料を選択することは、オーバーモールディングにおいて最も重要な要素の 1 つです。
- バッチ決定:年間生産量が 50,000 個未満の場合はインサート封止が選択され、100,000 個を超える場合は、高い射出成形金型コストとのバランスをとるために 2 色射出成形が使用されます。
このガイドが信頼できる理由JS Precision のオーバーモールディングの専門知識
オーバーモールディングでは、材料科学、熱力学、精密金型などのさまざまなテーマが組み合わされます。 JS Precision では、過去 10 年以上にわたってオーバーモールディングに緊密に取り組んできており、プロトタイプのテストから数百万個の部品の生産までのチェーン全体を実行する能力を備えています。
当社は、自動車、医療、家庭用電化製品などのさまざまな業界の 300 以上のオーバーモールディング プロセスの問題に取り組んできました。また、フォーチュン 500 企業数社の TPE 剥離やシール不良などの大きな課題にも対処してきました。
当社には、プロの射出成形金型設計チーム、Zeiss CMM 完全検査装置、および可変温度金型制御システムがあり、これらの組み合わせにより、オーバーモールド プロセス中の界面温度差を ±5°C 以内に正確に制御できます。
剥離強度テストの結果は 9.5 N/mm 以上であり、この分野の平均よりも大幅に優れています。
材料の適合性と射出成形金型の設計に関して、JS Precision は次の規定に厳密に従います。 ISO 16396-2 射出成形プロセス規格。これにより、すべてのオーバーモールド製品の性能と精度が国際規格に準拠していることが保証されます。
自動車 Tier 1 サプライヤーにおける TPE 剥離問題に対する当社のソリューションの 1 つにより、製品の欠陥率を8% から 0.3% 未満に削減することができました。
同時に、クライアントの全体的な制作コストを 22% 削減することができました。さらに、当社は、医療業界の厳しい基準に十分に適合し、300 サイクルの蒸気滅菌に耐える PEEK 手術器具の設計において医療機器会社を支援しました。
オーバーモールディング技術において 10 年以上の経験を持つ JS Precision の技術チームは、 DFM 解析から量産までの完全なパッケージをクライアントに提供することができます。当社は試行錯誤的な研究開発を行いません。つまり、すべての投資が製品の競争力の向上につながります。
オーバーモールディング プロセスの問題に直面している場合は、JS Precision のエンジニアに直ちに連絡して、カスタマイズされたプロセス診断ソリューションを入手してください。当社の専門チームがお客様の製品開発を保護します。
オーバーモールディングとは何ですか?なぜそれを使用する必要があるのですか?
オーバーモールディングは数多くの製品製造ラインに組み込まれていますが、多くのオペレータはその重要な利点を完全には理解しておらず、金型がプロセスに与える影響を認識していないため、生産上の問題が発生しやすくなっています。
理解できれば」 オーバーモールドとは何ですか」とその主な手順を特定すると、大きな間違いを効果的に回避できるようになります。
定義と核となる価値
オーバーモールディングは、最初に剛性基板を形成し、次に材料の 2 番目の層を射出して、化学結合または機械的インターロックによる永久結合を実現する二次射出成形プロセスです。金型の精度が接着効果に直接影響します。
オーバーモールディングを使用する理由
- 機能の統合:防水性や衝撃吸収などの機能を 1 つの操作に組み込むことができるため、再加工や部品の追加が不要になります。
- 人間工学:柔らかいゴム層の追加により、製品の感触がより快適になるだけでなく、硬いプラスチックに特有の冷たさが解消され、全体的なユーザーエクスペリエンスが向上します。
- コストの最適化:二次組立を行う必要がないため、労力と欠陥が削減され、総コストの 20 ~ 30% の削減につながります。
初期投資と総所有コスト
オーバーモールドには 2 つの金型が必要で、最初に 8,000 ~ 50,000 ドルの多額の費用がかかります。それにもかかわらず、手作業による組み立てが不要になり、不良率が削減され、金型に投資するほとんどの顧客は12 ~ 18 か月以内に投資収益率を実感できるため、長期的には明らかにかなりのコストメリットが得られます。
貴社の製品に適したオーバーモールディング射出成形ソリューションを明確に理解したいですか? JS Precision の「オーバーモールディング プロセス選択ホワイト ペーパー」をダウンロードして、プロセスと製品の要件をすばやく一致させます。
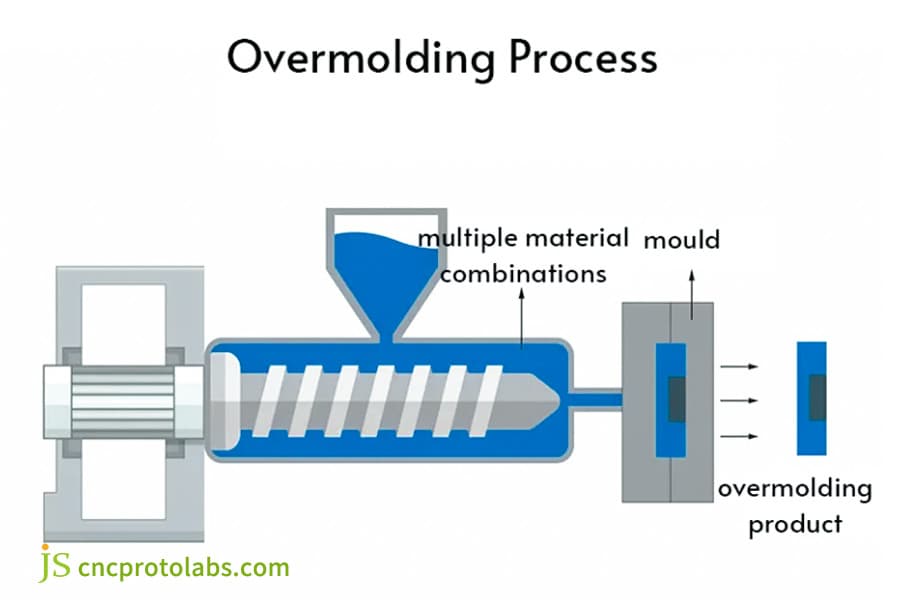
図 1: オーバーモールド プロセスを示す概略図。ホッパー、スクリュー、射出ユニット、金型、最終製品が示されています。
オーバーモールディングはどのように機能しますか?プロセスのステップバイステップガイド
このプロセスを本当に知るには、まず「」の原理を理解する必要があります。オーバーモールディングはどのように機能しますかプロセスパス/手順が異なると、金型、効率、コストに大きな違いが生じる可能性があります。
間違った方法は時間を無駄にします。オーバーモールディングの動作原理を明確かつ徹底的に理解することは、方法自体のスキルを習得するだけでなく、操作段階でのミスを防ぐためにも必要であることは周知の事実です。
2 段階のコアプロセス
方法全体には 2 つの主要な段階が含まれており、それぞれの段階で金型とプロセス パラメーターの完璧な組み合わせが必要になります。
- まず、硬い材料を特定の金型に注入して基板を製造します。
- その後、基板を 2 番目の金型に移動し、そこで軟質接着剤を注入して重要な領域をカバーします。
2 つのプロセス実装パス
2ショット/2色成形は、専用のデュアルバレル装置と一体型金型を採用し、サイクルタイム25~40秒で一度に部品を生産できるため、年間10万個以上の量産に適しています。
インサート オーバーモールディングは非常に柔軟性があり、複雑な金型を必要とせず、中小規模のバッチや金属インサート製品に適しています。
ボンディングウィンドウ
オーバーモールディングの主なポイントは、 「結合ウィンドウ」の制御です。軟質接着剤の注入中、基材表面はガラス転移温度以上である必要があり、界面温度差 T は <10°C である必要があります。
金型温度制御システムは、このパラメータ制御において非常に重要な役割を果たします。のASTM D3359規格は、接着強度の試験方法について説明しています。これは、オーバーモールディング プロセスにおける非常に重要な品質関連の参考資料でもあります。これは、非標準のテスト方法に起因するプロセスの逸脱を回避するのに役立ちます。
オーバーモールディング vs.インサート成形: 本当の違いは何ですか?
多くのエンジニアは 2 つのプロセスを混同しがちで、その結果、選択を誤ってコストが高騰します。両者は基板、接合機構、金型設計などに本質的な違いがあり、製品の機能に応じて的確に選択する必要があります。
コンセプトの明確化
どちらのプロセスにも専用のモールドが必要ですが、コアとなるアプリケーション ロジックは異なります。
- オーバーモールディングは「プラスチック オン プラスチック」に焦点を当てており、主に化学結合と機械的連動を利用して感触と密閉性を向上させます。
- インサート成形は、金属を機能部品として使用し、機械的な固定のみに依存する「金属上のプラスチック」に焦点を当てています。
主要な相違点
| 寸法 | オーバーモールディング | インサート成形 |
| 基材の種類 | プラスチック(ABS/PC/PA等) | 金属(銅/アルミ/スチール等) |
| 接着メカニズム | 化学結合+機械的連動。 | 主に機械的固定であり、化学結合はありません。 |
| 射出成形金型 | ベース型とカバー型の2つの金型が必要です。 | インサートの位置決め構造を含め、射出成形金型は 1 つだけ必要です。 |
| 代表的な用途 | ソフトラバーハンドル、防水シール、衝撃吸収シェル。 | ねじ付きインサート、導電性接点、金属スケルトンのプラスチック部品。 |
| コスト構造 | 高い金型投資、低い生産単位コスト。 | 金型への投資が少なく、金属インサートの追加コストが必要です。 |
選択の推奨事項
最適な感触と防水シーリングを得るにはオーバーモールディングを選択し、高強度の糸と導電パスを得るにはインサートモールディングを選択します。プロセスの価値は、特定の要件に適合することで増加します。
どちらかを選択するのに苦労するオーバーモールドとインサートモールド? 1 対 1 のコンサルティングについては、JS Precision のエンジニアにお問い合わせください。製品要件と生産規模に基づいて、最適なオーバーモールディングおよびインサート成形ソリューションを正確に適合させ、誤った選択によるコストの無駄を回避します。
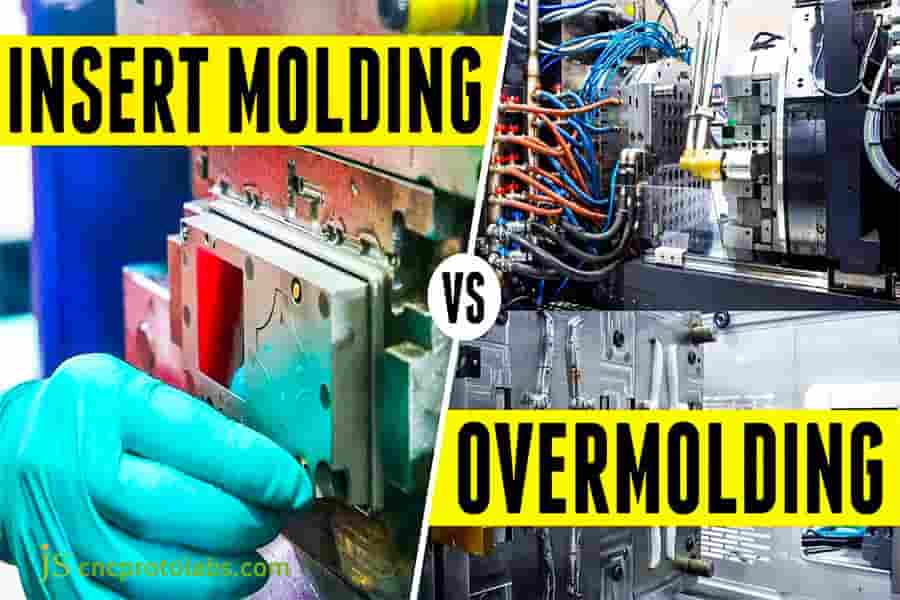
図 2: インサート成形 (手動プロセス) とオーバーモールディング (自動機械) を「VS」で区切って並べた視覚的比較。
オーバーモールディングプロセスを成功させるために重要な材料は何ですか?
材料の選択は、オーバーモールディングを成功させるための決定的な要素です。互換性のない材料の組み合わせは、製品の故障を引き起こす可能性があります。選択を行う際には、材料の適合性の基本を理解することが非常に重要です。
材料の互換性の原則
オーバーモールドでは、材料がよく接着するために同じ極性である必要があります。これは、化学的に強く結合するには、基材とコーティングが近い表面エネルギー レベルを持つ必要があることを意味します。
ABS、PC などの極性材料は、ほとんどの TPE および TPU と簡単に接着できますが、PP PE などの非極性材料は、コーティング前に表面処理を施すか、機械的に固定する必要があります。
おすすめのクラシックな組み合わせ
以下の組み合わせは、優れた接着効果と性能を実証済みです。
- PC+TPEは家電製品に最適です。
- 自動車内装用のABS+TPU 。
- 車載センサー用PA66+エラストマー。
- 医療機器向けPEEK+変性PEEK 。
間違った材料を選択した場合のコスト
材料の混合を誤ると層間剥離や剥がれによる製品ロスが発生し、金型コストの無駄が発生する可能性があります。プロの製造では、製造前に金型フロー シミュレーションと材料検証が必要です。これらの手順が効果的なオーバーモールディングの秘訣です。
オーバーモールディング射出成形の需要を促進しているのはどの業界ですか?
オーバーモールディングは、機能の組み合わせを容易にし、コストを節約し、製品の外観と感触を向上させることができるため、さまざまな分野でかなり長い間一般的な方法でした。特に自動車医療分野で人気があり、家電、需要が急速に増加している航空宇宙分野。
自動車産業
この業界は、センサーやコネクタなどの部品において、このテクノロジーの主なユーザーの 1 つです。現在の市場価値は 12 億米ドルですが、9% を超える CAGR で 2033 年までに最大 25 億米ドルまで増加すると予想されています。
医療機器
医療分野では、サージカルハンドルの注射器などに使用されるオーバーモールディングの使用について厳しい基準があります。2024 年の市場規模は 1 億 9,500 万ドルで、CAGR は 4.3% でした。高い付加価値も提供します。
家電
家庭用電化製品の需要には、タッチ耐性や耐水性などのさまざまな要素が含まれます。オーバーモールディングは時計や電動歯ブラシなどに使用される工法です。また、二色成形技術により多色の外観を作り出し、生産率を高めることができます。
航空宇宙
オーバーモールディングは、航空宇宙分野で重量を軽減するために使用されている方法の 1 つです。 PEEK 層を備えた炭素繊維有機シートは金属支持体に代わる可能性があり、それにより重量が 40% 減少します。これは最も高度な使用法が必要な領域です。
業界におけるオーバーモールディングの適用事例について知りたいですか? JS Precision の業界事例ライブラリをチェックして、プロセスのリスクを迅速に軽減し、生産効率を向上させる、成熟したオーバーモールディング射出成形ソリューションから学びましょう。

図 3: 反射面上に配置された、金属針、白いプラスチック部品、透明なチューブなどの医療用注射器コンポーネントの拡大図。
高度なオーバーモールディング技術の主要なテクノロジーは何ですか?
オーバーモールディング技術は日々変化し、成熟し続けています。温度制御された金型や自動制御などのデバイスは、オーバーモールディング プロセスの精度と歩留まりの両方を向上させるのに役立つと同時に、成形ツールのアプリケーションも強化します。
その中心には、オーバーモールド技術の進化は、精度とコストの間の適切なバランスを見つけることにあり、それによってハイエンドテクノロジーをより広く利用できるようになります。
さまざまな先進技術のアプリケーション効果とコアパラメータを明確に示すために、次の表に主流のオーバーモールディング技術の主要データの比較をまとめます。
| オーバーモールド技術タイプ | 温度制御精度(℃) | 温度制御精度(℃) | 製品収率 (%) | 設備投資(数千米ドル) | 適正年間生産量(万個) |
| 伝統的なインサートコーティング技術 | ±15 | 80-120 | 82-88 | 8-15 | 1-5 |
| 半自動二色成形技術 | ±10 | 180-250 | 90-95 | 25-40 | 5-10 |
| 全自動温度可変2色テクノロジー | ±5 | 300-400 | 96-99 | 50-80 | 10-50 |
| インモールドセンシングインテリジェントテクノロジー | ±3 | 280-350 | 98-99.5 | 60-90 | 15-100 |
| 航空宇宙グレードのハイエンドコーティング技術 | ±2 | 50-80 | 99-99.8 | 120-180 | 0.5~5 |
可変温度金型技術
可変温度金型は、オーバーモールディングの基本的なアップグレード技術とみなされます。金型表面は急速加熱・冷却し、温度制御精度は±10℃以内に保つ必要があります。これにより、接合強度が 50% 向上すると同時に、ハイエンドプロセスの中核要素となる可能性があります。
自動化と精密制御
大量生産ということになると、 ロボットアーム基板を 3 ~ 5 秒以内に ±0.05 mm の精度で正確に移動できなければなりません。視覚誘導システムは人件費を 40% 最小限に抑えることができ、現代のオーバーモールディング業界では標準装備とみなされています。
インモールドセンサー
あるケースでは、金型内センサー (閉ループ制御を実現するために温度と圧力をリアルタイムで監視するために金型に埋め込まれたセンサー) の助けにより、製品の歩留まりが 85% から 98% に向上し、不良率が大幅に減少しました。
次のオーバーモールディング プロジェクトを確実に成功させるにはどうすればよいですか?
オーバーモールディング プロジェクトの成功は、適切に設計された DFM、コスト管理手段、効率的なプロセス実行の相互作用によって実現します。プロセスが事前に最適化されていれば、失敗の回避に役立ちます。
DFMの5つのポイント
- 接着エリア:鋭い剥離コーナーは避ける必要があります。コーナー半径 R0.5mm は、接着安定性を向上させるのに役立ちます。
- 壁厚設計:柔らかい粘着層は 2 ~ 3 mm、薄すぎると冷却されて不十分になり、厚すぎると収縮します。
- ゲートの位置:シール性能を維持するために、ゲートを機能エリアやシール面に配置しないでください。
- 収縮率の一致:ひび割れを避けるために、材料の収縮率の差は0.5% 未満である必要があります。
- 表面粗さ:機械的なロック効果を保証するための基材 Ra 2-4μm。
コスト管理戦略
コスト管理は生産規模に一致する必要があります。
- 年間生産量 <50,000 個:インサート ラッピング + 手動ロードおよびアンロードを選択します。
- 50,000 ~ 100,000 個:半自動回転テーブルを選択します。
- >100,000 個:全自動 2 色射出成形を選択すると、 1 個あたりのコストを 40% 削減できます。
JS Precision を選ぶ理由
JS Precision は、その資産の中にプロの DFM チームを擁しており、試行錯誤のコストを回避するために、金型フロー シミュレーションを通じて金型設計を最適化することができます。
当社では、生産設備や試験設備以外にも設備を完備し、試作から量産までのワンストップソリューションを提供し、効率的なプロジェクトの推進を実現します。
JS Precision の事例: 特定の自動車部品における TPE 剥離問題
チャレンジ
Tier 1 自動車サプライヤーは、PA66+GF30 を基材として使用し、従来の TPE をクラッド層として使用して、自動車用シフト レバーを製造しています。オーバーモールドプロセス。量産開始からわずか3か月でエッジ剥がれという大きな問題が発覚し、不良率は8%に達しました。
元のサプライヤーは界面接着という核心問題を解決できず、その結果、顧客からの深刻な苦情とクレームによる圧力が発生しました。それに加えて、問題解決のための生産停止により、生産能力に大きな損失が発生しました。
解決
JS Precision は、この依頼を受けて時間を無駄にすることなく、プロセス診断を実施するためのオーバーモールディングに取り組む専門の技術チームを立ち上げ、製造設計 (DFM)、材料選択、プロセス制御、品質検査の4 つの側面をカバーするソリューションを準備しました。
1.DFM の最適化:現在の射出成形ツールは基板表面に深さ 0.3 mm の環状溝を組み込むように再加工され、機械的固定と 2 重の安全結合としての化学結合が実現されました。
2.材質のグレードアップ: PA66の極性と特に互換性のある粘着改質TPE(硬度55A)に変更し、素材レベルでの化学結合性能を向上させました。
3. プロセス制御:分子鎖の完全な拡散を保証するために、基板と軟質接着剤の間の界面温度差を±5℃以内に厳密に制御することを目的として、コントローラーを含む高精度の精密金型温度が射出成形金型に供給されました。
4. 品質プロセスの変更:原材料からの製品品質を維持する手段として、剥離強度のサンプリング検査 (目標 > 8N/mm) と -40C の熱衝撃試験が生産プロセスに組み込まれました。
結果
数多くの調整と最適化を経て、この自動車用ギア シフト レバーのオーバーモールド効果は大幅に改善されました。
- 剥離強度は3.2 N/mmから9.5 N/mmに向上しました(197%向上) 。
- 不良率は8%から0.3%未満に減少し、量産要件を十分に満たしています。
- 当初の工程でプライマー塗装作業が省略されたため、お客様の全体的な生産コストは22% 削減されました。
現在、製品は安定して量産されており、6ヶ月が経過しましたが、顧客から剥がれに関するクレームはありません。 JS Precision は現在、顧客の主要なオーバーモールディング プロセス サプライヤーの 1 つとして位置付けられています。
あなたの製品も向いていますか?オーバーモールディング射出成形プロセスの課題?すぐに JS Precision に連絡し、専門チームがプロセスの問題点を解決し、通常の生産を回復させてください。
よくある質問
Q1: オーバーモールディングとインサートモールディングの主な違いは何ですか?
根本的な違いは、コンポーネントの組み合わせ方法とその使用状況です。オーバーモールディングは主に製品に優れた感触を与え、防水性を高めますが、インサートモールディングは機能性がすべてであり、プラスチックとプラスチックのコーティングが得られます。実際、これら 2 つは非常に多くの違いがあるため、ここでは書ききれないほどです。
Q2: TPE 剥離の主な原因は何ですか?
基本的に、これはオーバーモールドプロセス中の層間の 10 度を超える温度差、または基板と TPE の極性の不適合により、良好な化学結合の形成が不可能になり、層の剥離が発生します。
Q3: 小ロットのオーバーモールディングの最小注文数量はいくらですか?
JS Precision は処理可能です1 ピースのオーバーモールド注文。 1 ~ 10 個の注文には、少額の共有デバッグ料金が発生します。 50個入りなのでコストパフォーマンスに優れているだけでなく、試作検証にも便利です。
Q4: 2色射出成形とインサートオーバーモールディングではどちらが安価ですか?
価格は生産規模によって異なります。年間50,000 個未満の生産量では、インサートのオーバーモールディングのコストが低くなります。生産量が10万個を超える場合は、2色射出成形の方が1個あたりの価格が40%安くなる可能性があり、より有利になります。
Q5: オーバーモールドの場合、軟質プラスチック層はどのくらいの厚さが必要ですか?
厚さ 2 ~ 3 mm の柔らかいプラスチック層をオーバーモールドすることをお勧めします。層が薄すぎると冷却時に充填不足が発生する可能性があり、厚すぎると層が収縮して変形するなどの品質上の問題が発生する可能性があります。
Q6: 一緒にオーバーモールド成形できない材料はどれですか?
非極性材料および従来の極性材料(PP + 未修飾 TPU または PE + 従来の TPE など)は、直接オーバーモールドすることができません。表面処理または機械的固定が必要です。
Q7: オーバーモールドのサイクルはどれくらいですか?
オーバーモールディング作業全体は約 70 ~ 80 秒以内に完了します。基板の成形には約 25 ~ 30 秒かかり、オーバーモールディングには 40 ~ 50 秒かかります。
Q8: オーバーモールドは IP67 の防水性を実現できますか?
はい、可能です。オーバーモールディング材料の選択、金型設計、プロセスパラメータを適切に制御することにより、漏れ率 <= 0.3% で IP67 防水を永続的に達成できます。
まとめ
オーバーモールディングは決して単純な「材料のラッピング」ではなく、パフォーマンス、ユーザー エクスペリエンス、コストのバランスをとった精密な製造プロセスです。最終製品の品質要素では、射出成形ツールの設計や材料の組み合わせ、プロセスパスの選択、温度パラメータの制御など、すべてが重要です。
JS Precision は経験豊富なオーバーモールディング工場で、テクノロジーを主な原動力としてさまざまな分野にソリューションを提供し、お客様が加工上の困難を克服し、生産コストを削減できるよう支援します。
今すぐ図面を送信してくださいDFM 分析レポートと見積もりを受け取ることで、JS Precision のオーバーモールディング技術が貴社の製品の中核となる競争上の優位性となります。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

