

Sobremoldeo Esta técnica también se utilizó para impermeabilizar instrumentos médicos y hacer que los sensores automotrices fueran resistentes al aceite, cambiando así los límites funcionales de diferentes productos.
Sin embargo, normalmente los ingenieros experimentan dificultades como el desprendimiento del TPE y los costos del molde que se salen de control ; además, elegir el material o el proceso incorrecto y las desviaciones del molde pueden incluso empeorar los problemas.
Este escrito explicará en detalle el razonamiento fundamental detrás del emparejamiento de materiales y el secreto para el control de temperatura de moldes de dos colores, lo que permitirá a los profesionales de la industria tomar la decisión correcta con respecto al mejor equilibrio entre el rendimiento del producto y los costos de producción.
Descripción rápida de las respuestas principales
| Dimensiones del núcleo | Respuestas clave | Valor para ti |
| Esencia del proceso | Moldeo por inyección secundaria , el proceso de sobremoldeo que consiste en recubrir una capa funcional/caucho blando sobre un sustrato duro. | Mejora las propiedades de tacto, sellado y absorción de impactos, y elimina por completo el montaje secundario. |
| Enfoque técnico | La decisión precisa depende del volumen de producción anual: seleccione dos colores si su requisito es > 100.000 unidades e inserte sobremoldeado para la pequeña cantidad. | La decisión correcta depende de Volumen de producción anual: seleccione dos colores si su requisito es > 100.000 unidades e inserte sobremoldeado para la pequeña cantidad. |
| Emparejamiento de materiales | Pares típicos, PC+TPE, ABS+TPU, PA+elastómero y PEEK+PEEK modificado. | Una buena coincidencia conduce a un enlace químico, con una resistencia al pelado que alcanza entre 6 y 8 N/mm . |
| Punto de inflexión del costo | El costo de las herramientas para moldes de inyección oscila entre $ 8 000 y $ 50 000, el costo por unidad se reduce entre un 40 y un 60 % cuando el tamaño del lote cambia de 100 a 10 000 unidades . | Verificación de prototipos de lotes pequeños y moldes de acero de lotes grandes reducen eficientemente el costo unitario. |
Conclusiones clave
- Límite de adhesión: es necesario mantener la diferencia en la temperatura de la interfaz dentro de ±10 °C; de lo contrario, las moléculas no tendrán la capacidad de difundirse y se producirá delaminación. Este es un requisito técnico importante en el proceso de sobremoldeo.
- Reducción de costos de diseño: participación temprana de DFM para optimizar herramientas de moldeo por inyección puede reducir el costo del moldeo de prueba en un 30% o incluso más.
- Durabilidad del material: La unión química es un 50% más resistente al pelado que el entrelazado mecánico. La selección de los materiales adecuados es uno de los factores más críticos en el sobremoldeo.
- Decisión del lote: si la producción anual es <50 000 unidades, se elige la encapsulación de insertos; si >100 000 piezas, se utiliza el moldeo por inyección de dos colores para equilibrar los altos costos de las herramientas del molde de inyección.
¿Por qué confiar en esta guía? La experiencia en sobremoldeo de JS Precision
El sobremoldeo combina diferentes temas que incluyen ciencia de materiales, termodinámica y moldes de precisión. En JS Precision llevamos más de diez años trabajando estrechamente con el sobremoldeo y tenemos la capacidad de llevar a cabo toda la cadena, desde las pruebas de prototipos hasta la producción de millones de piezas.
Hemos abordado más de 300 problemas de procesos de sobremoldeo para diversas industrias, como la automotriz, la médica y la electrónica de consumo, y también abordamos desafíos importantes, como el desprendimiento de TPE y fallas en los sellos, para varias empresas Fortune 500 .
Contamos con un equipo profesional de diseño de herramientas para moldes de inyección, un equipo de inspección completa Zeiss CMM y un sistema de control de moldes de temperatura variable que en conjunto nos permiten controlar con precisión la diferencia de temperatura de la interfaz dentro de ±5°C durante el proceso de sobremoldeo.
Los resultados de las pruebas de resistencia al pelado han sido iguales o superiores a 9,5 N/mm, lo que es significativamente mejor que el promedio del sector .
En cuanto a la compatibilidad de materiales y el diseño de herramientas de moldes de inyección, JS Precision sigue estrictamente las Estándar de proceso de moldeo por inyección ISO 16396-2 . Esto garantiza que el rendimiento y la precisión de todos los productos sobremoldeados estén en línea con los estándares internacionales.
Una de nuestras soluciones al problema de desprendimiento de TPE en un proveedor de automóviles de nivel 1 nos ayudó a lograr una reducción en la tasa de defectos del producto del 8 % a menos del 0,3 %.
Al mismo tiempo, pudimos reducir los costos generales de producción del cliente en un 22%. Además, ayudamos a las empresas de dispositivos médicos a diseñar un instrumento quirúrgico PEEK que tolera 300 ciclos de esterilización con vapor, en línea con los estrictos estándares de la industria médica.
Con más de una década de experiencia en tecnología de sobremoldeo, el equipo técnico de JS Precision es capaz de ofrecer a los clientes un paquete completo desde el análisis DFM hasta la producción en masa . No realizamos I+D por prueba y error, lo que significa que cada inversión da como resultado un aumento de la competitividad del producto.
Si enfrenta desafíos en el proceso de sobremoldeo, comuníquese con los ingenieros de JS Precision de inmediato para obtener una solución de diagnóstico de proceso personalizada. Deje que nuestro equipo profesional proteja el desarrollo de su producto.
¿Qué es el sobremoldeo y por qué debería utilizarlo?
El sobremoldeado se ha incorporado a numerosas líneas de fabricación de productos, sin embargo, muchos operadores no comprenden completamente sus beneficios clave ni reconocen en qué medida los moldes influyen en el proceso , lo que los hace propensos a encontrar problemas de producción.
Si entiendes " que es sobremoldear " e identifica sus principales pasos, podrás evitar errores importantes de forma eficaz.
Definición y valor fundamental
El sobremoldeado es un proceso de moldeo por inyección secundario que primero forma un sustrato rígido y luego inyecta una segunda capa de material para lograr una unión permanente mediante unión química o entrelazado mecánico. La precisión del molde determina directamente el efecto de unión.
¿Por qué utilizar el sobremoldeo?
- Integración funcional: permite combinar características como impermeabilidad y absorción de impactos en una sola operación, lo que significa que no hay que volver a trabajar ni piezas adicionales .
- Ergonomía: La adición de una capa de goma suave no sólo hace que el producto se sienta más agradable sino que también elimina la frialdad típica del plástico duro, mejorando así la experiencia general del usuario.
- Optimización de costes: No es necesario realizar un montaje secundario, por lo que se reducirán los esfuerzos de mano de obra y los defectos , lo que conducirá a una reducción del coste total del 20-30%.
Inversión inicial versus costo total de propiedad
El sobremoldeo implica dos moldes que requieren un primer gasto sustancial de entre 8.000 y 50.000 dólares. Sin embargo, elimina el ensamblaje manual, reduce las tasas de defectos y la mayoría de los clientes que invierten en moldes ven el retorno de la inversión dentro de 12 a 18 meses , lo que muestra claramente considerables beneficios de costos a largo plazo.
¿Quiere comprender claramente las soluciones de moldeo por inyección de sobremolde adecuadas para su producto? Descargue el "Informe técnico sobre selección de procesos de sobremoldeo" de JS Precision para adaptar rápidamente los requisitos del proceso y del producto.
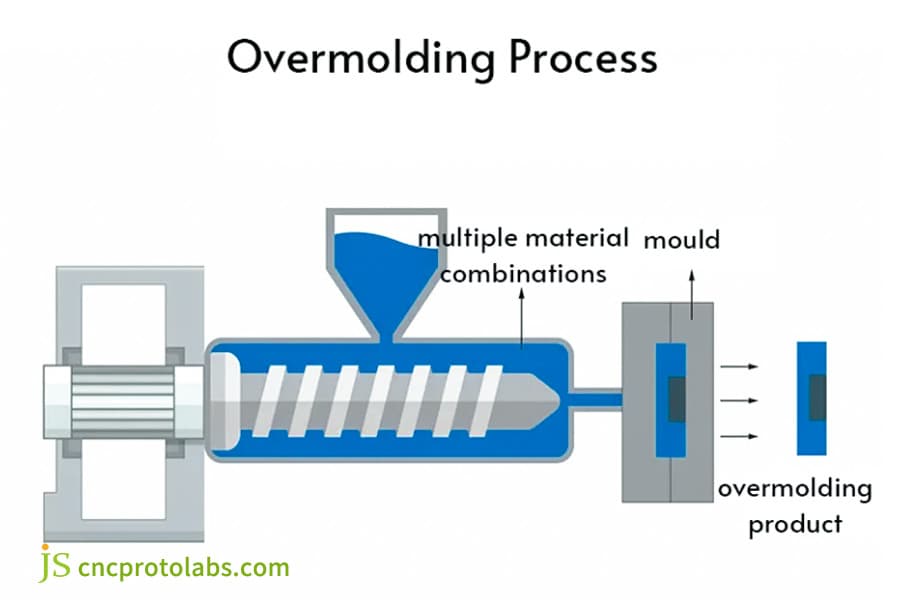
Figura 1: Un diagrama esquemático que ilustra el proceso de sobremoldeo, mostrando la tolva, el tornillo, la unidad de inyección, el molde y el producto final.
¿Cómo funciona el sobremoldeo? Una guía paso a paso del proceso
Para conocer realmente el proceso, primero hay que entender el principio de " ¿Cómo funciona el sobremoldeo? ". Diferentes rutas de proceso/procedimientos pueden dar lugar a grandes diferencias en los moldes, la eficiencia y el costo.
El camino equivocado es una pérdida de tiempo, y es un hecho bien conocido que una comprensión clara y profunda del principio de funcionamiento de los sobremoldeados es necesaria no sólo para adquirir habilidades en el método en sí sino también para prevenir errores en la etapa de operación.
Proceso central de dos pasos
Todo el método consta de dos etapas principales, cada una de las cuales exige la combinación perfecta de moldes y parámetros del proceso:
- En primer lugar, se inyecta material rígido en un molde específico para producir el sustrato.
- Luego, el sustrato se mueve a un segundo molde, donde se inyecta el adhesivo suave para cubrir las áreas críticas.
Dos rutas de implementación de procesos
El moldeado de dos disparos/dos colores emplea un equipo de doble cilindro dedicado y un molde integrado para producir una pieza en una sola operación con un tiempo de ciclo de 25 a 40 segundos, por lo que es adecuado para la producción en masa con una producción anual de más de 100.000 piezas.
El sobremoldeo de insertos es muy flexible, no requiere moldes complejos y es adecuado para lotes pequeños y medianos o productos de insertos metálicos.
Ventana de vinculación
El objetivo principal del sobremoldeo es el control de la "ventana de unión". Durante la inyección del adhesivo blando, la superficie del sustrato debe estar por encima de la temperatura de transición vítrea y la diferencia de temperatura de la interfaz T debe ser <10 °C.
El sistema de control de temperatura del molde juega un papel muy importante en este control de parámetros. El Norma ASTM D3359 describe el método de prueba de resistencia de la unión, que también es una referencia esencial relacionada con la calidad en el proceso de sobremoldeo. Ayuda a evitar desviaciones en el proceso resultantes de métodos de prueba no estándar.
Sobremoldeado vs. Insertar moldura: ¿Cuál es la verdadera diferencia?
Muchos ingenieros son propensos a confundir dos procesos, lo que resulta en una selección incorrecta y costos vertiginosos. Los dos tienen diferencias esenciales en el sustrato, el mecanismo de unión, el diseño del molde, etc., y deben seleccionarse con precisión según las funciones del producto.
Aclaración de conceptos
Ambos procesos requieren moldes dedicados, pero su lógica de aplicación principal difiere:
- El sobremoldeado se centra en "plástico sobre plástico", mejorando principalmente la sensación y el sellado, basándose en la unión química y el entrelazado mecánico.
- Insert Moulding se centra en el "plástico sobre metal", con el metal como componente funcional y basándose únicamente en el anclaje mecánico.
Diferencias fundamentales
| Dimensión | Sobremoldeo | Insertar moldura |
| Tipo de material base | Plástico (ABS/PC/PA, etc.) | Metal (Cobre/Aluminio/Acero, etc.) |
| Mecanismo de vinculación | Unión química + enclavamiento mecánico. | Anclaje principalmente mecánico, sin unión química. |
| Herramientas de moldeo por inyección | Requiere dos moldes: un molde base y un molde de cobertura. | Requiere sólo un molde de inyección, incluida la estructura de posicionamiento del inserto. |
| Aplicaciones típicas | Mangos de goma suave, juntas impermeables y carcasas amortiguadoras. | Insertos roscados, contactos conductores eléctricos, piezas de plástico con esqueleto metálico. |
| Estructura de costos | Alta inversión en moldes, bajo coste unitario de producción. | Baja inversión en molde, requiere un costo adicional de inserciones metálicas. |
Recomendaciones de selección
Para una sensación optimizada y un sellado impermeable, elija el sobremoldeado; para roscas y rutas conductoras de alta resistencia, elija el moldeado por inserción. El valor del proceso aumenta al adaptarse a requisitos específicos.
Luchando por elegir entre sobremoldeado y moldeado por inserción ? Comuníquese con los ingenieros de JS Precision para una consulta personalizada. Según los requisitos del producto y la escala de producción, combine con precisión la solución óptima de sobremoldeo e inserción de moldeo para evitar el desperdicio de costos debido a una selección incorrecta.
Figura 2: Una comparación visual lado a lado del moldeado por inserción (proceso manual) y el sobremoldeo (maquinaria automatizada), separados por un "VS".
¿Cuáles son los materiales críticos para un proceso de sobremoldeo exitoso?
La elección de los materiales es un factor decisivo para el éxito del sobremoldeo. Las combinaciones de materiales incompatibles pueden causar fallas en el producto. Es muy importante comprender los conceptos básicos de la compatibilidad de materiales al tomar decisiones.
Principios de compatibilidad de materiales
En el sobremoldeo, los materiales deben tener una polaridad similar para que se adhieran bien. Esto significa que el sustrato y el recubrimiento deben tener un nivel de energía superficial cercano para poder unirse químicamente con fuerza.
Los materiales polares como ABS, PC, etc. se pueden unir fácilmente con la mayoría de los TPE y TPU; los materiales no polares como PP PE, etc. deberían recibir un tratamiento superficial o anclarse mecánicamente antes del recubrimiento.
Combinaciones clásicas recomendadas
Las siguientes combinaciones han sido probadas con efectos y rendimientos de unión excepcionales:
- PC+TPE es ideal para la electrónica de consumo.
- ABS+TPU para interiores de automóviles.
- PA66+elastómero para sensores de automoción.
- PEEK+PEEK modificado para dispositivos médicos.
El costo de elegir los materiales incorrectos
Mezclar materiales incorrectamente puede causar una pérdida de producto por delaminación y descamación, lo que resulta en costos de molde desperdiciados. La fabricación profesional requiere simulación del flujo del molde y verificación del material antes de la producción; estos pasos son el secreto para un sobremoldeado eficaz.
¿Qué industrias están impulsando la demanda de moldeo por inyección sobremoldeado?
El sobremoldeado, que permite combinar funciones más fácilmente, ahorrar dinero y mejorar la apariencia de los productos, ha sido un método común durante bastante tiempo en varios sectores. Es especialmente popular en el sector médico automotriz, electrónica de consumo y sectores aeroespaciales donde la demanda está aumentando rápidamente.
Industria del automóvil
Esta industria es una de las principales usuarias de esta tecnología, por ejemplo, en piezas como sensores y conectores. El valor de mercado actual es de 1,2 mil millones de dólares y se espera que aumente hasta 2,5 mil millones de dólares para 2033 a una tasa compuesta anual de >9%.
Equipo médico
El sector médico tiene estándares estrictos para el uso de sobremoldeado, como se encuentra en mangos quirúrgicos, jeringas, etc. El tamaño del mercado fue de 1,95 mil millones de dólares en 2024 con una tasa compuesta anual del 4,3%. También ofrece un alto valor añadido.
Electrónica de Consumo
La demanda de productos electrónicos de consumo cubre una variedad de factores como la resistencia al tacto y al agua. El sobremoldeo es el método utilizado para relojes, cepillos de dientes eléctricos, etc. Además, la técnica de moldeado de dos colores puede producir apariencias multicolores y aumentar la tasa de producción.
Aeroespacial
El sobremoldeo es una de las formas que utiliza la industria aeroespacial para reducir el peso. Las láminas orgánicas de fibra de carbono con una capa de PEEK tienen el potencial de reemplazar los soportes metálicos, reduciendo así el peso en un 40%. Esta es un área de uso más sofisticado.
¿Quiere conocer los casos de aplicación de sobremoldeo en la industria? Consulte la biblioteca de casos de la industria de JS Precision para aprender sobre soluciones maduras de moldeo por inyección de sobremolde, que mitigan rápidamente los riesgos del proceso y mejoran la eficiencia de la producción.

Figura 3: Primer plano de los componentes de una jeringa médica, incluida una aguja de metal, piezas de plástico blanco y un tubo transparente, dispuestos sobre una superficie reflectante.
¿Cuáles son las tecnologías clave en la tecnología avanzada de sobremoldeo?
La tecnología de sobremoldeo sigue cambiando y madurando día a día. Dispositivos como los moldes con temperatura controlada y el control automatizado están ayudando a mejorar tanto la precisión como el rendimiento del proceso de sobremoldeo y, al mismo tiempo, mejoran las aplicaciones de las herramientas de moldeo.
En su corazón, tecnología de sobremoldeo La evolución de 's se trata de encontrar el equilibrio adecuado entre precisión y costo, haciendo así que las tecnologías de punta estén más ampliamente disponibles.
Para presentar claramente los efectos de la aplicación y los parámetros centrales de diferentes tecnologías avanzadas, la siguiente tabla resume una comparación de datos clave para las principales tecnologías de sobremoldeo:
| Tipo de tecnología de sobremoldeo | Precisión del control de temperatura (°C) | Precisión del control de temperatura (°C) | Rendimiento del producto (%) | Inversión en Equipos (miles de dólares estadounidenses) | Producción anual adecuada (diez mil piezas) |
| Tecnología de recubrimiento de inserción tradicional | ±15 | 80-120 | 82-88 | 8-15 | 1-5 |
| Tecnología de moldeado bicolor semiautomática | ±10 | 180-250 | 90-95 | 25-40 | 5-10 |
| Tecnología bicolor de temperatura variable totalmente automática | ±5 | 300-400 | 96-99 | 50-80 | 10-50 |
| Tecnología inteligente de detección en el molde | ±3 | 280-350 | 98-99,5 | 60-90 | 15-100 |
| Tecnología de recubrimiento de alta gama de grado aeroespacial | ±2 | 50-80 | 99-99,8 | 120-180 | 0,5-5 |
Tecnología de molde de temperatura variable
Los moldes de temperatura variable se consideran una tecnología de actualización fundamental para el sobremoldeo. La superficie del molde debe calentarse y enfriarse rápidamente; además, la precisión del control de temperatura debe mantenerse dentro de ±10°C. Esto puede conducir a un aumento de la fuerza de unión en un 50 % y, al mismo tiempo, convertirse en el elemento central de los procesos de alta gama.
Automatización y Control de Precisión
Cuando se trata de producción en masa, el brazos robóticos debe poder mover el sustrato con precisión en 3-5 segundos, con una precisión de ±0,05 mm. Los sistemas de guía visual son capaces de minimizar los costos de mano de obra en un 40% y se consideran un equipo estándar en la industria moderna del sobremoldeo.
Sensores en molde
En un caso, la ayuda de sensores en el molde (sensores que están integrados en el molde para monitorear la temperatura y la presión en tiempo real para lograr un control de circuito cerrado ), que aumentó el rendimiento del producto del 85% al 98%, reduciendo drásticamente la tasa de defectos.
¿Cómo garantizar el éxito en su próximo proyecto de sobremoldeo?
Un proyecto de sobremoldeo exitoso se logra mediante la interacción de un DFM bien diseñado, medidas de control de costos y una ejecución eficiente del proceso. Si el proceso se optimiza de antemano, ayuda a evitar fallos.
Cinco puntos clave de DFM
- Área de unión: Es necesario evitar las esquinas afiladas; el radio de la esquina R0,5 mm ayudará a obtener una mejor estabilidad de la unión.
- Diseño de espesor de pared: capa adhesiva suave de 2 a 3 mm, si es demasiado delgada, se enfriará y no se llenará lo suficiente, si es demasiado gruesa, se encogerá.
- Ubicación de la puerta: No coloque las puertas en áreas funcionales y superficies de sellado para mantener el rendimiento del sellado.
- Coincidencia de la tasa de contracción: las diferencias en la tasa de contracción de los materiales deben ser inferiores al 0,5% para evitar el agrietamiento.
- Rugosidad de la superficie: Sustrato Ra 2-4 μm para asegurar el efecto de bloqueo mecánico.
Estrategia de control de costos
El control de costos debe coincidir con la escala de producción:
- Producción anual <50.000 piezas: elegir enfardado insertable + carga y descarga manual.
- 50.000-100.000 piezas: elija mesa giratoria semiautomática.
- >100.000 piezas: elija el moldeo por inyección de dos colores totalmente automático, que puede reducir el coste por pieza en un 40 %.
¿Por qué elegir JS Precisión?
JS Precision cuenta entre sus activos con un equipo profesional de DFM, que es capaz de optimizar el diseño de moldes mediante la simulación del flujo del molde para evitar el costo de prueba y error.
Además de los equipos de producción y prueba, nuestra empresa está equipada con todo el conjunto de instalaciones y ofrece una solución integral desde el prototipo hasta la producción en masa, garantizando así la implementación eficiente de los proyectos.
Estudio de caso de JS Precision: Problema de desprendimiento de TPE en un determinado componente automotriz
Desafío
Un proveedor automotriz de nivel 1 produce palancas de cambios para automóviles utilizando PA66+GF30 como material base y TPE convencional como capa de revestimiento en un proceso de sobremoldeo . Apenas 3 meses después del inicio de la producción en masa, salió a la luz un problema importante de desprendimiento de bordes, con una tasa de defectos que alcanzaba hasta el 8%.
El proveedor original no pudo solucionar el problema central de la adhesión de la interfaz y, como resultado, hubo serias quejas de los clientes y presión por reclamaciones. Además, la interrupción de la producción para solucionar el problema provocó grandes pérdidas de capacidad.
Solución
JS Precision, al recibir la solicitud, no perdió el tiempo y creó un equipo técnico especializado para trabajar en sobremoldeado para realizar diagnósticos de procesos y preparar una solución que cubre cuatro aspectos: Diseño para Manufactura (DFM), selección de materiales, control de procesos e inspección de calidad.
1.Optimización DFM: Las herramientas del molde de inyección actuales se modificaron para incorporar una ranura anular de 0,3 mm de profundidad en la superficie del sustrato, lo que da como resultado un anclaje mecánico más una unión química como unión de seguridad doble.
2.Mejora del material: El cambio se realizó a un TPE modificado con adhesivo (dureza 55A) que es específicamente compatible con la polaridad de PA66 para mejorar el rendimiento de la unión química a nivel del material.
3. Control del proceso: Se suministró una temperatura del molde de alta precisión, incluido el controlador, a las herramientas del molde de inyección con el objetivo de controlar estrictamente la temperatura de la interfaz diferente entre el sustrato y el adhesivo blando dentro de ±5°C para garantizar la difusión completa de las cadenas moleculares.
4. Cambio en el proceso de calidad: Se han incluido en el proceso de producción una inspección por muestreo de resistencia al pelado (objetivo >8 N/mm) y una prueba de choque térmico a -40 °C como medio para mantener la calidad del producto desde el origen.
Resultados
Después de una serie de ajustes y optimizaciones, el efecto de sobremoldeo de esta palanca de cambios para automóviles ha mejorado enormemente:
- La resistencia al pelado mejoró de 3,2 a 9,5 N/mm (mejora del 197%) .
- La tasa de defectos se redujo del 8% a menos del 0,3%, cumpliendo así plenamente con los requisitos de producción en masa.
- Dado que la operación de recubrimiento de imprimación se eliminó en el proceso original, los costos generales de producción del cliente se redujeron en un 22 % .
En la actualidad, el producto se encuentra en producción en masa estable y han pasado 6 meses sin ninguna queja del cliente con respecto al problema de pelado. JS Precision ahora se posiciona como uno de los principales proveedores de procesos de sobremoldeo del cliente.
¿Sus productos también enfrentan moldeo por inyección sobremoldeado desafíos del proceso? Comuníquese con JS Precision de inmediato y permita que su equipo profesional resuelva los puntos débiles de su proceso y restablezca la producción normal.
Preguntas frecuentes
P1: ¿Cuál es la diferencia principal entre el sobremoldeo y el moldeado por inserción?
La diferencia fundamental es cómo se combinan los componentes y el contexto de su uso . El sobremoldeado principalmente le da al producto un toque agradable y lo hace resistente al agua, mientras que el moldeado por inserción tiene que ver con la funcionalidad: se obtiene un recubrimiento de plástico sobre plástico. De hecho, estos dos tienen tantas diferencias que difícilmente puedo enumerarlas aquí.
P2: ¿Cuáles son las principales causas de la descamación del TPE?
Básicamente, se trata de una diferencia de temperatura entre las capas superior a 10 grados durante el proceso de sobremoldeo o una incompatibilidad de polaridad del sustrato y el TPE que imposibilita que formen buenos enlaces químicos y provoca que las capas se despeguen.
P3: ¿Cuál es la cantidad mínima de pedido para sobremoldeado en lotes pequeños?
JS Precision es capaz de procesar Pedidos sobremoldeados de 1 pieza . Los pedidos de 1 a 10 piezas generarán una pequeña tarifa de depuración compartida. 50 piezas no sólo son rentables sino también convenientes para la verificación de prototipos.
P4: ¿Qué es más barato, el moldeo por inyección de dos colores o el sobremoldeo por inserción?
El precio depende de la escala de producción. Un volumen de producción inferior a 50.000 piezas al año ofrece un coste menor para insertar el sobremoldeado. Para volúmenes de producción superiores a 100.000 piezas, el moldeo por inyección de dos colores podría reducir el precio por pieza en un 40%, por lo que es más ventajoso.
P5: ¿Qué espesor debe tener la capa de plástico blando para sobremoldear?
Se sugiere sobremoldear la capa de plástico blando de 2-3 mm de espesor. Si la capa es demasiado delgada, podría causar un relleno insuficiente al momento del enfriamiento, y si es demasiado gruesa, la capa podría encogerse, deformarse y producir otros problemas de calidad.
P6: ¿Qué materiales no se pueden sobremoldear juntos?
Los materiales polares no polares y convencionales no se pueden sobremoldear directamente, por ejemplo, PP + TPU no modificado o PE + TPE convencional. Es necesario tratamiento superficial o anclaje mecánico.
P7: ¿Cuánto dura el ciclo de sobremoldeo?
Toda la operación de sobremoldeo se realizará en 70-80 segundos aproximadamente. El moldeado del sustrato tarda entre 25 y 30 segundos y el sobremoldeo, entre 40 y 50 segundos.
P8: ¿Puede el sobremolde lograr una impermeabilización IP67?
Sí, es posible. Con un control adecuado sobre la selección de materiales de sobremoldeo, el diseño del molde y los parámetros del proceso, se puede lograr la impermeabilización IP67 de forma permanente con una tasa de fuga <= 0,3%.
Resumen
El sobremoldeado nunca es una simple "envoltura de material", sino un proceso de fabricación de precisión que equilibra el rendimiento, la experiencia del usuario y el costo. Todo importa en los elementos de calidad del producto final, como el diseño de las herramientas del molde de inyección y el emparejamiento de materiales, también la selección de las rutas del proceso y el control de los parámetros de temperatura.
JS Precision es una fábrica de sobremolde con experiencia que confía en la tecnología como principal impulsor para ofrecer soluciones a diferentes sectores, ayudar a los clientes a superar las dificultades de procesamiento y reducir los costos de producción.
Envía tus dibujos ahora para recibir un informe de análisis DFM y una cotización, lo que hace que la tecnología de sobremoldeo de JS Precision sea una ventaja competitiva fundamental para sus productos.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

