

Überformen Die Technik wurde auch verwendet, um medizinische Instrumente wasserdicht zu machen und Kfz-Sensoren ölbeständig zu machen, wodurch sich die Funktionsgrenzen verschiedener Produkte veränderten.
In der Regel stoßen Ingenieure jedoch auf Schwierigkeiten wie das Ablösen von TPE und außer Kontrolle geratene Formkosten . Darüber hinaus können die Wahl des falschen Materials oder Prozesses und Formabweichungen die Probleme sogar noch verschlimmern.
In diesem Artikel werden die grundlegenden Gründe für die Materialpaarung und das Geheimnis der Temperaturregelung von Zweifarbenformen im Detail erläutert, sodass Branchenexperten die richtige Entscheidung hinsichtlich der besten Balance zwischen Produktleistung und Produktionskosten treffen können.
Kurzer Überblick über die Kernantworten
| Kernabmessungen | Wichtige Antworten | Wert für Sie |
| Prozessessenz | Sekundäres Spritzgießen , das Überspritzverfahren, bei dem eine weiche Gummi-/Funktionsschicht auf ein hartes Substrat aufgetragen wird. | Es verbessert die Berührungs-, Dichtungs- und Stoßdämpfungseigenschaften und macht eine Nachmontage völlig überflüssig. |
| Technischer Ansatz | Die genaue Entscheidung hängt vom jährlichen Produktionsvolumen ab: Wählen Sie zweifarbig, wenn Ihr Bedarf > 100.000 Einheiten beträgt, und fügen Sie bei kleinen Mengen eine Umspritzung ein. | Die genaue Entscheidung hängt davon ab Jährliches Produktionsvolumen: Wählen Sie zweifarbig, wenn Ihr Bedarf > 100.000 Einheiten beträgt, und fügen Sie bei kleinen Mengen eine Umspritzung ein. |
| Materialpaarung | Typische Paare: PC+TPE, ABS+TPU, PA+Elastomer und PEEK+modifiziertes PEEK. | Eine gute Anpassung führt zu einer chemischen Bindung, wobei die Schälfestigkeit 6–8 N/mm erreicht . |
| Kostenwendepunkt | Die Kosten für Spritzgusswerkzeuge liegen zwischen 8.000 und 50.000 US-Dollar. Die Stückkosten werden um 40–60 % reduziert, wenn die Losgröße von 100 auf 10.000 Einheiten wechselt. | Die Überprüfung von Kleinserien-Prototypen und Großserien-Stahlformen reduzieren effizient die Stückkosten. |
Wichtige Erkenntnisse
- Adhäsionsgrenze: Der Unterschied in der Grenzflächentemperatur muss innerhalb von ±10 °C gehalten werden, da die Moleküle andernfalls nicht diffundieren können und es zu einer Delaminierung kommt. Dies ist eine wesentliche technische Anforderung im Umspritzprozess.
- Reduzierung der Designkosten: Frühzeitige Einbeziehung des DFM zur Optimierung Spritzgusswerkzeuge kann die Probeformkosten um 30 % oder sogar mehr senken.
- Materialbeständigkeit: Chemische Bindung ist 50 % widerstandsfähiger gegen Abblättern als mechanische Verbindung. Die Auswahl der richtigen Materialien ist einer der kritischsten Faktoren beim Umspritzen.
- Chargenentscheidung: Bei einer Jahresproduktion von <50.000 Stück wird die Einspritzung der Einlegeteile gewählt, bei mehr als 100.000 Stück wird Zweifarbenspritzguss eingesetzt, um die hohen Werkzeugkosten für die Spritzgussform auszugleichen.
Warum diesem Leitfaden vertrauen? Die Umspritzkompetenz von JS Precision
Overmolding vereint verschiedene Themen, darunter Materialwissenschaften, Thermodynamik und Präzisionsformen. Bei JS Precision arbeiten wir seit mehr als zehn Jahren eng mit dem Umspritzen zusammen und sind in der Lage, die gesamte Kette vom Prototypentest bis zur Produktion von Millionen von Teilen abzuwickeln.
Wir haben über 300 Probleme mit Umspritzprozessen für verschiedene Branchen wie Automobil, Medizin und Unterhaltungselektronik gelöst und auch große Herausforderungen wie das Ablösen von TPE und Versagen von Dichtungen für mehrere Fortune-500-Unternehmen angegangen.
Wir verfügen über ein professionelles Team für die Konstruktion von Spritzgusswerkzeugen, eine vollständige Inspektionsausrüstung von Zeiss CMM und ein Werkzeugkontrollsystem mit variabler Temperatur, die es uns zusammen ermöglichen, den Temperaturunterschied an der Schnittstelle während des Umspritzvorgangs genau auf ±5 °C zu steuern.
Die Ergebnisse der Schälfestigkeitstests lagen bei oder über 9,5 N/mm, was deutlich über dem Branchendurchschnitt liegt .
In Bezug auf Materialkompatibilität und Spritzgusswerkzeugdesign hält sich JS Precision strikt an die ISO 16396-2 Spritzgussprozessstandard . Dies garantiert, dass die Leistung und Präzision aller umspritzten Produkte internationalen Standards entspricht.
Eine unserer Lösungen für das TPE-Ablösungsproblem bei einem Tier-1-Automobilzulieferer hat uns dabei geholfen, die Produktfehlerquote von 8 % auf weniger als 0,3 % zu senken.
Gleichzeitig konnten wir die Gesamtproduktionskosten des Kunden um 22 % senken. Darüber hinaus unterstützten wir Medizingerätehersteller bei der Entwicklung eines chirurgischen PEEK-Instruments, das 300 Dampfsterilisationszyklen übersteht und damit den strengen Standards der Medizinbranche gut entspricht.
Mit mehr als einem Jahrzehnt Erfahrung in der Umspritztechnologie ist das Technologieteam von JS Precision in der Lage, seinen Kunden ein komplettes Paket von der DFM-Analyse bis zur Massenproduktion zu bieten. Wir betreiben keine Versuch-und-Irrtum-Forschung und -Entwicklung, was bedeutet, dass jede Investition zu einer Steigerung der Produktwettbewerbsfähigkeit führt.
Wenn Sie vor Herausforderungen im Umspritzprozess stehen, wenden Sie sich umgehend an die Ingenieure von JS Precision, um eine maßgeschneiderte Prozessdiagnoselösung zu erhalten. Lassen Sie unser professionelles Team Ihre Produktentwicklung absichern.
Was ist Overmolding und warum sollten Sie es verwenden?
Das Umspritzen wurde in zahlreichen Produktherstellungslinien integriert, doch viele Bediener verstehen weder die wesentlichen Vorteile vollständig noch erkennen sie , wie stark Formen den Prozess beeinflussen , was sie anfällig für Produktionsprobleme macht.
Wenn du verstehst“ Was ist Überformen? " und die wichtigsten Schritte identifizieren, können Sie schwerwiegende Fehler effektiv vermeiden.
Definition und Kernwert
Overmolding ist ein sekundärer Spritzgussprozess, bei dem zunächst ein starres Substrat geformt und dann eine zweite Materialschicht eingespritzt wird, um eine dauerhafte Verbindung durch chemische Bindung oder mechanische Verriegelung zu erreichen . Die Präzision der Form bestimmt direkt die Klebewirkung.
Warum Overmolding verwenden?
- Funktionsintegration: Ermöglicht die Kombination von Funktionen wie Wasserdichtigkeit und Stoßdämpfung in einem einzigen Arbeitsgang, was bedeutet, dass keine Nacharbeiten oder zusätzlichen Teile mehr erforderlich sind .
- Ergonomie: Durch die Hinzufügung einer weichen Gummischicht fühlt sich das Produkt nicht nur angenehmer an, sondern eliminiert auch die typische Kälte von Hartplastik und verbessert so das gesamte Benutzererlebnis.
- Kostenoptimierung: Es ist keine Nachmontage erforderlich, wodurch Arbeitsaufwand und Defekte reduziert werden , was zu einer Reduzierung der Gesamtkosten um 20–30 % führt.
Anfangsinvestition vs. Gesamtbetriebskosten
Beim Umspritzen sind zwei Formen erforderlich, für die erhebliche Erstausgaben von 8.000 bis 50.000 US-Dollar erforderlich sind. Dennoch entfällt die manuelle Montage, die Fehlerquote wird gesenkt und die meisten Kunden, die in Formen investieren, sehen innerhalb von 12 bis 18 Monaten eine Kapitalrendite, was eindeutig erhebliche langfristige Kostenvorteile zeigt.
Möchten Sie die für Ihr Produkt geeigneten Overmolding-Spritzgusslösungen genau verstehen? Laden Sie das „Overmolding Process Selection White Paper“ von JS Precision herunter, um Prozess- und Produktanforderungen schnell anzupassen.
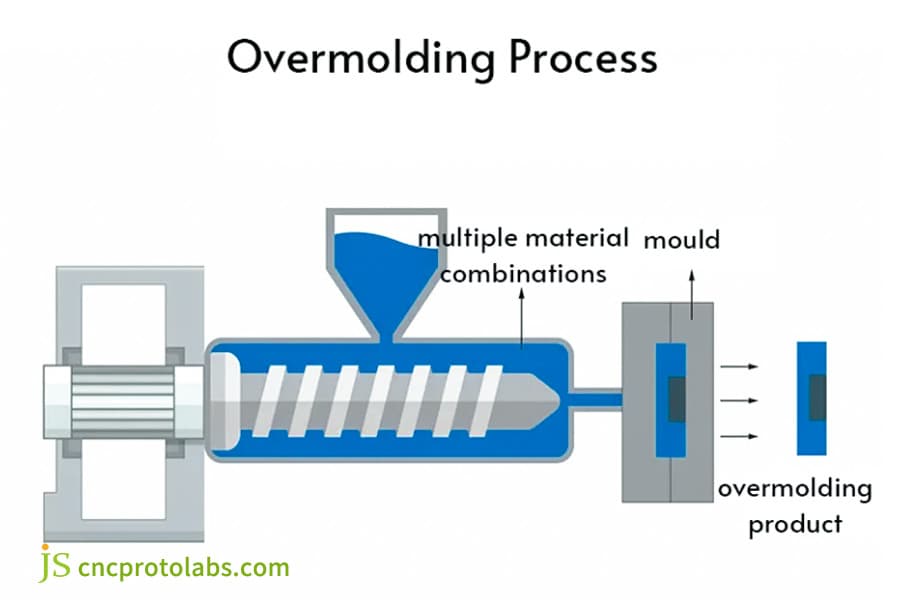
Abbildung 1: Ein schematisches Diagramm, das den Umspritzvorgang veranschaulicht und den Trichter, die Schnecke, die Einspritzeinheit, die Form und das Endprodukt zeigt.
Wie funktioniert Overmolding? Eine Schritt-für-Schritt-Anleitung für den Prozess
Um den Prozess wirklich zu verstehen, muss man zunächst das Prinzip verstehen: „ Wie funktioniert Overmolding? „Unterschiedliche Prozesspfade/-verfahren können zu großen Unterschieden bei Formen, Effizienz und Kosten führen bzw. führen.
Der falsche Weg verschwendet Zeit, und es ist eine wohlbekannte Tatsache, dass ein klares und gründliches Verständnis des Funktionsprinzips von Umspritzungen nicht nur für den Erwerb von Kenntnissen in der Methode selbst, sondern auch für die Vermeidung von Fehlern in der Operationsphase erforderlich ist.
Zweistufiger Kernprozess
Das gesamte Verfahren umfasst zwei Hauptschritte, die jeweils die perfekte Kombination von Formen und Prozessparametern erfordern:
- Zunächst wird starres Material in eine spezielle Form geschossen, um das Substrat herzustellen.
- Anschließend wird das Substrat in eine zweite Form bewegt, wo der weiche Klebstoff eingeschossen wird, um die kritischen Bereiche abzudecken.
Zwei Prozessimplementierungspfade
Beim Zwei-Schuss-/Zweifarben-Spritzguss werden spezielle Doppelzylinder-Geräte und eine integrierte Form verwendet, um ein Teil in einem einzigen Arbeitsgang mit einer Zykluszeit von 25–40 Sekunden herzustellen . Daher eignet es sich für die Massenproduktion mit einer Jahresproduktion von mehr als 100.000 Stück.
Das Umspritzen von Einsätzen ist sehr flexibel, erfordert keine komplexen Formen und eignet sich für kleine mittlere Chargen oder Produkte mit Metalleinsätzen.
Klebefenster
Der Hauptpunkt des Überspritzens ist die Kontrolle des „Verklebungsfensters“. Beim Einspritzen des Weichklebstoffs sollte die Substratoberfläche über der Glasübergangstemperatur liegen und die Grenzflächentemperaturdifferenz T muss <10°C betragen.
Bei dieser Parametersteuerung spielt das Formtemperierungssystem eine sehr wichtige Rolle. Der ASTM D3359-Standard beschreibt die Methode zur Prüfung der Haftfestigkeit, die auch eine sehr wichtige qualitätsbezogene Referenz im Umspritzprozess darstellt. Es hilft, Prozessabweichungen aufgrund nicht standardisierter Prüfmethoden zu vermeiden.
Überspritzen vs. Insert Moulding: Was ist der wahre Unterschied?
Viele Ingenieure neigen dazu, zwei Prozesse zu verwechseln, was zu einer falschen Auswahl und steigenden Kosten führt. Die beiden weisen wesentliche Unterschiede in Bezug auf Substrat, Verbindungsmechanismus, Formdesign usw. auf und müssen entsprechend den Produktfunktionen genau ausgewählt werden.
Konzeptklärung
Beide Prozesse erfordern spezielle Formen, ihre Kernanwendungslogik unterscheidet sich jedoch:
- Beim Umspritzen liegt der Schwerpunkt auf „Kunststoff-auf-Kunststoff“, wobei in erster Linie die Haptik und die Abdichtung verbessert werden und dabei auf chemische Bindung und mechanische Verzahnung zurückgegriffen wird.
- Beim Insert Moulding steht „Kunststoff auf Metall“ im Mittelpunkt, wobei das Metall als Funktionskomponente ausschließlich auf mechanischer Verankerung beruht.
Kernunterschiede
| Dimension | Überformen | Formteil einsetzen |
| Basismaterialtyp | Kunststoff (ABS/PC/PA usw.) | Metall (Kupfer/Aluminium/Stahl usw.) |
| Bindungsmechanismus | Chemische Bindung + mechanische Verriegelung. | Hauptsächlich mechanische Verankerung, keine chemische Bindung. |
| Spritzgusswerkzeuge | Erfordert zwei Formen: eine Basisform und eine Abdeckform. | Erfordert nur eine Spritzgussform, einschließlich der Struktur zur Positionierung des Einsatzes. |
| Typische Anwendungen | Weiche Gummigriffe, wasserdichte Dichtungen, stoßdämpfende Schalen. | Gewindeeinsätze, elektrisch leitende Kontakte, Metallskelett-Kunststoffteile. |
| Kostenstruktur | Hohe Werkzeuginvestitionen, niedrige Produktionsstückkosten. | Geringe Forminvestition, erfordert zusätzliche Kosten für Metalleinsätze. |
Auswahlempfehlungen
Für eine optimierte Haptik und wasserdichte Abdichtung wählen Sie das Umspritzen, für hochfeste Fäden und Leiterbahnen das Umspritzen. Durch die Anpassung an spezifische Anforderungen erhöht sich der Prozesswert.
Es fällt mir schwer, eine Wahl zu treffen Umspritzen und Umspritzen ? Kontaktieren Sie die Ingenieure von JS Precision für eine persönliche Beratung. Passen Sie basierend auf den Produktanforderungen und dem Produktionsumfang genau die optimale Umspritzungs- und Umspritzungslösung an, um Kostenverschwendung aufgrund falscher Auswahl zu vermeiden.
Abbildung 2: Ein visueller Vergleich von Insert Moulding (manueller Prozess) und Overmolding (automatisierte Maschinen) nebeneinander, getrennt durch ein „VS“.
Was sind die entscheidenden Materialien für einen erfolgreichen Umspritzprozess?
Die Wahl der Materialien ist ein entscheidender Faktor für den Erfolg des Umspritzens. Inkompatible Materialkombinationen können zu Produktausfällen führen. Bei der Auswahl ist es sehr wichtig, die Grundlagen der Materialverträglichkeit zu verstehen.
Grundsätze der Materialverträglichkeit
Beim Umspritzen müssen die Materialien eine ähnliche Polarität aufweisen, damit sie gut haften. Das bedeutet, dass das Substrat und die Beschichtung ein ähnliches Oberflächenenergieniveau aufweisen sollten, um eine starke chemische Bindung zu gewährleisten.
Polare Materialien wie ABS, PC etc. lassen sich problemlos mit den meisten TPEs und TPUs verkleben, unpolare Materialien wie PP PE etc. müssten vor der Beschichtung oberflächenbehandelt oder mechanisch verankert werden.
Empfohlene klassische Kombinationen
Bewährt haben sich folgende Kombinationen mit hervorragender Klebewirkung und Performance:
- PC+TPE eignet sich hervorragend für Unterhaltungselektronik.
- ABS+TPU für den Automobilinnenraum.
- PA66+Elastomer für Automobilsensoren.
- PEEK+modifiziertes PEEK für medizinische Geräte.
Die Kosten der Auswahl falscher Materialien
Das falsche Mischen von Materialien kann zu Produktverlusten durch Delaminierung und Abblättern führen, was zu verschwendeten Formkosten führt. Eine professionelle Fertigung erfordert vor der Produktion eine Simulation des Formflusses und eine Materialverifizierung. Diese Schritte sind das Geheimnis einer effektiven Umspritzung.
Welche Branchen treiben die Nachfrage nach Overmolding-Spritzguss voran?
Das Umspritzen, das eine einfachere Kombination von Funktionen ermöglicht, Geld spart und das Aussehen und die Haptik von Produkten verbessert, ist in verschiedenen Branchen seit geraumer Zeit eine gängige Methode. Besonders beliebt ist es in der Automobilmedizin, Unterhaltungselektronik , und Luft- und Raumfahrtsektoren, in denen die Nachfrage schnell steigt.
Automobilindustrie
Diese Branche ist einer der Hauptanwender dieser Technologie, beispielsweise bei Teilen wie Sensoren und Steckverbindern. Der aktuelle Marktwert beträgt 1,2 Milliarden US-Dollar und wird voraussichtlich bis 2033 auf 2,5 Milliarden US-Dollar steigen, bei einer durchschnittlichen jährlichen Wachstumsrate von >9 %.
Medizinische Ausrüstung
Der medizinische Sektor hat strenge Standards für die Verwendung von Umspritzungen, wie sie bei chirurgischen Griffen, Spritzen usw. zu finden sind. Die Marktgröße betrug im Jahr 2024 1,95 Milliarden US-Dollar mit einer durchschnittlichen jährlichen Wachstumsrate von 4,3 %. Zudem bietet es einen hohen Mehrwert.
Unterhaltungselektronik
Die Nachfrage nach Unterhaltungselektronik deckt eine Vielzahl von Faktoren wie Berührungs- und Wasserbeständigkeit ab. Umspritzen ist die Methode, die für Uhren, elektrische Zahnbürsten usw. verwendet wird. Darüber hinaus kann die Zweifarben-Formtechnik ein mehrfarbiges Aussehen erzeugen und die Produktionsrate erhöhen.
Luft- und Raumfahrt
Umspritzen ist eine der Methoden, die die Luft- und Raumfahrt zur Gewichtsreduzierung einsetzt. Carbonfaser-Organobleche mit einer PEEK-Schicht haben das Potenzial, metallische Träger zu ersetzen und dadurch das Gewicht um 40 % zu reduzieren. Dies ist ein Bereich mit der anspruchsvollsten Nutzung.
Möchten Sie mehr über Anwendungsfälle im Bereich Overmolding in der Branche erfahren? Schauen Sie sich die Branchenfallbibliothek von JS Precision an, um von ausgereiften Overmolding-Spritzgusslösungen zu lernen, Prozessrisiken schnell zu mindern und die Produktionseffizienz zu verbessern.

Abbildung 3: Nahaufnahme der Komponenten einer medizinischen Spritze, darunter eine Metallnadel, weiße Kunststoffteile und ein durchsichtiger Schlauch, angeordnet auf einer reflektierenden Oberfläche.
Was sind die Schlüsseltechnologien in der fortschrittlichen Overmolding-Technologie?
Die Overmolding-Technologie verändert und reift von Tag zu Tag. Geräte wie temperaturgesteuerte Formen und automatische Steuerung tragen dazu bei, sowohl die Genauigkeit als auch die Ausbeute des Umspritzprozesses zu verbessern und gleichzeitig die Anwendungen der Formwerkzeuge zu verbessern.
In seinem Herzen, Overmolding-Technologie Bei der Entwicklung von 's geht es darum, das richtige Gleichgewicht zwischen Präzision und Kosten zu finden und so High-End-Technologien breiter verfügbar zu machen.
Um die Anwendungseffekte und Kernparameter verschiedener fortschrittlicher Technologien klar darzustellen, fasst die folgende Tabelle einen Vergleich der Schlüsseldaten für gängige Overmolding-Technologien zusammen:
| Art der Overmolding-Technologie | Genauigkeit der Temperaturregelung (°C) | Genauigkeit der Temperaturregelung (°C) | Produktausbeute (%) | Ausrüstungsinvestitionen (in Tausend US-Dollar) | Geeignete Jahresproduktion (zehntausend Stück) |
| Traditionelle Insert-Beschichtungstechnologie | ±15 | 80-120 | 82-88 | 8-15 | 1-5 |
| Halbautomatische Zweifarben-Formtechnologie | ±10 | 180-250 | 90-95 | 25-40 | 5-10 |
| Vollautomatische Zweifarbentechnologie mit variabler Temperatur | ±5 | 300-400 | 96-99 | 50-80 | 10-50 |
| Intelligente In-Mold-Sensing-Technologie | ±3 | 280-350 | 98-99,5 | 60-90 | 15-100 |
| High-End-Beschichtungstechnologie in Luft- und Raumfahrtqualität | ±2 | 50-80 | 99-99,8 | 120-180 | 0,5-5 |
Formtechnologie mit variabler Temperatur
Formen mit variabler Temperatur gelten als grundlegende Upgrade-Technologie für das Umspritzen. Die Oberfläche der Form sollte schnell erhitzt und abgekühlt werden, außerdem sollte die Genauigkeit der Temperaturregelung innerhalb von ±10 °C gehalten werden. Dies kann zu einer Steigerung der Klebefestigkeit um 50 % führen und gleichzeitig zum Kernelement von High-End-Prozessen werden.
Automatisierung und Präzisionssteuerung
Wenn es um Massenproduktion geht, ist die Roboterarme Sie müssen in der Lage sein, das Substrat innerhalb von 3–5 Sekunden präzise und mit einer Genauigkeit von ±0,05 mm zu bewegen. Sichtleitsysteme sind in der Lage, die Arbeitskosten um 40 % zu senken und gelten als Standardausrüstung in der modernen Umspritzindustrie.
In-Mold-Sensoren
In einem Fall konnte mithilfe von In-Mold-Sensoren (Sensoren, die in die Form eingebettet sind, um Temperatur und Druck in Echtzeit zu überwachen und eine geschlossene Regelung zu erreichen ) die Produktausbeute von 85 % auf 98 % gesteigert und die Fehlerrate drastisch gesenkt werden.
Wie stellen Sie den Erfolg Ihres nächsten Umspritzprojekts sicher?
Ein erfolgreiches Umspritzprojekt entsteht durch das Zusammenspiel eines gut konzipierten DFM, Maßnahmen zur Kostenkontrolle und einer effizienten Prozessausführung. Eine Optimierung des Prozesses im Vorfeld trägt dazu bei, Fehler zu vermeiden.
Fünf Kernpunkte von DFM
- Klebebereich: Scharfe Abziehecken müssen vermieden werden. Der Eckenradius R0,5 mm trägt zu einer besseren Klebestabilität bei.
- Wandstärke: Weiche Klebeschicht 2–3 mm, zu dünn, kühlt ab und füllt sich nicht ausreichend, zu dick, schrumpft.
- Position des Tors: Platzieren Sie die Tore nicht auf Funktionsbereichen und Dichtflächen, um die Dichtleistung aufrechtzuerhalten.
- Anpassung der Schrumpfrate: Unterschiede in der Schrumpfrate der Materialien sollten weniger als 0,5 % betragen, um Risse zu vermeiden.
- Oberflächenrauheit: Untergrund Ra 2–4 μm, um die mechanische Verriegelungswirkung sicherzustellen.
Kostenkontrollstrategie
Die Kostenkontrolle muss zum Produktionsumfang passen:
- Jahresproduktion <50.000 Stück: Wählen Sie Einlagenverpackung + manuelles Be- und Entladen.
- 50.000–100.000 Teile: Wählen Sie einen halbautomatischen Drehtisch.
- >100.000 Stück: Wählen Sie vollautomatisches Zweifarben-Spritzgießen, wodurch die Kosten pro Stück um 40 % gesenkt werden können.
Warum JS Precision wählen?
JS Precision verfügt über ein professionelles DFM-Team, das in der Lage ist, die Formkonstruktion durch Formflusssimulation zu optimieren und so die Kosten für Versuch und Irrtum zu vermeiden.
Neben der Produktions- und Testausrüstung verfügt unser Unternehmen über die gesamte Ausstattung und bietet eine Komplettlösung vom Prototyp bis zur Massenproduktion, wodurch eine effiziente Umsetzung von Projekten gewährleistet wird.
JS Precision-Fallstudie: TPE-Ablösungsproblem bei einer bestimmten Automobilkomponente
Herausforderung
Ein Tier-1-Automobilzulieferer produziert Automobilschalthebel unter Verwendung von PA66+GF30 als Basismaterial und herkömmlichem TPE als Mantelschicht in einem Overmolding-Prozess . Nur drei Monate nach Beginn der Massenproduktion trat ein großes Problem der Kantenablösung zutage, wobei die Fehlerquote bis zu 8 % betrug.
Der ursprüngliche Lieferant konnte das Kernproblem der Grenzflächenhaftung nicht beheben, was zu gravierenden Kundenbeschwerden und Druck durch Reklamationen führte. Darüber hinaus führte der Produktionsstopp zur Behebung des Problems zu erheblichen Kapazitätseinbußen.
Lösung
Nachdem JS Precision die Anfrage erhalten hatte, verschwendete es keine Zeit und stellte ein spezialisiertes technisches Team zusammen, das an der Umspritzung arbeitete, eine Prozessdiagnose durchführte und eine Lösung vorbereitete, die vier Aspekte abdeckt: Design for Manufacturing (DFM), Materialauswahl, Prozesskontrolle und Qualitätsprüfung.
1.DFM-Optimierung: Das vorhandene Spritzgusswerkzeug wurde überarbeitet, um eine 0,3 mm tiefe Ringnut auf der Substratoberfläche einzubauen, was zu einer mechanischen Verankerung plus chemischer Bindung als zweifacher Sicherheitsbindung führt.
2.Material-Upgrade: Die Umstellung erfolgte auf ein klebstoffmodifiziertes TPE (Härte 55A), das speziell mit der Polarität von PA66 kompatibel ist, um die chemische Bindungsleistung auf Materialebene zu verbessern .
3. Prozesskontrolle: Die Spritzgusswerkzeuge wurden mit einer hochpräzisen Formtemperatur einschließlich eines Reglers ausgestattet, mit dem Ziel, die Grenzflächentemperaturunterschiede zwischen Substrat und weichem Klebstoff innerhalb von ±5 °C genau zu kontrollieren, um die vollständige Diffusion der Molekülketten zu gewährleisten.
4. Änderung des Qualitätsprozesses: Als Mittel zur Aufrechterhaltung der Produktqualität von der Quelle wurden eine Stichprobenprüfung der Schälfestigkeit (Ziel > 8 N/mm) und eine Thermoschockprüfung bei -40 °C in den Produktionsprozess integriert.
Ergebnisse
Nach einer Reihe von Anpassungen und Optimierungen wurde der Umspritzungseffekt dieses Kfz-Schalthebels erheblich verbessert:
- Die Schälfestigkeit wurde von 3,2 auf 9,5 N/mm verbessert (197 % Verbesserung) .
- Die Fehlerquote konnte von 8 % auf unter 0,3 % gesenkt werden und erfüllt damit voll und ganz die Anforderungen der Massenproduktion.
- Da im ursprünglichen Prozess auf die Grundierung verzichtet wurde, konnten die Gesamtproduktionskosten des Kunden um 22 % gesenkt werden .
Derzeit befindet sich das Produkt in einer stabilen Massenproduktion und hat seit sechs Monaten keine Beschwerden seitens des Kunden bezüglich des Peeling-Problems. JS Precision ist nun einer der wichtigsten Lieferanten für den Umspritzprozess des Kunden.
Sind Ihre Produkte auch gegenüber Overmolding-Spritzguss Prozessherausforderungen? Kontaktieren Sie sofort JS Precision und lassen Sie das professionelle Team Ihre Prozessprobleme lösen und die normale Produktion wiederherstellen.
FAQs
F1: Was ist der Hauptunterschied zwischen Overmolding und Insert Molding?
Der grundlegende Unterschied besteht darin , wie die Komponenten kombiniert werden und in welchem Kontext sie verwendet werden . Das Umspritzen verleiht einem Produkt vor allem eine schöne Haptik und macht es wasserdicht, während es beim Umspritzen vor allem auf die Funktionalität ankommt – man erhält eine Kunststoff-auf-Kunststoff-Beschichtung. Tatsächlich weisen diese beiden so viele Unterschiede auf, dass ich sie hier kaum auflisten kann.
F2: Was sind die Hauptursachen für das Abblättern von TPE?
Grundsätzlich handelt es sich um einen Temperaturunterschied zwischen den Schichten von mehr als 10 Grad während des Umspritzvorgangs oder um eine Polaritätsinkompatibilität zwischen Substrat und TPE, die es ihnen unmöglich macht, gute chemische Bindungen einzugehen, und zum Ablösen der Schichten führt.
F3: Wie hoch ist die Mindestbestellmenge für das Umspritzen von Kleinserien?
JS Precision ist verarbeitungsfähig 1 Stück umspritzte Bestellungen . Bei Bestellungen von 1–10 Stück fällt eine geringe gemeinsame Debugging-Gebühr an. 50 Stück sind nicht nur kostengünstig, sondern auch praktisch für die Prototypenüberprüfung.
F4: Was ist günstiger: Zweifarben-Spritzguss oder Einlege-Umspritzung?
Der Preis hängt vom Produktionsmaßstab ab. Ein Produktionsvolumen von weniger als 50.000 Stück pro Jahr führt zu geringeren Kosten für das Einsetzen von Umspritzungen. Bei Produktionsmengen über 100.000 Stück könnte das Zweifarben-Spritzgießen den Preis pro Stück um 40 % senken und ist daher vorteilhafter.
F5: Wie dick sollte die weiche Kunststoffschicht zum Umspritzen sein?
Es wird empfohlen, die weiche Kunststoffschicht mit einer Dicke von 2–3 mm zu überspritzen. Wenn die Schicht zu dünn ist, könnte es beim Abkühlen zu einer unzureichenden Füllung kommen, und wenn sie zu dick ist, könnte die Schicht schrumpfen, sich verformen und andere Qualitätsprobleme verursachen.
F6: Welche Materialien können nicht miteinander umspritzt werden?
Unpolare und herkömmliche polare Materialien können nicht direkt umspritzt werden, z. B. PP + unmodifiziertes TPU oder PE + herkömmliches TPE. Eine Oberflächenbehandlung oder eine mechanische Verankerung ist erforderlich.
F7: Wie lang ist der Umspritzzyklus?
Der gesamte Umspritzvorgang wird innerhalb von etwa 70–80 Sekunden durchgeführt. Das Formen des Substrats dauert etwa 25–30 Sekunden und das Überformen dauert 40–50 Sekunden.
F8: Kann durch Umspritzen eine Wasserdichtigkeit gemäß IP67 erreicht werden?
Ja, das ist möglich. Durch die richtige Kontrolle der Auswahl der Umspritzmaterialien, des Formdesigns und der Prozessparameter kann die Wasserdichtigkeit IP67 dauerhaft mit einer Leckagerate <= 0,3 % erreicht werden.
Zusammenfassung
Beim Umspritzen handelt es sich nie um eine einfache „Materialumhüllung“, sondern um einen Präzisionsfertigungsprozess, der Leistung, Benutzererfahrung und Kosten in Einklang bringt. Bei der Endproduktqualität kommt es auf alles an, zum Beispiel auf die Gestaltung von Spritzgusswerkzeugen und Materialpaarungen, aber auch auf die Auswahl von Prozesspfaden und die Kontrolle von Temperaturparametern.
JS Precision ist eine erfahrene Umspritzfabrik, die auf Technologie als Haupttreiber setzt, um Lösungen für verschiedene Sektoren anzubieten, Kunden bei der Überwindung von Verarbeitungsschwierigkeiten zu unterstützen und Produktionskosten zu senken.
Senden Sie jetzt Ihre Zeichnungen um einen DFM-Analysebericht und ein Angebot zu erhalten, was die Umspritztechnologie von JS Precision zu einem zentralen Wettbewerbsvorteil für Ihre Produkte macht.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

