

Sobremoldagem A técnica também foi usada para impermeabilizar instrumentos médicos e tornar sensores automotivos resistentes ao óleo, alterando assim os limites funcionais de diferentes produtos.
Normalmente, no entanto, os engenheiros enfrentam dificuldades como o descascamento do TPE e os custos do molde fora de controle . Além disso, a escolha do material ou processo errado e os desvios do molde podem até piorar os problemas.
Este artigo explicará detalhadamente o raciocínio fundamental por trás do emparelhamento de materiais e o segredo do controle de temperatura de moldes bicolores, o que permitirá aos profissionais da indústria tomar a decisão certa em relação ao melhor equilíbrio entre desempenho do produto e custos de produção.
Visão geral rápida das respostas principais
| Dimensões principais | Principais respostas | Valor para você |
| Essência do Processo | Moldagem por injeção secundária , o processo de sobremoldagem de revestimento de borracha macia/camada funcional em um substrato duro. | Melhora as propriedades de toque, vedação e absorção de choque e elimina completamente a montagem secundária. |
| Abordagem Técnica | A decisão precisa depende do volume de produção anual: selecione duas cores se sua necessidade for > 100.000 unidades e insira sobremoldagem para pequenas quantidades. | A decisão precisa depende volume de produção anual: selecione duas cores se sua necessidade for> 100.000 unidades e insira sobremoldagem para pequenas quantidades. |
| Emparelhamento de materiais | Pares típicos, PC+TPE, ABS+TPU, PA+elastômero e PEEK+PEEK modificado. | Uma boa combinação leva à ligação química, com a resistência ao descascamento atingindo 6-8 N/mm . |
| Ponto de inflexão de custos | O custo das ferramentas para moldes de injeção varia de US$ 8.000 a US$ 50.000, o custo por unidade é reduzido em 40-60% quando o tamanho do lote muda de 100 para 10.000 unidades . | Verificação de protótipos de pequenos lotes, moldes de aço de grandes lotes reduzem com eficiência o custo unitário. |
Principais conclusões
- Limite de adesão: É necessário manter a diferença de temperatura da interface dentro de ±10°C, caso contrário, as moléculas não terão a capacidade de se difundir e ocorrerá delaminação. Este é um requisito técnico importante no processo de sobremoldagem.
- Redução de custos de design: envolvimento inicial do DFM para otimização ferramentas de molde de injeção pode reduzir o custo de moldagem experimental em 30% ou até mais.
- Durabilidade do material: A ligação química é 50% mais resistente ao descascamento do que o intertravamento mecânico. Selecionar os materiais certos é um dos fatores mais críticos na sobremoldagem.
- Decisão do lote: Se a produção anual for <50.000 unidades, o encapsulamento do inserto é escolhido; se >100.000 peças, a moldagem por injeção de duas cores é usada para equilibrar os altos custos de ferramentas do molde de injeção.
Por que confiar neste guia? Experiência em sobremoldagem da JS Precision
A sobremoldagem combina diferentes assuntos, incluindo ciência dos materiais, termodinâmica e moldes de precisão. Na JS Precision, trabalhamos em estreita colaboração com a sobremoldagem há mais de dez anos e temos a capacidade de realizar toda a cadeia, desde o teste de protótipos até a produção de milhões de peças.
Abordamos mais de 300 problemas de processos de sobremoldagem para vários setores, como automotivo, médico e de eletrônicos de consumo, e também abordamos grandes desafios, como descascamento de TPE e falha de vedação para diversas empresas da Fortune 500 .
Temos uma equipe profissional de design de ferramentas para moldes de injeção, equipamento de inspeção completo Zeiss CMM e um sistema de controle de molde de temperatura variável que, juntos, nos permitem controlar com precisão a diferença de temperatura da interface dentro de ±5°C durante o processo de sobremoldagem.
Os resultados dos testes de resistência ao descascamento foram iguais ou superiores a 9,5 N/mm, o que é significativamente melhor do que a média do setor .
Em relação à compatibilidade de materiais e ao projeto de ferramentas para moldes de injeção, a JS Precision segue rigorosamente as Padrão de processo de moldagem por injeção ISO 16396-2 . Isto garante que o desempenho e a precisão de todos os produtos sobremoldados estejam de acordo com os padrões internacionais.
Uma de nossas soluções para o problema de descascamento de TPE em um fornecedor automotivo de nível 1 nos ajudou a alcançar uma redução na taxa de defeitos do produto de 8% para menos de 0,3%.
Ao mesmo tempo, conseguimos reduzir os custos globais de produção do cliente em 22%. Além disso, ajudamos empresas de dispositivos médicos a projetar um instrumento cirúrgico em PEEK que tolera 300 ciclos de esterilização a vapor, alinhando-se bem com os rígidos padrões da indústria médica.
Com mais de uma década de experiência em tecnologia de sobremoldagem, a equipe técnica da JS Precision é capaz de entregar aos clientes um pacote completo , desde a análise DFM até a produção em massa . Não realizamos I&D por tentativa e erro, o que significa que cada investimento resulta num aumento da competitividade do produto.
Se você estiver enfrentando desafios no processo de sobremoldagem, entre em contato imediatamente com os engenheiros da JS Precision para obter uma solução personalizada de diagnóstico de processo. Deixe que nossa equipe profissional proteja o desenvolvimento de seu produto.
O que é sobremoldagem e por que usá-la?
A sobremoldagem foi incorporada em inúmeras linhas de fabricação de produtos, mas muitos operadores não compreendem completamente seus principais benefícios nem reconhecem o quanto os moldes influenciam o processo , tornando-os propensos a encontrar problemas de produção.
Se você entende " o que é sobremoldagem " e identificar seus principais passos, você conseguirá evitar erros graves de forma eficaz.
Definição e valor central
A sobremoldagem é um processo secundário de moldagem por injeção que primeiro forma um substrato rígido e, em seguida, injeta uma segunda camada de material para obter uma ligação permanente por meio de ligação química ou intertravamento mecânico. A precisão do molde determina diretamente o efeito de colagem.
Por que usar sobremoldagem?
- Integração funcional: Permite combinar recursos como impermeabilidade e absorção de choque em uma única operação, o que significa que não há mais retrabalho ou peças adicionais .
- Ergonomia: A adição de uma camada de borracha macia não só torna o produto mais agradável, mas também elimina a frieza típica do plástico rígido, melhorando assim a experiência geral do usuário.
- Otimização de custos: Não é necessária a realização de montagem secundária, assim serão reduzidos esforços de mão de obra e defeitos , levando a uma redução de custos totais de 20-30%.
Investimento inicial vs. custo total de propriedade
A sobremoldagem envolve dois moldes que exigem um gasto inicial substancial de US$ 8.000 a US$ 50.000. No entanto, elimina a montagem manual, reduz as taxas de defeitos e a maioria dos clientes que investem em moldes vêem o retorno do investimento dentro de 12 a 18 meses , mostrando claramente benefícios consideráveis em termos de custos a longo prazo.
Quer entender claramente as soluções de moldagem por injeção de sobremoldagem adequadas para o seu produto? Baixe o "White Paper sobre seleção de processos de sobremoldagem" da JS Precision para atender rapidamente aos requisitos do processo e do produto.
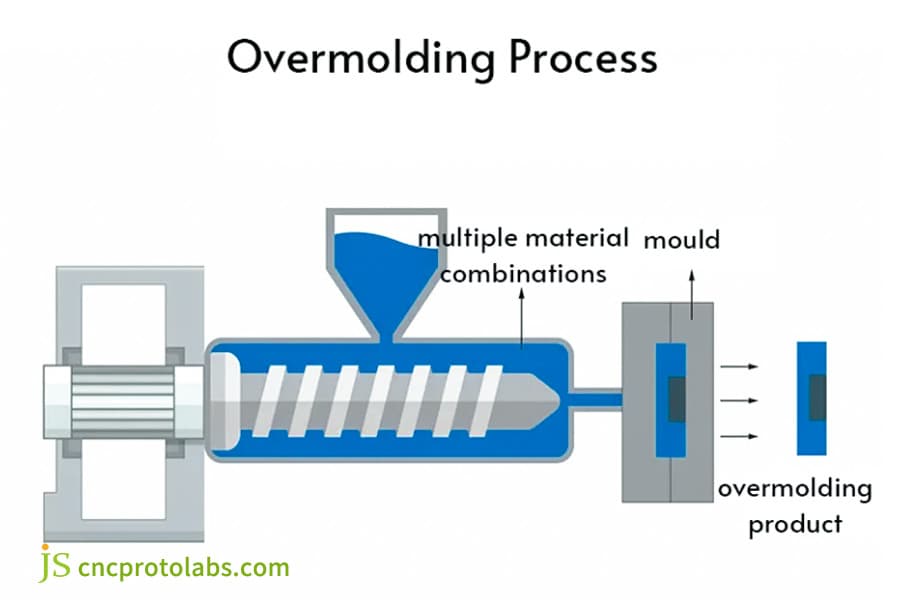
Figura 1: Diagrama esquemático ilustrando o processo de sobremoldagem, mostrando a tremonha, a rosca, a unidade de injeção, o molde e o produto final.
Como funciona a sobremoldagem? Um guia passo a passo para o processo
Para realmente conhecer o processo, é preciso primeiro entender o princípio de " como funciona a sobremoldagem ". Diferentes caminhos/procedimentos de processo podem levar ou resultar em grandes diferenças em moldes, eficiência e custo.
O caminho errado é uma perda de tempo, e é um fato bem compreendido que uma compreensão clara e completa do princípio de funcionamento da sobremoldagem é necessária não apenas para adquirir habilidades no método em si, mas também para evitar erros na fase de operação.
Processo central em duas etapas
Todo o método envolve duas etapas principais, cada uma exigindo a combinação perfeita de moldes e parâmetros de processo:
- Primeiramente, o material rígido é injetado em um molde específico para produzir o substrato.
- Depois, o substrato é movido para um segundo molde, onde o adesivo macio é injetado para cobrir as áreas críticas.
Dois caminhos de implementação de processos
A moldagem de dois disparos/duas cores emprega equipamento de cilindro duplo dedicado e um molde integrado para produzir uma peça em uma única operação com um tempo de ciclo de 25 a 40 segundos, portanto, é adequada para produção em massa com uma produção anual de mais de 100.000 peças.
A sobremoldagem de insertos é muito flexível, não requer moldes complexos e é adequada para lotes pequenos e médios ou produtos de insertos de metal.
Janela de ligação
O ponto principal da sobremoldagem é o controle da “janela de colagem”. Durante a injeção do adesivo macio, a superfície do substrato deve estar acima da temperatura de transição vítrea e a diferença de temperatura da interface T deve ser <10°C.
O sistema de controle de temperatura do molde desempenha um papel muito importante neste controle de parâmetros. O Padrão ASTM D3359 descreve o método de teste de resistência de união, que também é uma referência essencial relacionada à qualidade no processo de sobremoldagem. Ajuda a evitar desvios de processo resultantes de métodos de teste não padronizados.
Sobremoldagem vs. Moldagem por inserção: Qual é a verdadeira diferença?
Muitos engenheiros são propensos à confusão entre dois processos, resultando em seleção incorreta e custos crescentes. Os dois têm diferenças essenciais no substrato, mecanismo de ligação, design do molde, etc., e precisam ser selecionados com precisão de acordo com as funções do produto.
Esclarecimento de conceito
Ambos os processos requerem moldes dedicados, mas a sua lógica de aplicação principal é diferente:
- A sobremoldagem concentra-se em “plástico sobre plástico”, melhorando principalmente a sensação e a vedação, contando com ligação química e intertravamento mecânico.
- A Moldagem por Inserção concentra-se no “plástico sobre metal”, tendo o metal como componente funcional, contando apenas com a ancoragem mecânica.
Diferenças Fundamentais
| Dimensão | Sobremoldagem | Inserir Moldagem |
| Tipo de material base | Plástico (ABS/PC/PA, etc.) | Metal (cobre/alumínio/aço, etc.) |
| Mecanismo de ligação | Ligação química + intertravamento mecânico. | Principalmente ancoragem mecânica, sem ligação química. |
| Ferramentas para moldes de injeção | Requer dois moldes: um molde de base e um molde de cobertura. | Requer apenas um molde de injeção, incluindo estrutura de posicionamento da pastilha. |
| Aplicações Típicas | Alças de borracha macia, vedações à prova d'água, conchas absorventes de choque. | Inserções roscadas, contatos condutores elétricos, peças plásticas de esqueleto metálico. |
| Estrutura de custos | Alto investimento em moldes, baixo custo unitário de produção. | Baixo investimento em molde, requer custo adicional de insertos metálicos. |
Recomendações de seleção
Para sensação otimizada e vedação à prova d'água, escolha sobremoldagem; para roscas de alta resistência e caminhos condutores, escolha moldagem por inserção. O valor do processo aumenta através da correspondência com requisitos específicos.
Lutando para escolher entre sobremoldagem e moldagem por inserção ? Entre em contato com os engenheiros da JS Precision para uma consulta individual. Com base nos requisitos do produto e na escala de produção, combine com precisão a solução ideal de sobremoldagem e moldagem por inserção para evitar desperdício de custos devido à seleção incorreta.
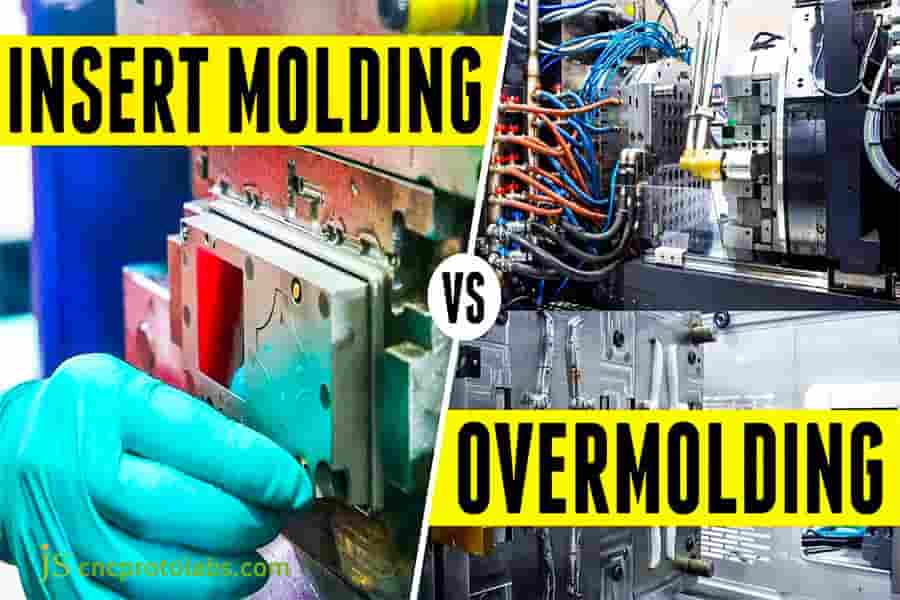
Figura 2: Uma comparação visual lado a lado entre moldagem por inserção (processo manual) e sobremoldagem (máquinas automatizadas), separadas por um “VS”.
Quais são os materiais críticos para um processo de sobremoldagem bem-sucedido?
A escolha dos materiais é um fator decisivo para o sucesso da sobremoldagem. Combinações de materiais incompatíveis podem causar falhas no produto. É muito importante compreender os fundamentos da compatibilidade de materiais ao fazer escolhas.
Princípios de compatibilidade de materiais
Na sobremoldagem, os materiais precisam ter polaridade semelhante para aderirem bem. Isto significa que o substrato e o revestimento devem ter um nível de energia superficial próximo para se unirem quimicamente fortemente.
Materiais polares como ABS, PC etc. podem ser facilmente colados com a maioria dos TPEs e TPUs, materiais não polares como PP PE etc. precisariam receber tratamento de superfície ou ancorados mecanicamente antes do revestimento.
Combinações Clássicas Recomendadas
As seguintes combinações foram experimentadas e testadas com excelentes efeitos e desempenhos de colagem:
- PC+TPE é ótimo para eletrônicos de consumo.
- ABS+TPU para interiores automotivos.
- Elastômero PA66+ para sensores automotivos.
- PEEK+PEEK modificado para dispositivos médicos.
O custo de escolher os materiais errados
A mistura incorreta de materiais pode causar perda de produto por delaminação e descascamento, resultando em desperdício de custos de molde. A fabricação profissional requer simulação do fluxo do molde e verificação do material antes da produção. Essas etapas são o segredo para uma sobremoldagem eficaz.
Quais indústrias estão impulsionando a demanda por moldagem por injeção de sobremoldagem?
A sobremoldagem, que permite uma combinação mais fácil de funções, economizando dinheiro e melhorando a aparência dos produtos, tem sido um método comum há algum tempo em vários setores. É especialmente popular na área médica automotiva, eletrônicos de consumo e setores aeroespaciais onde a procura está a aumentar rapidamente.
Indústria automobilística
Esta indústria é uma das principais usuárias desta tecnologia, por exemplo, em peças como sensores e conectores. O valor de mercado atual é de US$ 1,2 bilhão e espera-se que aumente para US$ 2,5 bilhões até 2033, com um CAGR de >9%.
Equipamento Médico
O setor médico possui padrões rígidos para o uso de sobremoldagem, como é encontrado em cabos cirúrgicos, seringas, etc. O tamanho do mercado foi de US$ 1,95 bilhão em 2024 com um CAGR de 4,3%. Também oferece um alto valor agregado.
Eletrônicos de consumo
A demanda por eletrônicos de consumo abrange uma variedade de fatores, como toque e resistência à água. sobremoldagem é o método usado para relógios, escovas de dente elétricas, etc. Além disso, a técnica de moldagem de duas cores pode produzir looks multicoloridos e aumentar a taxa de produção.
Aeroespacial
a sobremoldagem é uma das maneiras que a indústria aeroespacial está usando para reduzir o peso. Chapas orgânicas de fibra de carbono com camada de PEEK têm potencial para substituir suportes metálicos, diminuindo assim o peso em 40%. Esta é uma área de uso mais sofisticado.
Quer saber mais sobre casos de aplicação de sobremoldagem na indústria? Confira a biblioteca de casos do setor da JS Precision para aprender com soluções maduras de moldagem por injeção e sobremoldagem, mitigando rapidamente os riscos do processo e melhorando a eficiência da produção.

Figura 3: Close dos componentes da seringa médica, incluindo uma agulha de metal, peças plásticas brancas e tubos transparentes, dispostos em uma superfície reflexiva.
Quais são as principais tecnologias na tecnologia avançada de sobremoldagem?
A tecnologia de sobremoldagem continua mudando e amadurecendo dia após dia. Dispositivos como moldes com temperatura controlada e controle automatizado estão ajudando a melhorar a precisão e o rendimento do processo de sobremoldagem, ao mesmo tempo que aprimoram as aplicações das ferramentas de moldagem.
No seu coração, tecnologia de sobremoldagem A evolução da empresa consiste em encontrar o equilíbrio certo entre precisão e custo, tornando assim as tecnologias de ponta mais amplamente disponíveis.
Para apresentar claramente os efeitos da aplicação e os parâmetros principais de diferentes tecnologias avançadas, a tabela a seguir resume uma comparação dos principais dados das principais tecnologias de sobremoldagem:
| Tipo de tecnologia de sobremoldagem | Precisão do controle de temperatura (°C) | Precisão do controle de temperatura (°C) | Rendimento do produto (%) | Investimento em equipamentos (milhares de dólares americanos) | Produção anual adequada (dez mil peças) |
| Tecnologia tradicional de revestimento de pastilhas | ±15 | 80-120 | 82-88 | 8-15 | 1-5 |
| Tecnologia de moldagem semiautomática de duas cores | ±10 | 180-250 | 90-95 | 25-40 | 5-10 |
| Tecnologia bicolor de temperatura variável totalmente automática | ±5 | 300-400 | 96-99 | 50-80 | 10-50 |
| Tecnologia inteligente de detecção no molde | ±3 | 280-350 | 98-99,5 | 60-90 | 15-100 |
| Tecnologia de revestimento de alta qualidade de nível aeroespacial | ±2 | 50-80 | 99-99,8 | 120-180 | 0,5-5 |
Tecnologia de molde de temperatura variável
Os moldes de temperatura variável são considerados uma tecnologia de atualização fundamental para sobremoldagem. A superfície do molde deve ser rapidamente aquecida e resfriada, além disso, a precisão do controle de temperatura deve ser mantida dentro de ±10°C. Isto pode levar a um aumento na resistência de colagem em 50% e, ao mesmo tempo, tornar-se o elemento central de processos de alta qualidade.
Automação e controle de precisão
Quando se trata de produção em massa, o braços robóticos deve ser capaz de mover o substrato com precisão dentro de 3-5 segundos, com uma precisão de ±0,05 mm. Os sistemas de orientação visual são capazes de minimizar os custos de mão de obra em 40% e são considerados equipamentos padrão na moderna indústria de sobremoldagem.
Em sensores de molde
Em um caso, a ajuda de sensores no molde (sensores embutidos no molde para monitorar a temperatura e a pressão em tempo real para realizar o controle de circuito fechado ), que aumentou o rendimento do produto de 85% para 98%, reduzindo drasticamente a taxa de defeitos.
Como garantir o sucesso do seu próximo projeto de sobremoldagem?
Um projeto de sobremoldagem bem-sucedido surge através da interação de um DFM bem projetado, medidas de controle de custos e execução eficiente de processos. Se o processo for otimizado previamente, ajuda a evitar falhas.
Cinco pontos-chave do DFM
- Área de colagem: Cantos afiados devem ser evitados, o raio do canto R0,5 mm ajudará a obter melhor estabilidade de colagem.
- Design de espessura da parede: Camada adesiva macia de 2-3 mm, muito fina e esfriará e preencherá insuficientemente, muito espessa e encolherá.
- Localização da comporta: Não coloque as comportas em áreas funcionais e superfícies de vedação para manter o desempenho da vedação.
- Correspondência da taxa de contração: As diferenças na taxa de contração dos materiais devem ser inferiores a 0,5% para evitar rachaduras.
- Rugosidade da superfície: Substrato Ra 2-4μm para garantir efeito de travamento mecânico.
Estratégia de controle de custos
O controle de custos deve corresponder à escala de produção:
- Produção anual <50.000 peças: escolha embalagem de inserção + carga e descarga manual.
- 50.000-100.000 peças: escolha mesa rotativa semiautomática.
- >100.000 peças: escolha moldagem por injeção de duas cores totalmente automática, o que pode reduzir o custo por peça em 40%.
Por que escolher JS Precision?
A JS Precision conta entre seus ativos com uma equipe profissional de DFM, que é capaz de otimizar o projeto do molde por meio da simulação do fluxo do molde, evitando o custo de tentativa e erro.
Além dos equipamentos de produção e teste, nossa empresa está equipada com todo o conjunto de instalações e oferece uma solução completa desde o protótipo até a produção em massa, garantindo assim a implementação eficiente dos projetos.
Estudo de caso de precisão JS: problema de descascamento de TPE em um determinado componente automotivo
Desafio
Um fornecedor automotivo de nível 1 produz alavancas de câmbio automotivas usando PA66+GF30 como material base e TPE convencional como camada de revestimento em um processo de sobremoldagem . Apenas 3 meses após o início da produção em massa, um grande problema de descascamento de bordas veio à tona, com a taxa de defeitos chegando a 8%.
O fornecedor original não foi capaz de resolver o problema central da adesão da interface e, como resultado, houve sérias reclamações dos clientes e pressão devido a reclamações. Além disso, a parada da produção para solucionar o problema gerou grandes perdas de capacidade.
Solução
A JS Precision, ao atender a solicitação, não perdeu tempo e criou uma equipe técnica especializada para trabalhar na sobremoldagem para realizar diagnósticos de processos e preparar uma solução que abrange quatro aspectos: Design for Manufacturing (DFM), seleção de materiais, controle de processos e inspeção de qualidade.
1. Otimização DFM: As atuais ferramentas de molde de injeção foram retrabalhadas para incorporar uma ranhura anular de 0,3 mm de profundidade na superfície do substrato, resultando em ancoragem mecânica mais ligação química como ligação de segurança dupla.
2. Atualização do material: A mudança foi feita para um TPE modificado com adesivo (dureza 55A) que é especificamente compatível com a polaridade do PA66, de modo a melhorar o desempenho da ligação química no nível do material.
3. Controle de processo: A temperatura do molde de alta precisão, incluindo o controlador, foi fornecida às ferramentas de molde de injeção com o objetivo de controlar rigorosamente a temperatura da interface diferente entre o substrato e o adesivo macio dentro de ± 5 ° C, a fim de garantir a difusão total das cadeias moleculares.
4. Mudança no processo de qualidade: A inspeção de amostragem de resistência ao descascamento (alvo >8N/mm) e o teste de choque térmico a -40C foram incluídos no processo de produção como um meio de manter a qualidade do produto desde a origem.
Resultados
Após uma série de ajustes e otimizações, o efeito de sobremoldagem desta alavanca de câmbio automotiva foi bastante melhorado:
- A resistência ao descascamento foi melhorada de 3,2 para 9,5 N/mm (melhoria de 197%) .
- A taxa de defeitos foi reduzida de 8% para menos de 0,3%, atendendo assim plenamente aos requisitos de produção em massa.
- Como a operação de revestimento com primer foi eliminada no processo original, os custos gerais de produção do cliente foram reduzidos em 22% .
Atualmente, o produto está em produção em massa estável e já passou 6 meses sem nenhuma reclamação do cliente em relação ao descascamento. A JS Precision está agora posicionada como um dos principais fornecedores de processos de sobremoldagem do cliente.
Seus produtos também enfrentam moldagem por injeção de sobremoldagem desafios do processo? Entre em contato com a JS Precision imediatamente e deixe sua equipe profissional resolver os problemas do seu processo e restaurar a produção normal.
Perguntas frequentes
Q1: Qual é a principal diferença entre sobremoldagem e moldagem por inserção?
A diferença fundamental é como os componentes são combinados e o contexto de seu uso . A sobremoldagem principalmente dá ao produto um toque agradável e o torna à prova d'água, enquanto a moldagem por inserção tem tudo a ver com funcionalidade - você obtém um revestimento de plástico sobre plástico. Na verdade, esses dois têm tantas diferenças que dificilmente consigo enumerá-los aqui.
Q2: Quais são as principais causas do peeling de TPE?
Basicamente, é uma diferença de temperatura entre as camadas superior a 10 graus durante o processo de sobremoldagem ou uma incompatibilidade de polaridade do substrato e do TPE que impossibilita a formação de boas ligações químicas e provoca o descascamento das camadas.
Q3: Qual é a quantidade mínima de pedido para sobremoldagem de pequenos lotes?
JS Precision é capaz de processar Pedidos sobremoldados de 1 peça . Pedidos de 1 a 10 peças incorrerão em uma pequena taxa de depuração compartilhada. 50 peças não são apenas econômicas, mas também convenientes para verificação de protótipos.
Q4: O que é mais barato, moldagem por injeção de duas cores ou sobremoldagem de inserção?
O preço depende da escala de produção. O volume de produção inferior a 50.000 peças anualmente proporciona um custo menor para inserir sobremoldagem. Para volumes de produção acima de 100.000 peças, a moldagem por injeção bicolor pode reduzir o preço por peça em 40%, por isso é mais vantajosa.
Q5: Qual deve ser a espessura da camada de plástico macio para sobremoldagem?
Sugere-se sobremoldar a camada de plástico macio com espessura de 2 a 3 mm. Se a camada for muito fina, poderá causar enchimento insuficiente no momento do resfriamento e, se for muito espessa, a camada poderá encolher, deformar-se e produzir outros problemas de qualidade.
Q6: Quais materiais não podem ser moldados juntos?
Materiais não polares e polares convencionais não podem ser sobremoldados diretamente, por exemplo, PP + TPU não modificado ou PE + TPE convencional. É necessário tratamento de superfície ou ancoragem mecânica.
Q7: Quanto tempo dura o ciclo de sobremoldagem?
Toda a operação de sobremoldagem será realizada dentro de 70-80s aproximadamente. A moldagem do substrato leva cerca de 25-30s e a sobremoldagem leva 40-50s.
Q8: A sobremoldagem pode atingir impermeabilização IP67?
Sim, é possível. Através do controle adequado sobre a seleção dos materiais de sobremoldagem, projeto do molde e parâmetros do processo, a impermeabilização IP67 pode ser alcançada permanentemente com uma taxa de vazamento <= 0,3%.
Resumo
A sobremoldagem nunca é um simples “embrulho de material”, mas um processo de fabricação de precisão que equilibra desempenho, experiência do usuário e custo. Tudo importa nos elementos de qualidade do produto final, como o projeto das ferramentas do molde de injeção e o emparelhamento dos materiais, também a seleção dos caminhos do processo e o controle dos parâmetros de temperatura.
A JS Precision é uma experiente fábrica de sobremoldagem que conta com a tecnologia como principal direcionador para oferecer soluções para diversos setores, auxiliar os clientes na superação de dificuldades de processamento e na redução de custos de produção.
Envie seus desenhos agora para receber um relatório de análise DFM e uma cotação, tornando a tecnologia de sobremoldagem da JS Precision uma vantagem competitiva essencial para seus produtos.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

