

Surmoulage Cette technique a également été utilisée pour imperméabiliser les instruments médicaux et rendre les capteurs automobiles résistants à l'huile, modifiant ainsi les limites fonctionnelles de différents produits.
Cependant, les ingénieurs rencontrent généralement des difficultés telles que le décollement du TPE et la perte de contrôle des coûts de moulage . De plus, le choix du mauvais matériau ou du mauvais processus et les écarts de moule peuvent même aggraver les problèmes.
Cet article expliquera en détail le raisonnement fondamental derrière l'appariement des matériaux et le secret du contrôle de la température des moules bicolores, ce qui permettra aux professionnels de l'industrie de prendre la bonne décision concernant le meilleur équilibre entre performances du produit et coûts de production.
Aperçu rapide des réponses principales
| Dimensions principales | Réponses clés | Valeur pour vous |
| Essence du processus | Moulage par injection secondaire , processus de surmoulage consistant à recouvrir une couche de caoutchouc souple/fonctionnelle sur un substrat dur. | Il améliore les propriétés de toucher, d’étanchéité et d’absorption des chocs, et élimine complètement les assemblages secondaires. |
| Approche technique | La décision précise dépend du volume de production annuel : sélectionnez le bicolore si vos besoins sont > 100 000 unités et insérez un surmoulage pour la petite quantité. | La décision précise dépend de volume de production annuel : sélectionnez le bicolore si votre besoin est > 100 000 unités, et insérez un surmoulage pour la petite quantité. |
| Appariement des matériaux | Paires typiques, PC+TPE, ABS+TPU, PA+élastomère et PEEK+PEEK modifié. | Une bonne correspondance conduit à une liaison chimique, avec une résistance au pelage atteignant 6-8 N/mm . |
| Point d’inflexion des coûts | Le coût de l'outillage de moulage par injection varie de 8 000 $ à 50 000 $, le coût unitaire est réduit de 40 à 60 % lorsque la taille du lot passe de 100 à 10 000 unités . | La vérification des prototypes en petits lots et les moules en acier en grands lots réduisent efficacement le coût unitaire. |
Points clés à retenir
- Limite d'adhésion : Il est nécessaire de maintenir la différence de température d'interface à ± 10 °C, sinon les molécules n'auront pas la capacité de diffuser et un délaminage se produira. Il s’agit d’une exigence technique majeure dans le processus de surmoulage.
- Réduction des coûts de conception : implication précoce du DFM pour l'optimisation outillage de moulage par injection peut réduire le coût du moulage d’essai de 30 %, voire plus.
- Durabilité du matériau : le collage chimique est 50 % plus résistant au pelage que le verrouillage mécanique. La sélection des bons matériaux est l’un des facteurs les plus critiques du surmoulage.
- Décision par lots : si la production annuelle est <50 000 unités, l'encapsulation par insert est choisie, si >100 000 pièces, le moulage par injection bicolore est utilisé pour équilibrer les coûts élevés d'outillage de moulage par injection.
Pourquoi faire confiance à ce guide ? L'expertise en surmoulage de JS Precision
Le surmoulage combine différents sujets, notamment la science des matériaux, la thermodynamique et les moules de précision. Chez JS Precision, nous travaillons en étroite collaboration avec le surmoulage depuis plus de dix ans et nous avons la capacité de réaliser toute la chaîne depuis les tests de prototypes jusqu'à la production de millions de pièces.
Nous avons résolu plus de 300 problèmes de processus de surmoulage pour diverses industries telles que l'automobile, le médical et l'électronique grand public, et avons également résolu des défis majeurs tels que le pelage du TPE et la défaillance des joints pour plusieurs entreprises Fortune 500 .
Nous disposons d'une équipe professionnelle de conception d'outillage de moulage par injection, d'un équipement d'inspection complet Zeiss CMM et d'un système de contrôle de moule à température variable qui, ensemble, nous permettent de contrôler avec précision la différence de température de l'interface à ± 5°C pendant le processus de surmoulage.
Les résultats des tests de résistance au pelage ont été égaux ou supérieurs à 9,5 N/mm, ce qui est nettement meilleur que la moyenne du secteur .
Concernant la compatibilité des matériaux et la conception des outils de moulage par injection, JS Precision suit strictement les Norme de processus de moulage par injection ISO 16396-2 . Cela garantit que les performances et la précision de tous les produits surmoulés sont conformes aux normes internationales.
L'une de nos solutions au problème de pelage du TPE chez un fournisseur automobile de niveau 1 nous a permis de réduire le taux de défauts des produits de 8 % à moins de 0,3 %.
Dans le même temps, nous avons pu réduire les coûts de production globaux du client de 22 %. De plus, nous avons aidé les entreprises de dispositifs médicaux à concevoir un instrument chirurgical en PEEK qui tolère 300 cycles de stérilisation à la vapeur, répondant ainsi aux normes strictes de l'industrie médicale.
Avec plus d'une décennie d'expérience dans la technologie de surmoulage, l'équipe technique de JS Precision est capable de proposer aux clients un package complet depuis l'analyse DFM jusqu'à la production de masse . Nous ne faisons pas de R&D par essais et erreurs, ce qui signifie que chaque investissement se traduit par une augmentation de la compétitivité des produits.
Si vous êtes confronté à des défis liés au processus de surmoulage, contactez immédiatement les ingénieurs de JS Precision pour une solution de diagnostic de processus personnalisée. Laissez notre équipe de professionnels assurer le développement de vos produits.
Qu’est-ce que le surmoulage et pourquoi devriez-vous l’utiliser ?
Le surmoulage a été intégré dans de nombreuses lignes de fabrication de produits, mais de nombreux opérateurs ne comprennent pas pleinement ses principaux avantages ni ne reconnaissent l'influence considérable des moules sur le processus , ce qui les expose à des problèmes de production.
Si tu comprends " qu'est-ce que le surmoulage " et identifiez ses principales étapes, vous pourrez éviter efficacement des erreurs majeures.
Définition et valeur fondamentale
Le surmoulage est un processus de moulage par injection secondaire qui forme d'abord un substrat rigide, puis injecte une deuxième couche de matériau pour obtenir une liaison permanente par liaison chimique ou verrouillage mécanique. La précision du moule détermine directement l’effet de liaison.
Pourquoi utiliser le surmoulage ?
- Intégration fonctionnelle : Permet de combiner des fonctionnalités telles que l'étanchéité et l'absorption des chocs en une seule opération, ce qui signifie plus de retouches ou de pièces supplémentaires .
- Ergonomie : L'ajout d'une couche de caoutchouc souple rend non seulement le produit plus agréable au toucher, mais élimine également la froideur typique du plastique dur, améliorant ainsi l'expérience globale de l'utilisateur.
- Optimisation des coûts : il n'est pas nécessaire de réaliser un assemblage secondaire, les efforts de main-d'œuvre et les défauts seront ainsi réduits , conduisant à une réduction totale des coûts de 20 à 30 %.
Investissement initial par rapport au coût total de possession
Le surmoulage implique deux moules nécessitant une première dépense importante de 8 000 à 50 000 dollars. Néanmoins, il supprime l'assemblage manuel, réduit les taux de défauts et la plupart des clients qui investissent dans des moules voient le retour sur investissement dans les 12 à 18 mois , démontrant ainsi clairement des avantages considérables en termes de coûts à long terme.
Vous souhaitez comprendre clairement les solutions de surmoulage et de moulage par injection adaptées à votre produit ? Téléchargez le « Livre blanc sur la sélection du processus de surmoulage » de JS Precision pour répondre rapidement aux exigences du processus et du produit.
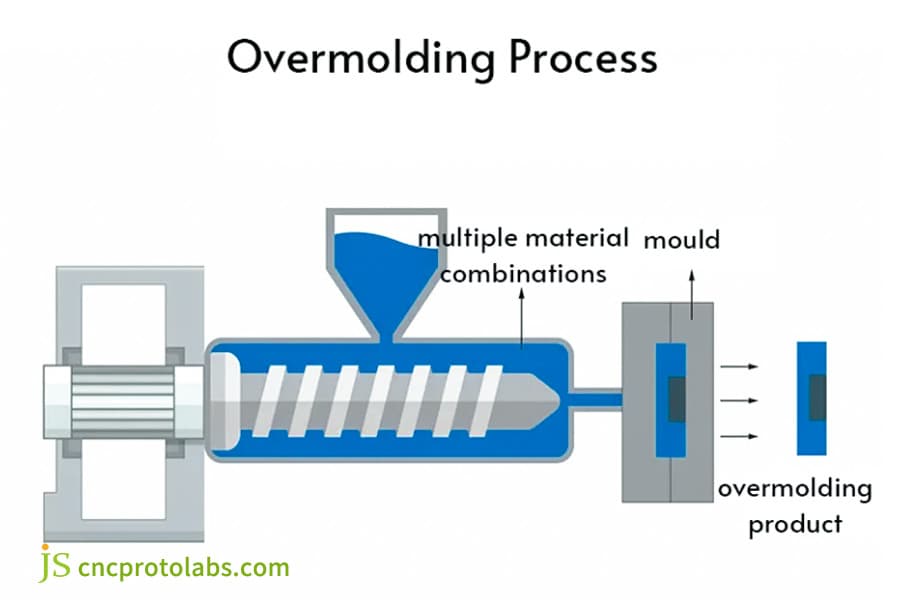
Figure 1 : Un diagramme schématique illustrant le processus de surmoulage, montrant la trémie, la vis, l'unité d'injection, le moule et le produit final.
Comment fonctionne le surmoulage ? Un guide étape par étape du processus
Pour vraiment connaître le processus, il faut d'abord comprendre le principe de " comment fonctionne le surmoulage ". Différents cheminements/procédures de processus peuvent entraîner ou entraîner de grandes différences en termes de moules, d'efficacité et de coût.
Le mauvais chemin fait perdre du temps, et il est bien connu qu’une compréhension claire et approfondie du principe de fonctionnement des surmoulages est nécessaire non seulement pour acquérir des compétences dans la méthode elle-même, mais également pour éviter les erreurs lors de la phase d’exploitation.
Processus de base en deux étapes
L'ensemble de la méthode comporte deux étapes principales, chacune exigeant la combinaison parfaite de moules et de paramètres de processus :
- Tout d’abord, le matériau rigide est injecté dans un moule spécifique pour produire le substrat.
- Ensuite, le substrat est déplacé dans un deuxième moule, où l'adhésif souple est injecté pour couvrir les zones critiques.
Deux voies de mise en œuvre de processus
Le moulage à deux injections/bicolores utilise un équipement dédié à double barillet et un moule intégré pour produire une pièce en une seule opération avec un temps de cycle de 25 à 40 secondes, il convient donc à une production de masse avec une production annuelle de plus de 100 000 pièces.
Le surmoulage d'inserts est très flexible, ne nécessite pas de moules complexes et convient aux petits lots moyens ou aux produits d'inserts métalliques.
Fenêtre de liaison
Le point principal du surmoulage est le contrôle de la « fenêtre de collage ». Lors de l'injection de l'adhésif souple, la surface du substrat doit être supérieure à la température de transition vitreuse et la différence de température d'interface T doit être <10°C.
Le système de contrôle de la température du moule joue un rôle très important dans ce contrôle des paramètres. Le Norme ASTM D3359 décrit la méthode de test de résistance d'adhérence, qui constitue également une référence essentielle en matière de qualité dans le processus de surmoulage. Cela permet d'éviter les écarts de processus résultant de méthodes de test non standard.
Surmoulage vs. Moulage par insertion : quelle est la vraie différence ?
De nombreux ingénieurs sont enclins à confondre deux processus, ce qui entraîne une sélection incorrecte et une flambée des coûts. Les deux présentent des différences essentielles en termes de substrat, de mécanisme de liaison, de conception de moule, etc., et doivent être sélectionnés avec précision en fonction des fonctions du produit.
Clarification des concepts
Les deux processus nécessitent des moules dédiés, mais leur logique d’application principale diffère :
- Le surmoulage se concentre sur le « plastique sur plastique », améliorant principalement la sensation et l'étanchéité, en s'appuyant sur la liaison chimique et le verrouillage mécanique.
- Le moulage par insert se concentre sur le « plastique sur métal », avec le métal comme composant fonctionnel, s'appuyant uniquement sur l'ancrage mécanique.
Différences fondamentales
| Dimension | Surmoulage | Moulage par insertion |
| Type de matériau de base | Plastique (ABS/PC/PA, etc.) | Métal (Cuivre/Aluminium/Acier, etc.) |
| Mécanisme de liaison | Liaison chimique + emboîtement mécanique. | Ancrage principalement mécanique, pas de liaison chimique. |
| Outillage de moulage par injection | Nécessite deux moules : un moule de base et un moule de recouvrement. | Nécessite un seul moule à injection, y compris la structure de positionnement des inserts. |
| Applications typiques | Poignées en caoutchouc souple, joints étanches, coques absorbant les chocs. | Inserts filetés, contacts conducteurs électriques, pièces en plastique à squelette métallique. |
| Structure des coûts | Investissement élevé en moule, faible coût de production unitaire. | Faible investissement en moule, nécessite un coût supplémentaire des inserts métalliques. |
Recommandations de sélection
Pour un toucher optimisé et une étanchéité à l'eau, choisissez le surmoulage, pour des fils à haute résistance et des chemins conducteurs, choisissez le moulage par insert. La valeur du processus augmente grâce à l'adaptation à des exigences spécifiques.
J'ai du mal à choisir entre surmoulage et surmoulage ? Contactez les ingénieurs de JS Precision pour une consultation individuelle. En fonction des exigences du produit et de l'échelle de production, faites correspondre avec précision la solution optimale de surmoulage et de moulage par insert pour éviter les gaspillages de coûts dus à une sélection incorrecte.
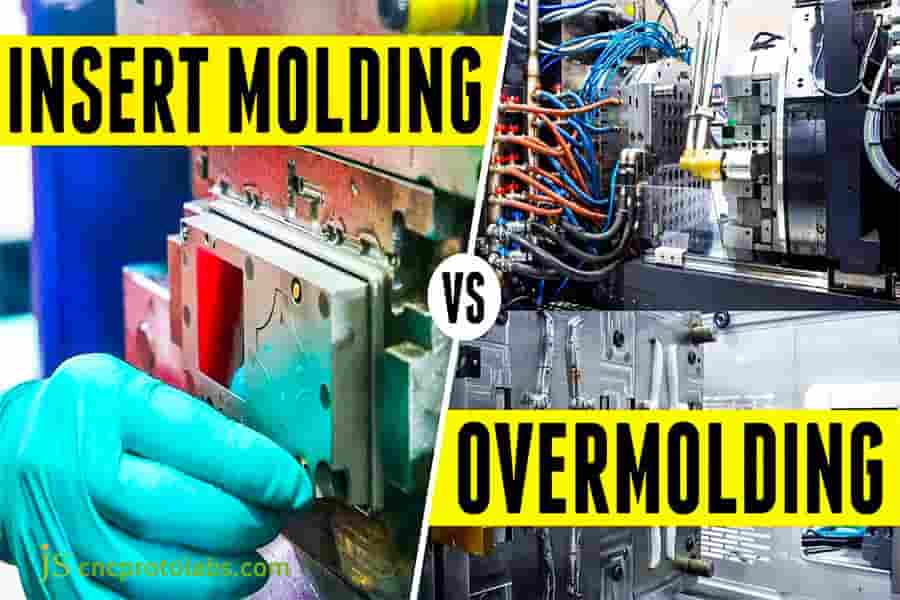
Figure 2 : Une comparaison visuelle côte à côte du moulage par insert (processus manuel) et du surmoulage (machines automatisées), séparés par un « VS ».
Quels sont les matériaux critiques pour un processus de surmoulage réussi ?
Le choix des matériaux est un facteur déterminant pour la réussite du surmoulage. Des combinaisons de matériaux incompatibles peuvent entraîner des pannes du produit. Il est très important de comprendre les bases de la compatibilité des matériaux lors du choix.
Principes de compatibilité des matériaux
En surmoulage, les matériaux doivent avoir une polarité similaire pour bien adhérer. Cela signifie que le substrat et le revêtement doivent avoir un niveau d’énergie de surface proche afin de se lier chimiquement fortement.
Les matériaux polaires comme l'ABS, le PC, etc. peuvent être facilement liés à la plupart des TPE et TPU, les matériaux non polaires tels que le PP PE, etc. devraient recevoir un traitement de surface ou être ancrés mécaniquement avant le revêtement.
Combinaisons classiques recommandées
Les combinaisons suivantes ont fait leurs preuves et offrent des effets de liaison et des performances exceptionnels :
- PC+TPE est idéal pour l’électronique grand public.
- ABS+TPU pour intérieurs automobiles.
- PA66+élastomère pour capteurs automobiles.
- PEEK+PEEK modifié pour dispositifs médicaux.
Le coût du choix des mauvais matériaux
Un mélange incorrect des matériaux peut entraîner une perte de produit par délaminage et pelage, entraînant un gaspillage des coûts de moulage. La fabrication professionnelle nécessite une simulation du flux de moule et une vérification des matériaux avant la production. Ces étapes sont le secret d'un surmoulage efficace.
Quelles industries stimulent la demande de moulage par injection par surmoulage ?
Le surmoulage, qui permet de combiner plus facilement des fonctions, d'économiser de l'argent et d'améliorer l'apparence et la sensation des produits, est une méthode courante depuis un certain temps dans divers secteurs. Il est particulièrement apprécié dans le secteur médical automobile, électronique grand public , et les secteurs de l'aérospatiale où la demande augmente rapidement.
Industrie automobile
Cette industrie est l’un des principaux utilisateurs de cette technologie, par exemple dans des pièces comme les capteurs et les connecteurs. La valeur actuelle du marché est de 1,2 milliard de dollars et elle devrait augmenter jusqu'à 2,5 milliards de dollars d'ici 2033, avec un TCAC >9 %.
Équipement médical
Le secteur médical a des normes strictes pour l'utilisation du surmoulage, comme on le trouve dans les poignées chirurgicales, les seringues, etc. La taille du marché était de 1,95 milliard de dollars en 2024 avec un TCAC de 4,3 %. Il offre également une forte valeur ajoutée.
Electronique grand public
La demande en matière d’électronique grand public couvre une variété de facteurs tels que la résistance au toucher et à l’eau. le surmoulage est la méthode utilisée pour les montres, les brosses à dents électriques, etc. De plus, la technique de moulage bicolore peut produire des looks multicolores et augmenter le taux de production.
Aérospatial
le surmoulage est l’un des moyens utilisés par l’aérospatiale pour réduire le poids. Les feuilles organiques en fibre de carbone avec une couche de PEEK ont le potentiel de remplacer les supports métalliques, réduisant ainsi le poids de 40 %. Il s’agit d’un domaine d’utilisation des plus sophistiqués.
Vous souhaitez en savoir plus sur les cas d’application du surmoulage dans l’industrie ? Consultez la bibliothèque de cas industriels de JS Precision pour tirer des enseignements des solutions de surmoulage et de moulage par injection matures, en atténuant rapidement les risques liés aux processus et en améliorant l'efficacité de la production.

Figure 3 : Gros plan des composants d'une seringue médicale, notamment une aiguille métallique, des pièces en plastique blanc et un tube transparent, disposés sur une surface réfléchissante.
Quelles sont les technologies clés de la technologie avancée de surmoulage ?
La technologie du surmoulage ne cesse d’évoluer et de mûrir de jour en jour. Des dispositifs tels que les moules à température contrôlée et le contrôle automatisé contribuent à améliorer à la fois la précision et le rendement du processus de surmoulage tout en améliorant les applications des outils de moulage.
En son cœur, technologie de surmoulage L'évolution de la technologie consiste à trouver le bon équilibre entre précision et coût, rendant ainsi les technologies haut de gamme plus largement disponibles.
Pour présenter clairement les effets d'application et les paramètres de base des différentes technologies avancées, le tableau suivant résume une comparaison des données clés pour les technologies de surmoulage traditionnelles :
| Type de technologie de surmoulage | Précision du contrôle de la température (°C) | Précision du contrôle de la température (°C) | Rendement du produit (%) | Investissement en équipement (en milliers de dollars américains) | Production annuelle appropriée (dix mille pièces) |
| Technologie de revêtement d'insert traditionnelle | ±15 | 80-120 | 82-88 | 8-15 | 1-5 |
| Technologie de moulage bicolore semi-automatique | ±10 | 180-250 | 90-95 | 25-40 | 5-10 |
| Technologie bicolore à température variable entièrement automatique | ±5 | 300-400 | 96-99 | 50-80 | 10-50 |
| Technologie intelligente de détection dans le moule | ±3 | 280-350 | 98-99,5 | 60-90 | 15-100 |
| Technologie de revêtement haut de gamme de qualité aérospatiale | ±2 | 50-80 | 99-99.8 | 120-180 | 0,5-5 |
Technologie de moulage à température variable
Les moules à température variable sont considérés comme une technologie de mise à niveau fondamentale pour le surmoulage. La surface du moule doit être rapidement chauffée et refroidie. De plus, la précision du contrôle de la température doit être maintenue à ± 10 °C. Cela peut conduire à une augmentation de la force de liaison de 50 % et, en même temps, devenir l’élément central des processus haut de gamme.
Automatisation et contrôle de précision
Lorsqu'il s'agit de production de masse, le bras robotiques doivent être capables de déplacer le substrat avec précision en 3 à 5 secondes, avec une précision de ± 0,05 mm. Les systèmes de guidage visuel sont capables de minimiser les coûts de main-d'œuvre de 40 % et sont considérés comme un équipement standard dans l'industrie moderne du surmoulage.
Dans les capteurs de moule
Dans un cas, l'aide de capteurs intégrés au moule (capteurs intégrés dans le moule pour surveiller la température et la pression en temps réel afin de réaliser un contrôle en boucle fermée ) a permis d'augmenter le rendement du produit de 85 % à 98 %, réduisant ainsi considérablement le taux de défauts.
Comment assurer le succès de votre prochain projet de surmoulage ?
Un projet de surmoulage réussi résulte de l’interaction d’un DFM bien conçu, de mesures de contrôle des coûts et d’une exécution efficace des processus. Si le processus est optimisé au préalable, cela permet d’éviter les échecs.
Cinq points clés du DFM
- Zone de liaison : les coins tranchants doivent être évités, le rayon de coin R0,5 mm aidera à obtenir une meilleure stabilité de liaison.
- Conception d'épaisseur de paroi : couche adhésive douce de 2 à 3 mm, trop fine et elle refroidira et ne se remplira pas suffisamment, trop épaisse et elle rétrécira.
- Emplacement des portes : Ne placez pas les portes sur des zones fonctionnelles et des surfaces d'étanchéité afin de conserver les performances d'étanchéité.
- Correspondance du taux de retrait : les différences de taux de retrait des matériaux doivent être inférieures à 0,5 % pour éviter les fissures.
- Rugosité de surface : substrat Ra 2-4 μm pour assurer un effet de verrouillage mécanique.
Stratégie de contrôle des coûts
La maîtrise des coûts doit être adaptée à l’échelle de production :
- Production annuelle < 50 000 pièces : choisissez l'encartage + chargement et déchargement manuel.
- 50 000 à 100 000 pièces : choisissez une table rotative semi-automatique.
- >100 000 pièces : choisissez le moulage par injection bicolore entièrement automatique, ce qui peut réduire le coût par pièce de 40 %.
Pourquoi choisir JS Précision ?
JS Precision compte parmi ses atouts une équipe DFM professionnelle, capable d'optimiser la conception de moules grâce à la simulation de flux de moule afin d'éviter le coût des essais et des erreurs.
Outre les équipements de production et de test, notre société est équipée de l'ensemble des installations et offre une solution unique du prototype à la production de masse, garantissant ainsi une mise en œuvre efficace des projets.
Étude de cas JS Precision : problème de pelage du TPE dans un certain composant automobile
Défi
Un équipementier automobile de premier rang produit des leviers de vitesses automobiles en utilisant du PA66+GF30 comme matériau de base et du TPE conventionnel comme couche de revêtement dans un processus de surmoulage . Seulement 3 mois après le début de la production en série, un problème majeur de pelage des bords est apparu, le taux de défauts pouvant atteindre 8 %.
Le fournisseur d'origine n'a pas été en mesure de résoudre le problème principal de l'adhérence de l'interface, ce qui a entraîné de sérieuses plaintes de la part des clients et des pressions dues aux réclamations. En outre, l’arrêt de la production pour résoudre le problème a entraîné de lourdes pertes de capacité.
Solution
JS Precision, dès réception de la demande, n'a pas perdu de temps et a créé une équipe technique spécialisée pour travailler sur le surmoulage afin de réaliser des diagnostics de processus et de préparer une solution qui couvre quatre aspects : la conception pour la fabrication (DFM), la sélection des matériaux, le contrôle du processus et l'inspection qualité.
1. Optimisation DFM : L'outillage de moulage par injection actuel a été retravaillé pour incorporer une rainure annulaire de 0,3 mm de profondeur sur la surface du substrat, ce qui entraîne un ancrage mécanique et une liaison chimique comme double liaison de sécurité.
2. Mise à niveau du matériau : le passage a été effectué vers un TPE modifié par adhésif (dureté 55A) qui est spécifiquement compatible avec la polarité du PA66 afin d' améliorer les performances de liaison chimique au niveau du matériau.
3. Contrôle du processus : Une température de moule de haute précision, y compris un contrôleur, a été fournie à l'outillage de moulage par injection dans le but de contrôler étroitement la température d'interface différente entre le substrat et l'adhésif souple à ± 5°C afin de garantir la diffusion complète des chaînes moléculaires.
4. Changement de processus de qualité : une inspection par échantillonnage de la résistance au pelage (cible > 8 N/mm) et des tests de choc thermique à -40 C ont été inclus dans le processus de production comme moyen de maintenir la qualité du produit à la source.
Résultats
Après de nombreux ajustements et optimisations, l'effet de surmoulage de ce levier de vitesses automobile a été grandement amélioré :
- La résistance au pelage a été améliorée de 3,2 à 9,5 N/mm (amélioration de 197 %) .
- Le taux de défauts a été réduit de 8 % à moins de 0,3 %, répondant ainsi pleinement aux exigences de production de masse.
- Depuis que l'opération de revêtement d'apprêt a été supprimée dans le processus d'origine, les coûts de production globaux du client ont été réduits de 22 % .
À l'heure actuelle, le produit est en production de masse stable et a passé 6 mois sans aucune plainte du client concernant un problème de pelage. JS Precision se positionne désormais comme l'un des principaux fournisseurs de processus de surmoulage du client.
Vos produits sont-ils également confrontés moulage par injection surmoulage des défis de processus ? Contactez JS Precision immédiatement et laissez leur équipe de professionnels résoudre les problèmes de votre processus et rétablir une production normale.
FAQ
Q1 : Quelle est la principale différence entre le surmoulage et le moulage par insert ?
La différence fondamentale réside dans la manière dont les composants sont combinés et dans le contexte de leur utilisation . Le surmoulage donne principalement au produit un toucher agréable et le rend imperméable, tandis que le moulage par insert est avant tout une question de fonctionnalité : vous obtenez un revêtement plastique sur plastique. En fait, ces deux-là ont tellement de différences que je peux difficilement les énumérer ici.
Q2 : Quelles sont les principales causes du pelage du TPE ?
Fondamentalement, il s'agit d'une différence de température entre les couches supérieure à 10 degrés lors du processus de surmoulage ou d'une incompatibilité de polarité du substrat et du TPE qui rend impossible la formation de bonnes liaisons chimiques et provoque le décollement des couches.
Q3 : Quelle est la quantité minimale de commande pour le surmoulage de petits lots ?
JS Precision est capable de traiter Commandes surmoulées 1 pièce . Les commandes de 1 à 10 pièces entraîneront de petits frais de débogage partagés. 50 pièces sont non seulement rentables mais également pratiques pour la vérification des prototypes.
Q4 : Qu'est-ce qui est le moins cher : le moulage par injection bicolore ou le surmoulage d'inserts ?
Le prix dépend de l'échelle de production. Un volume de production inférieur à 50 000 pièces par an permet de réduire le coût du surmoulage par insertion. Pour les volumes de production supérieurs à 100 000 pièces, le moulage par injection bicolore pourrait réduire le prix par pièce de 40 %, c'est donc plus avantageux.
Q5 : Quelle doit être l’épaisseur de la couche de plastique souple pour le surmoulage ?
Il est suggéré de surmouler la couche de plastique souple d'une épaisseur de 2 à 3 mm. Si la couche est trop fine, cela pourrait entraîner un remplissage insuffisant au moment du refroidissement, et si elle est trop épaisse, la couche pourrait rétrécir, se déformer et produire d'autres problèmes de qualité.
Q6 : Quels matériaux ne peuvent pas être surmoulés ensemble ?
Les matériaux polaires non polaires et conventionnels ne peuvent pas être surmoulés directement, par exemple PP + TPU non modifié ou PE + TPE conventionnel. Un traitement de surface ou un ancrage mécanique est nécessaire.
Q7 : Quelle est la durée du cycle de surmoulage ?
L’ensemble de l’opération de surmoulage sera réalisé en 70 à 80 secondes environ. Le moulage du substrat prend environ 25 à 30 secondes et le surmoulage prend 40 à 50 secondes.
Q8 : Le surmoulage peut-il atteindre une étanchéité IP67 ?
Oui, c'est possible. Grâce à un contrôle approprié de la sélection des matériaux de surmoulage, de la conception du moule et des paramètres du processus, l'étanchéité IP67 peut être obtenue de manière permanente avec un taux de fuite <= 0,3 %.
Résumé
Le surmoulage n'est jamais un simple « emballage de matériau », mais un processus de fabrication de précision qui équilibre les performances, l'expérience utilisateur et le coût. Tout compte dans les éléments de qualité du produit final tels que la conception de l'outillage de moulage par injection et l'appariement des matériaux, ainsi que la sélection des chemins de processus et le contrôle des paramètres de température.
JS Precision est une usine de surmoulage expérimentée qui s'appuie sur la technologie comme principal moteur pour proposer des solutions à différents secteurs, aider les clients à surmonter les difficultés de traitement et à réduire les coûts de production.
Envoyez vos dessins maintenant pour recevoir un rapport d'analyse DFM et un devis, faisant de la technologie de surmoulage de JS Precision un avantage concurrentiel essentiel pour vos produits.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

