

Формование Эта технология также использовалась для водонепроницаемости медицинских инструментов и придания автомобильным датчикам устойчивости к маслу, таким образом изменяя функциональные границы различных продуктов.
Однако обычно инженеры сталкиваются с такими трудностями, как отслоение ТПЭ и выход из-под контроля затрат на пресс-форму . Кроме того, выбор неправильного материала или процесса и отклонения от формы могут даже усугубить проблемы.
В этой статье будут подробно объяснены фундаментальные причины сочетания материалов и секрет контроля температуры двухцветных форм, что позволит профессионалам отрасли принять правильное решение относительно наилучшего баланса между производительностью продукта и производственными затратами.
Краткий обзор основных ответов
| Основные размеры | Ключевые ответы | Ценность для вас |
| Сущность процесса | Вторичное литье под давлением , процесс наложения мягкой резины/функционального слоя на твердую подложку. | Улучшает контактные, уплотняющие и амортизирующие свойства, а также полностью исключает вторичную сборку. |
| Технический подход | Точное решение зависит от годового объема производства: выберите двухцветный вариант, если ваша потребность превышает 100 000 единиц, и вставьте наплавку для небольшого количества. | Точное решение зависит от годовой объем производства: выберите двухцветный вариант, если ваша потребность составляет > 100 000 единиц, и вставьте наплавку для небольшого количества. |
| Сочетание материалов | Типичные пары: ПК+ТПЭ, АБС+ТПУ, ПА+эластомер и ПЭЭК+модифицированный ПЭЭК. | Хорошее соответствие приводит к химическому соединению, при этом прочность на отслаивание достигает 6-8 Н/мм . |
| Точка перегиба затрат | Стоимость оснастки для литья под давлением колеблется от 8000 до 50 000 долларов США, стоимость единицы продукции снижается на 40-60% при изменении размера партии со 100 до 10 000 единиц . | Проверка прототипа небольшой партии, стальные формы для больших партий эффективно снижают себестоимость единицы продукции. |
Ключевые выводы
- Предел адгезии: необходимо поддерживать разницу температур поверхности раздела в пределах ±10°C, иначе молекулы не смогут диффундировать, и произойдет расслоение. Это основное техническое требование в процессе формования.
- Сокращение затрат на проектирование: раннее участие DFM для оптимизации инструменты для литья под давлением может снизить стоимость пробного формования на 30% или даже больше.
- Долговечность материала: химическое соединение на 50% более устойчиво к отслаиванию, чем механическое соединение. Выбор правильных материалов является одним из наиболее важных факторов при формовке.
- Решение о партии: если годовой объем производства составляет <50 000 единиц, выбирается инкапсуляция вставок, если > 100 000 штук, используется двухцветное литье под давлением, чтобы сбалансировать высокие затраты на оснастку для литья под давлением.
Почему стоит доверять этому руководству? Опыт JS Precision в области формования
Формование сочетает в себе различные предметы, включая материаловедение, термодинамику и прецизионные формы. В JS Precision мы тесно сотрудничаем с методом формования уже более десяти лет и имеем возможность выполнить всю цепочку от тестирования прототипов до производства миллионов деталей.
Мы решили более 300 проблем, связанных с процессом формования в различных отраслях, таких как автомобильная, медицинская и бытовая электроника, а также решили такие серьезные проблемы, как отслаивание ТПЭ и разрушение уплотнений для нескольких компаний из списка Fortune 500 .
У нас есть профессиональная команда разработчиков оснастки для литьевых форм, оборудование для полного контроля Zeiss CMM и система управления пресс-формой с переменной температурой, которые вместе позволяют нам точно контролировать разницу температур на границе раздела в пределах ± 5°C во время процесса формования.
Результаты испытаний на прочность на отслаивание составили 9,5 Н/мм или выше, что значительно лучше, чем в среднем по отрасли .
Что касается совместимости материалов и проектирования оснастки для литьевых форм, JS Precision строго следует Стандарт процесса литья под давлением ISO 16396-2 . Это гарантирует, что производительность и точность всех формованных изделий соответствуют международным стандартам.
Одно из наших решений проблемы отслаивания ТПЭ у поставщика автомобилей первого уровня помогло нам снизить процент брака продукции с 8% до менее чем 0,3%.
При этом нам удалось снизить общие производственные затраты клиента на 22%. Кроме того, мы помогли компаниям, производящим медицинское оборудование, разработать хирургический инструмент из PEEK, который выдерживает 300 циклов паровой стерилизации и соответствует строгим стандартам медицинской промышленности.
Обладая более чем десятилетним опытом работы в области технологий формования, техническая команда JS Precision способна предоставить клиентам полный пакет услуг — от анализа DFM до массового производства . Мы не проводим исследования и разработки методом проб и ошибок, что означает, что каждая инвестиция приводит к повышению конкурентоспособности продукции.
Если вы столкнулись с проблемами в процессе формования, немедленно свяжитесь с инженерами JS Precision, чтобы получить индивидуальное решение для диагностики процесса. Позвольте нашей профессиональной команде защитить разработку вашего продукта.
Что такое оверформинг и почему его следует использовать?
Формование используется во многих производственных линиях, однако многие операторы не до конца понимают его ключевые преимущества и не осознают , насколько сильно формы влияют на процесс , что делает их склонными к возникновению производственных проблем.
Если ты понимаешь» что такое переформование » и определите ее основные этапы, вы сможете эффективно избежать крупных ошибок.
Определение и основная ценность
Формование — это вторичный процесс литья под давлением, при котором сначала формируется жесткая подложка, а затем впрыскивается второй слой материала для достижения прочного соединения посредством химического соединения или механического соединения. Точность формы напрямую определяет эффект склеивания.
Зачем использовать переформование?
- Функциональная интеграция: позволяет объединить такие функции, как водонепроницаемость и амортизация, в одной операции, что означает отсутствие необходимости доработки или дополнительных деталей .
- Эргономика: добавление слоя мягкой резины не только делает продукт более приятным на ощупь, но и устраняет типичную холодность твердого пластика, тем самым улучшая общее впечатление от пользователя.
- Оптимизация затрат: нет необходимости выполнять вторичную сборку, что снижает трудозатраты и количество дефектов , что приводит к снижению общих затрат на 20-30%.
Первоначальные инвестиции и общая стоимость владения
Формование включает в себя две формы, требующие значительных первоначальных затрат в размере 8 000–50 000 долларов США. Тем не менее, он устраняет ручную сборку, снижает количество дефектов, и большинство клиентов, инвестирующих в пресс-формы, видят окупаемость инвестиций в течение 12-18 месяцев , что ясно демонстрирует значительную долгосрочную экономическую выгоду.
Хотите четко понимать, какие решения для литья под давлением подходят для вашего продукта? Загрузите информационный документ JS Precision «Выбор процесса формования», чтобы быстро подобрать требования к процессу и продукту.
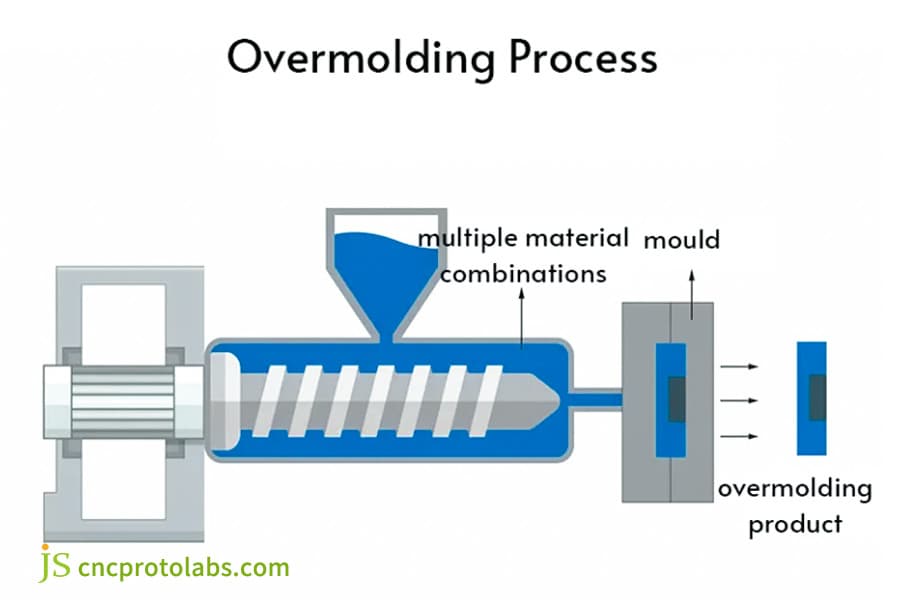
Рис. 1. Схематическая диаграмма, иллюстрирующая процесс формования, с указанием бункера, шнека, узла впрыска, формы и конечного продукта.
Как работает переформование? Пошаговое руководство по процессу
Чтобы по-настоящему понять этот процесс, нужно сначала понять принцип « как работает формование «Различные технологические пути/процедуры могут привести к большим различиям в формах, эффективности и стоимости.
Неправильный путь отнимает время, и хорошо известно, что четкое и глубокое понимание принципа работы накладок необходимо не только для приобретения навыков в самом методе, но и для предотвращения ошибок на этапе эксплуатации.
Двухэтапный основной процесс
Весь метод включает в себя два основных этапа, каждый из которых требует идеального сочетания форм и параметров процесса:
- Сначала жесткий материал закачивается в специальную форму для изготовления подложки.
- После этого подложка перемещается во вторую форму, куда впрыскивается мягкий клей, чтобы покрыть критические области.
Два пути реализации процесса
Для двухструйного/двухцветного формования используется специальное оборудование с двумя барабанами и встроенная форма для изготовления детали за одну операцию с временем цикла 25-40 секунд, поэтому она подходит для массового производства с годовым объемом производства более 100 000 штук.
Формование со вставками очень гибкое, не требует сложных форм и подходит для небольших и средних партий или изделий с металлическими вставками.
Окно склеивания
Основным моментом формования является контроль «окна склеивания». Во время инъекции мягкого клея поверхность подложки должна быть выше температуры стеклования, а разница температур на границе раздела Т должна быть <10°C.
Система контроля температуры пресс-формы играет очень важную роль в контроле этого параметра. Стандарт ASTM D3359 описывает метод испытания прочности соединения, который также является очень важным эталоном качества в процессе формования. Это помогает избежать отклонений в процессе, вызванных нестандартными методами тестирования.
Формование против. Вставной молдинг: в чем реальная разница?
Многие инженеры склонны путать два процесса, что приводит к неправильному выбору и резкому росту затрат. Они имеют существенные различия в подложке, механизме склеивания, конструкции пресс-формы и т. д., и их необходимо выбирать точно в соответствии с функциями продукта.
Разъяснение концепции
Оба процесса требуют специальных форм, но их основная логика применения различается:
- Формование ориентировано на принцип «пластик-пластик», в первую очередь улучшая ощущение и герметизацию, полагаясь на химическое соединение и механическое соединение.
- При формовании вставок основное внимание уделяется принципу «пластик-металл», где металл является функциональным компонентом, полагаясь исключительно на механическое крепление.
Основные различия
| Измерение | Формование | Вставить молдинг |
| Тип основного материала | Пластик (АБС/ПК/ПА и т. д.) | Металл (медь/алюминий/сталь и т. д.) |
| Механизм склеивания | Химическое соединение + механическое соединение. | В основном механическое крепление, без химического связывания. |
| Инструменты для литья под давлением | Требуются две формы: базовая и покрывающая. | Требуется только одна литьевая форма, включая структуру позиционирования вставки. |
| Типичные применения | Мягкие резиновые ручки, водонепроницаемые уплотнения, амортизирующие корпуса. | Резьбовые вставки, электропроводящие контакты, металлические каркасные пластиковые детали. |
| Структура затрат | Высокие инвестиции в пресс-форму, низкая себестоимость единицы продукции. | Низкие инвестиции в пресс-форму, требуют дополнительных затрат на металлические вставки. |
Рекомендации по выбору
Для оптимального ощущения и водонепроницаемого уплотнения выберите накладное формование, для высокопрочных резьб и токопроводящих дорожек выберите вставное формование. Ценность процесса увеличивается за счет соответствия конкретным требованиям.
Пытаюсь выбрать между формование и вставка ? Свяжитесь с инженерами JS Precision для индивидуальной консультации. Основываясь на требованиях к продукту и масштабе производства, точно подберите оптимальное решение для формования и вставки, чтобы избежать потерь из-за неправильного выбора.
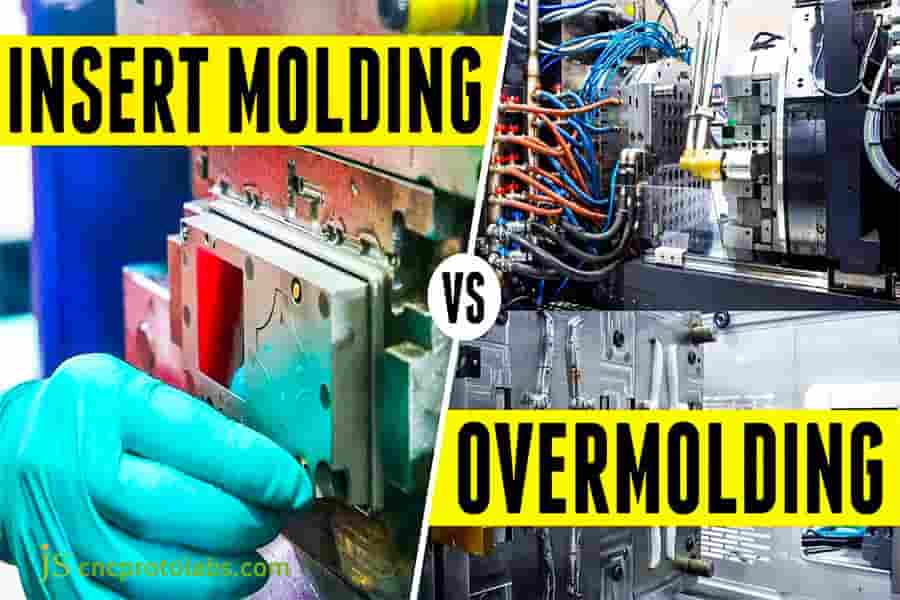
Рисунок 2. Визуальное сравнение формования со вставками (ручной процесс) и формовки (автоматическое оборудование), разделенных знаком «VS».
Каковы критически важные материалы для успешного процесса формования?
Выбор материалов является решающим фактором для успеха формования. Несовместимые комбинации материалов могут привести к сбою продукта. При выборе очень важно понимать основы совместимости материалов.
Принципы совместимости материалов
При формовании материалы должны иметь одинаковую полярность, чтобы хорошо прилипать. Это означает, что подложка и покрытие должны иметь близкий уровень поверхностной энергии, чтобы обеспечить прочную химическую связь.
Полярные материалы, такие как АБС, ПК и т. д., можно легко склеить с большинством ТПЭ и ТПУ, а неполярные материалы, такие как ПП, ПЭ и т. д., перед нанесением покрытия необходимо подвергнуть поверхностной обработке или механически закрепить.
Рекомендуемые классические комбинации
Следующие комбинации опробованы и протестированы с выдающимся эффектом склеивания и производительностью:
- PC+TPE отлично подходит для бытовой электроники.
- ABS+TPU для автомобильных салонов.
- PA66+эластомер для автомобильных датчиков.
- ПЭЭК+модифицированный ПЭЭК для медицинских изделий.
Цена выбора неправильных материалов
Неправильное смешивание материалов может привести к потере продукта из-за расслоения и отслаивания, что приведет к напрасным затратам на пресс-форму. Профессиональное производство требует моделирования течения формы и проверки материала перед производством. Эти шаги являются секретом эффективного формования.
Какие отрасли стимулируют спрос на литьевое формование?
Формование, которое позволяет упростить объединение функций, сэкономить деньги и улучшить внешний вид продуктов, уже довольно давно является распространенным методом в различных секторах. Он особенно популярен в автомобильной медицине, бытовая электроника и аэрокосмической отрасли, где спрос быстро растет.
Автомобильная промышленность
Эта отрасль является одним из основных пользователей этой технологии, например, в таких деталях, как датчики и разъемы. Текущая рыночная стоимость составляет 1,2 миллиарда долларов США, и ожидается, что к 2033 году она увеличится до 2,5 миллиардов долларов США при среднегодовом темпе роста >9%.
Медицинское оборудование
В медицинском секторе действуют строгие стандарты использования формования, например, в хирургических ручках, шприцах и т. д. Объем рынка в 2024 году составил 1,95 миллиарда долларов США, а среднегодовой темп роста составил 4,3%. Это также обеспечивает высокую добавленную стоимость.
Бытовая электроника
Спрос на бытовую электронику зависит от множества факторов, таких как устойчивость к прикосновению и воде. Формование — это метод, используемый для изготовления часов, электрических зубных щеток и т. д. Кроме того, метод двухцветного формования позволяет создавать многоцветный вид и увеличивать производительность.
Аэрокосмическая промышленность
Формование — один из способов снижения веса в аэрокосмической отрасли. Органические листы из углеродного волокна со слоем PEEK могут заменить металлические опоры, тем самым снижая вес на 40%. Это область самого сложного использования.
Хотите узнать о случаях применения наплавки в отрасли? Ознакомьтесь с отраслевой библиотекой примеров JS Precision, чтобы узнать об зрелых решениях для литья под давлением, позволяющих быстро снизить технологические риски и повысить эффективность производства.

Рисунок 3. Крупный план компонентов медицинского шприца, включая металлическую иглу, белые пластиковые детали и прозрачные трубки, расположенные на отражающей поверхности.
Каковы ключевые технологии в передовой технологии формования?
Технология оверформинга меняется и совершенствуется день ото дня. Такие устройства, как формы с контролируемой температурой и автоматическое управление, помогают повысить точность и производительность процесса формования, а также расширяют возможности применения формовочных инструментов.
В глубине души технология наплавки Целью эволюции компании является поиск правильного баланса между точностью и стоимостью, что делает передовые технологии более доступными.
Чтобы четко представить эффекты применения и основные параметры различных передовых технологий, в следующей таблице суммировано сравнение ключевых данных для основных технологий формования:
| Тип технологии формования | Точность контроля температуры (°C) | Точность контроля температуры (°C) | Выход продукта (%) | Инвестиции в оборудование (тысячи долларов США) | Подходящее годовое производство (десять тысяч штук) |
| Традиционная технология покрытия вставок | ±15 | 80-120 | 82-88 | 8-15 | 1-5 |
| Полуавтоматическая технология двухцветного формования | ±10 | 180-250 | 90-95 | 25-40 | 5-10 |
| Полностью автоматическая двухцветная технология с переменной температурой | ±5 | 300-400 | 96-99 | 50-80 | 10-50 |
| Интеллектуальная технология обнаружения в пресс-форме | ±3 | 280-350 | 98-99,5 | 60-90 | 15-100 |
| Высококлассная технология нанесения покрытий аэрокосмического класса | ±2 | 50-80 | 99-99,8 | 120-180 | 0,5-5 |
Технология пресс-форм с переменной температурой
Формы с переменной температурой считаются фундаментальной технологией модернизации формования. Поверхность формы должна быстро нагреваться и охлаждаться, при этом точность регулирования температуры должна поддерживаться в пределах ±10°С. Это может привести к увеличению прочности соединения на 50% и в то же время стать ключевым элементом высокотехнологичных процессов.
Автоматизация и точное управление
Когда дело доходит до массового производства, роботизированное оружие должен иметь возможность точно перемещать подложку в течение 3-5 секунд с точностью ±0,05 мм. Системы визуального наведения способны минимизировать трудозатраты на 40% и считаются стандартным оборудованием в современной индустрии формования.
Датчики в пресс-форме
В одном случае помощь датчиков в форме (датчиков, встроенных в форму для контроля температуры и давления в режиме реального времени для осуществления управления с обратной связью ) увеличила выход продукта с 85% до 98%, резко снизив уровень брака.
Как обеспечить успех в вашем следующем проекте по формованию?
Успешный проект по формованию достигается благодаря сочетанию хорошо разработанного DFM, мер по контролю затрат и эффективного выполнения процесса. Если процесс заранее оптимизирован, это помогает избежать сбоев.
Пять ключевых моментов DFM
- Область склеивания: следует избегать острых углов отслаивания, радиус угла R0,5 мм поможет добиться большей стабильности склеивания.
- Конструкция толщины стенки: мягкий клейкий слой 2-3 мм, слишком тонкий, он остынет и недостаточно наполнится, слишком толстый, и он сожмется.
- Расположение ворот: Не размещайте ворота на функциональных участках и уплотняющих поверхностях , чтобы сохранить герметичность.
- Соответствие степени усадки: разница в степени усадки материалов должна составлять менее 0,5%, чтобы избежать растрескивания.
- Шероховатость поверхности: Ra 2-4 мкм для обеспечения механического запирающего эффекта.
Стратегия контроля затрат
Контроль затрат должен соответствовать масштабу производства:
- Годовое производство <50 000 штук: выберите упаковку-вкладыш + ручную загрузку и разгрузку.
- 50 000–100 000 штук: выберите полуавтоматический поворотный стол.
- >100 000 штук: выберите полностью автоматическое двухцветное литье под давлением, что может снизить стоимость за штуку на 40%.
Почему стоит выбрать JS Precision?
В число своих активов JS Precision входит профессиональная команда DFM, которая способна оптимизировать конструкцию пресс-форм посредством моделирования течения пресс-формы, чтобы избежать затрат, связанных с методом проб и ошибок.
Помимо производственного и испытательного оборудования, наша компания оснащена всем набором оборудования и предлагает комплексное решение от прототипа до серийного производства, что обеспечивает эффективную реализацию проектов.
Пример использования JS Precision: проблема отслаивания ТПЭ в определенном автомобильном компоненте
Испытание
Поставщик автомобильной продукции уровня 1 производит автомобильные рычаги переключения передач, используя PA66+GF30 в качестве основного материала и обычный TPE в качестве плакирующего слоя. процесс формования . Всего через 3 месяца после начала серийного производства выявилась серьезная проблема отслаивания кромок, при этом процент брака достигал 8%.
Первоначальный поставщик не смог решить основную проблему адгезии интерфейса, в результате чего со стороны клиентов возникли серьезные жалобы и давление из-за претензий. Кроме того, остановка производства для устранения проблемы привела к большим потерям мощностей.
Решение
JS Precision, получив запрос, не стала терять время и создала специализированную техническую команду для работы над формованием для проведения диагностики процесса и подготовки решения, охватывающего четыре аспекта: проектирование для производства (DFM), выбор материала, контроль процесса и контроль качества.
1. Оптимизация DFM. Существующие инструменты для литьевых форм были переработаны, чтобы включить кольцевую канавку глубиной 0,3 мм на поверхность подложки, что привело к механическому соединению и химическому соединению в качестве двойного защитного соединения.
2. Обновление материала: был произведен переход на модифицированный клей ТПЭ (твердость 55А), который специально совместим с полярностью PA66, чтобы улучшить характеристики химического соединения на уровне материала.
3. Управление процессом: высокоточная температура пресс-формы, включая контроллер, подавалась на оснастку для литьевой формы с целью точного контроля температуры поверхности раздела между подложкой и мягким клеем в пределах ± 5 ° C, чтобы гарантировать полную диффузию молекулярных цепей.
4. Изменение процесса качества. Выборочный контроль прочности на отслаивание (цель >8 Н/мм) и испытания на термический удар при температуре -40°С были включены в производственный процесс как средство поддержания качества продукции из источника.
Результаты
После ряда корректировок и оптимизаций эффект наложения этого автомобильного рычага переключения передач был значительно улучшен:
- Прочность на отслаивание увеличилась с 3,2 до 9,5 Н/мм (улучшение на 197%) .
- Уровень брака был снижен с 8% до менее 0,3%, что полностью соответствует требованиям массового производства.
- Поскольку в исходном процессе была исключена операция грунтования, общие производственные затраты заказчика сократились на 22% .
В настоящее время продукт находится в стабильном серийном производстве и в течение 6 месяцев не было никаких жалоб со стороны клиента по поводу отслаивания. JS Precision теперь позиционируется как один из ключевых поставщиков процессов формования для клиента.
Ваши продукты также обращены к литье под давлением проблемы процесса? Немедленно свяжитесь с JS Precision и позвольте их профессиональной команде решить проблемы вашего процесса и восстановить нормальное производство.
Часто задаваемые вопросы
Вопрос 1: В чем основная разница между формовкой и вставкой?
Принципиальное различие заключается в том, как сочетаются компоненты и в контексте их использования . Формование в основном придает изделию приятный вид и делает его водонепроницаемым, тогда как формование со вставками ориентировано на функциональность — вы получаете покрытие «пластик на пластике». На самом деле, у этих двоих так много различий, что я вряд ли смогу перечислить их здесь.
В2: Каковы основные причины отслаивания ТПЭ?
По сути, это разница температур между слоями более 10 градусов в процессе формования или несовместимость полярности подложки и ТПЭ, что делает невозможным образование между ними хороших химических связей и вызывает отслаивание слоев.
В3: Каков минимальный объем заказа для мелкосерийного формования?
JS Precision способен обрабатывать 1 шт. формованные заказы . При заказе от 1 до 10 штук взимается небольшая общая плата за отладку. 50 штук не только экономически эффективны, но и удобны для проверки прототипа.
В4: Что дешевле: двухцветное литье под давлением или литье со вставками?
Цена зависит от масштаба производства. Объем производства менее 50 000 штук в год снижает затраты на вставку формованного изделия. При объемах производства более 100 000 штук двухцветное литье под давлением может снизить цену за штуку на 40%, поэтому это более выгодно.
В5: Какой толщины должен быть слой мягкого пластика для формования?
Рекомендуется наклеивать слой мягкого пластика толщиной 2-3 мм. Если слой слишком тонкий, это может привести к недостаточному наполнению во время охлаждения, а если он слишком толстый, слой может сжаться, деформироваться и вызвать другие проблемы с качеством.
В6: Какие материалы нельзя склеивать вместе?
Неполярные и обычные полярные материалы нельзя формовать напрямую, например, ПП + немодифицированный ТПУ или ПЭ + обычный ТПЭ. Требуется обработка поверхности или механическое крепление.
В7: Как долго длится цикл формования?
Вся операция формования будет выполнена примерно в течение 70-80 секунд. Формование подложки занимает около 25-30 секунд, а повторное формование - 40-50 секунд.
Вопрос 8: Может ли формование обеспечить водонепроницаемость IP67?
Да, это возможно. При правильном контроле над выбором формовочных материалов, конструкцией формы и параметрами процесса можно обеспечить постоянную водонепроницаемость IP67 с уровнем утечки <= 0,3%.
Краткое содержание
Формование — это не просто «обертка материала», а точный производственный процесс, в котором сочетаются производительность, удобство использования и стоимость. Все имеет значение в таких элементах качества конечного продукта, как проектирование оснастки для литьевых форм и сочетание материалов, а также выбор технологических маршрутов и контроль температурных параметров.
JS Precision — это опытная фабрика по формованию, которая опирается на технологии как на основной фактор, предлагая решения для различных секторов, помогая клиентам преодолевать трудности обработки и снижать производственные затраты.
Отправьте свои рисунки прямо сейчас получить отчет о анализе DFM и расценки, что сделает технологию формования JS Precision основным конкурентным преимуществом для вашей продукции.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

