

Overmolding technique was also used to waterproof medical instruments and make automotive sensors resistant to oilthus changing the functional boundaries of different products.
Usually however engineers experience difficulties like TPE peeling off and mold costs going out of control, on the top of that, choosing the wrong material or process and mold deviations might even make the problems worse.
This piece of writing will explain the fundamental reasoning behind material pairing and the secret to the temperature control of two-color molds in detail, which will allow industry professionals to make the right decision regarding the best balance between product performance and production costs.
Quick Overview of Core Answers
| Core Dimensions | Key Answers | Value for You |
| Process Essence | Secondary injection molding, the overmolding process of coating soft rubber/functional layer on a hard substrate. | It improves the touch, sealing and shock absorption properties, and completely eliminates secondary assembly. |
| Technical Approach | Accurate decision depends on yearly production volume: select two-color if your requirement is > 100,000 units, and insert overmolding for the small quantity. | Accurate decision depends on yearly production volume: select two-color if your requirement is > 100,000 units, and insert overmolding for the small quantity. |
| Material Pairing | Typical pairs, PC+TPE, ABS+TPU, PA+elastomer, and PEEK+modified PEEK. | Good matching leads to chemical bonding, with the peel strength reaching 6-8 N/mm. |
| Cost Inflection Point | Injection mold tooling cost ranges from $8,000 to $50,000, per unit cost is reduced by 40-60% when the batch size changes from 100 to 10,000 units. | Small batch prototype verification, large batch steel molds efficiently reduce unit cost. |
Key Takeaways
- Adhesion Limit: It is necessary to keep the difference in interface temperature within ±10°C, otherwise, molecules will not have the ability to diffuse, and delamination will occur. This is a major technical requirement in the overmolding process.
- Design Cost Cutting: Early DFM involvement for optimizing injection mold tooling can lower the trial molding cost by 30% or even more.
- Material Durability: Chemical bonding is 50% more resistant to peeling than mechanical interlocking. Selecting the right materials is one of the most critical factors in overmolding.
- Batch Decision: If the yearly production is <50,000 units, insert encapsulation is chosen, if >100,000 pieces, two-color injection molding is used to balance the high injection mold tooling costs.
Why Trust This Guide? JS Precision's Overmolding Expertise
Overmolding combines different subjects including materials science, thermodynamics, and precision molds. At JS Precision, we have been working closely with overmolding for more than the past ten years and we have the ability to carry out the whole chain from prototype testing to producing millions of pieces.
We have tackled over 300 overmolding process issues for various industries like automotive, medical and consumer electronics, and also addressed major challenges such as TPE peeling and seal failure for several Fortune 500 companies.
We have a professional injection mold tooling design team, Zeiss CMM full inspection equipment, and a variable temperature mold control system which together allow us to accurately control the interface temperature difference within ±5°C during the overmolding process.
Peel strength test results have been at or above 9.5 N/mm, which is significantly better than the average in the sector.
Regarding material compatibility and injection mold tooling design, JS Precision strictly follows the ISO 16396-2 injection molding process standard. This guarantees that the performance and precision of all overmolded products are in line with international standards.
One of our solutions to the TPE peeling problem at a car Tier 1 supplier helped us achieve a reduction in the product defect rate from 8% to less than 0.3%.
At the same time, we were able to reduce the client's overall production costs by 22%. Additionally, we aided medical device companies in designing a PEEK surgical instrument that tolerates 300 cycles of steam sterilization, aligning well with the strict standards of the medical industry.
With more than a decade of experience in overmolding technology, JS Precision's tech team is capable of handing clients a complete package from DFM analysis to mass production. We do not do trial-and-error R&D which means that every investment results in an increase in product competitiveness.
If you are facing overmolding process challenges, contact JS Precision's engineers immediately for a customized process diagnostic solution. Let our professional team safeguard your product development.
What Is Overmolding And Why Should You Use It?
Overmolding has been incorporated into numerous product manufacturing lines, yet many operators neither fully understand its key benefits nor recognize how greatly molds influence the process, making them prone to encountering production issues.
If you understand "what is overmolding" and identify its main steps, you will be able to avoid major mistakes effectively.
Definition and Core Value
Overmolding is a secondary injection molding process that first forms a rigid substrate, and then injects a second layer of material to achieve permanent bonding through chemical bonding or mechanical interlocking. The precision of the mold directly determines the bonding effect.
Why Use Overmolding?
- Functional integration: Enables combining features like waterproofness and shock absorption into a single operation, which means no more reworking or additional parts.
- Ergonomics: The addition of a soft rubber layer not only makes the product feel more pleasing but also eliminates the typical coldness of hard plastic, thus enhancing the overall user experience.
- Cost optimization: It is not necessary to do a secondary assembly, thus labor efforts and defects will be reduced, leading to a 20-30% total cost reduction.
Initial Investment vs. Total Cost of Ownership
Overmolding involves two molds requiring a substantial first spending of $8,000-$50,000. Nevertheless, it does away with manual assembly, cuts down defective rates, and most customers who invest in molds see the return on investment within 12-18 months, thus clearly showing considerable long term cost benefits.
Want to clearly understand the overmolding injection molding solutions suitable for your product? Download JS Precision's "Overmolding Process Selection White Paper" to quickly match process and product requirements.
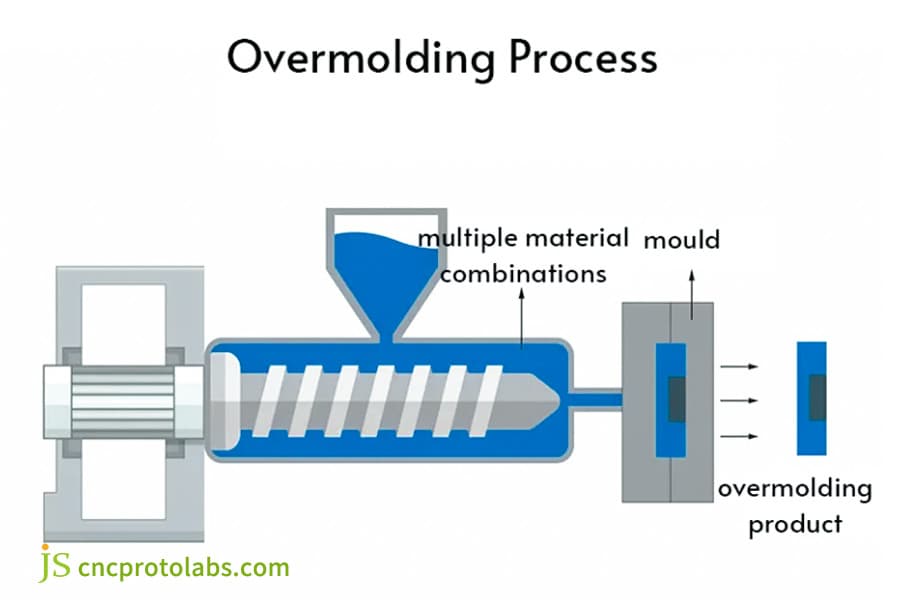
Figure 1: A schematic diagram illustrating the overmolding process, showing the hopper, screw, injection unit, mold, and final product.
How Does Overmolding Work? A Step-By-Step Guide To The Process
To really know the process, one must first understand the principle of "how does overmolding work". Different process paths/procedures can lead to or result in big differences in molds, efficiency, and cost.
The wrong path wastes time, and its a well understood fact that a clear and thorough understanding of overmoldings working principle is necessary not only for acquiring skills in the method itself but also for preventing mistakes in the operation stage.
Two-Step Core Process
The entire method involves two major stages, each demanding the perfect combination of molds and process parameters:
- Firstly, rigid material is shot into a specific mold to produce the substrate.
- Afterward, the substrate is moved into a second mold, where the soft adhesive is shot in to cover the critical areas.
Two Process Implementation Paths
Two-shot/two-color molding employs dedicated dual barrel equipment and an integrated mold to produce a part in a single operation with a cycle time of 25-40 seconds, therefore it is suitable for mass production with an annual output of more than 100,000 pieces.
Insert overmolding is very flexible, does not require complex molds, and is suitable for small medium batches or metal insert products.
Bonding Window
The main point of overmolding is control of the "bonding window." During injection of the soft adhesive the substrate surface should be above the glass transition temperature, and the interface temperature difference T must be <10°C.
The mold temperature control system plays a very important role in this parameter control. The ASTM D3359 standard describes the bond strength testing method, which is also a very essential quality related reference in the overmolding process. It helps to avoid process deviations resulting from non standard testing methods.
Overmolding Vs. Insert Molding: What‘s The Real Difference?
Many engineers are prone to confusion between two processes, resulting in incorrect selection and soaring costs. The two have essential differences in substrate, bonding mechanism, mold design, etc., and need to be selected accurately according to product functions.
Concept Clarification
Both processes require dedicated molds, but their core application logic differs:
- Overmolding focuses on "plastic-on-plastic," primarily improving feel and sealing, relying on chemical bonding and mechanical interlocking.
- Insert Molding focuses on "plastic-on-metal," with the metal as a functional component, relying solely on mechanical anchoring.
Core Differences
| Dimension | Overmolding | Insert Molding |
| Base Material Type | Plastic (ABS/PC/PA, etc.) | Metal (Copper/Aluminum/Steel, etc.) |
| Bonding Mechanism | Chemical bonding + mechanical interlocking. | Mainly mechanical anchoring, no chemical bonding. |
| Injection Mold Tooling | Requires two molds: a base mold and a covering mold. | Requires only one injection mold, including insert positioning structure. |
| Typical Applications | Soft rubber handles, waterproof seals, shock absorbing shells. | Threaded inserts, electrical conductive contacts, metal skeleton plastic parts. |
| Cost Structure | High mold investment, low unit production cost. | Low mold investment, requires additional cost of metal inserts. |
Selection Recommendations
For optimized feel and waterproof sealing, choose overmolding, for high strength threads and conductive paths, choose insert molding. The process value increases through matching to specific requirements.
Struggling to choose between overmolding and insert molding? Contact JS Precision engineers for one-on-one consultation. Based on product requirements and production scale, accurately match the optimal overmolding and insert molding solution to avoid cost waste due to incorrect selection.
Figure 2: A side-by-side visual comparison of insert molding (manual process) and overmolding (automated machinery), separated by a “VS”.
What Are The Critical Materials For a Successful Overmolding Process?
Choosing materials is a deciding factor for the success of overmolding. Incompatible material combinations might cause product failures. It is very important to understand the basics of material compatibility when making choices.
Material Compatibility Principles
In overmolding, the materials need to be of similar polarity to stick well. This means the substrate and the coating should have a close surface energy level in order to chemically bond strongly.
Polar materials like ABS, PC etc. can be easily bonded with most TPEs and TPUs, non polar materials such as PP PE etc. would need to be given surface treatment or mechanically anchored before coating.
Recommended Classic Combinations
The following combinations are tried and tested with outstanding bonding effects and performances:
- PC+TPE is great for consumer electronics.
- ABS+TPU for automotive interiors.
- PA66+elastomer for automotive sensors.
- PEEK+modified PEEK for medical devices.
The Cost of Choosing the Wrong Materials
Mixing materials incorrectly might cause a loss of product through delamination and peeling, resulting in wasted mold costs. Professional manufacturing requires mold flow simulation and material verification before production, these steps are the secret to effective overmolding.
Which Industries Are Driving Demand For Overmolding Injection Molding?
Overmolding, which allows for easier combining of functions, saving money, and improving the looks and feel of products, has been a common method for quite some time in various sectors. It is especially popular in the automotive medical, consumer electronics, and aerospace sectors where demand is rapidly increasing.
Automobile Industry
This industry is one of the main users of this technology, for example, in parts like sensors and connectors. The current market value is USD 1. 2 billion and it is expected to increase up to USD 2. 5 billion by 2033 at a CAGR of >9%.
Medical Equipment
The medical sector has strict standards for using overmolding as it is found in surgical handles syringes etc. The market size was USD 1. 95 billion in 2024 with a CAGR of 4.3%. It also offers a high added value.
Consumer Electronics
Consumer electronics demand covers a variety of factors such as touch and water resistance. overmolding is the method used for watches, electric toothbrushes, etc. In addition, dual color molding technique can produce multi color looks and increase the production rate.
Aerospace
overmolding is one of the ways aerospace is using to reduce weight. Carbon fiber organic sheets with a PEEK layer have the potential to replace metallic supports, thereby decreasing the weight by 40%. This is an area of the most sophisticated usage.
Want to learn about overmolding application cases in the industry? Check out JS Precision's industry case library to learn from mature overmolding injection molding solutions, quickly mitigating process risks and improving production efficiency.

Figure 3: Close-up of medical syringe components, including a metal needle, white plastic parts, and clear tubing, arranged on a reflective surface.
What Are The Key Technologies In Advanced Overmolding Technology?
Overmolding technology keeps changing and maturing day by day. Devices like temperature controlled molds and automated control are helping to improve both the accuracy and the yield of the overmolding process while also enhancing the molding tool applications.
At its heart, overmolding technology's evolution is all about finding the right balance between precision and cost, thereby making high end technologies more widely available.
To clearly present the application effects and core parameters of different advanced technologies, the following table summarizes a comparison of key data for mainstream overmolding technologies:
| Overmolding Technology Type | Temperature Control Accuracy (°C) | Temperature Control Accuracy (°C) | Product Yield (%) | Equipment Investment (thousands of US dollars) | Suitable Annual Production (ten thousand pieces) |
| Traditional Insert Coating Technology | ±15 | 80-120 | 82-88 | 8-15 | 1-5 |
| Semi-automatic Two-Color Molding Technology | ±10 | 180-250 | 90-95 | 25-40 | 5-10 |
| Fully Automatic Variable Temperature Two-Color Technology | ±5 | 300-400 | 96-99 | 50-80 | 10-50 |
| In-Mold Sensing Intelligent Technology | ±3 | 280-350 | 98-99.5 | 60-90 | 15-100 |
| Aerospace-Grade High-End Coating Technology | ±2 | 50-80 | 99-99.8 | 120-180 | 0.5-5 |
Variable Temperature Mold Technology
Variable temperature molds are considered a fundamental upgrade technology for overmolding. The surface of the mold should be rapidly heated and cooled, also, the temperature control accuracy should be kept within ±10°C. This can lead to an increase in bonding strength by 50% and at the same time, become the core element of high end processes.
Automation and Precision Control
When it comes to mass production, the robotic arms have to be able to move the substrate accurately within 3-5 seconds, with a precision of ±0.05mm. Vision guidance systems are capable of minimizing the labor costs by 40% and are considered as standard equipment in the modern overmolding industry.
In Mold Sensors
In one case, the help of in mold sensors (sensors that are embedded in the mold to monitor temperature and pressure in real time to accomplish closed loop control), that increased product yield from 85% to 98%, drastically reducing the defect rate.
How To Ensure Success In Your Next Overmolding Project?
A successful overmolding project comes about through the interplay of a well designed DFM, cost control measures, and efficient process execution. If the process is optimized beforehand, it helps in avoiding failures.
Five Key Points of DFM
- Bonding Area: Sharp peel corners need to be avoided, the corner radius R0.5mm will help in getting better bonding stability.
- Wall Thickness Design: Soft adhesive layer 2-3mm, too thin and it will cool and fill insufficiently, too thick and it will shrink.
- Gate Location: Don't place the gates on functional areas and sealing surfaces in order to keep the sealing performance.
- Shrinkage Rate Matching: Differences in shrinkage rate of the materials should be less than 0.5% to avoid the cracking.
- Surface Roughness: Substrate Ra 2-4μm to assure mechanical locking effect.
Cost Control Strategy
Cost control must match the production scale:
- Annual production <50,000 pieces: choose insert wrapping + manual loading and unloading.
- 50,000-100,000 pieces: choose semi automatic rotary table.
- >100,000 pieces: choose fully automatic two-color injection molding, which can reduce the cost per piece by 40%.
Why Choose JS Precision?
JS Precision counts a professional DFM team among its assets, which is capable of optimizing mold design through mold flow simulation so as to avoid the cost of trial and error.
Besides production and testing equipment, we company is equipped with the entire set of facilities and offers a one stop solution from prototype to mass production, thus ensuring efficient implementation of projects.
JS Precision Case Study: TPE Peeling Issue In a Certain Automotive Component
Challenge
A Tier 1 automotive supplier produces automotive shift levers using PA66+GF30 as the base material and conventional TPE as the cladding layer in an overmolding process. Just 3 months after the start of mass production, a major problem of edge peeling came to light, with the defect rate reaching up to 8%.
The original supplier was not able to fix the core problem of interface adhesion, and as a result, there were serious complaints from customers and pressure due to claims. Besides that, the stop in production for fixing the problem led to heavy losses in capacity.
Solution
JS Precision, upon getting the request, didn't waste time and created a specialized technical team to work on overmolding for carrying out process diagnostics and preparing a solution that covers four aspects: Design for Manufacturing (DFM), material selection, process control, and quality inspection.
1.DFM Optimization: The present injection mold tooling was reworked to incorporate a 0.3mm deep annular groove on the substrate surface resulting in mechanical anchoring plus chemical bonding as the twofold safety bonding.
2.Material Upgrade: The changeover was made to an adhesive modified TPE (hardness 55A) which is specifically compatible with the polarity of PA66 so as to enhance the chemical bonding performance at the material level.
3. Process Control: Highly accurately precision mold temperature including controller was supplied to injection mold tooling with the aim to tightly controlling interface temperature different between substrate and soft adhesive within ±5°C in order to guarantee the full diffusion of the molecular chains.
4. Quality Process Change: Peel strength sampling inspection (target >8N/mm) and -40C thermal shock testing have been included in the production process as a means of maintaining product quality from the source.
Results
After a number of adjustments and optimizations, the overmolding effect of this automotive gear shift lever has been greatly improved:
- Peeling strength was improved from 3.2 to 9.5 N/mm (197% improvement).
- The defect rate was reduced from 8% to less than 0.3%, thus fully meeting mass production requirements.
- Since the primer coating operation was eliminated in the original process, overall production costs of the customer was reduced by 22%.
At present, the product is in stable mass production and has passed 6 months without any complaints from the customer regarding peeling issue. JS Precision is now positioned as one of the customer's key overmolding process supplier.
Are your products also facing overmolding injection molding process challenges? Contact JS Precision immediately and let their professional team solve your process pain points and restore normal production.
FAQs
Q1: What is the core difference between overmolding and Insert Molding?
The fundamental difference is how the components are combined and the context of their use. Overmolding mainly gives a product a nice touch and makes it waterproof, whereas Insert Molding is all about functionality - you get a plastic-on-plastic coating. In fact, these two have so many differences that I can hardly list them here.
Q2: What are the main causes of TPE peeling?
Basically, it is a temperature difference between the layers larger than 10 degrees during the overmolding process or a polarity incompatibility of the substrate and TPE which makes it impossible for them to form good chemical bonds and causes layers to peel.
Q3: What is the minimum order quantity for small batch overmolding?
JS Precision is capable of processing 1 piece overmolded orders. Orders of 1-10 pieces will incur a small shared debugging fee. 50 pieces are not only cost effective but also convenient for prototype verification.
Q4: Which is cheaper, two-color injection molding or insert overmolding?
The price depends on the production scale. Production volume under 50,000 pieces annually gives a lower cost to insert overmolding. For production volumes above 100,000 pieces, two-color injection molding could lower the price per piece by 40%, so it is more advantageous.
Q5: How thick should the soft plastic layer be for overmolding?
It is suggested overmolding the soft plastic layer of thickness 2-3mm. If the layer is too thin, it could cause insufficient filling at the time of cooling, and if it is too thick, the layer might shrink, get deformed, and produce other quality issues.
Q6: Which materials cannot be overmolded together?
Non polar and conventional polar materials cannot be overmolded directly, e.g. PP + unmodified TPU or PE + conventional TPE. Surface treatment or mechanical anchoring is needed.
Q7: How long is the overmolding cycle?
The entire overmolding operation will be done within 70-80s approximately. Substrate molding takes about 25-30s, and overmolding takes 40-50s.
Q8: Can overmolding achieve IP67 waterproofing?
Yes, it is possible. By proper control over the selection of overmolding materials, mold design, and process parameters, the IP67 waterproofing can be achieved permanently with a leakage rate <= 0.3%.
Summary
Overmolding is never a simple "material wrapping," but a precision manufacturing process that balances performance, user experience, and cost. Everything matters in the final product quality elements such as the designing of injection mold tooling and material pairing, also the selection of process paths and the control of temperature parameters.
JS Precision is an experienced overmolding factory that relies on technology as the main driver to offer solutions to different sectors, assist clients in overcoming processing difficulties, and reducing production costs.
Send your drawings now to receive a DFM analysis report and quote, making JS Precision's overmolding technology a core competitive advantage for your products.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

