

الإفراط في القولبة تم استخدام هذه التقنية أيضًا لمقاومة الأدوات الطبية وجعل أجهزة استشعار السيارات مقاومة للزيت، وبالتالي تغيير الحدود الوظيفية للمنتجات المختلفة.
عادةً ما يواجه المهندسون صعوبات مثل تقشير TPE وخروج تكاليف العفن عن نطاق السيطرة ، علاوة على ذلك، فإن اختيار المادة أو العملية الخاطئة وانحرافات القالب قد يؤدي إلى تفاقم المشاكل.
ستشرح هذه المقالة الأسباب الأساسية وراء اقتران المواد وسر التحكم في درجة حرارة القوالب ذات اللونين بالتفصيل، مما سيسمح لمحترفي الصناعة باتخاذ القرار الصحيح فيما يتعلق بأفضل توازن بين أداء المنتج وتكاليف الإنتاج.
نظرة عامة سريعة على الإجابات الأساسية
| الأبعاد الأساسية | الإجابات الرئيسية | قيمة بالنسبة لك |
| جوهر العملية | قولبة الحقن الثانوية ، هي عملية القولبة المفرطة لطلاء طبقة مطاطية/وظيفية ناعمة على ركيزة صلبة. | إنه يحسن خصائص اللمس والختم وامتصاص الصدمات، ويزيل التجميع الثانوي تمامًا. |
| النهج الفني | يعتمد القرار الدقيق على حجم الإنتاج السنوي: حدد لونين إذا كانت متطلباتك أكبر من 100000 وحدة، وأدخل القالب الزائد للكمية الصغيرة. | القرار الدقيق يعتمد على حجم الإنتاج السنوي: حدد لونين إذا كانت متطلباتك أكبر من 100000 وحدة، وأدخل القالب الزائد للكمية الصغيرة. |
| الاقتران المادي | أزواج نموذجية، PC+TPE، ABS+TPU، PA+مطاط صناعي، وPEEK+نظرة خاطفة معدلة. | يؤدي التطابق الجيد إلى ترابط كيميائي، حيث تصل قوة التقشير إلى 6-8 نيوتن/مم . |
| نقطة انعطاف التكلفة | تتراوح تكلفة أدوات قوالب الحقن من 8000 دولار إلى 50000 دولار، ويتم تقليل تكلفة الوحدة بنسبة 40-60% عندما يتغير حجم الدفعة من 100 إلى 10000 وحدة . | التحقق من النموذج الأولي للدفعة الصغيرة، وقوالب الصلب ذات الدفعة الكبيرة تقلل تكلفة الوحدة بكفاءة. |
الوجبات السريعة الرئيسية
- حد الالتصاق: من الضروري الحفاظ على الفرق في درجة حرارة السطح البيني ضمن ±10 درجة مئوية، وإلا فلن يكون للجزيئات القدرة على الانتشار، وسيحدث التصفيح. يعد هذا مطلبًا تقنيًا رئيسيًا في عملية التشكيل الزائد.
- خفض تكاليف التصميم: المشاركة المبكرة في سوق دبي المالي لتحسين الأداء أدوات قالب الحقن يمكن أن يخفض تكلفة التشكيل التجريبي بنسبة 30% أو أكثر.
- متانة المادة: الرابطة الكيميائية أكثر مقاومة للتقشير بنسبة 50% من التشابك الميكانيكي. يعد اختيار المواد المناسبة أحد أهم العوامل في الإفراط في القولبة.
- قرار الدفعة: إذا كان الإنتاج السنوي أقل من 50000 وحدة، فسيتم اختيار تغليف الإدخال، وإذا كان > 100000 قطعة، فسيتم استخدام قالب الحقن بلونين لموازنة تكاليف أدوات قالب الحقن العالية.
لماذا تثق بهذا الدليل؟ خبرة JS Precision في Overmolding
يجمع Overmolding بين مواضيع مختلفة بما في ذلك علم المواد والديناميكا الحرارية والقوالب الدقيقة. في شركة JS Precision، نعمل بشكل وثيق مع عملية القوالب الزائدة لأكثر من السنوات العشر الماضية ولدينا القدرة على تنفيذ السلسلة بأكملها بدءًا من اختبار النموذج الأولي وحتى إنتاج ملايين القطع.
لقد عالجنا أكثر من 300 مشكلة تتعلق بعملية التشكيل الزائد لمختلف الصناعات مثل السيارات والأجهزة الطبية والإلكترونيات الاستهلاكية، كما عالجنا أيضًا التحديات الرئيسية مثل تقشير TPE وفشل الختم للعديد من شركات Fortune 500 .
لدينا فريق تصميم محترف لأدوات قوالب الحقن، ومعدات فحص كاملة من Zeiss CMM، ونظام تحكم في القالب بدرجة حرارة متغيرة، مما يسمح لنا معًا بالتحكم بدقة في فرق درجة حرارة الواجهة ضمن ±5 درجة مئوية أثناء عملية التشكيل الزائد.
بلغت نتائج اختبار قوة التقشير 9.5 نيوتن/مم أو أكثر، وهو أفضل بكثير من المتوسط في هذا القطاع .
فيما يتعلق بتوافق المواد وتصميم أدوات قوالب الحقن، تتبع JS Precision بدقة معيار عملية التشكيل بالحقن ISO 16396-2 . وهذا يضمن أن الأداء والدقة لجميع المنتجات المصبوبة بشكل زائد تتماشى مع المعايير الدولية.
أحد الحلول التي نقدمها لمشكلة تقشير TPE لدى مورد سيارات من المستوى الأول ساعدنا على تحقيق انخفاض في معدل عيوب المنتج من 8% إلى أقل من 0.3%.
وفي الوقت نفسه، تمكنا من تقليل تكاليف الإنتاج الإجمالية للعميل بنسبة 22%. بالإضافة إلى ذلك، قمنا بمساعدة شركات الأجهزة الطبية في تصميم أداة جراحية PEEK يمكنها تحمل 300 دورة من التعقيم بالبخار، بما يتماشى بشكل جيد مع المعايير الصارمة للصناعة الطبية.
بفضل ما يزيد عن عقد من الخبرة في مجال تكنولوجيا القوالب الزائدة، يستطيع فريق التكنولوجيا التابع لشركة JS Precision أن يقدم للعملاء حزمة كاملة بدءًا من تحليل سوق دبي المالي وحتى الإنتاج الضخم . نحن لا نقوم بالبحث والتطوير القائم على التجربة والخطأ مما يعني أن كل استثمار يؤدي إلى زيادة في القدرة التنافسية للمنتج.
إذا كنت تواجه تحديات عملية الإفراط في القولبة، فاتصل بمهندسي JS Precision على الفور للحصول على حل تشخيصي مخصص للعملية. اسمح لفريقنا المحترف بحماية تطوير منتجك.
ما هو Overmolding ولماذا يجب عليك استخدامه؟
تم دمج Overmolding في العديد من خطوط تصنيع المنتجات، ومع ذلك فإن العديد من المشغلين لا يفهمون فوائدها الرئيسية بشكل كامل ولا يدركون مدى تأثير القوالب على العملية ، مما يجعلهم عرضة لمواجهة مشكلات الإنتاج.
إذا فهمت " ما هو الإفراط في القولبة "وتحديد خطواته الرئيسية، سوف تتمكن من تجنب الأخطاء الكبيرة بشكل فعال.
التعريف والقيمة الأساسية
Overmolding هي عملية قولبة حقن ثانوية تشكل أولاً ركيزة صلبة، ثم تحقن طبقة ثانية من المواد لتحقيق الترابط الدائم من خلال الترابط الكيميائي أو التشابك الميكانيكي. دقة القالب تحدد مباشرة تأثير الترابط.
لماذا استخدام Overmolding؟
- التكامل الوظيفي: يتيح الجمع بين ميزات مثل مقاومة الماء وامتصاص الصدمات في عملية واحدة، مما يعني عدم الحاجة إلى إعادة العمل أو إضافة أجزاء إضافية .
- بيئة العمل: إن إضافة طبقة مطاطية ناعمة لا تجعل المنتج أكثر متعة فحسب، بل تقضي أيضًا على البرودة النموذجية للبلاستيك الصلب، وبالتالي تعزيز تجربة المستخدم الشاملة.
- تحسين التكلفة: ليس من الضروري إجراء تجميع ثانوي، وبالتالي سيتم تقليل مجهود العمالة والعيوب ، مما يؤدي إلى خفض التكلفة الإجمالية بنسبة 20-30%.
الاستثمار الأولي مقابل التكلفة الإجمالية للملكية
يتضمن الإفراط في القولبة قالبين يتطلبان إنفاقًا أوليًا كبيرًا يتراوح بين 8000 إلى 50000 دولار. ومع ذلك، فهي تتخلص من التجميع اليدوي، وتخفض المعدلات المعيبة، ومعظم العملاء الذين يستثمرون في القوالب يرون العائد على الاستثمار في غضون 12-18 شهرًا ، وبالتالي يظهر بوضوح فوائد كبيرة من حيث التكلفة على المدى الطويل.
هل تريد أن تفهم بوضوح حلول القولبة بالحقن المفرطة المناسبة لمنتجك؟ قم بتنزيل "الورقة البيضاء حول تحديد عملية Overmolding" الخاصة بـ JS Precision للتوافق بسرعة مع متطلبات العملية والمنتج.
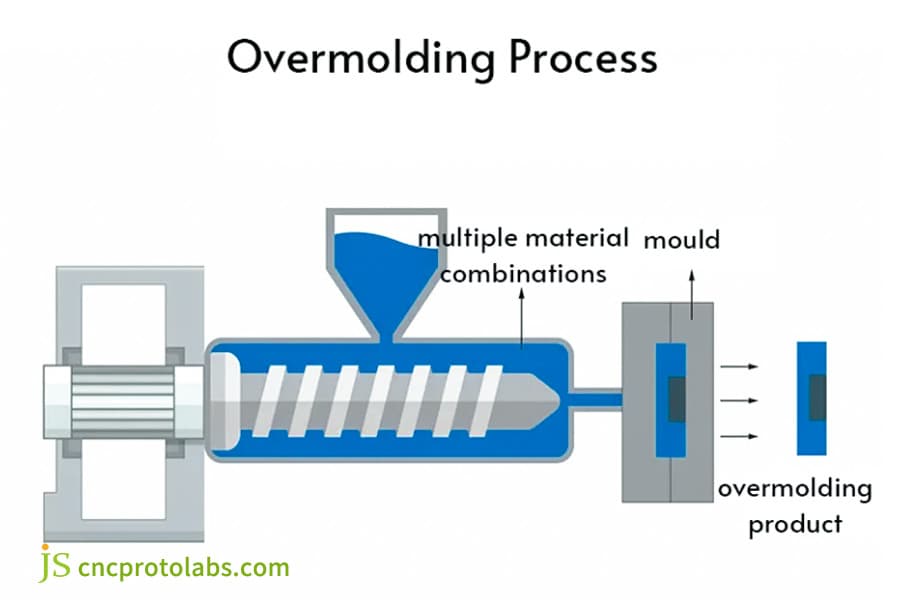
الشكل 1: رسم تخطيطي يوضح عملية التشكيل الزائد، ويظهر القادوس والمسمار ووحدة الحقن والعفن والمنتج النهائي.
كيف يعمل Overmolding؟ دليل خطوة بخطوة لهذه العملية
لمعرفة العملية حقًا، يجب على المرء أولاً أن يفهم مبدأ " كيف يعمل overmolding ". يمكن أن تؤدي مسارات/إجراءات العملية المختلفة إلى اختلافات كبيرة في القوالب والكفاءة والتكلفة أو تؤدي إلى ذلك.
المسار الخاطئ يضيع الوقت، ومن الحقائق المفهومة جيدًا أن الفهم الواضح والشامل لمبدأ عمل القوالب الزائدة ضروري ليس فقط لاكتساب المهارات في الطريقة نفسها ولكن أيضًا لمنع الأخطاء في مرحلة التشغيل.
عملية أساسية من خطوتين
تتضمن الطريقة بأكملها مرحلتين رئيسيتين، تتطلب كل منهما مزيجًا مثاليًا من القوالب ومعلمات العملية:
- أولاً، يتم حقن المواد الصلبة في قالب محدد لإنتاج الركيزة.
- بعد ذلك، يتم نقل الركيزة إلى قالب ثانٍ، حيث يتم حقن المادة اللاصقة الناعمة لتغطية المناطق الحرجة.
مساران لتنفيذ العملية
يستخدم القالب ذو اللقطة المزدوجة/اللونين معدات برميلية مزدوجة مخصصة وقالبًا متكاملاً لإنتاج جزء في عملية واحدة مع دورة زمنية تتراوح من 25 إلى 40 ثانية، وبالتالي فهو مناسب للإنتاج الضخم بإنتاج سنوي يزيد عن 100000 قطعة.
إن عملية التشكيل المفرط مرنة للغاية، ولا تتطلب قوالب معقدة، ومناسبة للدفعات الصغيرة المتوسطة أو المنتجات المعدنية.
نافذة الترابط
النقطة الرئيسية في الإفراط في القولبة هي التحكم في "نافذة الترابط". أثناء حقن المادة اللاصقة الناعمة، يجب أن يكون سطح الركيزة أعلى من درجة حرارة التزجج، ويجب أن يكون الفرق في درجة حرارة الواجهة T <10 درجة مئوية.
يلعب نظام التحكم في درجة حرارة القالب دورًا مهمًا جدًا في التحكم في المعلمة هذه. ال معيار ASTM D3359 يصف طريقة اختبار قوة الرابطة، والتي تعد أيضًا مرجعًا أساسيًا جدًا يتعلق بالجودة في عملية التشكيل الزائد. يساعد على تجنب انحرافات العملية الناتجة عن طرق الاختبار غير القياسية.
الإفراط في صب مقابل. إدراج صب: ما هو الفرق الحقيقي؟
العديد من المهندسين عرضة للخلط بين عمليتين، مما يؤدي إلى الاختيار غير الصحيح وارتفاع التكاليف. هناك اختلافات جوهرية بين الاثنين في الركيزة، وآلية الربط، وتصميم القالب، وما إلى ذلك، ويجب تحديدهما بدقة وفقًا لوظائف المنتج.
توضيح المفهوم
تتطلب كلتا العمليتين قوالب مخصصة، لكن منطق التطبيق الأساسي الخاص بهما يختلف:
- يركز Overmolding على "البلاستيك على البلاستيك"، مما يؤدي في المقام الأول إلى تحسين الملمس والختم، بالاعتماد على الترابط الكيميائي والتشابك الميكانيكي.
- تركز تقنية Insert Moulding على "البلاستيك على المعدن"، حيث يعتبر المعدن مكونًا وظيفيًا، ويعتمد فقط على التثبيت الميكانيكي.
الاختلافات الأساسية
| البعد | الإفراط في القولبة | إدراج صب |
| نوع المادة الأساسية | البلاستيك (ABS/PC/PA، إلخ.) | المعادن (النحاس/الألومنيوم/الصلب، إلخ.) |
| آلية الترابط | الروابط الكيميائية + التشابك الميكانيكي. | تثبيت ميكانيكي بشكل أساسي، بدون روابط كيميائية. |
| أدوات حقن القالب | يتطلب قالبين: قالب أساسي وقالب تغطية. | يتطلب قالب حقن واحد فقط، بما في ذلك هيكل تحديد موضع الإدخال. |
| التطبيقات النموذجية | مقابض مطاطية ناعمة، وأختام مقاومة للماء، وأغلفة ممتصة للصدمات. | إدراجات مترابطة، اتصالات موصلة للكهرباء، أجزاء بلاستيكية هيكل معدني. |
| هيكل التكلفة | ارتفاع الاستثمار في العفن، وانخفاض تكلفة إنتاج الوحدة. | يتطلب الاستثمار المنخفض في القالب تكلفة إضافية للإدراج المعدني. |
توصيات الاختيار
للحصول على ملمس محسّن وختم مقاوم للماء، اختر القالب الزائد، وبالنسبة للخيوط عالية القوة والمسارات الموصلة، اختر قالب الإدخال. تزداد قيمة العملية من خلال المطابقة لمتطلبات محددة.
تكافح من أجل الاختيار بين overmolding وإدراج صب ؟ اتصل بمهندسي JS Precision للحصول على استشارة فردية. استنادًا إلى متطلبات المنتج وحجم الإنتاج، قم بمطابقة القالب الزائد الأمثل بدقة وإدراج حل القالب لتجنب إهدار التكلفة بسبب الاختيار غير الصحيح.
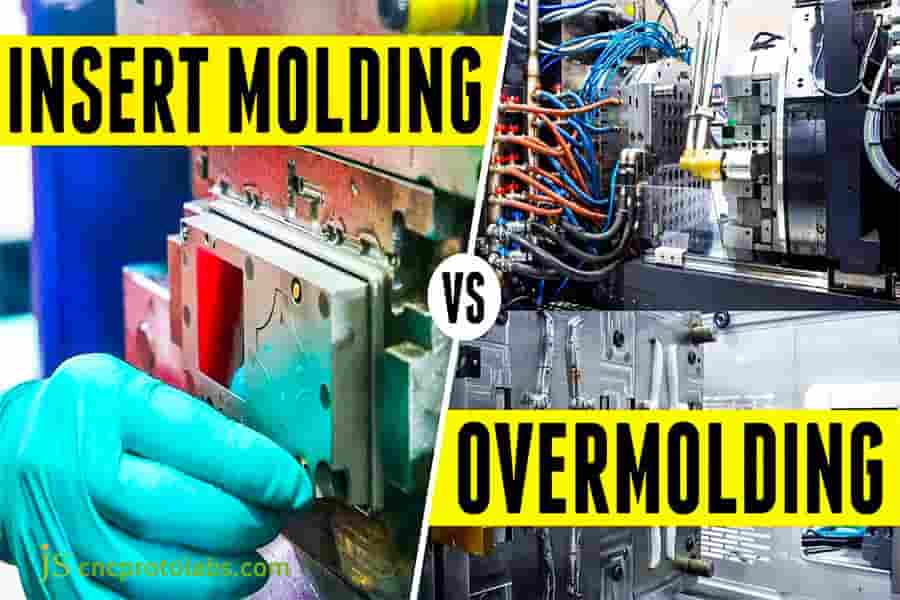
الشكل 2: مقارنة مرئية جنبًا إلى جنب بين قولبة الإدخال (العملية اليدوية) والقولبة الزائدة (الآلات الآلية)، مفصولة بـ "VS".
ما هي المواد الحاسمة لعملية Overmolding الناجحة؟
يعد اختيار المواد عاملاً حاسماً في نجاح عملية التشكيل الزائد. قد تتسبب مجموعات المواد غير المتوافقة في حدوث عطل في المنتج. من المهم جدًا فهم أساسيات توافق المواد عند اتخاذ الاختيارات.
مبادئ توافق المواد
في حالة الإفراط في القولبة، يجب أن تكون المواد ذات قطبية مماثلة حتى تلتصق جيدًا. وهذا يعني أن الركيزة والطلاء يجب أن يكون لهما مستوى طاقة سطحي قريب من أجل الارتباط كيميائيًا بقوة.
يمكن ربط المواد القطبية مثل ABS وPC وما إلى ذلك بسهولة مع معظم TPEs وTPUs، أما المواد غير القطبية مثل PP PE وما إلى ذلك فستحتاج إلى معالجة سطحية أو تثبيتها ميكانيكيًا قبل الطلاء.
المجموعات الكلاسيكية الموصى بها
تمت تجربة المجموعات التالية واختبارها بتأثيرات وأداء رائع للترابط:
- يعد PC+TPE رائعًا للإلكترونيات الاستهلاكية.
- ABS + TPU للديكورات الداخلية للسيارات.
- PA66+مطاط صناعي لأجهزة استشعار السيارات.
- نظرة خاطفة + نظرة خاطفة معدلة للأجهزة الطبية.
تكلفة اختيار المواد الخاطئة
قد يؤدي خلط المواد بشكل غير صحيح إلى فقدان المنتج من خلال التصفيح والتقشير، مما يؤدي إلى إهدار تكاليف العفن. يتطلب التصنيع الاحترافي محاكاة تدفق القالب والتحقق من المواد قبل الإنتاج، وهذه الخطوات هي سر التشكيل الزائد الفعال.
ما هي الصناعات التي تزيد الطلب على قوالب الحقن المفرطة؟
إن الإفراط في القولبة، الذي يسمح بدمج الوظائف بشكل أسهل، وتوفير المال، وتحسين شكل ومظهر المنتجات، كان طريقة شائعة لبعض الوقت في مختلف القطاعات. أنها تحظى بشعبية خاصة في مجال طب السيارات، الالكترونيات الاستهلاكية وقطاعات الطيران حيث يتزايد الطلب بسرعة.
صناعة السيارات
وتعد هذه الصناعة أحد المستخدمين الرئيسيين لهذه التكنولوجيا، على سبيل المثال، في أجزاء مثل أجهزة الاستشعار والموصلات. تبلغ القيمة السوقية الحالية 1.2 مليار دولار أمريكي ومن المتوقع أن ترتفع إلى 2.5 مليار دولار أمريكي بحلول عام 2033 بمعدل نمو سنوي مركب يزيد عن 9%.
المعدات الطبية
يمتلك القطاع الطبي معايير صارمة لاستخدام القوالب الزائدة كما هو موجود في محاقن المقابض الجراحية وما إلى ذلك. بلغ حجم السوق 1.95 مليار دولار أمريكي في عام 2024 بمعدل نمو سنوي مركب قدره 4.3٪. كما أنها توفر قيمة مضافة عالية.
الالكترونيات الاستهلاكية
يغطي الطلب على الأجهزة الإلكترونية الاستهلاكية مجموعة متنوعة من العوامل مثل اللمس ومقاومة الماء. الإفراط في القولبة هي الطريقة المستخدمة في الساعات، وفرشاة الأسنان الكهربائية، وما إلى ذلك. بالإضافة إلى ذلك، يمكن لتقنية القولبة ثنائية اللون أن تنتج مظهرًا متعدد الألوان وتزيد من معدل الإنتاج.
الفضاء الجوي
يعد الإفراط في القولبة إحدى الطرق التي يستخدمها الطيران لتقليل الوزن. تتمتع الصفائح العضوية المصنوعة من ألياف الكربون مع طبقة نظرة خاطفة بالقدرة على استبدال الدعامات المعدنية، وبالتالي تقليل الوزن بنسبة 40%. هذا هو مجال الاستخدام الأكثر تطورا.
هل تريد التعرف على حالات تطبيق overmolding في الصناعة؟ راجع مكتبة الحالات الصناعية الخاصة بـ JS Precision للتعلم من حلول القولبة بالحقن الناضجة، مما يخفف بسرعة من مخاطر العملية ويحسن كفاءة الإنتاج.

الشكل 3: لقطة مقربة لمكونات الحقنة الطبية، بما في ذلك إبرة معدنية وأجزاء بلاستيكية بيضاء وأنابيب شفافة، مرتبة على سطح عاكس.
ما هي التقنيات الأساسية في تكنولوجيا Overmolding المتقدمة؟
تستمر تقنية Overmolding في التغير والنضج يومًا بعد يوم. تساعد الأجهزة مثل القوالب التي يتم التحكم في درجة حرارتها والتحكم الآلي على تحسين كل من دقة وإنتاجية عملية التشكيل الزائد مع تحسين تطبيقات أدوات التشكيل أيضًا.
في قلبها، تكنولوجيا الإفراط في القولبة يدور تطور الشركة حول إيجاد التوازن الصحيح بين الدقة والتكلفة، وبالتالي جعل التقنيات المتطورة متاحة على نطاق أوسع.
لتقديم تأثيرات التطبيق والمعلمات الأساسية لمختلف التقنيات المتقدمة بوضوح، يلخص الجدول التالي مقارنة البيانات الأساسية لتقنيات overmolding السائدة:
| نوع تقنية Overmolding | دقة التحكم في درجة الحرارة (درجة مئوية) | دقة التحكم في درجة الحرارة (درجة مئوية) | إنتاجية المنتج (%) | الاستثمار في المعدات (بآلاف الدولارات الأمريكية) | الإنتاج السنوي المناسب (عشرة آلاف قطعة) |
| تكنولوجيا طلاء الإدخال التقليدية | ±15 | 80-120 | 82-88 | 8-15 | 1-5 |
| تقنية القولبة ذات اللونين شبه الأوتوماتيكية | ±10 | 180-250 | 90-95 | 25-40 | 5-10 |
| تقنية ثنائية اللون لدرجة الحرارة المتغيرة أوتوماتيكية بالكامل | ±5 | 300-400 | 96-99 | 50-80 | 10-50 |
| تقنية ذكية للاستشعار داخل القالب | ±3 | 280-350 | 98-99.5 | 60-90 | 15-100 |
| تكنولوجيا طلاء متطورة من الدرجة الفضائية | ±2 | 50-80 | 99-99.8 | 120-180 | 0.5-5 |
تكنولوجيا قوالب درجة الحرارة المتغيرة
تعتبر قوالب درجات الحرارة المتغيرة تقنية ترقية أساسية للإفراط في القولبة. يجب تسخين وتبريد سطح القالب بسرعة، كما يجب الحفاظ على دقة التحكم في درجة الحرارة ضمن ±10 درجة مئوية. وهذا يمكن أن يؤدي إلى زيادة في قوة الترابط بنسبة 50٪ وفي نفس الوقت، يصبح العنصر الأساسي في العمليات المتطورة.
الأتمتة والتحكم الدقيق
عندما يتعلق الأمر بالإنتاج الضخم، فإن الأسلحة الروبوتية يجب أن تكون قادرًا على تحريك الركيزة بدقة خلال 3-5 ثوانٍ، بدقة تبلغ ±0.05 مم. أنظمة توجيه الرؤية قادرة على تقليل تكاليف العمالة بنسبة 40% وتعتبر من المعدات القياسية في صناعة القوالب الزائدة الحديثة.
في مجسات العفن
في إحدى الحالات، أدت مساعدة أجهزة الاستشعار الموجودة في القالب (أجهزة الاستشعار المدمجة في القالب لمراقبة درجة الحرارة والضغط في الوقت الفعلي لإنجاز التحكم في الحلقة المغلقة )، إلى زيادة إنتاجية المنتج من 85% إلى 98%، مما يقلل بشكل كبير من معدل الخلل.
كيف تضمن النجاح في مشروعك القادم Overmolding؟
يأتي مشروع overmolding الناجح من خلال التفاعل بين سوق دبي المالي المصمم جيدًا وتدابير التحكم في التكلفة وتنفيذ العملية بكفاءة. إذا تم تحسين العملية مسبقًا، فهذا يساعد في تجنب الفشل.
خمس نقاط رئيسية في سوق دبي المالي
- منطقة الترابط: يجب تجنب زوايا التقشير الحادة، حيث سيساعد نصف قطر الزاوية R0.5mm في الحصول على ثبات أفضل للترابط.
- تصميم سمك الجدار: طبقة لاصقة ناعمة 2-3 مم، رقيقة جدًا وسوف تبرد وتمتلئ بشكل غير كافٍ، وسميكة جدًا وسوف تنكمش.
- موقع البوابة: لا تضع البوابات على المناطق الوظيفية وأسطح الغلق من أجل الحفاظ على أداء الختم.
- مطابقة معدل الانكماش: يجب أن تكون الاختلافات في معدل انكماش المواد أقل من 0.5% لتجنب التشقق.
- خشونة السطح: الركيزة Ra 2-4μm لضمان تأثير القفل الميكانيكي.
استراتيجية التحكم في التكاليف
يجب أن يتوافق التحكم في التكلفة مع حجم الإنتاج:
- الإنتاج السنوي <50.000 قطعة: اختر تغليف الإدخال + التحميل والتفريغ اليدوي.
- 50,000-100,000 قطعة: اختر طاولة دوارة شبه أوتوماتيكية.
- > 100.000 قطعة: اختر قالب حقن أوتوماتيكي بالكامل بلونين، والذي يمكن أن يقلل تكلفة القطعة بنسبة 40%.
لماذا تختار دقة JS؟
تضم JS Precision فريقًا متخصصًا في سوق دبي المالي ضمن أصولها، وهو قادر على تحسين تصميم القالب من خلال محاكاة تدفق القالب لتجنب تكلفة التجربة والخطأ.
إلى جانب معدات الإنتاج والاختبار، فإن شركتنا مجهزة بمجموعة كاملة من المرافق وتقدم حلاً شاملاً بدءًا من النموذج الأولي وحتى الإنتاج الضخم، وبالتالي ضمان التنفيذ الفعال للمشاريع.
دراسة حالة الدقة JS: مشكلة تقشير TPE في مكونات معينة للسيارات
تحدي
يقوم أحد موردي السيارات من المستوى 1 بإنتاج رافعات ناقل الحركة للسيارات باستخدام PA66+GF30 كمادة أساسية وTPE التقليدي كطبقة كسوة في عملية الإفراط في القولبة . بعد 3 أشهر فقط من بدء الإنتاج الضخم، ظهرت مشكلة كبيرة تتمثل في تقشير الحواف، حيث وصل معدل الخلل إلى 8%.
لم يتمكن المورد الأصلي من حل المشكلة الأساسية المتمثلة في التصاق الواجهة، ونتيجة لذلك، كانت هناك شكاوى خطيرة من العملاء وضغوط بسبب المطالبات. إلى جانب ذلك، أدى توقف الإنتاج لإصلاح المشكلة إلى خسائر فادحة في الطاقة الإنتاجية.
حل
لم تضيع شركة JS Precision الوقت عند حصولها على الطلب، وأنشأت فريقًا فنيًا متخصصًا للعمل على تنفيذ عمليات تشخيص العمليات وإعداد حل يغطي أربعة جوانب: التصميم للتصنيع (DFM)، واختيار المواد، ومراقبة العمليات، وفحص الجودة.
1.تحسين DFM: تمت إعادة صياغة أدوات قالب الحقن الحالية لتشمل أخدودًا حلقيًا بعمق 0.3 مم على سطح الركيزة مما يؤدي إلى التثبيت الميكانيكي بالإضافة إلى الترابط الكيميائي كرابطة أمان مزدوجة.
2. ترقية المواد: تم إجراء التغيير إلى مادة TPE معدلة بمادة لاصقة (صلابة 55A) والتي تتوافق بشكل خاص مع قطبية PA66 وذلك لتعزيز أداء الترابط الكيميائي على مستوى المادة.
3. التحكم في العملية: تم توفير درجة حرارة القالب بدقة عالية بما في ذلك وحدة التحكم لأدوات قالب الحقن بهدف التحكم بإحكام في درجة حرارة الواجهة المختلفة بين الركيزة والمواد اللاصقة الناعمة ضمن ± 5 درجة مئوية من أجل ضمان الانتشار الكامل للسلاسل الجزيئية.
4. تغيير عملية الجودة: تم تضمين فحص عينات قوة التقشير (الهدف> 8 نيوتن/مم) واختبار الصدمة الحرارية -40 درجة مئوية في عملية الإنتاج كوسيلة للحفاظ على جودة المنتج من المصدر.
نتائج
بعد عدد من التعديلات والتحسينات، تم تحسين تأثير التشكيل الزائد لرافعة نقل تروس السيارة بشكل كبير:
- تم تحسين قوة التقشير من 3.2 إلى 9.5 نيوتن/مم (تحسن بنسبة 197%) .
- تم تخفيض معدل الخلل من 8% إلى أقل من 0.3%، وبالتالي تلبية متطلبات الإنتاج الضخم بشكل كامل.
- منذ أن تم التخلص من عملية الطلاء التمهيدي في العملية الأصلية، تم تخفيض تكاليف الإنتاج الإجمالية للعميل بنسبة 22% .
في الوقت الحاضر، المنتج في مرحلة الإنتاج الضخم المستقر وقد مر 6 أشهر دون أي شكاوى من العميل بخصوص مشكلة التقشير. تم وضع JS Precision الآن كأحد الموردين الرئيسيين لعمليات التشكيل الزائد للعميل.
هل تواجه منتجاتك أيضًا الإفراط في صب الحقن تحديات العملية؟ اتصل بـ JS Precision على الفور ودع فريقهم المحترف يحل نقاط الضعف في العملية ويستعيد الإنتاج الطبيعي.
الأسئلة الشائعة
س 1: ما هو الفرق الأساسي بين overmolding و Insert Mould؟
والفرق الأساسي هو كيفية الجمع بين المكونات وسياق استخدامها . يمنح Overmolding بشكل أساسي المنتج لمسة لطيفة ويجعله مقاومًا للماء، في حين أن Insert Moulding يدور حول الوظيفة - حيث تحصل على طلاء من البلاستيك على البلاستيك. في الواقع، هناك اختلافات كثيرة بين هذين الشخصين لدرجة أنني بالكاد أستطيع إدراجها هنا.
س2: ما هي الأسباب الرئيسية لتقشير TPE؟
في الأساس، هو اختلاف في درجة الحرارة بين الطبقات أكبر من 10 درجات أثناء عملية التشكيل الزائد أو عدم توافق قطبية الركيزة وTPE مما يجعل من المستحيل عليهما تكوين روابط كيميائية جيدة ويسبب تقشر الطبقات.
س 3: ما هو الحد الأدنى لكمية الطلب للدفعة الصغيرة الزائدة؟
JS Precision قادر على المعالجة 1 قطعة أوامر مبالغ فيها . ستتحمل الطلبات المكونة من 1 إلى 10 قطع رسوم تصحيح أخطاء مشتركة صغيرة. 50 قطعة ليست فعالة من حيث التكلفة فحسب، بل إنها أيضًا ملائمة للتحقق من النموذج الأولي.
س 4: ما هو أرخص، حقن صب اللونين أو إدراج overmolding؟
السعر يعتمد على حجم الإنتاج. حجم الإنتاج الذي يقل عن 50000 قطعة سنويًا يعطي تكلفة أقل لإدخال القوالب الزائدة. بالنسبة لحجم الإنتاج الذي يزيد عن 100.000 قطعة، يمكن لقولبة الحقن ذات اللونين أن تخفض سعر القطعة بنسبة 40%، لذلك فهي أكثر فائدة.
س5: ما هو سمك الطبقة البلاستيكية الناعمة التي يجب أن تكون من أجل التشكيل الزائد؟
يُقترح الإفراط في صب الطبقة البلاستيكية الناعمة بسمك 2-3 مم. إذا كانت الطبقة رقيقة جدًا، فقد يتسبب ذلك في عدم ملء كافٍ في وقت التبريد، وإذا كانت سميكة جدًا، فقد تتقلص الطبقة وتتشوه وتنتج مشاكل أخرى في الجودة.
س6: ما هي المواد التي لا يمكن تجميعها معًا؟
لا يمكن الإفراط في تشكيل المواد القطبية التقليدية وغير القطبية بشكل مباشر، على سبيل المثال PP + TPU غير المعدل أو PE + TPE التقليدي. هناك حاجة إلى معالجة السطح أو التثبيت الميكانيكي.
س7: ما هي مدة دورة overmolding؟
سيتم إجراء عملية overmolding بالكامل خلال 70-80 ثانية تقريبًا. يستغرق قولبة الركيزة حوالي 25-30 ثانية، ويستغرق القولبة الزائدة 40-50 ثانية.
س 8: هل يمكن للقولبة المفرطة أن تحقق العزل المائي IP67؟
نعم، فمن الممكن. من خلال التحكم المناسب في اختيار المواد الزائدة، وتصميم القالب، ومعلمات العملية، يمكن تحقيق العزل المائي IP67 بشكل دائم بمعدل تسرب <= 0.3%.
ملخص
لا تعد عملية Overmolding مجرد "تغليف مادي" بسيط، ولكنها عملية تصنيع دقيقة توازن بين الأداء وتجربة المستخدم والتكلفة. كل شيء مهم في عناصر جودة المنتج النهائي مثل تصميم أدوات قالب الحقن وإقران المواد، وكذلك اختيار مسارات العملية والتحكم في معلمات درجة الحرارة.
JS Precision هو مصنع ذو خبرة في تصنيع القوالب الزائدة ويعتمد على التكنولوجيا باعتبارها المحرك الرئيسي لتقديم حلول لمختلف القطاعات ومساعدة العملاء في التغلب على صعوبات المعالجة وخفض تكاليف الإنتاج.
أرسل رسوماتك الآن لتلقي تقرير تحليل سوق دبي المالي وعرض الأسعار، مما يجعل تقنية JS Precision للقولبة الزائدة ميزة تنافسية أساسية لمنتجاتك.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

