
Die Verwendung von Prototypen-Spritzgießformen ist eine wichtige Lösung für die Probleme bei der Verifizierung von Kunststoffprototypen in Kleinserien. Viele Unternehmen stoßen auf eine ganze Reihe von Problemen, wenn sie während der Forschungs- und Entwicklungsphase 50 funktionsfähige Kunststoffprototypen benötigen:
Konventionelle Stahlformen kosten 20.000 US-Dollar und haben eine Wartezeit von 6 Wochen, 3D-gedruckte Teile bestehen keine Temperaturbeständigkeitstests, und CNC-Bearbeitung ist aufgrund der konkaven Strukturen völlig ausgeschlossen.
Die Verifizierung von Prototypen im Spritzgussverfahren bei Kleinserien steckt gewissermaßen im dreifachen Dilemma von „Kosten, Zykluszeit und Leistung“, und der Einsatz von Spritzgusswerkzeugen ist der Schlüsselfaktor, der darüber entscheidet, ob diese Probleme auf sehr effiziente Weise angegangen werden können oder nicht.
Zusammenfassung der Kernantwort
Problem | Lösung | Wichtige Daten |
|---|---|---|
Hohe Formenkosten für kleine Chargen | Aluminiumformen/3D-gedruckte Einsätze | Die Anlaufkosten wurden um 60–70 % reduziert. |
Langer Formenlieferzyklus | Schnelle CNC-Bearbeitung | Lieferung in 5-7 Tagen |
Feedback zu langsamen Zitaten | Standardisierte Formbasis + automatisiertes DFM | Angebot innerhalb von 2 Werktagen |
Die Leistung des Prototyps weicht von der Serienproduktion ab | Bei der Massenproduktion wird die gleiche Harzsorte verwendet + Prozessanpassung. | Abweichung der Schrumpfung ≤0,2 % |
Wichtigste Erkenntnisse
- Das Rapid-Injection-Molding-Verfahren kostet nur ein Fünftel des Preises des 3D-Drucks für 50 bis 500 funktionsfähige Prototypen , was die Prototypenkosten für die Kunden drastisch senkt.
- Um qualitativ hochwertige Prototypen zu erhalten, müssen Kunden Lieferanten auswählen, die über eigene Prototypenwerkstätten, einen geschlossenen Toleranzkontrollkreis (0,05 mm) und die Möglichkeit zum schnellen Materialwechsel verfügen.
- JS Precision bietet Materialzertifizierungsberichte und Dimensionsprüfungsberichte an, die Kunden den direkten Übergang von Prototypen zur Serienproduktion ermöglichen und Kosten in zukünftigen Iterationen einsparen können.
Warum sollten Sie sich für die Prototypen-Spritzgussdienstleistungen von JS Precision entscheiden?
Die Auswahl des richtigen Anbieters für Prototypen-Spritzgussformen ist für den Geschäftserfolg von entscheidender Bedeutung, wenn es darum geht, das Problem der Prototypenverifizierung in kleinen Stückzahlen zu lösen.
JS Precision verfügt seit Jahrzehnten über umfassende Erfahrung im Prototypen-Spritzguss und im Werkzeugbau für Spritzgussformen und hat bereits über 500 Unternehmen aus Branchen wie Medizin, Automobil und Elektronik betreut. Wir bieten unseren Kunden praxisorientierte Lösungen, die ihren individuellen Anforderungen gerecht werden.
Bei der Konstruktion und Herstellung von Spritzguss-Schnappformen halten wir uns strikt an die internationale Norm ISO 16916:2016 , sodass unsere Produkte dem internationalen Qualitätsniveau entsprechen und unsere Kunden gleichzeitig Qualitätsrisiken effektiv begegnen und die Prototypenprüfung effizient abschließen können.
Ein Start-up-Unternehmen im Bereich Medizintechnik benötigte 50 Prototypen für Endoskopgriffe. Herkömmliche Stahlformen waren zu teuer (21.000 US-Dollar) und hatten eine lange Lieferzeit (bis zu 8 Wochen), während 3D-gedruckte Muster einen Sterilisationstest bei 70 °C nicht bestanden.
Durch die Zusammenarbeit mit JS Precision erhielt der Kunde die gewünschten Prototypen innerhalb von nur einer Woche. Die Kosten konnten durch den Einsatz von 7075-Aluminiumformen und der Schieberkernziehtechnologie niedrig gehalten werden und beliefen sich auf lediglich 6.300 US-Dollar. Der Kunde sparte somit direkt 14.700 US-Dollar , und gleichzeitig wurden die Investitionen in Forschung und Entwicklung sowie der Zeitaufwand drastisch reduziert.
Bei der Validierung von Prototypen in kleinen Stückzahlen konzentrieren sich Unternehmen vor allem auf die Reaktionsgeschwindigkeit und die Genauigkeit des Prototyps. Separate Prototyping-Werkstätten und der Einsatz effizienter Ausrüstung sind die wichtigsten Faktoren, die diese Ziele gewährleisten können.
JS Precision hat drei FANUC Roboshot Spritzgießmaschinen für die Prototypenfertigung (30-100 Tonnen) angeschafft, eine eigene Prototypenwerkstatt eröffnet und nimmt keine Aufträge für die Massenproduktion an. Dies ist eine hervorragende Möglichkeit, schnell auf Kundenwünsche einzugehen.
Unsere Toleranzregelung im geschlossenen Regelkreis beträgt 0,05 mm. Darüber hinaus bieten wir Materialzertifizierungen und Maßprüfberichte an, die unseren Kunden den direkten Übergang vom Prototyp zur Serienproduktion ermöglichen, die Kosten nachfolgender Iterationen reduzieren und sie zu einem vertrauenswürdigen Partner für die Validierung von Kleinserienprototypen machen .
Wenn Sie mit Kosten- und Lieferzeitproblemen bei der Herstellung von Prototypen in kleinen Stückzahlen zu kämpfen haben, wenden Sie sich an unsere Ingenieure für eine maßgeschneiderte Lösung für Prototypen-Spritzgießformen und eine kostenlose Machbarkeitsstudie für Ihr Projekt.
Was sind Prototypen-Spritzgießformen und wie können sie die hohen Kosten und langen Vorlaufzeiten bei der Kleinserienfertigung reduzieren?
Aluminiumformen oder 3D-gedruckte Einsätze, die in Prototypen-Spritzgussformen verwendet werden, ersetzen die üblichen Stahlformen. Dadurch lassen sich die Anlaufkosten um 60–70 % senken.
Durch den Einsatz von schnellen CNC-Bearbeitungsmethoden kann die Lieferzeit für die Formen auf 5-7 Tage verkürzt werden, was ideal für die Kleinserienfertigung von Prototypen von 50-500 Stück ist und somit das Problem der Prototypenprüfung in kleinen Stückzahlen löst.
Kostenamortisationsversagen traditioneller Stahlformen in der Kleinserienfertigung
Die Kosten für die Bearbeitung einer einzelnen P20-Stahlform liegen bei etwa 15.000 bis 20.000 US-Dollar. Werden die Kosten auf 200 Stück verteilt, ergeben sich Stückkosten von 75 bis 100 US-Dollar, was die Forschungs- und Entwicklungskosten erheblich erhöht.
Darüber hinaus dauert die Wärmebehandlung von Stahlformen und die EDM-Bearbeitung in der Regel 4-6 Wochen, was nicht der Fall ist, wenn die Forschung und Entwicklung extrem kurze Zyklen für Iterationen benötigt.
Kostengünstige Alternativen für Aluminiumformen und 3D-gedruckte Einsätze
Der SPI-Standard Klasse 105 schreibt vor, dass die Lebensdauer einer Prototypenform nicht mehr als 500 Zyklen betragen sollte.
Wir bieten Aluminiumformen aus 7075er Aluminium an, die diese Norm in jeder Hinsicht erfüllen. Sie wurden auf eine Härte von HB 150 gebracht und sind für 500 bis 1000 Spritzgießzyklen ausgelegt. Der Preis für eine solche Form liegt bei nur 3000 bis 5000 US-Dollar – lediglich einem Viertel des Preises von Stahlformen.
Einfach ausgedrückt: Es ist, als würde man sich während der Forschungs- und Entwicklungsphase ein temporäres Auto mieten, um den „vorübergehenden Bedarf“ zu decken , anstatt viel Geld für den Kauf eines Fahrzeugs auszugeben, das für immer genutzt wird. Gleichzeitig werden die Bedürfnisse erfüllt und Geld gespart.
Schnelle CNC-Bearbeitung ermöglicht Lieferung in 5-7 Tagen
Für die Bearbeitung von Aluminiumformen setzen wir eine schnelle CNC-Maschine mit einer Spindeldrehzahl von bis zu 24.000 U/min ein. Schruppen und Schlichten erfolgen in einer Aufspannung, der gesamte Vorgang dauert 12 bis 18 Stunden.
Darüber hinaus ermöglicht die Verwendung von Standard-Formgrundlagen von DME oder Hasco eine Einsparung von 70 % der Bearbeitungszeit für die Formgrundlage . Dadurch kann die Form innerhalb von 5–7 Tagen geliefert werden.
Laden Sie das Whitepaper zur Auswahl von Prototyp-Spritzgießformen herunter, um die Anwendungsfälle für Aluminium- und Stahlformen besser zu verstehen und so schnell die passende Werkzeuglösung für Spritzgießformen zu finden.

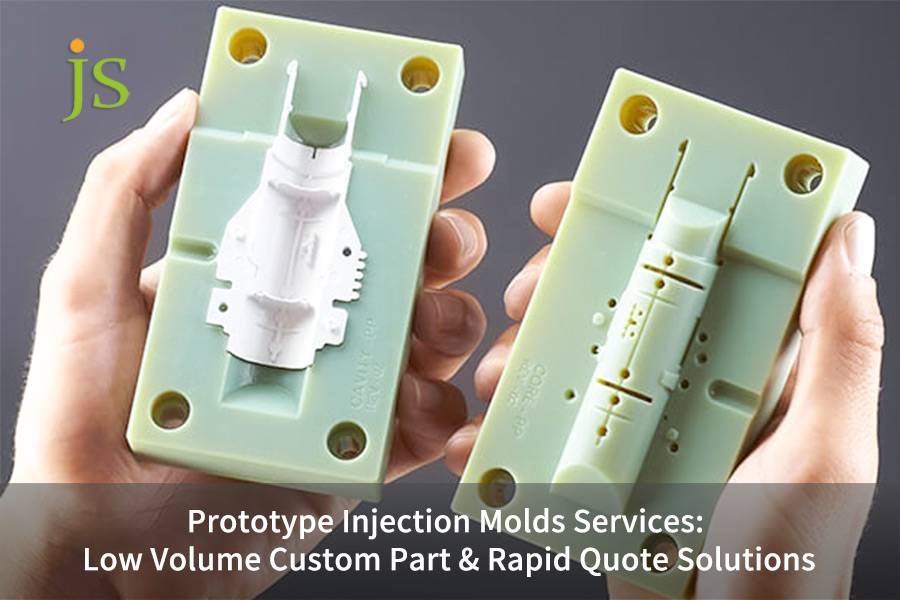
Abbildung 1: Ein durchscheinend grünes Prototyp-Spritzgießwerkzeug mit vier getrennten Kavitäten, metallenen Führungsstiften und Auswerfersystemen, montiert auf einem Ausstellungsständer.
Wie gelingt es Anbietern von Prototypen-Spritzgussteilen, innerhalb von 24 Stunden ein Angebot vom Entwurf bis zum fertigen Bauteil zu erstellen?
Sobald die Kunden die 3D-Zeichnungen im STP- oder X_T-Format hochgeladen haben, ist das System in der Lage, die Formfehler zu erkennen und innerhalb von 30 Minuten eine grobe Schätzung der Formbearbeitungszeit zu liefern.
JS Precision verpflichtet sich, innerhalb von 2 Werktagen ein vorläufiges Angebot zu versenden und begegnet damit effektiv der Herausforderung langsamer Angebotsbearbeitungszeiten, um Kunden bei schnellen Entscheidungen zu unterstützen.
Ein standardisiertes Formsystem verkürzt die kundenspezifische Konstruktionszeit.
Wir haben sechs Standardformgrößen vorbereitet, die ca. 90 % der Prototypenteile abdecken. Lediglich die Kern-/Kavitätseinsätze müssen nachbearbeitet werden. Die Formbasen sind wiederverwendbar, wodurch sich die Konstruktionszeit von 3 Tagen auf 4 Stunden verkürzt und die Angebotserstellung deutlich beschleunigt wird.
Automatisches DFM-Analysetool lokalisiert schnell Formfehler
Dieses Programm scannt Elemente wie Wandstärke, Hinterschneidungsbereiche und Entformungswinkel.
Die empfohlene Wandstärke beträgt 1,5 bis 3,0 mm (bei Abweichungen von mehr als 20 % wird eine Warnung ausgegeben), und der vorgeschlagene Luftzugwinkel liegt zwischen 1,5 und 2. Darüber hinaus enthält der abschließende DFM-Bericht Informationen zum Standort des Tors und zum Vorhandensein der Risikolinie.
Vereinfacht gesagt, ist es so, als würde man den Prototypenentwurf im Voraus „untersuchen“, um mögliche Probleme frühzeitig zu erkennen und so Nachbesserungen während der eigentlichen Produktion zu vermeiden.
Angebotserstellung innerhalb von 2 Arbeitsstunden und Bearbeitung dringender Aufträge
Wir bestätigen die Komplexität der Form innerhalb einer Stunde und berechnen zudem die Material- und Maschinenkosten ebenfalls innerhalb einer Stunde, sodass Sie uns spätestens innerhalb von zwei Arbeitsstunden ein vorläufiges Angebot unterbreiten können . Bei dringenden Aufträgen erhalten Sie innerhalb von vier Stunden ein detailliertes Angebot inklusive einer Prognose der Formlebensdauer.
Abbildung 2: Nahaufnahme von Industriemaschinen, die in einer Fabrikumgebung Präzisionsbearbeitungen an Bauteilen durchführen.
Wie wirken sich die Teile einer Kunststoffspritzgussform direkt auf die Kosten und die Flexibilität bei der Modifizierung der Prototypenform aus?
Die Konfiguration der Teile einer Kunststoffspritzgussform beeinflusst direkt die Kosten und die Modifizierungsflexibilität. Der Formgrundkörper macht 40 % des Formpreises aus; dieser Anteil kann durch die Wahl eines Standard-Formgrundkörpers auf 25 % gesenkt werden.
Die Genauigkeit hängt maßgeblich vom Kern/Hohlraum ab, und die Auswurf- und Kühlmechanismen werden in der Prototypenphase am wenigsten streng sein.
Herstellung von Formgrundplatten und Materialauswahl für Kern/Hohlraum
Die Standard-Formbasen von LKM kosten nur 800–1500 US-Dollar, während kundenspezifische Formbasen über 5000 US-Dollar kosten. Die Kern-/Hohlraummaterialien werden je nach Losgröße ausgewählt: Aluminium für weniger als 500 Stück und Stahl für 2000 Stück.
Methoden zur Vereinfachung des Ausstoß- und Kühlsystems
In der Prototypenphase können die Formen auch die Auswurf- und Kühlstrukturen vereinfachen. Beispielsweise kann die Anzahl der Auswerferstifte von 8 auf 4 halbiert werden, ohne dass die Auswurfbalance beeinträchtigt wird.
Im Kühlsystem werden zwei gerade Wasserkanäle verwendet, um den Temperaturunterschied in der Form bei 5 zu halten. Dadurch wird das Problem des Verziehens und der Verformung der Teile vollständig beseitigt , und Kosten und Präzision werden in Einklang gebracht.
Die Kernfunktionen des Trennens und des Kernziehens können nicht vereinfacht werden
Konkave Formen in Gussformen erfordern in der Regel Gleitblöcke oder Auswerfer, die in einem bestimmten Winkel zur Oberfläche angeordnet sind, um die Teile nach dem Formen zu entnehmen. Im Prototypenstadium kann das Kernziehen manuell per Hand erfolgen (was zu einer Kostenreduzierung von 40 % führen kann).
- Bei 3 Iterationen oder weniger empfiehlt sich die manuelle Core-Pull-Methode.
- Bei 5 Iterationen und mehr wäre ein pneumatischer Gleitblock zum Preis von 800 US-Dollar die beste Wahl sowohl hinsichtlich der Kosten als auch der Effizienz.
Welche Fehlerarten sollten bei der Konstruktion von Spritzgusswerkzeugen für kundenspezifische Teile vermieden werden?
Die Logik der Werkzeugkonstruktion im Spritzgussverfahren bestimmt direkt die Qualität des Prototyps. Eine mangelhafte Auslegung von Anguss, Kühlung und Auswerfer kann zu Problemen wie verbogenen Schweißnähten führen. Mithilfe von Formfüllanalyse und austauschbaren Einsätzen lässt sich die Ausbeute beim ersten Spritzguss auf über 90 % steigern.
Schweißnähte und Festigkeitsminderung durch falsche Angusslage
Durch eine nicht zulässige Angusspositionierung entstand an einem Controllergehäuse direkt gegenüber dem Sockel der Schnappverbindung eine Schweißnaht, wodurch die Zugfestigkeit nur noch 52 % des Sollwerts betrug. Nach dem erneuten Anguss am Ende des Produkts erreichte die Festigkeit wieder über 90 % des Grundmaterials.
Unzureichende Kühlkanäle führen zu Verformungen und verlängerten Zyklen
Ein Zyklus einer Aluminiumform ohne Kühlkanäle dauert 90 Sekunden, und die Planheit des Werkstücks beträgt über 0,15 mm. Mit einem geraden Kühlkanal von 6 mm Durchmesser reduziert sich die Zykluszeit auf 35 Sekunden bei einem Verzug von 0,05 mm, wodurch Effizienz und Präzision vereint werden.
Schnell austauschbares Einsatzdesign unterstützt iterative Modifikationen.
Diese austauschbaren Teile sind als separate und unabhängige Einsätze gefertigt. Wenn Sie eine Modifikation vornehmen möchten, müssen Sie lediglich den entsprechenden Einsatz austauschen. Sie müssen nicht die gesamte Form neu anfertigen lassen. Tatsächlich kostet Sie das nur 200 bis 500 US-Dollar.
Anders ausgedrückt: Es ist wie beim Wechseln einer Handybatterie. Man tauscht ja auch nicht das ganze Handy aus, nur weil die Batterie alt ist, sondern nur die Hauptteile, damit man es weiterhin benutzen kann. Dadurch spart man Geld und macht es gleichzeitig effizienter.
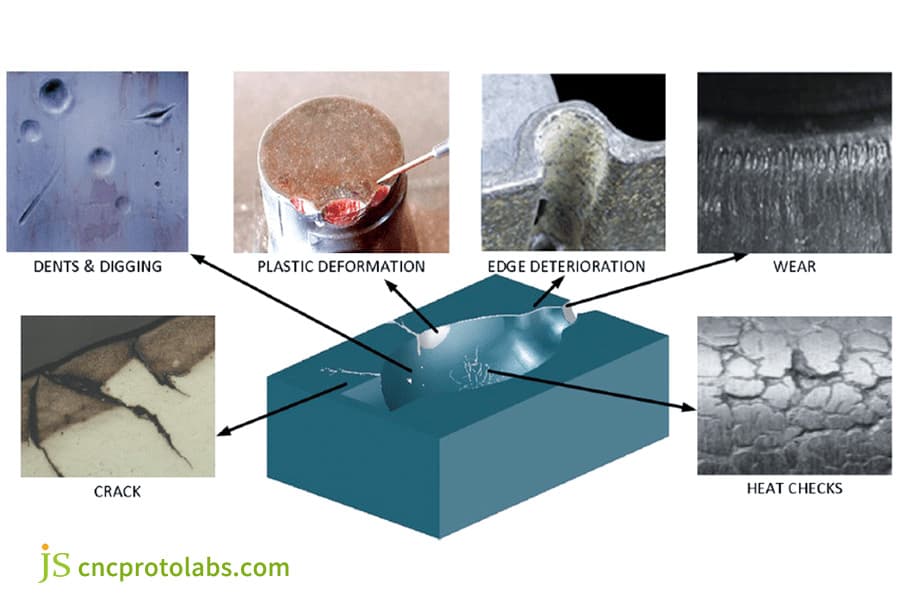
Abbildung 3: Ein technisches Diagramm, das verschiedene Arten von Kantenbeschädigungen an Spritzgussformen veranschaulicht, wie z. B. Dellen, Risse, plastische Verformung und Wärmerisse.
Wie lässt sich im Prototypenstadium feststellen, ob Kunststoffspritzgussprodukte die Anforderungen der Endmontage erfüllen?
Der wichtigste Faktor bei der Entscheidung, ob ein Prototyp eines Kunststoffspritzgussprodukts qualifiziert ist, ist, dass er gut funktioniert und hinsichtlich der Abmessungen mit dem in Serie gefertigten Teil übereinstimmt, sodass später keine Nachbearbeitung erforderlich ist.
Umgang mit Leistungsschwankungen zwischen Prototyp und Originalrohstoff
Beispielsweise kann der Wechsel des Prototypenmaterials von unverstärktem ABS zum Massenproduktionsmaterial aus glasfaserverstärktem ABS dazu führen, dass die Schrumpfungsrate von 0,5 % auf 0,2 % reduziert wird, was Montageprobleme verursachen kann.
Es ist sehr wichtig sicherzustellen, dass Prototyp und Serienprodukt aus dem gleichen Rohmaterial gefertigt sind und dass die MFI-Differenz 5 % beträgt.
Genaue Nachbildung der Schrumpfungsrate durch Formgebungsparameter
Formgebungsparameter wie Nachdruck und Werkzeugtemperatur haben einen direkten Einfluss auf die Schwindungsrate. Beispielsweise würde eine Erhöhung des Nachdrucks von 50 MPa auf 80 MPa die Schwindungsrate senken, während eine Erhöhung der Werkzeugtemperatur zu einer höheren Schwindungsrate führt. Eine Schwindungsabweichung von 0,2 % ist zulässig.
Freigabestandards für Materialzertifizierungsberichte und Maßprüfungsberichte
Der Materialprüfbericht muss Angaben wie Dichte, Zugfestigkeit usw. enthalten. Die Maßprüfung erfolgt mittels Koordinatenmessmaschine (KMM), wobei die kritische Größe CPk 1,33 beträgt. Dadurch wird sichergestellt, dass Prototyp und Serienteil übereinstimmen und Montageprobleme vermieden werden.
Mit dem kostenlosen Leitfaden zur Montagevalidierung von Kunststoffspritzgussprodukten können Sie schnell feststellen, ob Ihr Prototyp die Anforderungen der Endmontage erfüllt und Nacharbeiten vermeiden.
Welche spezifischen Probleme löst das Rapid Injection Molding (RISM) bei der Prototypenfertigung von Kunststoffteilen im Vergleich zur CNC-Bearbeitung und zum 3D-Druck?
Das Schnellspritzgießen ermöglicht die Herstellung komplexer Hohlformen in einem Arbeitsgang, wodurch CNC-Bearbeitung und Verklebung entfallen. Auch die Anhäufung von Montagetoleranzen wird vermieden.
Darüber hinaus werden spritzgussgeeignete Rohmaterialien mit isotropen Abweichungen von maximal 5 % verwendet, und die Zugfestigkeit der hergestellten Teile ist 2- bis 3-mal höher als bei FDM-3D-Druck . Daher eignet es sich ideal für die Prototypenfertigung in kleinen Serien.
Vergleich von Leistung und Kosten verschiedener Verarbeitungsmethoden
Verarbeitungsmethode | Toleranzbereich | Material isotrop | Gesamtkosten für 200 ABS-Gehäuse (USD) | Formgebungsfähigkeit komplexer konkaver Strukturen | Anwendbare Charge |
|---|---|---|---|---|---|
Schnelles Spritzgießen | ±0,05 mm | Ausgezeichnet (Abweichung ≤5 %) | 1300 | Robust, einmaliges Formen | 50-500 Stück |
CNC-Bearbeitung | ±0,01 mm | Exzellent | 1800 | Schwach, erfordert Demontage und Verklebung | 1-50 Stück |
3D-Druck (FDM) | ±0,1 mm | Mangelhaft (Festigkeit in Z-Richtung nur 30 % der Festigkeit in der XY-Ebene) | 1600 | Mittelmäßig, unzureichende Detailgenauigkeit | 1-20 Stück |
Traditionelles Stahlform-Spritzgießen | ±0,02 mm | Exzellent | 21500 | Stark | Über 1000 Stück |
vs. CNC: Formgebungsfähigkeit komplexer konkaver Strukturen
CNC-Maschinen können keine geschlossenen konkaven oder tiefen, schmalen Nuten bearbeiten. Daher ist für die Fertigstellung des Prozesses eine Demontage und anschließende Verklebung erforderlich . Die Toleranzen der Gesamtmontage betragen bis zu 0,2 mm.
Beim Rapid-Injection-Molding werden dagegen Schieber/Winkelauswerfer für das einmalige Formen ohne Montagefehler verwendet.
vs. 3D-Druck: Isotropische Materialien ahmen die reale Festigkeit nach
Mit dem FDM-Verfahren gedruckte Teile weisen in Z-Richtung nur 30 % der Festigkeit in XY-Richtung auf. Außerdem bestehen sie die Tests auf Flammschutz und Sterilisation nicht.
Durch das schnelle Spritzgießen mit spritzgussgeeigneten Rohmaterialien mit isotropen Abweichungen von 5 % kann jedoch eine mechanische Überprüfung durchgeführt werden, die die Realität widerspiegelt.
Kontaktieren Sie unsere Ingenieure für einen kostenlosen Kostenvoranschlag für Ihr Prototypenprojekt im Bereich Kunststoffformung . Wir vergleichen die Kosteneffizienz verschiedener Verarbeitungsmethoden, um die optimale Lösung auszuwählen.
Welche drei technischen Indikatoren sind bei der Auswahl der besten Spritzgussunternehmen wichtig?
Bei der Auswahl der besten Spritzgussunternehmen muss besonderes Augenmerk auf drei Hauptparameter gelegt werden, die sich direkt auf die Qualität der Prototypen, die Lieferzeit und die Kosten auswirken, ohne andere Faktoren zu vernachlässigen.
Vergleichstabelle der Leistungsfähigkeit von Formmaterialien Formmaterial | Härte | Formkosten (USD) | Nutzungsdauer (mal) | Bearbeitungszeit (Tage) | Anwendbare Charge |
|---|---|---|---|---|---|
7075 Aluminiumform | HB 150 | 3000-5000 | 500-1000 | 5-7 | 50-500 Stück |
Aluminiumform 6061-T6 | HB 95 | 2000-3500 | 300-500 | 4-6 | 50-300 Stück |
P20 Stahlform | HRC 28-32 | 15000-20000 | Über 10000 | 30-42 | Über 1000 Stück |
H13 Stahlform | HRC 45 | 25000-30000 | Über 50000 | 40-50 | Über 5000 Stück |
3D-gedruckte Einsätze | HB 80 | 500-1500 | 100-300 | 1-2 | - |
Bei einer Stückzahl von nur 20-100 Stück verlängert die gemischte Linienfertigung die Warteschlange für die Prototypenform um 10 Arbeitstage, was zu einer Verzögerung der Forschungs- und Entwicklungsphase führt.
JS Precision verfügt nicht nur über eine Prototypenwerkstatt, sondern auch über drei dedizierte Spritzgießmaschinen , die nie für die Serienproduktion eingesetzt werden. Vorbestellungen werden innerhalb von 48 Stunden beantwortet, wodurch eine schnelle Lieferung gewährleistet ist.
Die geschlossene Regelung der Toleranzen ist für Präzision unerlässlich. Zur Korrektur von Formabweichungen setzen wir auf Renishaw-Messtaster, und das erste Teil wird mit einer Koordinatenmessmaschine (KMM) geprüft. Wir optimieren den Prozess, sodass der CPk-Wert 1,33 beträgt und die kritischen Maßabweichungen bei 0,05 mm liegen – dem Standard für die Serienfertigung.
JS Precision Fallstudie: 50 Endoskopgriff-Prototypen für Start-ups im Bereich Medizintechnik
Die Verifizierung von Prototypen für Medizinprodukte erfordert höchste Standards hinsichtlich Material, Genauigkeit und Produktionszeit. Dieses Projekt ist ein gutes Beispiel dafür, wie JS Precision mittels Prototypen-Spritzgussverfahren Kernprobleme von Kunden schnell und effizient lösen kann.
Aufgetretene Herausforderungen
Ein Start-up-Unternehmen im Bereich medizinischer Geräte wollte 50 Prototypen von Endoskopgriffen kaufen. Ein Griff besteht aus vier verdeckten Klemmen und einem 1,5 mm breiten Kühlkanal.
Als Hauptmaterial wurde eine PC/ABS-Legierung (HDT 110) verwendet, und die Clips mussten einer Zugkraft von 50 N standhalten. Die Herstellung der Stahlformen dauerte 8 Wochen und kostete 21.000 €. Die 3D-gedruckten Proben verformten sich nach der Sterilisation bei 70 °C und erfüllten die Anforderungen nicht.
Lösung
Nach einer sehr gründlichen Analyse der Kundenbedürfnisse entwickelte JS Precision eine zielgerichtete Prototyp-Spritzgussformlösung.
Wir verwendeten Formen aus 7075er Aluminium mit Formkosten von nur 5.800 US-Dollar, wodurch die Kosten für unsere Kunden drastisch gesenkt werden konnten. Um die Herausforderung der versenkten Clips zu meistern, entwickelten wir eine Schiebekern-Zugstruktur zur Herstellung einteiliger Formteile für die versenkten Clips. Dadurch umgingen wir die Präzisionsabweichungen, die bei der Demontage entstehen.
Mithilfe einer Formfüllsimulation wurde der Anguss auf Einpunkt-Einspritzung am Griffende eingestellt, und durch die Schweißnaht unterhalb der Zierrippe wurde die Festigkeit des Klemmenspannungsbereichs sichergestellt.
Für das Serienmodell wurde das gleiche Material wie PC/ABS (SABIC C6200) verwendet.
Durch die Änderung der Druckhalteparameter (70 MPa × 3 s) und der Einspritzgeschwindigkeit (60 mm/s) konnte die Serienfertigungsschrumpfungsrate von 0,5 % bis 0,7 % beim Prototyp sehr genau erreicht werden , wodurch die Leistungskonsistenz zwischen Prototyp und Serienteilen sichergestellt wurde.
Die Formen wurden innerhalb von 7 Tagen übergeben, und anschließend wurden in nur 2 Stunden 50 Teile im Spritzgussverfahren hergestellt, wodurch die Anforderungen des Kunden an den F&E-Zyklus effektiv erfüllt wurden.
Endergebnisse
Die durchschnittliche Zugfestigkeit der Schnappverbindung dieser Prototypencharge betrug 53 N und die Festigkeit des Schweißnahtbereichs betrug 93 % der Festigkeit des Grundmaterials.
Nach einer 48-stündigen Wärmebehandlung bei 70 °C wurden keine Verformungen beobachtet, und das Produkt bestand das Zytotoxizitäts-Screening nach ISO 10993-5 , wodurch es für eine direkte FDA-Vorabzulassung geeignet ist.
Die Gesamtkosten beliefen sich auf 6.300 US-Dollar, was im Vergleich zu Stahlformen eine Ersparnis von 14.700 US-Dollar bedeutete. Zudem verkürzte sich der Produktionszyklus um 7 Wochen. Später ersetzte der Kunde die Aluminiumformen durch Hartmetallformen für die Serienfertigung.
Für weitere Fallstudien zu Prototypen im Spritzgussverfahren für die Medizintechnik kontaktieren Sie uns für eine kostenlose Projektkostenabschätzung und um schnell maßgeschneiderte Lösungen für Prototypen-Spritzgussformen zu erhalten.

Häufig gestellte Fragen
Frage 1: Wie hoch ist die Mindestbestellmenge für Prototypen-Spritzgießformen?
Die Mindeststückzahl, die Sie aus Prototypen-Spritzgießformen bestellen können, beträgt 20 Stück. Tatsächlich ist die Lebensdauer der Form von 100-500 Zyklen ausreichend, um die Anforderungen der Kleinserienfertigungsprüfung von Prototypen während der F&E-Phase zu erfüllen.
Frage 2: Wie viele Teile können aus einer Aluminiumform hergestellt werden, bevor diese bricht?
Formen aus 7075er Aluminium ermöglichen 500 bis 1000 Spritzvorgänge. Nach dem Verschleiß beträgt die Genauigkeit 0,1 mm. Eine weitere Verwendung ist durch Austausch der Einsätze oder durch Anfertigung einer Stahlform möglich.
Frage 3: Wie viel würde eine Modifizierung der Prototypenform kosten?
Der Austausch der Einsätze allein kostet 200 bis 500 US-Dollar. Strukturelle Änderungen an der gesamten Form kosten 2000 US-Dollar und mehr. Der genaue Preis hängt von der Komplexität der Änderung ab.
Frage 4: Mit welchen 3D-Zeichnungsformaten können Sie arbeiten?
Wir arbeiten mit STP IGS X_T und STL. Die Verwendung von STP wird empfohlen , da es die festen Konturen der Teile besser erhält und somit die Werkzeugkonstruktion und die Fehlererkennung erleichtert.
Frage 5: Wie schnell kann ich mein erstes Teil erhalten?
Die Anfertigung der Form dauert 5–7 Tage, während der Spritzgießprozess selbst nur 1 Tag in Anspruch nimmt. Somit erhalten Kunden ihr erstes Prototypenteil in nur 6–8 Tagen, was die F&E-Verifizierung erheblich vereinfacht.
Frage 6: Können wir vom Kunden vorgegebene Rohstoffe verwenden?
Selbstverständlich können wir die vom Kunden vorgegebenen Rohstoffe verarbeiten. Wir halten stets 20 Sorten der gängigen Materialien auf Lager. Darüber hinaus können wir gemäß den spezifischen Kundenanforderungen auch eine breite Palette verschiedener Spezialrohstoffe beschaffen.
Frage 7: Welche Toleranzen kann ich bei Prototypenteilen erwarten?
Die Toleranz bei Prototypenteilen aus Aluminiumformen beträgt etwa 0,05 mm, während sie bei Stahlformen bis zu 0,02 mm betragen kann. Diese beiden Werte decken unterschiedliche Präzisionsanforderungen in Szenarien der Prototypenprüfung ab.
Frage 8: Können Formen, die für Prototypen verwendet wurden, auch für die Massenproduktion verwendet werden?
Prototypische Aluminiumformen können in Stahlformeinsätze umgewandelt werden. Sie behalten die ursprüngliche Standardformbasis bei, sodass keine Neukonstruktion erforderlich ist, was den Kunden letztendlich 40 % der Gesamtkosten für Serienfertigungsformen einsparen kann .
Zusammenfassung
Prototypen-Spritzgießformen für 50 bis 500 funktionale Kunststoffprototypen sind definitiv die beste Wahl, wenn es darum geht, Kosten, Zykluszeit und Leistung in Einklang zu bringen.
Es beseitigt vollständig die Einschränkungen herkömmlicher Stahlformen, CNC-Bearbeitung und 3D-Druck und bietet Kunden während der Forschungs- und Entwicklungsphase Prototypen auf dem Leistungsniveau von Serienteilen zu geringen Kosten und in kurzer Zykluszeit.
Mit JS Precision müssen Sie sich nicht zwischen diesen drei Methoden entscheiden. Unsere Expertise im Bereich Prototypen-Spritzgussformen ermöglicht Ihnen eine schnelle Prototypenprüfung und die nahtlose Integration in die Serienproduktion – so bringen Sie Ihr Produkt schneller auf den Markt.
Reichen Sie Ihre 3D-Konstruktionen ein und erhalten Sie innerhalb von 2 Stunden ein unverbindliches Angebot inklusive Werkzeuglebensdauerprognose. Vereinbaren Sie jetzt eine technische Beratung und erhalten Sie kostenlos einen ersten Bericht zur Werkzeugfüllanalyse.

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS Precision Services übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das JS Precision Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitungsqualität bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Mit JS Precision entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Ressource

